Study on Optimal Welding Processes of Half Nozzle Repair on Small Bore Piping Welds in Reactor Coolant System
8
0
0
전체 글
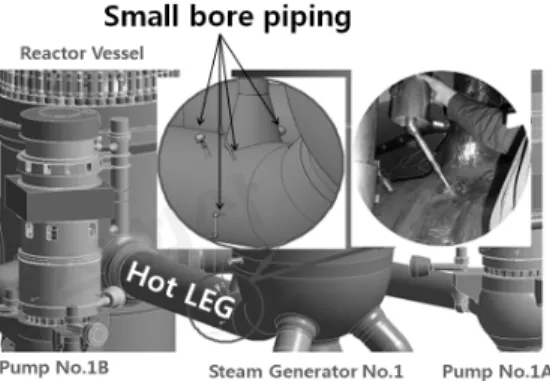
(2) 원자로냉각재계통 소구경 관통관 용접부 부분노즐교체 예방정비를 위한 최적 용접공정에 관한 연구. 59. 2. 원자로냉각재계통 소구경 관통관 손상사례. 만들고, 신규 노즐을 삽입한 후 신규 노즐과 PAD 용 접부를 J-Groove 용접으로 결합하여 기존의 용접부. 국내에서 가동 중인 OPR-1000 원전원자로냉각 재계통(Reactor coolant system, 이하 RCS) 고온관 및 저온관에는 시료채취(sampling nozzle)와 온도. 에서 손상이 발생하더라도 RCS 내부의 붕산수가 외 부로 유출되지 않도록 하는 정비기법이다(Fig. 3).. 계측(resistance temperature detector)을 위한 다수의 소구경 관통관이 설치되어 있다(Fig. 1). 이들 관통 관은 원자로냉각재계통 배관 내면에 Alloy 82/182 용접재로 J-Groove 형태로 용접되어 있어 잠재적인 PWSCC 손상 가능성을 내포하고 있다(Fig. 2).. Fig. 3 Schematic diagram of half nozzle repair for small bore piping in reactor coolant system. 4. 기술기준 검토 Fig. 1 Small bore piping in reactor coolant system. Fig. 2 Schematic diagram of boric acid leakage due to primary water stress corrosion cracking in Alloy 600(82/182) welds. 3. 부분노즐교체 정비기법 부분노즐교체(Half Nozzle Repair) 정비기법은 소 구경 관통관 전체를 교체하는 어려운 공정 대신에 소구경 관통관의 절반정도를 제거하고 배관 외면에 PWSCC 저항성이 우수한 Alloy 52M PAD 용접부를. 4.1 PAD 용접부 템퍼비드 용접 부분노즐교체 정비방법에 의거하여 저탄소강인 원자로냉각재계통 배관(SA508)의 표면에 인코넬 합금용가재(Alloy 52M)로 PAD 용접부 용접을 수 행하는 경우, 모재에 용착된 용접 비드 직하는 용 접 입열의 급속한 냉각에 의하여 열영향부에서 조 대화된 마르텐사이트와 같은 취약한 조직이 형성 되며, 이로 인하여 파괴인성과 같은 기계적 물성치 가 저하하게 된다. 따라서 이와 같은 취약한 조직 이 나타나지 않는 건전한 용접부를 얻기 위해서 ASME Sec.III NX-4620에서 용접후열처리를 요구 하고 있다. 그러나 현장에서의 물리적인 간섭과 열 손실로 인하여 용접후열처리를 적용하는 것이 현 실적으로 어렵기 때문에 ASME Code Case N-638 에서 템퍼비드 용접기법의 대체적용을 허용하고 있다. 템퍼비드 용접은 모재에 여러 개의 비드 층 을 적층하는 다층 비드 용접 시, 같은 비드 층 내에 서 비드들을 반복적으로 겹침(overlap) 시켜 템퍼링 효과를 얻고, 또한 계속되는 비드 적층 시 위의 층 에서 발생된 입열이 아래층 용접금속을 통과하여 열영향부(HAZ)의 취약한 미세조직에 전달되도록 함으로써 템퍼링 효과를 부여하는 용접기법이다(4-5).. 한국압력기기공학회 논문집 제14권 제1호 2018년 6월.
