This is an Open-Access article distributed under the terms of the Creative Commons Attribution Non-Commercial License(http://creativecommons.org/licenses/by-nc/3.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
Journal of Welding and Joining, Vol.32 No.4(2014) pp63-68
LPG선 탱크용 FH 강재 FCAW 용접금속의 인장성질과 충격인성에 미치는 후열처리의 영향
정 상 훈*․강 창 룡**,†
*
조선선재(주) 기술연구소
**
부경대학교 금속공학과
Effects of PWHT on Tensile Properties and Impact Toughness of FCAW Weld Metal of FH Steels for Cargo Tank in LPG Carrier
Sang-Hoon Jeong* and Chang-Yong Kang**
,
†*R&D Institute, Chosun Welding Co. Ltd., Ulsan 689-896, Korea
**Dept. of Metallurgycal Engineering, Pukyoung National University, Busan 608-739, Korea
†Corresponding author : [email protected]
(Received July 2, 2014 ; Revised August 18, 2014 ; Accepted August 21 ; 2014)
Abstract
This paper has an aim to study the effect of PWHT and its conditions(peak temperature and holding time) on the tensile properties and impact toughness of FCAW weld metal in relation to microstructure.
Impact toughness was evaluated to apply the cargo tank of liquified gas carriers under the various PWHT condition of each class societies. On the basis of these study, it was found that PWHT conditions within all class societies affect charpy absorbed energy of weld metal little or no, all PWHT weld metals kept similar level of charpy absorbed energy as as-weld weld metal down-to -60℃ and finally indicated lower energy value than that of as-weld weld metal at -75℃. It is because the precipitation of 2nd phase was controlled from welding consumable and the grain size was grown by PWHT.
Key Words : FCAW, PWHT, Tensile properties, Impact toughness, Grain growth
ISSN 1225-6153 Online ISSN 2287-8955
1. 서 론
액화가스 산적운반선의 화물탱크는 탱크 타입과 사용 된 모재 두께 등에 따라 용접 후 열처리(Post Weld Heat Treatment, PWHT)가 요구된다.
PWHT는 용접잔류응력 완화, 열영향부(Heat Affected Zone : HAZ)의 연화, 용접부의 연성 증가와 취성파괴 방지뿐만 아니라 내식성 향상 및 피로강도 증대 등의 효과를 얻을 수 있지만
1), 충격인성은 증가 또는 감소한 다는 상반되는 연구결과들이 보고되고 있다
2-4). 또한, 국제해사기구(IMO)에서는 액화가스 산적운반 선의 화물탱크에 사용되는 탄소망간강의 용접부에 대해 PWHT를 적용할 경우는 설계온도와 모재두께에 따라
서 -20 ∼ -60℃ 사이의 온도에서 충격인성시험을 요 구하고 있기 때문에
5), PWHT한 용접부의 저온 충격인 성 확보는 용접 시공자의 주요 관심사가 되고 있다.
한편, PWHT 온도와 시간에 대해서는 각국의 선급 마다 다양한 가이드라인이 제시되고 있고
6-7), 경우에 따라서는 선주, 선급 및 강재 제조사 등의 이해 관계자 상호간의 협의에 의해 주로 미국용접협회(AWS) 코드 를 참조하여 임의로 온도와 시간을 결정하고 있다
8). 그러나, 이와 같이 PWHT 온도와 시간 등이 달라지 면 용접금속의 특성도 크게 달라 질 수 있어, 다양한 PWHT 조건에 따른 용접금속의 인장성질과 충격인성 에 대한 정보는 건전한 용접부를 얻기 위한 시공의 기 초자료로 매우 유용하게 활용될 수 있다.
따라서, 본 연구에서는 액화가스 산적 운반선의 화물
연 구 논 문
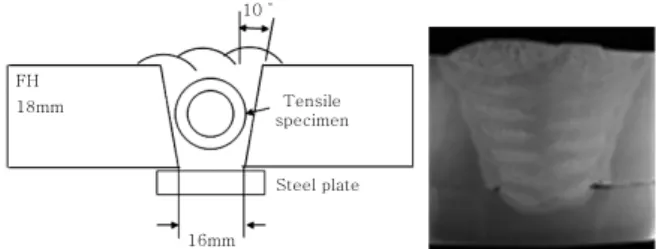
10˚
16mm FH
18mm Tensile
specimen
Steel plate
a) Deposited weld metal test assembly for tensile test
17˚
5mm FH
18mm
Ceramic backing material
Charpy Specimen
b) V butt weld test assembly for charpy test
Fig. 1 Joint details and macro section
Assembly Material
(mm) Layer Ampere (A)
Voltage (V)
Speed (CPM)
Heat Input (KJ/cm)
Welding
Position Pass No.
