Al-Si 합금 발포금속의 조직 및 기계적 특성에 미치는 Si함량의 영향
김병구 *·탁병수 *·정승룡 **·정민재 **· 허보영† 경상대학교, *아이큐브 사업단, **항공기부품연구원
Effect of Si Contents on Structure and Mechanical Properties of Al-Si Alloy Metallic Foams
Byeong-Gu Kim
*, Byeong-Su Tak
*, Seung-Reung Jeong
**, Min-Jae Jeong
**and Bo-Young Hur
†School of materials science and engineering, Gyeongsang National University, Jinju, 660-701, Korea
*i
-cube center ,
**ReCAPT
Abstract
Metal foam is a porous or cellular structure material and representative property is a very high porosity. Foamed materials have very special properties such as sound, vibration, energy and impact absorption capacity. Especially this properties are widely used for safety demands of architecture, auto and aircraft industry. But metal foam need to increased its compression strength and hard- ness. This study were researched about Al-Si alloy foams with variation amount of Si contents for their fabrication and properties such as porosity, cell structure, microstructure and mechanical properties. The result are that the range of pore size is 2~4 mmØ, the high porosity are 88%, high yield strength is 1.8MPa, the strain ratio is 60~70% and vickers hardness is 33.1~50.6.
Key words :
Al-Si alloy foam, Metal foam, Direct casting method.
(Received October 27, 2009 ; Accepted January 15, 2010)
1. 서 론
알루미늄합금은경량성과우수한가공성
,
내식성등의특성을 지니고있고구리나아연,
마그네슘,
실리콘등과쉽게합금화 가가능하다.
또한알루미늄과그합금은자동차,
항공기,
건축 물,
레저나가전용품의재료로널리사용되고있으며,
최근에는 발포금속의재료로도널리사용되고있다.
발포금속은금속재료 분야에서대표적인기능성재료로,
경량고강도,
에너지흡수능 및단열,
방열특성등을지니고있어고기능성,
고부가가치재료로써건축자재
,
수송기계부품에적용이되고있다[1~5].
세라믹이나유기고분자재료의다공질재질에비해고온에서의사 용이가능하고인성이있고
,
금속으로써재활용이가능한특성을 가지고있기때문에환경문제를줄일수있는장점이있다[6].
발포금속중에서폐기공재료는순수알루미늄발포금속의 낮은기계적특성을보완하기위해 여러가지합금이나세라 믹재료를첨가하는연구가진행되고있고열처리를통한발 포금속의강화효과에대한연구도이루어지고있으나발포금속 의낮은열전달특성으로인해
,
열처리효과는미약한상태이 나,
보강재에서 약60%
이하의기공율을지니거나혹은기공 벽이내부와외부의열전달이 충분히가능한정도의두께를지니는발포금속에대해서는합금원소나강화재료를첨가하여 강화효과를부여하고있다
[7].
현재주조법으로제조되는상업 용발포금속은기공율이90%
에육박하며,
기공벽이얇고다공 질의 특징을지니므로,
단열특성이 뛰어나지만용체화처리가 불가능하여시효경화와같은석출물에의한강도향상을얻기 가어렵다.
본연구에서는강도향상과 열팽창계수를적게하고 인성을부여하기위해금속실리콘원소를선정하여발포알루 미늄 제조를시도하였다.
알루미늄-
실리콘합금은주조재로써 가장널리쓰이는재료로유동성이우수하고,
다른원소와의합 금설계가용이하여발포금속의여러가지목적에맞는기초적인 재로로써적합할것으로기대되고발포금속의강도를증가하고 유동성을향상시키기위하여Si
함량을변화하여발포금속을제 조하였으며,
발포금속의기공율,
기공의크기,
미세조직과압축 강도,
경도를측정하여Si
량의효과를상호비교검토하였다. 2. 실험 방법
알루미늄
-
실리콘합금발포금속의제조는Table 1
의실험조 건과같이점증제의량과점증시간,
실험온도(
점증,
발포,
유지 온도)
를변수로두어제조하였다. Fig. 1
은발포알루미늄제†
E-mail : [email protected]
Al-Si
합금발포금속의조직및기계적특성에미치는Si
함량의영향-
김병구·탁병수·정승룡·정민재·허보영 −23
−조시사용한장비의개략도를나타낸것으로
,
임펠러의상하 높이와교반속도의조절이가능하고,
점증및발포,
유지과정 의시간과 온도조절이가능하게제조하였다.