(3) 60. 김영주・정광운・최광민・최동철・조상범・조홍석. Alloy 52M을 적용한 템퍼비드 용접절차에서 요 구하는 주요 사항으로는, 용접금속은 자동 또는 기. 자로냉각재계통 배관에 이물질(절단칩, 절단유, 스 페터 등)이 유입되지 않도록 소구경 관통관의 절단. 계용접 기법으로 용착되어야 하며, 현장 시공을 위 한 최대 층간온도(interpass temperature)는 180℃를 유지해야 하며, 용접 입열량은 45kJ/inch를 초과하. 및 부분 제거, PAD 용접부 용접 및 가공, J-그루브 가공 및 용접 등의 각 공정 단계 별로 이물질 유입 방지장치를 설치한 후 작업을 수행하여야 한다.. 지 않아야 한다.. 4.2 J-그루브 용접부 형상 설계 원자로냉각재계통 배관에 PAD 용접부에 형성되 는 J-Groove 용접부 형상은 ASME Sec. III NB-3337.3 및 NB-4244(4)에서 요구하는 부분용입 용접 기술기준을 토대로 설계하였다. Fig. 4는 J-Groove 용접부 형상으로, J-Groove 용접부의 형상 치수 A,B는 노즐 두께의 최소 0.75배, C는 노즐 두 께의 최소 1.5배 이상을 만족하여야 한다.. Fig. 4 Design of J-groove welds. 5. 부분노즐교체 정비공정 개발 5.1 공정설계 원자로냉각재계통 소구경 관통관의 부분노즐교 체 정비공정은 Fig.5와 같다. 원자로냉각재계통 외 면에 관통되어 설치된 기존 소구경 관통관 일부를 절단(Nozzle Cutting)한 후 원자로냉각재계통 배관 의 내면 방향으로 기계가공을 통하여 소구경 관통 관의 절반을 제거(Nozzle & Orifice Removal)하고 원자로냉각재계통 배관의 외면에 일정한 크기의 PAD 용접부(PAD Welds)를 만들고 PAD 용접부 형 상 가공과 J-Groove 가공(PAD Welds & J-Groove Machining)을 수행한다. 이후 새로운 소구경 관통 관을 설치하기 위한 홀 가공(Hole Machining)을 수 행한 후에 새 소구경 관통관 노즐을 삽입하고 J-Groove 용접을 수행하는 순서로 공정이 진행된 다. 소구경 관통관의 부분노즐교체 정비공정 중 원. Transaction of the KPVP, Vol. 14, No. 1. Fig. 5 Half nozzle repair process. 5.2 자동 GTAW 용접장비 및 기계가공장비 개발 고방사선 구역에서 부분노즐교체 정비를 수행함 에 있어, 방사선 작업 종사자 선량한도와 정비구역 별 방사선량 제한 관리를 준수해야 한다. 방사선 작업 선량 제한에 따라 작업인원 제한, 피폭 저감 방안 수립, 정비 과정 자동화 등이 요구되어 진다. 이에, 본 연구에서는 원자로냉각재계통 소구경 관 통관이 설치된 위치가 고방사선 구역이므로 원격 제어 작업이 가능한 자동 가스텅스텐아크(Gas Tungsten Arc Welding, 이하 GTAW) 용접장비를 개 발하였다. Fig.6은 부분노즐교체 정비를 위한 자동 GTAW 용접장비와 기계가공장비를 보여준다. 자동 GTAW 용접장비는 용접조건 및 형상정보를 입력 하면 용접 헤드부가 자동으로 회전 및 이송하며 용 접을 수행한다. 저방사선 구역에 설치된 컨트롤러 로 전송된 용접영상을 실시간으로 확인하며 조작 반을 통해 원격에서 용접 위치 및 와이어 공급 위치를. (a) Auto GTAW machine. (b) Machining machine. Fig. 6 Automatic GTAW welding machine and machining machine for half nozzle repair.
