DOI:10.5302/J.ICROS.2011.17.4.382 ISSN:1976-5622 eISSN:2233-4335
I.
서론
.
1000MPa ,
. ,
ROT (Run-Out Table) . ROT , (roughing mill), (finishing mill)
(phase transformation) [1].
ROT
.
(head part) (tail part) [2,3].
. ,
, (header) (quantity of cooling water) .
. ,
, .
,
* (Corresponding Author)
: 2010. 11. 30., : 2011. 1. 14., : 2011. 1. 17.
, :
([email protected]/[email protected])
2009 .
(loop)
. ,
.
(center) (edge)
.
.
, .
. ROT
. ROT ,
, .
,
ROT [4,5].
(bank) [6].
[7,8].
(history)
[9,10]. ROT (heat flux)
[11-13]. ,
, ,
[14,15].
LBCC
LBCC of Transient State for High Strength Steel in Hot Strip Mills
*,
(Cheol Jae Park
1and Kang Sup Yoon
1)
1Daegu University
Abstract: In this paper, a LBCC (Latter Bank Cooling Control) for the high strength steel is proposed to obtain the desirable
temperature and the property of the material along the longitudinal direction of the steel on the ROT (Run-Out Table) process.
A cooling valve is modeled to analyze the response of the ROT banks. The control concept is derived from a field data, a valve model considering the valve response and a TTT (Time-Temperature Transformation) diagram. The proposed control is verified from the simulation results under the various carbon quantities. It is shown through the field test of the hot strip mill that the deviation of the CT (Coiling Temperature) is considerably decreased by the proposed temperature control.
Keywords: hot strip mills, temperature control, latter bank, bank response, valve model, high strength steel
Copyright© ICROS 2011
ROT
(LBCC: Latter Bank Cooling Control) .
.
.
LBCC .
,
ROT .
, .
프로세스와 온도제어 문제
II. ROT프로세스 1. ROT
1 ROT
. ROT 16 (#1~#16)
, / (control valve)
. ROT FDT (Finishing Delivery Temperature), MT (Middle Temperature), CT (Coiling Temperature) 3
.
ROT (FDT),
, ,
. 1~14
6
. CT
15~16 12
. ROT
4 , ,
, , .
ROT
. FDT
. ,
.
고강도강의 온도제어 문제점 2.
ROT ,
(step) . 2
.
. , CT
600
oC , 40m
670
oC, 30m 650
oC
. ,
. 3
.
580
oC 200
oC .
.
4 TTT
(time-temperature transformation) . FDT
ROT 4
1. ROT .
Fig. 1. Configuration of ROT in hot strip mills.
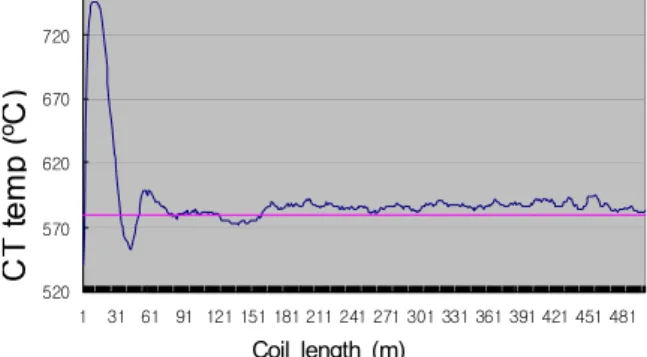
2. .
Fig. 2. Step cooling pattern of hot strip steel.
CT temp (o C)
520 570 620 670 720
1 31 61 91 121 151 181 211 241 271 301 331 361 391 421 451 481
Coil length (m)
3. .
Fig. 3. Temperature deviation by step cooling in head part.
(bainite)
, 100%
.
(pearlite) 4 .
, .
.
뱅크 응답성을 고려한 알고리즘 개발
III. LBCC
냉각뱅크의 응답성을 고려한 밸브 모델링 1.
(LBCC) . ROT
, .
, .
.
.
. ,
0.8 1.2 .
1 .
5. .
Fig. 5. Valve response for step input (T
r=1sec).
(1)
T
63.2%
, K .
90%
(T
r) ,
1.2 1 .
(1)
T0.45, K 1
, 5
.
뱅크 응답성을 고려한 알고리즘 개발
2. LBCC
LBCC
(backward)
.