합금화는순수 알루미늄과Al-18wt%Si
모합금을이용하였으며,
모합금용해 후순수Al
을첨가하여Si
의합금량을조절하였고임펠러를사용하여
700
oC
에서10
분간150rpm
속도로 교반하여 합금화하였다
.
용해와합금화를마친 후용탕에점성을부여하기위하여액상선온도보다
20-30
oC
높은온도에서교반하였다.
점증제로서는
Ca
합금을 사용하였다.
이때에 점증제의 양을1.5wt%, 2.0wt%, 3.0wt%
로변화시켰으며,
산화물형성에의한점성을높이기위해임펠러회전속도를
450rpm
으로하여약
20
분간 교반하면서점성을 부여하였다[8~9].
점증이완료된용탕에동일온도에서발포제를투입하여교 반하였으며점증시교반속도의
2
배인900rpm
의속도로교반하 여빠른시간에균질분산되도록하였다.
발포제분말의입자 크기는320
µm
이하의크기를사용하였으며,
투입량은1.5wt.%
로고정하였다
.
용탕내에서발포교반이끝난후용탕에서임펠 러를제거하고,
약90
초간유지하여발포가일어나도록하였다.
발포가진행되는과정에는미세한충격으로도기공벽의붕괴 와기포파괴및병합등불안정한변화가발생할수있으므로 안정된상태에서발포를진행시켰으며
,
또한발포온도가높으면 기포의 병합에의해불균질한기포가형성되므로발포시용탕 온도를일정하게조절하였다.
알루미늄-
실리콘합금의조성에따른최적발포온도를설정하기위해
Al-Si
이원계상태도[10]
를 참고하였다
.
Al-Si
합금 발포금속시편의압축시험은 동적재료 시험기(Shimadzu AG 10TG, Japan)
를사용하여실시하였다.
시편의 크기는size effect
를배재하기위하여30 mm
×30 mm
×30 mm
의정육면체형태로절삭한후
,
사포를이용하여절단면을조 연마하였다.
상대밀도계산은전자저울을사용하여무게를측정 하고,
금속현미경을사용하여측정한마크로조직으로평균기공률이유사한값을화상해석프로그램
(i-solution)
으로측정환산하여 이상밀도를구한후상대밀도로환산하였다
.
각시편 기공벽의 경도는비커스경도기(Akashi, HM-112)
를사용하여10
회측정하였으며최대값과최소값을제외한산출평균값을 도출하였다.
시편기공벽의두께가얇기때문에시편을에폭시 수지로마운팅하여기공벽을고정시킨상태에서경도를측정을 하였다.
3. 실험 결과 및 고찰
3.1 Al-Si 합금의 발포특성Al-Si
합금 발포금속의 제조는순 알루미늄의 최적 조건(Table 1)
을비교재료로이용하였으며액상선상향30~50
oC
를설정하여발포최적조건을설정하였다
. Si
양을1, 3, 7, 12%
로 Table 1.Fabrication conditions for Al-Si alloy foams.
Condition
Process Composition
element Weight
(g) Foam Temp.
(
oC) Stirring
(rpm) Holding
(min)
Melting Pure Al Al, Si
800 g700
Al-Si alloy Pure Al
800 g700
Alloying Pure Al Pure Al
Al-Si alloy Si
1,3,5,12wt%700 150 10
Thickening Pure Al Ca-Al
1.5wt% 680 450 15~20Al-Si alloy Ca-Al
1.5wt%~3.0wt% 680 450 15~20Foaming Pure Al TiH
2 1.5wt% 680 900 0.5Al-Si alloy TiH
2 1.5wt% 620~680 900 0.5Holding Pure Al
680 1.5Al-Si alloy
620~680 1.5Cooling 25
Fig. 1.
Schematic diagram of the apparatus for fabricating metal
foam. (a) Motor, (b) Furnace (Melting, Holding), (c) Air
cylinder, (d) Impeller, (e) Stainless mold.
변화시키면서발포시킨후절단하여연마한단면마크로조직 은
Fig. 2
와같다.
각조성에서,
발포제TiH
2의양은1.5wt%
로 동일하게첨가하였으며,
점증 온도와발포온도,
그리고유지 온도는각각의조건에서동일한온도조건으로발포시킨결과 이다.
