한국표면공학회지 J. Kor. Inst. Surf. Eng.
Vol. 44, No. 1, 2011.
<연구논문>
극한 상태에서 A490 고장력 볼트 세트의 체결 품질 연구
석한길a*, 조인습b, 홍현선c
a강원대학교 재료금속공학과, bKPF(주) 품질보증부, c고등기술연구원 청정 재료 및 공정기술 연구팀
The Joining Quality of High Strength Bolt, Nut and Washer Set (A490) in the Extreme Conditions
Han-Gil Suka*, In-Seup Chob, Hyeon-Sun Hongc
a
Department of Materials and Metallurgical Engineering, Kangwon National University, Samcheok 245-711, Korea
b
Qualty Assurance Team, Korea Parts & Fasteners (KPF) Co., Ltd., Chungju 305-600, Korea
c
Clean Materials/Processing R & D Team, Institute for Advanced Engineering, Yongin 449-863, Korea (Received February 15, 2011 ; revised February 24, 2011 ; accepted February 27, 2011)
Abstract
This test focuses on the correlation between the lubrication, ductility and strength through the change of nut lubricant which decides joining angle for A490 bolt sets required in the AASHTO (American Association of State Highway & Transportation Officials). Because the lubrication of high tension bolt, nut, washer sets becomes an important factor to ductility and joining load, the quality improvement is required for improving reliability and securing enough lubrication of maker and user. This study examines the quality characteristics required in the specification through tests because only this standard specifies joining quality in the extreme conditions (as much about two times of the joining angle on site as normal condition). Moreover, this study is limited to the test on joining axial force required in the AASHTO for the three nut lubrication conditions of A490 bolt set. It is concluded that the nuts should be coated or waxed enough for the improvement of the joining axial force and ductility of bolts required in the standards. It is shown that in the case of plain high tension bolt sets, a rust preventing lubricative oil shall be applied and the torque coefficient value for A490 bolt sets should be maintained below 0.175.
Keywords: High tension bolt, Joining, Lubrication, AASHTO
1. 서 론
최근 건축물과 강교의 대형화 및 고층화로 인해 콘크리트 구조물에서 자중이 적고 강도가 높은 강 구조물로의 설계 및 건설이 현저히 증가하고 있다.
또한 소형 건물이나 주택도 공기(工期)의 단축과 더 불어 지진 등의 자연현상에 대한 안전성을 고려한 강구조물에 대한 선택이 늘고 있다. 이에 따라 강 구조물에 사용되는 체결방법은 초기의 리벳팅 방법 에서 용접과 고장력 볼트를 이용한 방법으로 변화
하였다. 특히 용접부의 검사방법의 난이 및 결함부 분에 대한 수정의 어려움 등의 문제점 등을 해결하 기 위해, 접합부의 품질관리가 용이할 뿐만 아니라 용접과 리벳팅 방법에서 발생할 수 있는 체결부분 의 응력 집중현상이 없이 체결축력 응력을 전달할 수 있는 고장력 볼트 체결방법이 보편화되고 있다.
사용초기의 고장력 볼트 체결은 체결공구와 피체 결물 간의 마찰에 의한 큰 소음도 발생하였으나, 체 결 시 소음이 거의 없고 체결품질도 볼트 제작사에 의해 보증된 Torshear Bolt(볼트 끝단부에 노치를 설계하여 Notch부의 파단 시까지 체결하는 Tension Control형)가 개발되어 널리 사용됨에 따라 소음에
*Corresponding author. E-mail : [email protected]
대한 문제해결 뿐만 아니라 체결품질도 한층 더 고 급화 되었다
.
또한 건축의 대형화,
고층화와 더불어교량은 통행량의 급증
,
중량화 등으로 인해 반복하중과 피로강도에 견딜 수있는 고장력 볼트 접합이 더욱 상용화되고 있다1-3)
.