FDT ,
. 6
ROT FDT 14
y14z14
14 .
V mpm
, (1)
14 .
× (2)
(3)
×
(4)
x14
(t): 14 (m)
y14
: FDT 14 (m)
z14
: 14
V(t):
(mpm)
Pbc,14
(t): 14
Pearlite 변태곡선(1%)
Bainite 변태곡선(1%) 50%
100%
100%50%
FDT 온도
4. TTT .
Fig. 4. TTT diagram of high strength steel.
6. LBCC . Fig. 6. Bank layout of LBCC algorithm.
7. LBCC .
Fig. 7. Basic concept of LBCC algorithm.
7 LBCC
. '1P', '2P' 1 , 2
, FDT
.
.
14 , 13
. LBCC .
Step 1: (1)
Pbc,14
(4) ,
FDT 14 .
Step 2: 14 ,
1~13 . , 14
, 1~13 CT
CT . , CT
.
(5)
CTt,adj
CT , CT
tCT
,
ΔCT14 .
Step 3:
Pbc,142~3
CT
CT .
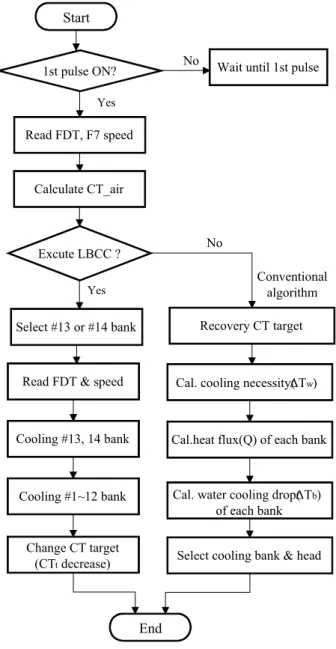
8 LBCC
.
1st pulse ON?
Yes
Read FDT, F7 speed
Start
Calculate CT_air
Excute LBCC ?
Cooling #13, 14 bank
Cooling #1~12 bank
Cal. cooling necessity( ∆T
w)
Cal.heat flux(Q) of each bank Select #13 or #14 bank
Conventional algorithm
End
No
YesRead FDT & speed
Cal. water cooling drop( ∆T
b) of each bank
Wait until 1st pulse No
Select cooling bank & head Change CT target
(CT
tdecrease)
Recovery CT target
8. LBCC .
Fig. 8. Flowchart of LBCC algorithm.
시뮬레이션을 통한 알고리즘 검증 3.
LBCC ,
. .
.
.
9 2.3mm
.
1 .
. .
LBCC .
CT
752
oC .
1~13
14 1
CT 743.6
oC . 1~13
, 14 .
(15, 16 ) 15~16
. 2
8.4
oC .
14 2
. CT
735.1
oC .
,
4 16.9
oC
.
13 14 2
CT 718.8
oC
. 8
33.2
oC .
,
. 온라인 테스트 결과
IV.
.
10 LBCC
. CT
, CT
. 2.0mm, (
0.85%) , CT 620
oC .
CT ( CT CT ) .
13, 14
2 .
600
oC
. 4 TTT
,
.
. LBCC
CT ,
75
oC 38
oC ,
11.7
oC 5.5
oC 52.9% .
11 0.45% 2.0mm,
CT 640
oC .
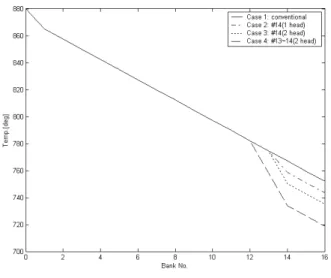
9. LBCC .
Fig. 9. Simulation result of LBCC algorithm.
1. LBCC .
Table 1. Simulation condition of LBCC.
Parameter Value Parameter Value
(mm) 2.3 CT(
oC) 540
(mm) 1000 (mpm) 640
FDT(
oC) 880 (W/m
2 oC) 1.0
10. (C: 0.85%, CT: 620
oC).
Fig. 10. On-line test result(C: 0.85%, CT: 620
oC).
11. (C: 0.45%, CT: 640
oC).
Fig. 11. On-line test result(C: 0.45%, CT: 640
oC).
CT , 55
oC
5
oC , 5.8
oC 3.4
oC 41.4%
.
V.