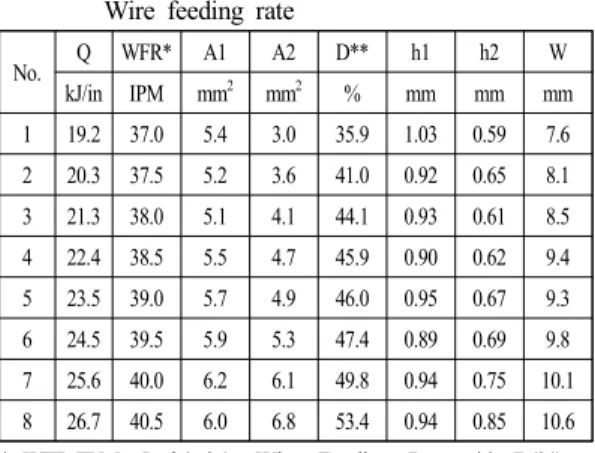
(4) 61. 원자로냉각재계통 소구경 관통관 용접부 부분노즐교체 예방정비를 위한 최적 용접공정에 관한 연구. 조정하므로 고품질 용접을 수행한다. 기계가 공장 비는 가공을 위한 가공툴 회전모터와 가공툴 교체 부, 가공 기준 위치 센터링을 위한 조정부 등으로 구성된다.. 5.3 템퍼비드 용접 기초 실험 결과 본 연구에서는 저탄소강 원자로냉각재계통 배관 (SA508)의 표면에 인코넬합금 용가재(Alloy 52M)로 PAD 용접부 용접을 수행함에 있어 최적의 템퍼비드 용접조건을 선정하기 위하여 기초 실험으로 용접 변 수에 따른 용접비드 형상, 열영향부 크기, 마이크로 조직, 열영향부의 경화도 등을 분석하였다. 5.3.1 용접 조건 및 실험 방법 Table 1은 템퍼비드 용접 기초 실험에 사용한 용 접조건을 보여 준다. Fig. 7과 같은 Bead on plate 시험으로 단일패스 용접 및 오버레이 용접을 수행 하였다. 오버레이 용접은 1층은 5패스, 2층은 4패 스, 3층은 3패스로 실시하였다. Table 1 Welding condition Base Metal. SA508, 14t. Welding Consumable. ERNiCrFe-7A, 0.9Φ. Shield Gas. 100% Ar. Welding Position. Bead on Plate. Welding Method. Pulse (Duty cycle 60%). Welding Current. Peak 180~250A Base 90~125A. Welding Voltage. 10V. Welding Speed. 4.5 IPM. Wire Feeding Rate. 37.0~40.5 IPM. Heat input. 19.2~26.7 kJ/inch. (a) Single pass welds. Fig. 8 Measurement values of single pass welds Table 2 Effect of bead profiles on Heat input and Wire feeding rate No.. Q. WFR*. A1 2. A2 2. D**. h1. h2. W. kJ/in. IPM. mm. mm. %. mm. mm. mm. 1. 19.2. 37.0. 5.4. 3.0. 35.9. 1.03. 0.59. 7.6. 2. 20.3. 37.5. 5.2. 3.6. 41.0. 0.92. 0.65. 8.1. 3. 21.3. 38.0. 5.1. 4.1. 44.1. 0.93. 0.61. 8.5. 4. 22.4. 38.5. 5.5. 4.7. 45.9. 0.90. 0.62. 9.4. 5. 23.5. 39.0. 5.7. 4.9. 46.0. 0.95. 0.67. 9.3. 6. 24.5. 39.5. 5.9. 5.3. 47.4. 0.89. 0.69. 9.8. 7. 25.6. 40.0. 6.2. 6.1. 49.8. 0.94. 0.75. 10.1. 8. 26.7. 40.5. 6.0. 6.8. 53.4. 0.94. 0.85. 10.6. * WFR(IPM, Inch/min): Wire Feeding Rate, ** D(%) = A2/(A1+A2) x 100. (b) Overlay welds. Fig. 7 Appearances of test welds. 5.3.2 용접 입열량 증가에 따른 비드 형상 변화 용접 입열량은 용접부 형상과 용입을 결정하는 주 요 용접 변수이다. Fig.8은 단일패스 용접 시 비드 형상 에 대한 측정기준이며, Table 2와 Fig. 9는 용접 입열량. Fig. 9 Effect of A1, A2, D, h1, h2, and W on Heat input. 한국압력기기공학회 논문집 제14권 제1호 2018년 6월.