한편
,
최근까지 인장강도110 MPa
이상의 볼트는지연파괴 문제로 인해 사용하지 않도록 권고되었으 나
,
눈부신 금속재료의 기술개발에 힘입어 우리나 라 고장력 볼트 규격KS B1010
에F13T
급(
인장강도
Min. 130 MPa)
볼트가 채택되었고,
일본에서는초고장력 볼트인
F14T
급(
인장강도Min. 140 MPa)
볼트 및 철강재를 개발하고
,
실험에 의한 검증이 완료되어 경량화 및 원가절감 혁신이 이루어짐으로써 체결에 대한 고품질이 더욱 요구되고 있다4,5)
.
상기한 바와 같이 고장력 볼트접합은 기존 접합 보다 우수한 접합이며
,
체결에 사용되는 고장력 볼트
,
너트,
와셔에 대한 이론 및 체결품질에 대한 정 확한 지식과 이해는 더욱더 절실하게 되었다.
실제적으로 나사의 기본
,
체결이론과 고장력 볼트 세트의 체결공정에 미치는 품질요건 등을 연구함과 동 시에 체결현장과 생산현장에서 발생할 수 있는 품 질특성에 대해 이론 고찰과 실험을 통해 안전한 체 결시공과 품질을 확보할 수 있는 대안을 마련하는 것이 필요하다
.
특히
, AASHTO(AASHTO:American Association of State Highway & Transportation Officials)
규격 만이 유일하게,
일반 고장력 볼트 세트에서 요구되는 체결특성 품질검사 외에 추가적으로 극한 상태 의 체결
(
현장 체결각도:
정상적인 체결각도의 약2
배)
품질을 규정하고 있다.
따라서 본 연구에서는실험을 통해 이 규격에서 요구되는 품질특성을 고
찰하고
, AASHTO
규격이 적용되는A490
볼트 세트에 대하여 체결각도를 결정하는 너트의 윤활
(Lubricant)
변화를 통하여 규격에서 의도된 윤활성과 연성
(Ductility)
및 강도와의 상관관계성을 연구하고자 한다
.
2. 실험방법
2.1 실험 범위 및 규격요건
A490
볼트 세트에 대한 너트의3
가지 윤할 조건에 대하여
AASHTO
요구사항 중 체결축력실험에한정 한다
.
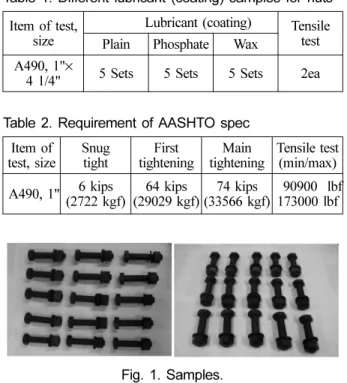
표1
은 시편 너트의 품명 및 규격을 제시하고 있으며
, 3
가지 윤활 조건(Plain, Phosphate
및
Wax)
에 대해 각각5
세트를 실험하였으며,
인장실험 볼트는
2
개를 테스트 하였다.
여기서 재료는A490
고장력강이며 규격은1"
×4 1/4"
이다.
표
2
는AASHTO
규격에서 요구하고 있는A490
재료의 축력 및 인장 실험값을 제시하고 있다
.
여기서
, 2
차 체결(Main tightening)
은 표식(Marking)
후 총
(Total)
체결각도360
o까지 체결한다.
그림
1
은 실험에 사용된 시료의 사진이다.
2.2 실험방법
체결축력의 관련규격은
AISC(American Institute Of Steel Construction), RCSC(Research Council On structural Connection)
및AASHTO(American Association Of State Highway And Transportation Officials)
규격이며6), Sets
의 구성은Bolt, Nut, Washer(Plain), DTI Washer(
사용 시)
로 구성되어있다
.
체결방법 및 체결력 결정은 너트회전법에 의한체결시험
(Pre-Installation Turn Of the Nut Method)
으로써 수행한다
.
수행 방법은 아래와 같다:
①
Test
시료는 동일Diameter,
동일Length,
동일등급 및 동일 생산
Lot
로 제조된 볼트,
너트,
와셔로구성된
3 Sets(Test Assembly)
를시험한다.
