366 J. Sensor Sci. & Tech. Vol. 26, No. 5, 2017 Journal of Sensor Science and Technology
Vol. 26, No. 5 (2017) pp. 366-369 http://dx.doi.org/10.5369/JSST.2017.26.5.366 pISSN 1225-5475/eISSN 2093-7563
유연성 높은 캔틸레버 제작을 위한 스프레이 코팅 방법 연구
김지관+
Study of Manual Spray Coating Method for Fabricating Flexible Cantilever
Ji-Kwan Kim+
Abstract
This work presents a detailed study of several parameters on the spray coating method for fabricating a flexible cantilever. Con- ventionally, spin coating method have been widely used in the microelectromechanical system (MEMS) fabrication process. However, the major drawback of this method is the difficulties in protecting various topography with photoresist film, particularly when the device is manufactured in high aspect ratio. It is also a challenging process to form a small pattern in the etched area. On the other hand, the commercial spray coating systems are not advantageous from an economic perspective and the technique is also providing less efficient.
In order to solve these issues, we have developed a manual spray coating system which can be efficiently used by combining the acces- sories available in the laboratory. The developed spray coating system consists of a spin-coater, motorized stage, a spray gun with the capable of controlling centrifugal force, injection amount, injection angle, and spray range. The major advantage of the proposed spray coating system is its reasonable fabrication cost. Secondly, the system can be easily disassembled after finishing the coating experiment.
Owing to the mentioned advantages, we sincerely believe that the proposed spray coating system can be effectively used in many related applications.
Keywords: MEMS, Spray coating, Spin coating, Cantilever, Photolithography
1. 서 론
스프레이 코팅 기술은 나노-마이크로 입자를 표면에 도포하 여 기판을 코팅하는데 널리 사용된다[1-10]. 특히 MEMS(Micro Electro Mechanical System) 공정에서는 기판 상부에 감광액 (Photoresist, PR) 을 도포하는 목적으로 스프레이 코팅 기술을 이 용하고 있다[1-5]. 이러한 스프레이 코팅 기술은 일반적으로 사 용되는 스핀 코팅 방법에 비해 소량의 PR을 사용하여 전면에 도포가 가능하므로 비용 절감 효과가 있고, 기판의 상·하부 및 측면의 코팅이 원활히 수행되므로 step coverage가 좋은 장점을 가진다[1-5]. 또한 PR두께 조절을 통해 식각된 기판 하부에 수 마이크로 크기를 갖는 미소 패턴 형성도 용이하게 수행할 수 있
기 때문에 활용도가 높다.
이러한 여러 장점을 활용하여 다양한 공정을 수행하기 위해 상용화된 스프레이 코팅 장비가 사용되고 있지만 가격이 고가 이고 설치 공간에 제약이 생긴다는 부분 때문에 다양한 연구를 진행하는 실험실 단위에서는 효율성이 떨어진다는 단점이 존재한다.
본 연구에서는 이러한 상용 스프레이 코팅 장비의 단점을 보 완하기 위해 실험실에서 일반적으로 보유하고 있는 장비를 사 용하여 손쉽게 적용 가능한 수동 스프레이 공정에 관한 실험을 진행하였다.