Deposition welding
FH
(18) all 260 28 30.0 14.5 Flat 13
V butt welding
FH (18)
1st 190 25 16.0 17.8
Flat 5
Rem. 270 30 18.5 26.3
Table 2 Chemical composition of base and deposited metal (wt%)
C Si Mn S P Ni Mo Cu Nb
FH Steel 0.061 0.20 1.36 0.005 0.012 0.37 0.02 0.20 0.010
Deposited Metal 0.045 0.25 1.35 0.009 0.010 1.55 0.02 0.01 0.003
Table 1 Welding condition 탱크에 많이 적용되고 있는 선급 FH강재의 플럭스 코
어드 아크 용접(Flux Cored Arc Welding, FCAW) 금속에 대해 PWHT에 따른 인장성질과 충격인성 등을 조사하였다.
2. 실험 방법 2.1 용접
PWHT된 용착금속의 인장성질평가를 위한 인장시험 편을 얻기 위해 선급규정에 따라 용착금속 시험재 용접 을 실시하였고, 충격인성에 미치는 용접 후 열처리의 영향을 규명하기 위한 충격시편을 얻기 위해 맞대기 용 접을 실시하였다. 이때 각 용접부 형상 및 용접조건을 Fig. 1과 Table 1에 각각 나타내었다.
용접에 사용된 용접재료는 액화가스 운반선의 화물탱 크에 적용 가능하도록 설계된 AWS E81T1 - K2C에 해당하는 플럭스 코어드 와이어(Flux Cored Wire, FCW)이며, 용접 후 열처리하여도 저온 충격인성을 만 족할 수 있도록 설계되어져 있다. 용접시험에 사용된 강판과 용착금속의 화학성분을 Table 2에 나타내었다.
2.2 용접 후 열처리(PWHT)
PWHT 온도와 시간에 따른 용접금속의 충격인성 변 화 등을 관찰하기위한 열처리는 AWS및 일부 선급에서 제시하고 있는 범위 내에서 온도와 시간을 서로 상이하 게 설정하여 실시하였다. 즉, 580, 620 및 650℃의 온도에서 50분, 그리고 580℃에서 50분 및 100분 유 지 후 약 315℃ 까지는 50∼260℃/min. 속도로 냉각 하고 그 이후는 공랭하는 열처리를 하였다.
2.3 미세조직 관찰
용접 그대로(As-weld) 시료 및 PWHT에 따른 미세 조직 변화를 광학현미경과 주사전자현미경(Hitachi, S-2400)으로 관찰하였고, 충격시험시 발생된 파괴 개 시점 관찰도 주사전자현미경으로 관찰하였다.
2.4 인장시험
용접 후 열처리한 용착금속의 인장성질을 조사하기
위한 인장시험은 선급규정에 따라 Fig. 1 a)에서 나타
낸 위치에서 평행부 지름 10mm, 표점거리 50mm인
봉상의 시험편으로 제작한 다음 열처리 후 Cross Head
Speed를 2mm/min.로 하여 시험하였다.
10㎛
Fig. 2 Optical micrograph of the weld metal
10㎛
a) 580℃ b) 620℃ c) 650℃
Fig. 3 Optical micrographs showing the effect of PWHT peak temperature in weld metal
10㎛
a) 580℃, 50 min
b) 580℃, 100 min
Fig. 4 Optical micrographs showing the effect of PWHT peak temperature in weld metal
2.5 충격시험
충격시험은 IMO의 액화가스 산적 운반선에 대한 규 정에 따라 실시하였다
5). 즉, Fig. 1 b)에서 나타낸 것 처럼 표면부로부터 1mm 이하에서 노치가 용접금속의 중앙에 오도록 샤르피 충격시험편으로 제작한 다음 C-Mn강에 적용될 수 있는 최고 온도인 -20℃부터 최 저 온도가 될 수 있는 -75℃ 사이의 여러 온도에서 시 험 하였다. 또한, 충격값은 각 3개씩 시험하여 평균하 여 구하였다.
3. 실험 결과
3.1 미세조직에 미치는 PWHT의 영향
Fig. 2는 As-weld 시료의 용접금속의 미세조직을 광학현미경으로 관찰하여 나타낸 것이다. 이전 오스테 나이트 입계를 따라 생성되어 있는 소량의 결정입계 페 라이트[PF(G)]와 결정입계 페라이트의 측면으로 성장 한 페라이트 사이드 플레이트(FS) 가 관찰되고 있고, 입내에서는 미세한 침상페라이트(AF)와 다각형의 페라 이트(PF(I))가 관찰되고 있다.