(5) 62. 김영주・정광운・최광민・최동철・조상범・조홍석. 변화에 따른 비드 형상 측정값을 분석한 결과이다. 와이 어송급속도(WFR)가 37.0IPM에서 40.5IPM로 11%. 저탄소강 모재에 Alloy 52M 용가재로 PAD 용접 부 용접 시 용융선 직하의 마르텐사이트 취약 조직. 증가하여 표면 용착부면적(A1)도 11% 증가하였고 용접 입열량이 19.2kJ/inch에서 26.7kJ/inch로 39% 증 가하여 용입부면적(A2)과 희석률(D)도 각각 227%,. 의 형성 범위를 최소화하기 위하여 열영향부폭 (WHAZ)과 열영향부깊이(DHAZ)를 최소화할 수 있는 용접 입열량의 선정이 중요하다.. 18% 증가하였다. 또한, 용접 입열량이 증가함에 따 라 용잎깊이(h2)와 비드폭(W)은 각각 44%, 40% 증가 하였다. 저탄소강 모재에 Alloy 52M 용가재로 PAD. 5.3.4 단일패스 용접부의 열영향부 경화도 및 조직 Fig.11에서는 21.3kJ/inch 용접 입열량으로 단일. 용접부 용접을 수행하는 경우, 탄소강 모재와의 희석 률을 감소시켜 용접금속의 Cr 함유량을 24% 이상 유 지하는 것이 필요하므로 용입부면적(A2)를 감소시. 패스 용접을 수행한 용접부에 대한 경도 측정값을 분석하였다. 표면에서 경도측정 위치 L1, L2, L3에 대해서 각각 2.0mm, 2.8mm, 2.4mm 깊이까지. 키고 표면 용접부면적(A1)을 증가시킬 수 있는 용접 변수의 선정이 중요하다.. 350Hv 이상의 경도값이 측정되었는데 마크로 에칭 상태에서 다소 어둡게 판별되는 열영향부 영역이 였다.. 5.3.3 용접 입열량 증가에 따른 열영향부 크기 변화 Table 3과 Fig.10에서는 단일패스 용접부에 대한 용접 입열량 증가에 따른 열영향부 크기를 분석하. Fig.12에서는 21.3kJ/inch 용접 입열량으로 단일 패스 용접을 수행한 용접부에 대한 마이크로 조직 촬영 결과를 분석한 것으로 용접부(Weld Metal)는. 였다. 용접 입열량이 19.2kJ/inch에서 26.7kJ/inch로 39% 증가하여 열영향부폭(WHAZ)과 열영향부깊이 (DHAZ)는 각각 28%, 38% 증가하였다.. 덴드라이트(Dendrite) 조직이 보였으며 용융선 (Fusion Line) 근방의 모재부와 용융선에서 0.5mm 떨어진 지점(Fusion Line + 0.5mm)의 모재부에서. Table 3 Effect of WHAZ and DHAZ on Heat input No.. Q. WHAZ DHAZ. kJ/in. mm. mm. 1. 19.2. 10.6. 2.9. 2. 20.3. 11.2. 3.3. 3. 21.3. 11.1. 3.1. 4. 22.4. 12.2. 3.4. 5. 23.5. 12.3. 3.3. 6. 24.5. 12.7. 3.8. 7. 25.6. 12.8. 3.8. 8. 26.7. 13.6. 4.0. Fig. 10 Effect of WHAZ and DHAZ on Heat input. Transaction of the KPVP, Vol. 14, No. 1. 취약조직인 마르텐사이트 조직이 관찰되었다. 이는 용접 비드에 가장 가까운 약 1,050℃까지의 온도 영역으로 결정립 조립역(Coarse grained HAZ, 이하 CGHAZ)이 형성되었기 때문이다. 열영향부선에서 용접부 방향으로 0.5mm 떨어진 지점(Heat Affected Zone Line -0.5mm)과 열영향부선(Heat Affected Zone Line) 근방의 열영향부에서는 미세한 세립 결 정립이 관찰되었으며, 이는 온도가 1,050℃~900℃ 영역으로 결정립 세립역(Fine grained HAZ, 이하 FGHAZ)이 형성되었기 때문이다.. Fig. 11 Hardness values of the welds and heat affected zone (Heat input : 21.3kJ/inch).