2. 실 험
2.1 수동 스프레이 시스템 구성
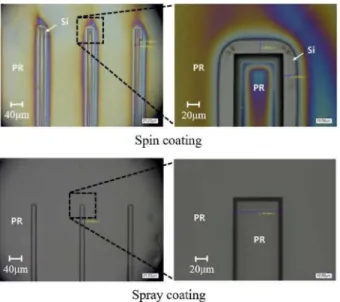
Fig. 1 과 같이 포토공정을 위한 감광액(Photoresist, PR)을 표 면에 도포할 때 일반적으로 널리 사용되는 스핀코팅 방법을 사 용하여 식각된 기판 상부에 코팅을 진행하면 측면 및 모서리 부 분이 완벽히 코팅되지 않아 추후 식각 공정시 측면부분이 노출 되어 금속 형성에 어려움이 발생하지만 스프레이 코팅 방법을 이용하여 공정을 수행할 때는 측면 및 모서리 부분이 완벽히 코 팅되어 금속에 단선이 생기지 않는다. 또한 식각된 기판의 두께
광주대학교 기계·금형공학부(School of Mechanical and Metallic MoldEngineering, Gwangju University)
277 Hyodeok-ro, Nam-gu, Gwangju, 61743, Korea
+Corresponding author: [email protected]
(Received: Sep. 14, 2017, Revised: Sep. 20, 2017, Accepted: Sep. 21, 2017)
This is an Open Access article distributed under the terms of the Creative Commons Attribution Non-Commercial License(http://creativecommons.org/
licenses/bync/3.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
Ji-Kwan Kim
J. Sensor Sci. & Tech. Vol. 26, No. 5, 2017 367 에 맞는 두꺼운 PR을 사용하거나 적층 형태의 도포 방법을 사 용하여 패턴을 진행할 경우 식각된 하부 표면에 5 µm 이하의 크기를 갖는 미소패턴 형성이 힘들기 때문에 전면에 균일하고 얇게 코팅할 수 있는 스프레이 코팅방법을 사용하고 있다.
수동 스프레이 코팅 시스템의 개념도는 Fig. 2와 같다. 스프 레이 코팅시 중요한 요소인 회전속도를 조절하기 위한 스핀코 터(Spin coater, MDA-3000D, MIDAS), 감광액을 일정량 분사 하기 위한 분사기(Airbrush, DH-103, SPARMAX)와 압축기 (Compressor, NCP 011, AIR MAKER), 기판 상부에 균일하게 분사하기 위한 자동 스테이지(Motorized stage, M-ILS150CC, NEWPORT) 그리고 기판과 분사기간의 거리를 조절하기 위한 지지대로 구성되어 있다. 여기서 만약 자동 스테이지가 구비되 지 않았다면 일정 높이에서 수동으로 분사를 해도 유사한 결과
값을 얻을 수 있기 때문에 실험이 가능하다.
수동 스프레이 코팅 시스템을 구성한 후 다양한 조건 변화(1.
회전속도, 2. 분사기각도, 3. PR혼합율, 4. 샘플과 분사기간의 거 리)에 따른 실험결과를 전자현미경(scanning electron microscope, SEM) 을 통해 관찰하며 공정을 수행하였다.
2.2 스프레이 코팅 공정
본 실험에서는 비교적 얇은 두께의 PR 코팅시 널리 사용되는 AZ 5214(AZ 5214E, AZ Electronic Materials) 감광액과 농도를 낮춰주는 AZ thinner(AZ 1500 Thinner, AZ Electronic Materials) 를 혼합하여 다양한 실험을 실시하였다.
첫번째로 스핀코터의 회전속도에 따른 표면 도포 형상을 관 찰하기 위해 실험을 실시하였다. 동일한 조건(혼합비율 AZ 5214:AZ thinner=1:1, 분사량 5 ml(1.9 ml/min), 분사각도 40~60°, 분사기와 기판간의 거리 15 cm) 하에서 회전속도를 50 rpm, 100 rpm, 1000 rpm 으로 변경하여 실험을 실시하였다.
실험결과 Fig. 3과 같이 회전속도가 증가할수록 표면 도포 형 상의 균일도가 점차 낮아지고 있으며, 식각된 부분의 PR도포가 원활히 수행되지 않는 것을 알 수 있었다. 이는 원심력이 증가 할수록 식각된 기판 하부까지 PR이 도달하지 못하거나 도달하 여도 PR이 기판밖으로 튕겨 나가기 때문인 것으로 확인되었 다. 이를 바탕으로 Nithi Atthi 등의 연구진이 언급한 원심력을 최소화한 회전속도(30~60r pm) 를 기반으로 실험을 진행하였다[2].