Fig. 3은 용접금속의 미세조직에 미치는 PWHT 온 도의 영향을 조사하기 위하여 용접 후 580℃, 620℃
및 650℃에서 50분 열처리한 시료의 미세조직을 광학
현미경으로 관찰하여 나타낸 것이다. As-weld 시료의 용접금속에서 존재하고 있던 페라이트가 PWHT에 의 해 성장되어 있는 것을 알 수 있고, 침상의 페라이트 일부가 다각화되어 있는 것을 알 수 있다. 또한 후 열 처리 온도가 높아질수록 페라이트의 크기가 커지고, 다 각화되는 양이 많아지고 있는 것을 알 수 있다.
Fig. 4는 용접금속의 미세조직에 미치는 PWHT 시
간의 영향을 알아보기 위하여 용접된 시료를 580℃에
서 시간을 달리하여 열처리한 시료의 미세조직을 광학
현미경으로 관찰하여 나타낸 것이다. 열처리 시간이 길
어짐에 따라 페라이트의 크기가 커지고 있고, 침상 페
라이트가 다각형 페라이트로 되는 양도 많아지고 있는
것을 알 수 있다.
700
Strength(MPa)
As-weld 600
500
400
300
200
100
0
T.S
580℃ 620℃ 650℃
Y.S
Fig. 5 Effect of PWHT peak temperature on the strength of deposited metal
700
Strength(MPa)
600
500
400
300
200
100
0
As-weld 580℃, 50min 580℃, 100min T.S
Y.S
Fig. 6 Effect of PWHT holding time on the strength of deposited metal
40
30
20
10
0
Elongation (%)
As-weld 580℃ 620℃ 650℃
Fig. 7 Effect of PWHT peak temperature on the elongation of deposited metal
40
30
20
10
0
Elongation (%)
As-weld 580℃, 50min 580℃, 100min
Fig. 8 Effect of PWHT holding time on the elongation of deposited metal
162
135
108
81
54
27
0
Charpy absorbed energy(J)
Requirement
‐20 ‐40 ‐60 ‐75
Temperature(℃)
As-weld 580℃
620℃
650℃
Fig. 9 Effect of PWHT peak temperature on the impact value of weld metal
3.2 인장성질에 미치는 PWHT 영향
Fig. 5는 용착금속의 강도에 미치는 PWHT 영향을 조사하기 위하여, 용접된 시료를 여러 온도에서 50분 동안 열처리 후 항복 및 인장강도를 조사하여 나타낸 것이다. PWHT하면 항복 및 인장강도는 낮아지고 있 는 것을 알 수 있다. 또한 열처리 온도가 증가 할수록 항복 및 인장강도는 낮아지고 있지만 그 차이는 크지 않은 것을 알 수 있다.
Fig. 6은 용착금속의 강도에 미치는 PWHT시간의 영향을 조사하기 위하여 용접한 다음 58 0℃에서 시간 을 달리하여 열처리 후 항복 및 인장강도를 조사하여 나타낸 것이다. 열처리 시간이 길어짐에 따라 항복 및 인장강도가 낮아지고 있는 것을 알 수 있다. 그러나 그 차는 역시 크지 않았다.
Fig. 7은 용착금속의 연신율에 미치는 PWHT 온도 의 영향을 조사하여 나타낸 것이다. PWHT하면 연신 율은 증가하고 있고, 열처리 온도가 증가 할수록 연신 율이 낮아지고 있는 경향을 나타내고 있지만 그 차이는 크지 않은 것을 알 수 있다.
Fig. 8은 용착금속의 연신율에 미치는 PWHT 시간 의 영향을 조사하여 나타낸 것이다. PWHT 시간이 길 어짐에 따라 연신율이 낮아지고 있지만 역시 그 차이는 크지 않은 것을 알 수 있다.
이상의 결과로부터 PWHT하면 강도가 낮아지고, 연 신율은 증가하며, 열처리 온도가 증가할수록 그리고 시 간이 길어질수록 강도와 연신율이 낮아지고 있는 경향 을 나타내고 있지만 그 차이는 크지 않은 것을 알 수 있다. 이와 같은 이유는 PWHT에 의해 페라이트의 크 기가 성장하고, 전위밀도가 높은 침상페라이트의 분율 이 적어지며 상대적으로 다각형 페라이트의 양이 많아 지는데 기인된다고 판단된다
9-10).