② 체결 시 너트 회전체결법
,
볼트 회전체결법에 따라 너트,
볼트가 회전할 수있게 볼트,
너트,
와셔를 축력계에 설치한다
.
수작업으로 체결된 상태는 볼트의 여유길이가
2~3
산 정도(
너트와 일치
~5
산 이내)
가 되도록 한다.
③
Snug Tight
는 실제체결할 부재가 완전히 밀착될 수 있는 정도의 체결력으로 하며
, Spud Wrench
혹은Impact Wrench
로 한다.
④ 볼트
,
와셔의 회전너트(
볼트)
의체결각도를 확Table 1. Different lubricant (coating) samples for nuts
Item of test,
size Lubricant (coating) Tensile Plain Phosphate Wax test
A490, 1"×
4 1/4" 5 Sets 5 Sets 5 Sets 2ea
Table 2. Requirement of AASHTO spec
Item of
test, size Snug
tight First
tightening Main
tightening Tensile test (min/max) A490, 1" 6 kips(2722 kgf) 64 kips
(29029 kgf) 74 kips
(33566 kgf) 90900 lbf 173000 lbf
Fig. 1. Samples.
인하기 위하여 볼트(너트), 너트(볼트), 와셔, Plate에 마킹을 한다.
⑤ 규격에서 요구한 회전각만큼 체결한다. 동시에 체결축력이 규격에서 요구되는 축력의 이상인 지, 그 여부를 확인하면서 회전각을 결정한다 (체결력 조정).
⑥ 체결축력 및 회전각이 규정에 만족 시 2개 시 험을 추가하여 시험한다(공정은 앞의 방법과
동일하며, 회전각도는 설정된 각도임).
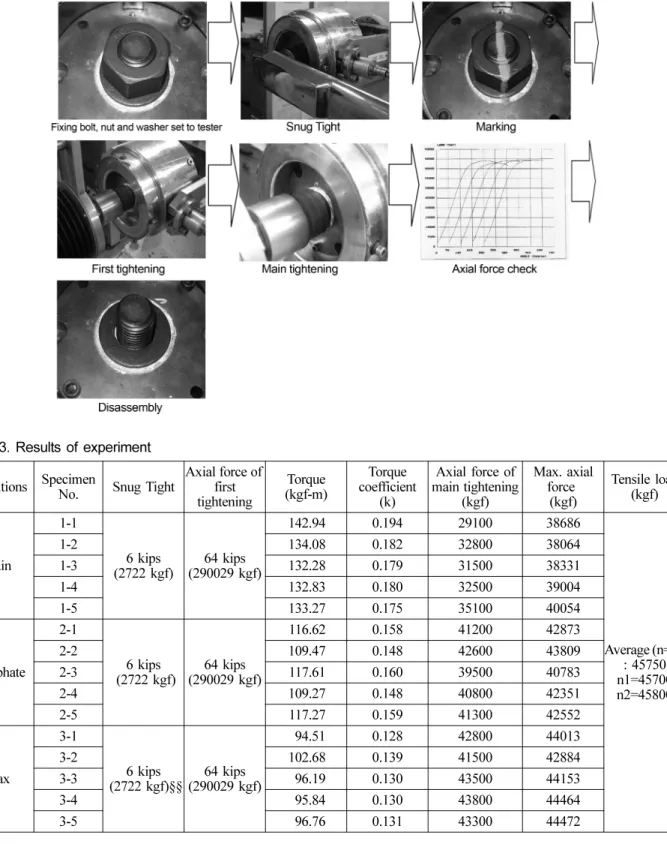
a. 여기서 축력계는 H형강 등에 견고히 부착하며, 아래와 같은 그림의 순서로 시험한다:
시험기에 볼트, 너트 및 와셔 조립⇒표식⇒1차 체결⇒본 체결(2차 체결)⇒검사⇒축력 확인⇒해체 b. 인장실험: ASTM F606 시험방법 중 Full Size
Tension Test로 실험한다.