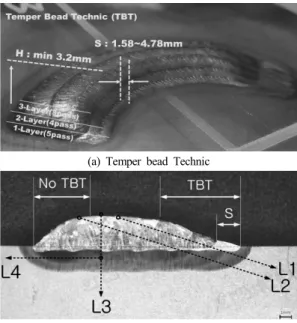
(6) 원자로냉각재계통 소구경 관통관 용접부 부분노즐교체 예방정비를 위한 최적 용접공정에 관한 연구. 63. 각각 21.3kJ/inch, 23.5kJ/inch로 1층과 2층 용접 입 열량 비율을 10% 정도로 실험을 수행하였다. Fig.13(b)는 Overlay 용접부의 경도 측정 위치로 서, 템퍼비드 용접방법인 1층과 2층 이격거리(S)를 준수한 영역에서 용접부 측면에서 깊이 1mm, 2mm 지점으로 각각 L1, L2 선을 따라 0.5mm 간격으로 경도를 측정하였고, 템퍼비드 용접방법인 1층과 2 층 이격거리(S)를 미준수한 영역에서 표면으로부터. Fig. 12 Micro structures of the welds and heat affected zone (Heat input : 21.3kJ/inch, x 200). 깊이 1mm 지점에서 L4 선을 따라 0.5mm 간격으로 경도를 측정하였다. 또한, 용접부에서 모재인 저탄 소강 깊이방향으로 L3 선을 따라 0.5mm 간격으로 경도를 측정하였다.. 5.3.5 Overlay 용접부의 열영향부 경화도 및 조직 Fig.13(a)는 Overlay 용접부에 대한 템퍼비드 용 접방법으로 1층과 2층 용접부 간 이격거리(S)는 1 층 끝단부에 충분한 템퍼링 효과가 부여되도록 1.58mm에서 4.78mm 범위 안에 있어야 한다. 또한, 템퍼비드 용접이 완료되는 시점의 3층 PAD용접부 의 높이는 최소 3.2mm 이상이어야 한다. 본 연구에 서는 템퍼비드 용접방법을 미준수한 경우에 Overlay 용접부의 결정립 조립역(Coarse grained HAZ, CGHAZ) 형성 범위를 분석하기 위하여 1층 5패스의 용접 입열량과 2층 4패스의 용접 입열량을. (a) Temper bead Technic. (b) Position of Hardness Test. Fig. 13 Temper Bead Technic and position of Hardness Test on Overlay welds. Fig. 14 Hardened area of welds and heat affected zone on L1, L2, L3 and L4 line on overlay welds(1Layer 21.3kJ/inch, 2Layer 23.5kJ/inch, 3Layer 23.5kJ/inch). 한국압력기기공학회 논문집 제14권 제1호 2018년 6월.