두번째로 농도에 따른 표면 도포 형상을 비교하기 위해 동일 한 조건(분사기와 기판간의 거리는 15 cm, spin 속도는 60 rpm, 분사량은 5 ml(1.8 ml/min), 분사각도는 40~60°) 하에서 AZ 5214 감광액과 AZ thinner의 혼합비율을 1:0, 1:1, 1:2로 변경하여 실 험을 실시하였다.
실험결과 Fig. 4와 같이 농도가 낮을수록(AZ thinner 혼합량 이 많을수록) 표면에 도포되는 감광액의 두께는 감소하며 표면 거칠기와 균일도는 좋지 않은 것을 확인하였다. 이때 도포된 PR 의 두께를 surface profiler 장비를 이용하여 측정한 결과 혼합비 율이 1:0인 경우 평균 9~10 µm, 1:1인 경우 평균 3~4 µm, 1:2 Fig. 1. Different shape of the polymeric structure by using spin coat-
ing and spray coating method.
Fig. 2. Schematic view of the manual spray coating system.
Fig. 3. Different shape of Photoresist depending on spin speed.
Study of Manual Spray Coating Method for Fabricating Flexible Cantilever
368 J. Sensor Sci. & Tech. Vol. 26, No. 5, 2017 인 경우 평균 1 µm로 나타났다. 하지만 점성이 낮을수록 측면
과 식각된 하부 및 상부에 코팅되는 PR의 두께가 점차 일정하 게 변하는 것을 알 수 있었다. 표면 거칠기와 균일도는 도포하 는 PR의 양을 증가시키면 향상될 수 있는 요소이며, 분사기의 거리 및 각도에 의해서도 형상이 변할 수 있으므로 관련된 추 가 실험을 실시하였다.
세번째로 동일한 조건(혼합비율 AZ 5214:AZ thinner=1:1, 회 전속도 60 rpm, 분사량 5 ml(1.9 ml/min), 분사각도 40~60°) 하 에서 분사기와 도포하고자 하는 기판의 거리를 10 cm, 15 cm, 20 cm 로 변경하여 실험을 진행하였다.
실험결과 Fig. 5와 같이 분사기와 기판간의 거리가 가까워질 수록 기판에 코팅되는 PR의 형상이 점차 두꺼워지는 것을 알 수 있었으며, 도포된 PR의 두께를 surface profiler 장비를 이용 하여 측정한 결과 분사거리가 10 cm 경우 평균 >10 µm, 15 cm 경우 평균 3~4 µm, 20 cm 경우 평균 <1 µm로 나타났다. 이와 더불어 동일한 양의 PR을 사용할 경우 거리가 가까워질수록 표 면에 형성되는 PR의 균일도 역시 증가하는 것을 알 수 있었다.
마지막으로 분사기의 각도에 따른 표면 도포 형상을 관찰하 기 위해 실험을 실시하였다. 동일한 조건(혼합비율 AZ 5214:AZ thinner=1:1, 회전속도 60 rpm, 분사량 5 ml(1.9 ml/min), 분사기 와 기판간의 거리 15 cm) 하에서 분사 각도를 20~30°, 40~60°, 80~90°로 변경하여 실험을 실시하였다.
실험결과 Fig. 6과 같이 분사각도가 증가할수록 기판에 코팅 되는 PR의 균일도는 코팅되는 PR의 두께에 비례하여 증가하는 것을 알 수 있었다. 이때 도포된 PR의 두께 역시 surface profiler 장비를 이용하여 측정한 결과 분사각도가 20~30°경우 평균 2 µm, 40~60°경우 평균 3~4 µm, 80~90°경우 평균 >10 µm 이상 관찰 되었다. 하지만 균일도가 증가하더라도 식각된 기판 표면에 코 팅되는 PR의 두께 역시 증가하기 때문에 미소패턴을 형성하는 데 어려움이 존재하여 적절한 두께조절이 필요함을 알 수 있었다.