Fig. 2
에서(a)
는1wt%
의Si
을첨가하여발포하였을때의 마 크로조직으로순 알루미늄과동일한조건인1.5% Ca
첨가와680
oC
에서 발포하여 제조한 것이고, (b)
는3wt% Si
합금에3wt%Ca
첨가와660
oC
에서발포시켜제조한기공형성사진이다
. (c)
는7wt% Si
합금에3wt%
의Ca
첨가와640
oC
에서 발포시켰을때의 마크로조직이다
. 7wt%Si
합금을순알루미늄발포금속의제조조건으로실험하였을때에는
,
제조된발포금 속은온도가너무높아발포제의분해가빨리일어나면서기 공이성장하며응고가진행되고기공병합에의해표면이꺼지 는경향을보였으며,
이러한이유는높은Si
함량에의한점성 이감소하고용융점이낮아지면서Cell
막내에서의용탕의흐 름이용이해지고막상단과하단의조성이불균일해졌기때문 에기공막으로유지되기가어렵기때문이라생각되며,
이미응 고가일어나유동이불가능한고체부분과유동이가능한액체 부분이공존하여기공막의표면파괴로기공이병합과붕괴를발생시키는것으로사료된다
. (d)
는12wt%Si
합금을발포시켰을때의 마크로사진으로
, 620
oC
의온도와3wt%
의Ca
첨가, 20
분의점증시간에서발포가일어났으며
,
순알루미늄발포조건 으로제조하였을 때와, 7wt%
의실리콘이함유된경우보다부 피의수축이더욱심하게일어났다.
공정조성인12wt%Si
의경 우일반적으로주조가용이하고유동성이좋은조성으로알려 져있지만,
발포금속의경우에는다공질구조를형성하면서 기 공이균일하게분포하지않아제조된시편도높은 실리콘함 량과과도한 점증으로인해산화물들의형성이용이하여취성 이 높아져서 기공파괴가 쉽게 일어났다고생각된다.
실리콘의함량이증가할수록기공벽의안정성이감소하여기공 의파괴와병합이일어났다고생각된다
.
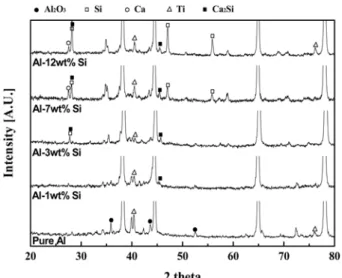
이러한이유를규명하기 위하여X
선회절분석기로순알루미늄발포금속과1wt%Si,
3wt%Si, 7wt%Si, 12wt%Si
을첨가한발포금속의회절패턴을측정한 결과는
Fig. 7
과 같다.
실리콘의 함량이 증가할수록Ca
2Si
와같은 실리콘화합물의회절peak
가강하게나타났고,
그정도가증가하였으며
, Al
2O
3와같은알루미늄산화물의양 이줄어든 것으로생각된다.
이러한 실리콘화합물의생성은Al
2O
3의산화피막에정출되어안정한표면상태를유지하기가 어렵게되고기공벽의불안정성을초래한다는연구결과와일치한다고 생각된다
[11].
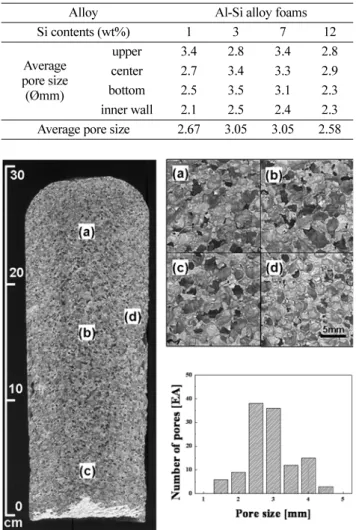
제조된시편의기공양상을분석하기 위해전체 시편중심 의세로 방향으로절삭한단면을스캔이미지를얻어서시편 의 상부
,
중심,
하부,
외곽의4
곳을영상해석 프로그램(i-
solution)
을 이용하여 기공 크기를 측정한 결과를Table 2
에나타내었다
.