Table 3. Results of experiment
Conditions Specimen No. Snug Tight Axial force of first
tightening Torque
(kgf-m) Torque coefficient
(k)
Axial force of main tightening
(kgf)
Max. axial force
(kgf) Tensile load (kgf)
Plain
1-1
6 kips
(2722 kgf) 64 kips (290029 kgf)
142.94 0.194 29100 38686
Average (n=2) : 45750 n1=45700 n2=45800
1-2 134.08 0.182 32800 38064
1-3 132.28 0.179 31500 38331
1-4 132.83 0.180 32500 39004
1-5 133.27 0.175 35100 40054
Phosphate
2-1
6 kips
(2722 kgf) 64 kips (290029 kgf)
116.62 0.158 41200 42873
2-2 109.47 0.148 42600 43809
2-3 117.61 0.160 39500 40783
2-4 109.27 0.148 40800 42351
2-5 117.27 0.159 41300 42552
Wax
3-1
6 kips
(2722 kgf)§§ 64 kips (290029 kgf)
94.51 0.128 42800 44013
3-2 102.68 0.139 41500 42884
3-3 96.19 0.130 43500 44153
3-4 95.84 0.130 43800 44464
3-5 96.76 0.131 43300 44472
3. 실험결과 및 분석
3.1 실험 결과 및 판정기준
상기 실험방법에 의한 실험결과는 다음 표
3
과같다
.
표3
은 너트의 윤활조건(Plain, Phosphate
및Wax)
에따른1
차축력,
토오크,
토오크 계수, 2
차 축력
,
최대축력 및 인장하중을 실험 결과치로써 보여주고 있다
.
여기서 상기 실험결과를 판정하는 기준은 아래와 같다
:
a. 1
차체결 후 토오크를 확인하여T = 0.25 * D(
볼트외경
) * N(1
차 체결축력)
의 식에 대입하고,
아래와 같이 계산하여 토오크
(T)
가1334 ft
·lbf(184.4 kgf
·m)
이하인지그 여부를 확인한다. T = 0.25 * 1 * 64000 = 16000 in
·lbf(1334 ft
·lbf) b. 2
차 체결(Main tightening)
후 축력이74 kips
(33566 kgf)
이상인지 여부를 확인한다.
c.
해체 후 볼트의Torsion
혹은Tensile
파손, Thread Stripping
및절단등이없어야한다(
단,
나사부 연신은 합격임
).
3.2 실험결과 판정기준에 의한 합격 여부 결정
a. 1
차 체결 후 토오크표
4
는1
차 체결 후 너트의 윤활조건에 따른 토오크 값의 최대치와 최소치 및 평균치를 보여주 고 있다
.
표4
의 결과와 같이A490 1"
규정인184.4 kg
·m
이하를 만족하므로 전체시료가 모두합격이다
.
b. 2
차 체결(Main tightening)
후 축력표
5
는2
차 체결 후 너트의 윤활조건에 따른 축력의 최대치와 최소치 및 평균치를 나타내고 있다
.
표
3
에서A490 1'' Plain
시험편5
개중4
개(
시료번호
1-1~1-4)
는 규정에 미달되지만,
기타 시료는 전량 합격이다
.
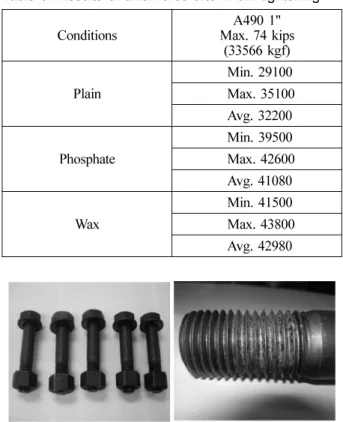
c.
해체 후 외관 검사결과그림
2
는 볼트 및 너트에 대한 외관을 보여주고있다
.
이에 관한 외관검사 결과,
규격에서 요구하는Torsion
혹은Tensile
파손, Thread Stripping,
절단등의 결함 없이 전체
(15
개)
가 모두 합격이다(
단,
나사부에 연신은 발생함
).
