DOI: http://dx.doi.org/10.4150/KPMI.2011.18.4.372
자기펄스 압축성형법으로 성형된
Ag-SnO 2 접점소재의 미세조직 및 특성
박종석·김영재·이민하a·이효수a·홍순직·이진규
*
공주대학교 신소재공학부, a한국생산기술연구원 희소금속산업기술센터Microstructure and Characteristics of Ag-SnO 2 Contact Materials Prepared by Magnetic Pulsed Compaction
J. S. Park, Y. J. Kim, M. H. Leea, H. S. Leea, S. J. Hong and J. K. Lee
*
Division of Advanced Materials Engineering, Kongju National University, Cheonan 331-717, Korea
aRare Metals R&D group, Korea Institute of Industrial Technology, Incheon 406-840, Korea (Received May 31, 2011; Revised June 17, 2011; Accepted July 25, 2011)
Abstract In this study, we reported the microstructure and properties of Ag-SnO
2contact materials fabricated by a controlled milling process with subsequent consolidation. The milled powders were consolidated to bulk samples using a magnetic pulsed compaction process. The nano-scale SnO
2phases were distributed homoge- neously in the Ag matrix after the consolidation. The relative density and hardness of the Ag-SnO
2contact mate- rials were 95~96% and 89~131 Hv, respectively.
Keywords : Ag-SnO
2, Contact materials, Magnetic pulsed compaction
1. 서 론
접점소재는 전기회로의 개폐 또는 접촉을 행하는 접촉소자에 사용되는 재료로서, 산업설비의 스위치, 릴레이, 커넥터, 배선용 차단기 등 전기전자, 자동차, 반도체, 디스플레이 등 많은 산업에 이용이 되고 있 다. 이러한 접점재료는 사용되는 전류 영역에 따라 구 분이 되며, 소전류용(1A 이하), 중전류용(1A~600A), 대전류용(600A 이상) 등으로 구분된다. 중전류용에서 주로 사용되는 Ag-Oxide계 접점재료는 화학적으로 안정하고 전기전도도가 높은 Ag에 산화물을 분산시 킴으로써 강도를 높이고 개폐시 발생하는 아크에 대 한 내구성 및 열전도도 특성이 좋은 것으로 알려져 있다[1-2]. 일반적으로 이러한 Ag-Oxide계 접점재료 는 Ag보다 산화물 형성 에너지가 낮은 Cd, Sn 등 의 금속을 첨가하여 내부산화법으로 이들을 선택적 으로 산화시켜서 제조한다. 이 중에서 Ag-CdO계 접 점소재는 내마멸성, 전기전도도, 접촉저항 등의 특성
은 우수한 재료이나, 공정조건에 따라 내부 산화조직 이 불균일하게 형성되는 단점과 최근에 Cd의 유해성 문제가 대두됨에 따라, 이를 대체할 수 있는 Ag- MO(M=Sn, Zn, In)계 접점재료에 대한 연구가 활발 히 진행되고 있다[3-5].
Ag-Oxide계 접점재료 중에서 Ag-SnO2 접점재료의 경우 고온 안정성이 우수하고, 산화물 크기가 미세한 장점이 있다. 그러나 내부 산화법에 의해 제조되는 Ag-SnO2계 접점소재의 경우, Sn의 함량이 4 wt%가 넘어가면 내부 산화의 진행이 급격히 저하되면서 8 wt%에 이르면 표면에 Sn의 산화층이 형성되어 산 소의 확산을 차단하여 내부 산화 전면으로 유입되는 산소의 양을 감소시켜 더 이상 내부 산화가 진행되 지 않게 된다. 이러한 문제점을 해결하기 위하여 제 3의 원소를 첨가하여 산화물의 크기 및 내부 산화 조건 제어를 통한 특성 향상에 관한 연구가 일본 등 을 중심으로 이루어지고 있다[6]. 이러한 내부 산화 의 단점을 해결할 수 있는 또 하나의 방법으로 분말
*Corresponding Author : [Tel : +82-41-521-9388; E-mail : [email protected]]
야금법이 활용되고 있다
.
접점재료의제조방법은접 점재료의 용도및 산화물의함량에따라달라지는데,
산화물의양이증가할수록 분말야금법을사용하는것 이 일반적이다
.
분말야금법에 의한접점재료는 일반 적으로분말혼합,
성형,
소결,
치밀화공정을거쳐서 제조하는데, Ag-Oxide
계 접점재료와 같이 소결 중 치밀화가거의되지않는재료는압출,
인발등의치 밀화가공이필수적으로필요하다.
