ISSN 2288-2103(Print), ISSN 2288-2111(Online)
Paper
탄소섬유강화 복합재료 성형시 화학수축에 의한 변형연구
최은성* · 김위대** †
Thermal Deformation of Carbon Fiber Reinforced Composite by Cure Shrinkage
Eun-Seong Choi *, Wie-Dae Kim** †
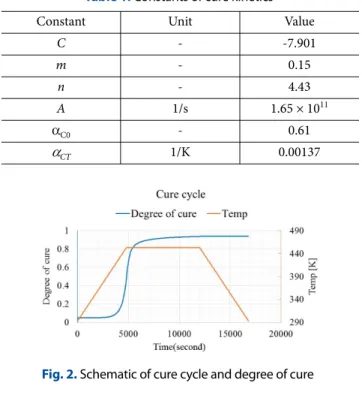
ABSTRACT: As the autoclave process progresses in a given cure cycle, residual stress in the composite product is induced by cure shrinkage of the resin. As a result, It generates the thermal deformation such as spring-in and warpage, and the inaccuracy of the final product increases. It is important to predict thermal deformation in aerospace parts which require precise fabrication. The research has been done on predicting and grasping curing process of composite material. In this study, the cure mechanism of composite materials according to the process is predicted through finite element analysis, and the effect of cure shrinkage on thermal deformation generated by the process is analyzed.
초 록: 복합재료는 주어진 경화 사이클(cure cycle)로 오토클레이브 공정이 진행됨에 따라 수지의 화학수축, 열팽