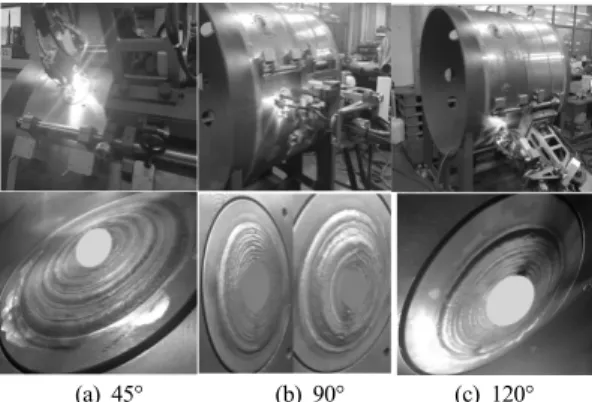
(7) 64. 김영주・정광운・최광민・최동철・조상범・조홍석. Fig.14에서는 Overlay 용접부에 대한 L1, L2, L3, L4 선에서 경도 측정값으로 경도값이 350Hv를 초. 6. Mock-up 시험 결과. 과한 화살표로 표시된 지점은 각각 0.5mm(1 포인 트), 1.5mm(3 포인트), 0.5mm(1 포인트), 5.0mm(10 포인트)임을 보여주고 있다. 사각박스로 표시된 템. 6.1 Nozzle 설치 위치 별 용접성 평가 소구경 관통관 노즐은 원자로냉각재계통 배관에 45도, 90도, 120도 위치에 부착되며, 상기 부착위치 에서 부분노즐교체 정비방법을 수행할 수 있어야 한다. 노즐 부착 위치에 따라 PAD 용접부 용접 시 용융풀의 처짐으로 인한 아크 불안정 및 용접 결함 이 발생할 수 있으므로, 노즐 부착 위치에 따라 최 적의 용접조건을 선정하고 원주방향에 대한 용접 조건의 정밀제어 기능이 필요하다. Fig.16은 원자로 냉각재개통 소구경 관통관 노즐의 설치 위치에 따 른 용접성 평가 결과를 보여주며 다양한 노즐 부착 위치 45도, 90도, 120도에서 용접결함 없는 고품질 의 용접비드를 얻을 수 있었다. Fig.17은 가공 및 용접공정 Mock-up 시험 결과를 보여준다.. 퍼링 효과가 미비한 경화된 영역(Hardened area)은 L1선은 열영향부선 근방, L2선은 용융선 직하와 열 영향부선 근방, L3선은 열영향부선 근방, L4선은 표면에서 1mm 직하 지점이였다. L1선, L2선, L3선 의 경화된 영역에 충분한 템퍼링 효과를 주기 위해 서 1층과 2층의 용접 입열량 비율을 더 증가시키는 것이 필요하며 L4선의 경화된 영역에 충분한 템퍼 링 효과를 주기 위해서는 1층과 2층 용접부 간 이 격거리(S)의 범위 준수가 필요하다. Fig.15는 Overlay 용접부에 대한 마이크로 조직 촬 영 결과를 분석한 것으로 용접부(Weld Metal)는 덴드 라이트(Dendrite) 조직이 보였으며 용융선(Fusion Line) 근방의 모재부와 용융선에서 0.5mm 떨어진 지 점(Fusion Line + 0.5mm)의 모재부에서 취약조직인 마르텐사이트 조직이 관찰되었다. 이는 용접 비드에 가장 가까운 약 1,050℃까지의 온도 영역으로 결정립 조립역(Coarse grained HAZ, CGHAZ)이 형성되었기 때문이다. 열영향부선에서 용접부 방향으로 0.5mm 떨어진 지점(Heat Affected Zone Line -0.5mm)과 열영 향부선(Heat Affected Zone Line) 근방의 열영향부에 서는 미세한 세립 결정립이 관찰되었으며, 이는 온 도가 1,050℃~900℃ 영역으로 결정립 세립역(Fine grained HAZ, FGHAZ)이 형성되었기 때문이다.. Fig. 16 Evaluation of weldability test on nozzle position. Fig. 15 Micro structure of the welds and heat affected zone on overlay welds (1Layer 21.3kJ/inch, 2Layer 23.5kJ/inch, 3Layer 23.5kJ/inch). Fig. 17 Mock-up test. Transaction of the KPVP, Vol. 14, No. 1. (a) 45°. (b) 90°. (c) 120°.