본연구에서는자기펄스압축성형법
(Magnetic pulsed
compaction)
을이용하여 성형과동시에 치밀화를가능하게하고자하였다
.
자기펄스압축성형장치는자 기장과전류사이의로렌츠(Lorentz)
힘을활용하여단 시간에 압축성형을 할 수 있는 장치로2~3 GPa
의 높은 압력을 짧은 성형시간(
최대600
µs)
에 가하여 고밀도의성형체를얻을수있는신성형공정으로최 근에 금속 및 세라믹 나노 분말의동적성형에 많이활용되고있다
[7-10].
본연구에서는먼저Ag
분말과SnO
2 분말을기계적 밀링(mechanical milling)
을 이 용하여 복합 미세조직을 가지는 분말로 제조하고자 하였으며,
기계적밀링공정의변수들을제어하여나 노 스케일의 상으로 이루어진 복합재료 분말을제 조하였다.
또한이렇게제조된복합재료 분말을이 용하여자기펄스압축성형법으로접점소재를제조하 였다.
2. 실험방법
먼저
Ag
분말과15 wt%
의SnO
2 분말을 혼합하 여planetary mill
로 기계적밀링을하였다.
이때Ag
분말은 평균입도가 약
10-20
µm
인 것을 사용하였고,
SnO
2 분말은 평균입도5
µm
이하의분말을 사용하였다
.
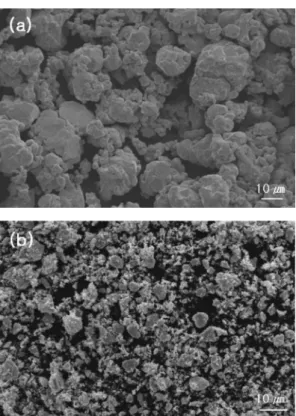
그림1
에 본 연구에서 사용된Ag
및SnO
2분말의 주사전자현미경 관찰 결과를 나타내었다
. Stainless steel jar
에Ag(85 wt%)+SnO
2(15 wt%)
분 말을20 g
장입하고,
회전속도는200, 600 rpm, stainless ball
대 혼합분말의비는15:1,
밀링시간은1
시간과3
시간,
밀링분위기는Ar
분위기를유지하였 다.
밀링에의해서혼합된분말은자기펄스압축성형(Magnetic pulsed compaction, MPC)
장치를사용하 여 상온에서 성형하였다. MPC
의 성형압력은2.5 GPa
로하였고,
성형몰드의직경은10 mm,
장입량은2 g,
윤활재는BN
을사용하였다.
제조된 성형체의 밀도는 비중계를 사용하여 측정 하여평균값을나타내었으며
,
시편의기계적특성분 석을위하여마이크로 비커스경도계를사용하여경 도를측정하였고,
경도측정은10
번을측정하여 평균 값을구하였다.
성형체의미세조직과상분석은주사 전자현미경(SEM)
과조성분석(EDS)
을이용하여실시 하였다.
또한 성형체의 전기적 특성 분석을 위하여 접촉식 전기전도도 측정 장치를 이용하여 전기전도 도를측정하였다.
3. 실험 결과 및 고찰
그림
2
는 회전속도200 rpm
에서1, 3
시간 동안 밀링된 분말의 연마된단면으로부터 얻어진 미세조 직사진을보여주고있다. 1
시간밀링된분말의경우,
일부 분말에서 기계적밀링에 의한혼합이 일부일 어난 것을 관찰할 수 있다
.
밀링 시간이3
시간으로 증가됨에따라냉간압접현상에 의해분말의크기가커진 것을 알 수 있으며
, Ag
분말과SnO
2 분말이층상구조
(layered structure)
를이루고있는것처럼보Fig. 1. SEM micrograph of powders: (a) Ag and (b) SnO
2.
이는 영역이 증가하는 것을 관찰할 수 있다
.
그림2(c)
는 이 영역의고배율주사전자현미경 사진을보여주고 있으며
, Ag
기지에 나노 스케일의SnO
2 상이 균일하게분포되어있음을확인할수있다
.
그림
3
은 회전속도600 rpm
에서1, 3
시간밀링된 분말의 연마된 단면으로부터 얻어진미세조직 사진 을 보여주고 있다. 1
시간 밀링된조건에서는Ag
기 지에나노 스케일의SnO
2 상이분포하는 영역은거의 존재하지 않는 것을 알 수 있고
, 3
시간 밀링된 조건에서는이러한영역이 일부존재하는것을관찰 할 수있다.