3.3 충격인성에 미치는 PWHT 영향
Fig. 9는 충격인성에 미치는 용접 후 열처리 온도의 영향을 알아보기 위하여 용접 후 여러 온도에서 50분 동안 열처리한 다음 저온의 여러 온도에서 충격시험한 시료의 충격흡수 에너지 값을 조사하여 나타낸 것이다.
PWHT 온도에 따른 뚜렷한 충격흡수 에너지 값의 차
‐20 ‐40 ‐60 ‐75 Temperature(℃)
As-weld 580℃, 50min 580℃, 100min 162
135
108
81
54
27
0
Charpy absorbed energy(J)
Requirement
Fig. 10 Effect of PWHT holding time on the impact value of weld metal
(a)
(b)
Fig. 11 SEM micrographs for weld metal heat treated at 650℃ (a) Columnar zone (b) Reheated zone
Fig. 12 SEM fractograph beneath the fracture surface of charpy impact specimen tested at -75℃
for weld metal heat treated at 650℃
이는 나타나지 않았으며, 모든 PWHT재에서 -60℃까 지는 As-weld 조건의 용접금속과 유사한 성능을 나타 내었지만, -75℃의 온도에서는 As-weld 재에 비해 충 격인성이 낮아지고 있는 것을 알 수 있다.
Fig. 10은 충격인성에 미치는 PWHT 시간의 영향을 알아보기 위하여 용접 후 580℃의 온도에서 50분 및 100분 열처리한 다음 여러 온도에서 충격시험한 시료 의 충격흡수 에너지 값을 조사하여 나타낸 것이다.
PWHT 시간에 따른 충격흡수 에너지 값의 차이는 뚜 렷하게 나타나지 않았으며, -60℃까지는 후 열처리 재 와 As-weld 재에서 유사한 충격 흡수에너지 값을 나타 내다가 -75℃의 온도에서는 모든 후 열처리 재는 As- weld 재에 비해 충격인성이 낮아지는 것을 알 수 있다.
Fig. 11은 PWHT에 의해 석출되는 2차상의 석출 여부를 조사하기 위하여 650℃에서 50분 열처리한 시 료의 주상정 영역과 재열처리 영역의 미세조직을 SEM 으로 관찰하여 나타낸 것이다. 모두 2차상의 석출은 관 찰되지 않고 있고, 다만 후 열처리에 의해 결정립의 성 장이 일어나고 있는 것을 알 수 있으며 이러한 현상은 용접 후 열처리한 모든 시료에서 동일하게 나타났다.
이상의 결과로부터 PWHT 하거나, 또는 PWHT 온 도와 시간이 증가하여도 충격인성의 변화는 크게 나타 나지 않고, 2차상의 석출도 없는 것을 알 수 있다. 따 라서 이 결과로부터 PWHT 하거나, 또는 PWHT 온도 와 시간이 증가하여도 용접금속의 충격인성 변화가 크 게 나타나지 않는 이유는 용접부의 충격인성에 대한 후 열처리의 영향을 연구한 Still 등에 의하면 Ti, B 및 Mo이 첨가된 용접금속을 후열처리하면 충격인성이 저 하하고 그 이유는 Mo에 의한 Nb(CN)의 석출경화에 기인된다고 하였고
3), Park 등은 Cu가 함유된 HSLA 강을 용접 후 열처리하면 용접 열영향부에서 ε-Cu상의 석출에 의해 충격인성이 크게 저하한다고 보고하고
1)있 다. 따라서 본 시료에서는 용접금속 내에 2차상의 석출
을 용이하게 하는 Mo, Cu 및 Nb 등의 원소가 상당히 억제되어 있기 때문에 PWHT 하거나 열처리 시간 및 온도가 증가하여도 후 열처리시 2차상이 석출되지 않기 때문으로 판단된다. 한편, 용접후 열처리한 시료가 -75℃
에서 충격인성이 저하한 원인은 후 열처리에 의한 결정 립 성장에 기인한 것으로 판단된다.
Fig. 12는 650℃에서 50분 PWHT한 시료를 -75℃
에서 충격시험한 다음 파면 아래의 미세조직을 주사전 자현미경으로 관찰하여 나타낸 것이다. 벽개파괴의 개 시가 결정립계를 따라 일어나 있는 것을 알 수 있다.