(8) 원자로냉각재계통 소구경 관통관 용접부 부분노즐교체 예방정비를 위한 최적 용접공정에 관한 연구. 6.2 HNR 용접부 비파괴검사 Fig.18은 부분노즐교체 정비를 수행한 PAD 용접 부의 외관과 PAD 용접부에 대한 액체침투탐상검 사 사진을 보여준다. 액체침투탐상검사 결과 표면 에 어떠한 결함도 발견되지 않았으며 미려한 PAD 용접부 외관을 얻었다.. 65. 이하로 유지하고, 2층과 3층 용접 시 충분한 템퍼 링 효과를 부여하기 위해 초층 대비 20% 이상 용 접 입열량을 증가시키는 것이 필요할 것으로 본다. 향후 최적 PAD 용접 공정시험 결과를 토대로 용접 절차시방서/인정서(WPS/PQR)를 개발할 예정이다.. 참고문헌. Fig. 18 PAD welds appearance and PT Test. 7. 결 론 원자로냉각재계통 소구경 관통관 용접부 부분노 즐교체 예방정비를 위한 가공 및 용접장치를 개발 하고 Mock-up 시험을 통하여 기초 공정 시험을 수 행하였다. 본 연구를 통해 PAD 용접부 직하의 저 탄소강 모재 열영향부에서 결정립 조립화 영역이 형성됨을 확인하였으며, PAD 초층의 결정립 조립 화 영역을 줄이기 위해 용접 입열량을 19.2kJ/inch. (1) Materials Reliability Program-220, 2007, “Review of stress corrosion cracking of alloys 182 and 82 in PWR primary water service,” Electric Power Research Institute. (2) Materials Reliability Program-106, 2004, “Welding residual and operating stresses in PWR alloy 182 butt welds,” Electric Power Research Institute. (3) Materials Reliability Program-115, 2004, “Crack growth rates for evaluating primary water stress corrosion cracking(PWSCC) of alloy 82, 182, and 132 welds,” Electric Power Research Institute. (4) Aloraier, A. S., et al., 2004, "Eliminating post-weld heat treatment in repair welding by temper bead technique : role bead sequence in metallurgical changes," Journal of Materials Proceeding Technology, Vol. 153-154, pp. 392~400. (5) ASME Boiler & Pressure Vessel Code, Section IX, QW290, 2007, pp. 48-50.. 한국압력기기공학회 논문집 제14권 제1호 2018년 6월.
(9)
수치


+4
관련 문서
This study was conducted to investigate the storage period and optimal temperature of seed potato which were based on technique of dormancy prolonging by
This study the changes in structure and mechanical characteristics by the analysis on mechanical characteristics of the welding part and the post weld
A Study on the Development of Ship’s Ballast Water A Study on the Development of Ship’s Ballast Water A Study on the Development of Ship’s Ballast Water A Study on the
In this study, stress concentration factor affecting fatigue life was obtained and reviewed through experiment and analysis for two welding processes, FCAW (Flux Cored Arc
3.9 Bead and cross section profiles of welds in LASER welding. Bead
근래에 연구되는 격자형 모델은 각 경계범위에서 각기 다른 변수의 영향을 정확 하게 산출하지 못하고 있으나 , 수용모델링을 병행하는 경우 높은 정확도를 추정할
Thus, the tool material was developed to apply welding about high melting materials and optimize friction stir welding condition in the present study.. 3.3
이것은 이용허락규약 (Legal Code) 을 이해하기 쉽게 요약한 것입니다. 귀하는 원저작자를 표시하여야 합니다.. Sections 3.3 and 3.4 are devoted to dealing with the examples