본연구에서는이렇게기계적 밀링공정의변수들 을제어하여복합미세조직을가지는 분말을제조하 고
,
자기펄스 압축성형법에의한 성형에의해 벌크 형태의접점재료를제조하고자하였다.
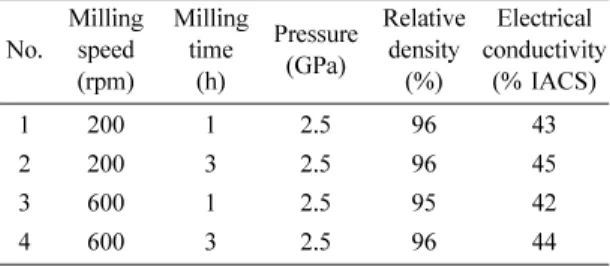
표
1
에분말혼합및성형조건에 따른성형체의밀 도및 경도값을나타내었다.
회전속도200 rpm,
밀Fig. 2. SEM back scattered electron image obtained from the polished cross section of the Ag-SnO
2powder particles milled at 200 rpm: (a) milling time for 1 h, (b) milling time for 3 h and (c) high magnification image of Fig. 2(b).
Table 1. Relative density and hardness of Ag-15 wt%
SnO
2samples compacted by magnetic pulsed compaction No. Milling
speed (rpm)
Milling time (h)
Pressure (GPa)
Relative density
(%)
Hardness (Hv)
1 200 1 2.5 96 102
2 200 3 2.5 96 131
3 600 1 2.5 95 89
4 600 3 2.5 96 96
Fig. 3. SEM back scattered electron image obtained from
the polished cross section of the Ag-SnO
2powder particles
milled at 600 rpm: (a) milling time for 1 h and (b) milling
time for 3 h.
링시간
3 h
조건에서가장높은경도값을나타내었 으며,
회전속도600 rpm,
밀링시간1 h
조건을 제 외한나머지 조건에서밀링된분말들을사용하여제 조된성형체는동일한밀도값을나타내었다.
동일한 밀도를가지는성형체의 상이한경도값은,
밀링시에 형성되는Ag
기지에균일하게분포된나노스케일의SnO
2상의분율의차이로부터기인하는것으로생각 된다.
그림2
와3
에서 알 수 있는 것처럼,
나노 스 케일의SnO
2 상이Ag
기지에미세하게분포된 영역은 회전속도
200 rpm,
밀링시간3 h
조건에서 가장많이 관찰할 수 있었고
,
회전속도600 rpm,
밀링시간
3 h
조건에서는일부영역에서만 관찰할수있었다
.
상온에서 자기펄스 압축성형법에 의해서제조된 성형체의밀도는이론밀도의95~96%
범위를나타내었으며
,
경도 값은89~131 Hv
의 값을 나타내었다.
이와 같이자기펄스 압축성형법에 의해얻어진
Ag- SnO
2 접점재료의 밀도와경도 값은 일반적으로hot press
에 의해600~700
oC
의온도에서5~10
분 가압하 는 경우에얻을 수있는 밀도와 경도값에 비해높 은값이다.
이러한결과는압축성형이상온에서이루 어진것을고려할때,
자기펄스압축성형법이접점소 재의성형에적절한 새로운방법이 될수있음을보 여 주는것이다.
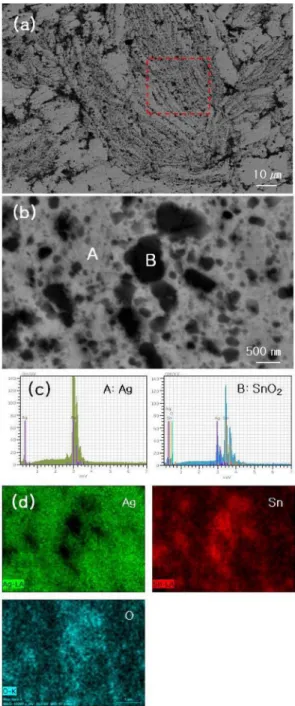
그림
4
는 회전속도200 rpm,
밀링시간3 h
조건에서 성형된
Ag-SnO
2 접점재료의 주사전자현미경BSE
모드에서관찰한 미세조직을보여주고있다.
미 세조직은기공과같은결함이거의없는치밀하고균 일한조직을보여주고있으며,
이러한미세조직은알려진것처럼자기펄스압축성형공정에서
,
매우짧은 시간에 높은압력이 가해지므로성형체표면에 압력Fig. 4. SEM back scattered electron image obtained from the polished cross section of the Ag-SnO
2material (milling speed: 200 rpm, milling time: 3 h) compacted by magnetic pulsed compaction.