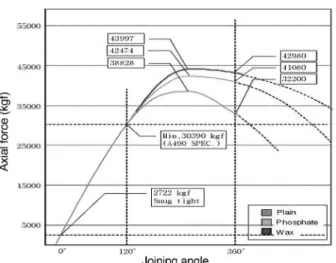
3.3 실험결과의 분석 및 고찰
그림
3
은 너트의 여러 가지 윤활 조건에서 체결회절 각도와 축력과의 관계를 상세화 시키고 있다
.
그림
4
는토오크 계수치와2
차 축력과의 관계를 보여주며
,
그림5
는 토오크 계수치와 최대축력/
인장 강도의 비와의 관계를 나타내고있다.
이와 같은실험결과 분석에서와 같이
AASHTO
규격에서 요구된 윤활성과 볼트의 연성
,
최대축력/
인장강도의 비는
1
차 체결 후의 토오크는 만족하나 윤활조건에따라 최대축력은 약
13.3%
의 차이가 발생하였고, 2
차 체결(360
o 체결)
에서는33.5%,
축력과 인장 비는
13%
의 차이가 발생함으로써 본 실험의 고장력볼트 세트인 경우 토오크 계수치가
0.175
이하인윤활조건이 필요하다는 것을 보여준다
.
즉,
본 실험 에서는 체결 시윤활이 충분하게 처리된 시편이 필 요하며,
윤활성이 부족할 경우 규격에 맞는 인장강도의 시편이라도 시편의 연신 부족으로 인해 체결 시 나사부의 파손 등을 유발할 수 있다
.
실험결과Table 4. Results of torque value after initial tightening
Conditions A490 1"
(Max. 184.4 kgf-m)
Plain Min. 132.28
Max. 142.94 Avg. 135.08
Phosphate Min. 109.27
Max. 117.61 Avg. 114.05
Wax Min. 94.51
Max. 102.68 Avg. 97.20
Table 5. Results of axial force after main tightening
Conditions A490 1"
Max. 74 kips (33566 kgf)
Plain Min. 29100
Max. 35100 Avg. 32200
Phosphate Min. 39500
Max. 42600 Avg. 41080
Wax Min. 41500
Max. 43800 Avg. 42980
Fig. 2. Samples for appearance inspection.
를 요약 정리하면 아래와 같다:
a. 무 윤활제(Plain) 상태에서는 2차 체결실험에서 불합격 제품이 발생된다.
b. 윤활성에 미치는 피막 종류에 따라 최대 축력, 2차 체결 후의 축력 및 연성(ductility)의 차이가 크다.
- 최대축력 차이 : 약 13.3%
- 2차 체결 후 축력 차이 : 약 33.5%
c. 피막의 종류(윤활제)에 따라 최대축력/인장강도 비 및 연성의 차이가 크다(윤활성이 좋을수록 최대축력/인장강도의 비 및 연성이 큼).
4. 결 론
AASHTO 규격이 적용되는 A490 볼트 세트에 대 하여 체결각도를 결정하는 너트의 윤활제(Lubricant) 변화를 통하여 윤활성과 연성(Ductility) 및 강도와 의 상관관계성을 실험한 데이터 및 분석결과, 아래 와 같은 결론을 얻을 수 있다:
- AASHTO 규격에서 요구하는 체결축력 및 볼트 의 연성 향상을 위하여 너트를 피막 또는 Wax 하여 윤활성을 확보해야 한다.
- 무 윤활제(Plain) 상태에서는 윤활성 있는 방청 유를 선택해야 하며, A490 볼트세트의 경우에 토크 계수치를 약 0.175 이하로 관리해야 한다.
참고문헌
1. John H. Blackford, An Introduction to the Design and Behavior of Bolted Joints, (1981) 5.
2. H. G. Suk, D. S. Kim, S. H. Kim, I. S. Cho, Materials Science Forum, 580-582 (2008) 681.
3. H. G. Suk, I. S. Cho, Materials Science Forum, 580-582 (2008) 687.
4. KS B1010, “
마찰접합용 고장력6
각볼트, 6
각너트,
평와셔의 세트
”.
5. JIS B1186, “
마찰접합용고력6
각볼트, 6
각너트,
평와셔의 세트