3. 결 과
본 실험에서는 spray coating 공정의 최적화를 위해 다양한 조 건을 이용한 실험을 진행하였고, 그 결과 AZ 5214와 AZ thinner 의 혼합비율은 1:1, 기판의 회전속도는 60 rpm, 분사량 5 ml(1.9 ml/
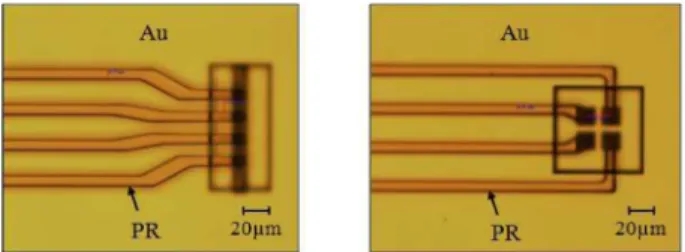
min), 분사기와 기판간의 거리는 15 cm, 분사각도는 40~60°에 서 실험을 진행하게 되면 가장 이상적인 결과값을 얻을 수 있 다는 것을 확인하였다. 이러한 공정조건을 바탕으로 Mask aligner 를 활용한 캔틸레버 패턴 실험 결과는 Fig. 7과 같다.
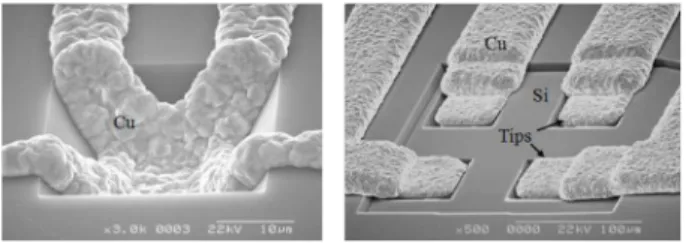
Fig. 7 은 광학현미경을 이용하여 관찰한 형상이며, 사진과 같 이 패턴 후 잔류한 PR의 형상이 균일하게 나타난 것을 확인할 수 있었다. 또한 식각된 기판의 측면 부분의 잔류여부를 확인하 기 위해 도금공정을 실시한 후 SEM을 이용하여 관찰한 결과 Fig. 8 과 같이 식각된 부분의 측면이 확실히 보호되어 캔틸레버 가 단선되지 않고 공정이 원활히 수행되는 것을 확인할 수 있었다.
Fig. 4. Different shape of Photoresist depending on mixing ratio.
Fig. 5. Different shape of Photoresist depending on distance.
Fig. 6. Different shape of Photoresist depending on spray angle.
Fig. 7. Optical microscope images of cantilever pattern fabricated by
using optimized spray coating process.
Ji-Kwan Kim
J. Sensor Sci. & Tech. Vol. 26, No. 5, 2017 369
4. 결 론
본 연구에서는 상용 스프레이 공정 시스템의 단점을 보완하 기 위해 실험실에서 일반적으로 보유하고 있는 장비를 사용하 여 손쉽게 적용 가능한 수동 스프레이 공정에 관한 실험을 진행하였다.
실험결과 AZ 5214감광액과 AZ thinner 용액을 1:1로 혼합한 후 60 rpm의 회전속도를 갖는 스핀코터 상부에서 5 ml 의 양을 약 2분 30초(1.9 ml/min) 동안 15 cm 거리를 두고 45도 방향으 로 분사할 경우 가장 좋은 실험 결과값을 얻을 수 있었다.
제안한 수동 스프레이 코팅 시스템에 포함된 여러 부속 장비 들은 스프레이 코팅 실험을 진행하지 않을 경우 본래의 장비 용 도로 활용이 가능하기 때문에 효율적인 사용이 가능하다는 장 점이 있어 실험실 단위에서 다양한 실험을 진행하는데 효과적 으로 사용이 가능할 것으로 보인다.
감사의 글
이 논문은 2017년도 정부(미래창조과학부)의 재원으로 한국 연구재단의 지원을 받아 수행된 연구임(No. 2017R1C1B5017744).
REFERENCES