따라서 후 열처리에 의해 조대화된 결정립계에서 벽개
파괴가 보다 쉽게 일어나고 있다는 것을 알 수 있고,
이러한 이유는 저온에서 벽개파괴의 개시가 경질의 2차 상과 기지 사이에서 발생이 용이하지만, 이러한 site가 제공되지 않을 때에는 결정입계가 벽개파괴의 개시점으 로 제공되기 때문이라 판단되며
11-13), 본 연구결과도 그 와 잘 일치하고 있는 것을 알 수 있다.
한편, 본 시험에 이용된 As-weld 재는 -20~-75℃
에서 27J 이상을 만족하였으며, 또한 모든 PWHT 조 건의 용접금속에서는 -20~-60℃에서 27J 이상을 만 족하는 결과를 나타내었다. 따라서, 액화가스 산적운반 선에 대해 IMO에서 요구할 수 있는 모든 범위의 충격 인성을 안정적으로 잘 만족하고 있는 것을 알 수 있다.
4. 결 론
액화가스 산적운반선의 건조에 적용 가능한 저온용 FCW를 이용한 FH강재 용접금속의 인장성질 및 충격 인성에 미치는 PWHT 영향을 조사한 결과 다음과 같 은 결론을 얻었다.
1) PWHT에 의해 용착금속의 강도는 감소하고, 연 신율은 증가하였으며 이는 PWHT에 의한 결정립 성장 과 페라이트의 일부가 다각형으로 되는데 기인한 것으 로 판단된다. 그러나 PWHT 온도와 시간의 영향은 크 게 나타나지 않았다.
2) 선급 및 AWS 코드에서 규정하는 범위 내에서는 PWHT 온도 및 시간에 따른 충격인성의 변화는 관찰 되지 않았다. 이는 용접금속에서 후 열처리에 의한 2차 상의 석출이 일어나지 않았기 때문이다.
3) 충격인성에 미치는 PWHT 영향은 -60℃까지는 크게 나타나지 않았지만 -75℃에서는 용접후 열처리에 의해 충격인성이 저하하는 경향이 나타났다. 이는 용접 후 열처리에 의해 성장된 결정립계에서 벽개파괴의 개 시가 보다 용이하기 때문이다.
4) 본 시험에 사용된 As-weld 및 PWHT한 모든 시 료는 IMO가 요구하는 충격인성을 안정적으로 만족하 였다.
References
1. T. W. Park, I. O. Shim, Y. W. Kim and C. Y. Kang : The effects of PWHT on the toughness of weld HAZ in Cu-containing HSLA-100 steel, Journal of KWS, 13-4(1995) 55-64 (in Korean)
2. D. H. Ju, B. S. Jang, Y. M. Lim and J. H. Koh : The effect of heat input and PWHT on the mechanical properites and microstructure of HSB600 steel weldments with GMAW, KAIC, 13-5(2012) 1939-1946 3. J R Still and J H Rogerson : The effect of post weld
heat treatment(PWHT) on the properties of weld metals containing Ti, B and Mo, Metal Construction 1985 March, 120-123
4. Japan Pressure Vessel Research Council : Characteri- zation of PWHT Behavior of 500N/mm2 Class TMCP Steels, WRC Bulletin 371, April (1992)
5. Material and welding for gas tankers, IACS UR W1(2004)
6. Rules for the manufacture, testing and certification of materials, Chapter 13, LR (2011)
7. Rules for the classification of steel ships, Part 5, Chapter 5, Section 4, KR (2013)
8. Structural Welding Code - Steel, AWS D1.1 (2006) 9. H. J. Kim and B. Y. Kang : Microstructural Charac-
teristics of Steel Weld metal, Journal of KWS, 18-5 (2000) (in Korean)
10. N. I. Kim, S. H. Jeong, J. S. Lee, S. W. Kang and M. H. Kim : Effect of Mn and Heat-input on the Mechanical Properties of EGW Welds, J. Kor. Inst.
Met. & Mater., 47-3(2009) 195-201
11. J. H. Chen, G. Z. Wang, C. Yan, H. Ma and L.
Zhu : Advances in the Mechanism of Cleavage Fracture of Low Alloy Steel at Low Temperature, Int. J.
Frac. 83-2(1997) 105-120
12. G. T. Hahn : The Influence of Microstructure on Brittle Fracture Toughness, Metall. Trans. A, 15-6 (1984) 947-959
13. S. Y. Shin, K. J. Woo, B. C. Hwang, S. H. Kim and S. H. Lee : Analysis of Fracture Toughness in Transition Temperature Region of API X70 and X80 Linepipe steels, J. Kor. Inst. Met & Mater., 45-8 (2007) 447-457