Fig. 5. (a) SEM back scattered electron image obtained from the polished cross section of the compacted Ag-SnO
2material, (b) high magnification image of Fig. 4(a), (c)
EDS spectra taken from the bright region marked by A
and the dark area marked by B in Fig 4(b), and (d)
corresponding EDS mapping.
파가 발생하여 분말의 재배열이 효과적으로 이루어
짐에따른것으로생각된다
[9-10]. SEM
사진에서보여주는 것처럼
SnO
2 분말이 균일하게 분산되어 있 으며, Ag
분말과SnO
2 분말이 층상구조(layered
structure)
를 이루고있는것처럼 보이는영역을 관찰할 수있다
.
이러한미세조직은Ag
분말과SnO
2분 말의 기계적 밀링에 의해 형성된 것으로 생각된다.
그림
5
는 그림4
와 동일한 시편의 고배율 주사전자현미경사진과
EDS
분석결과를보여주고있다.
그림5(a)
의미세조직에서층상구조로보이는 영역을확대해서 관찰한 그림
5(b)
사진은Ag
기지에 나노 스케일의 크기를 가지는 미세한
SnO
2 상이 균일하게 분포되어 있는미세조직임을 보여주고있으며,
그림5(c)
의EDS
상분석 및 그림5(d)
의EDS
조성mapping
분석결과로부터Ag
기지및SnO
2 상을확 인하였다.
미세하게 분포된SnO
2 상의 평균 크기는100~500 nm
였으며, 50 nm
이하의아주미세한 크 기를 가지는SnO
2 상도 일부 관찰할수 있었다.
이 러한Ag
기지내의미세한SnO
2 상의분포는자기펄 스 압축성형전의기계적밀링에의해형성된것으로,
압축성형 후에도이러한 미세구조를 그대로 유지하 고 있는것으로 생각된다
.
이조건에서 성형된 성형체가 가장 높은평균 경도값인
131 Hv
를 나타내는것은이러한 나노스케일
SnO
2 상의균일한 분포에 기인한것으로보인다.
표
2
는분말혼합및자기펄스압축성형조건에따 른성형체의전기전도도값을보여주고있다.
전기전도도는 약
42~45%IACS
값을 나타내었으며,
아직시편이 소결과 가공 공정을거치지 않은 성형체상 태임을 감안할때상당히 우수한값임을알 수있었 다
.
회전속도200 rpm,
밀링시간3 h
조건에서 자 기펄스 압축성형에 의해 성형된Ag-SnO
2 접점재료 를700
oC
에서30
분 상압 소결한 경우,
전기전도도값은
62%IACS
로 증가하였으며,
이러한 전기전도도값의증가는소결이 일어나는동안
Ag
상간계면을 통해 일어나는Ag
의 확산에의한 것으로생각된다.
소결후의 평균경도값은
110 Hv
로 측정되었고,
이러한경도값은일반적인압출공정을 통해얻어지는
Ag-SnO
2 접점재료의평균 경도값(~100 Hv)
에 비해높은값을가짐을알수있다
.
이러한전기전도도및 경도값 등은향후 공정의최적화를 통해 더 향상될 것으로기대된다.
이상의 실험을통하여 자기펄스 압축성형법에 의 해성공적으로
Ag-SnO
2접점소재를성형할수 있었 다.
기존의 분말야금법으로Ag-SnO
2 접점소재를제 조하는 경우에는소결 중에 치밀화가 잘 되지 않으 므로치밀화공정를거쳐야하는것이일반적인데비 해,
자기펄스 압축성형법을 사용하였을 때에는성형 과동시에치밀화가가능하였다.
이렇게자기펄스압 축성형법에 의해 성형된 성형체를 향후에방전플라 즈마소결이나압출공정등으로더욱치밀화하면특 성의 향상과 더불어 공정의단순화도 이룰 수 있을 것으로생각된다.
4. 결 론
Ag
분말과SnO
2분말을기계적 밀링공정을 이용하여 복합 미세조직을 가지는 분말로 제조한 후에
,
상온에서 자기펄스 압축성형법을 사용하여 벌크 형 태의접점소재를제조하는데성공하였다
. 100~500 nm
크기를가지는미세한
SnO
2 상이Ag
기지에 균일하 게 분포되어 있었으며,
성형체의 밀도는이론밀도의95~96%,
경도값은89~131 Hv
의 값을나타내었다.
이러한 결과들은새로운성형공정인 자기펄스압축
성형법을 이용한
Ag-SnO
2 접점소재의 제조 가능성을 제시하는것이다