측정된결과를바탕으로기공크기에따른분포를 분석하였다. Fig. 3
은Al-1wt%Si
합금발포금속에대한마크 로조직으로서기공의크기와분포를측정할수있는데,
적절 한점도를유지하는데있어상부로올라갈수록기공의크기가 약간씩증가하였으며,
냉각이빨리 일어나는외곽표피부위는 기공이형성되어 새로이생성된하부기공의적층현상으로 Fig. 2.Macro Structures of Al-Si alloy foams with variation Si
contents and foaming conditions. (a) 1wt%Si : 1.5wt%Ca, 15 min, 700
oC, (b) 3wt%Si : 3.0wt%Ca, 15 min, 660
oC, (c) 7wt%Si : 3.0wt%Ca, 20 min, 640
oC, (d) 12wt%Si : 3.0wt%Ca, 20 min, 620
oC.
Table 2.
The results of pore sizes at each position in Al-Si alloy foams.(Ømm)
Alloy Al-Si alloy foams
Si contents (wt%) 1 3 7 12
Average pore size
(Ømm)
upper 3.4 2.8 3.4 2.8
center 2.7 3.4 3.3 2.9
bottom 2.5 3.5 3.1 2.3
inner wall 2.1 2.5 2.4 2.3
Average pore size 2.67 3.05 3.05 2.58
Fig. 3.
Macro structures and pore size and average number of Al-
1wt%Si alloy foam. (a) upper (b) center (c) bottom (d) inner
wall.
Al-Si
합금발포금속의조직및기계적특성에미치는Si
함량의영향-
김병구·탁병수·정승룡·정민재·허보영 −25
−크기가약간작게나타나는일반적인양상을보였다
.
기공 크기의 분포는
2.5 mm~3.0 mm
에집중된것을알수있었으며,
전체적으로비교적균일한기공구조를나타내었다
. Fig. 4
는3wt%Si
합금발포금속을분석한마크로조직으로,
중심부기공의 병합이일어나 기공의크기가 다소 커졌고
, 2.5 mm~
4.0 mm
로넓은분포를나타내었다.
이러한결과는실리콘의함량이 증가함에따라응고시액상선온도가약간낮아지므로 기공막형성유지온도가높아져서표면장력이낮아져기공의합 치가용이해졌기때문이라고생각된다
. Fig. 5
는7wt%Si
합금 발포금속의마크로조직과기공크기를분석한결과로서기공 의형상과크기는비교적균일한양상을나타내었다.
발포온 도를낮추어적절한점도를부여함으로서기공의병합이나붕 괴는많이일어나지않았지만,
실리콘함량이증가하여기공벽 의 안정성이낮아져불균일한 형상의기공이생성된것으로판단된다
. Fig. 6
은12wt%Si
합금발포금속의마크로조직으로발포온도를 약간낮추고점증량을
3.0wt%
로하여, 20
분간 점증 교반시켜서적당한점도를유지하여기공의병합과기 공벽의붕괴를방지할수있었지만,
발포온도가약간낮아발포 제의분해에필요한충분한열량을공급받지못해분해작용이 안전하게일어나지않았다고보며,
기공의크기가비교적작고기공율도 낮게 나타난 것으로 생각된다
[14~15].
Fig. 7
은시편의높이와길이,
무게를측정하여,
식(1)
에대 입하여제조된시편의기공율을계산한값을그래프로나타낸 것이다.
실리콘의함량이증가할수록시편의기공율이낮아지는 경향을나타내었다.
이러한이유는실리콘의함량이증가하면 액상선온도는낮아지고실리콘을함유한α초정과액상의기공 을형성하는막의표면장력과Cell
막과막사이의액체유동과 응고에영향을주고발포제의분해가일어날수있는충분한 열량을일정시간내에 얻지못하기때문인것으로사료된다[12].
또한기공의내부압력이기공막표면장력보다크게되어막을 파단시키면서 일어나게 된다
.
ρr
= (1 - r
*/r
s)
× 100(1)
ρr
=
기공율 Fig. 4.Macro structures and pore size and average number of Al-
3wt%Si alloy foam. (a) upper (b) center (c) bottom (d) inner wall.
Fig. 5.
Macro structures and pore size and average number of Al- 7wt%Si alloy foam. (a) upper (b) center (c) bottom (d) inner wall.
Fig. 6.
Macro structures and pore size and average number of Al-
12wt%Si alloy foam. (a) upper (b) center (c) bottom (d)
inner wall.
r
*=
발포금속의 밀도r
s=
모재의 밀도3.2 압축 강도 시험 결과
Fig. 8
은알루미늄-
실리콘합금발포금속의압축강도를측정하여응력
-
변형률곡선으로나타낸그래프이다.
전체조성에서 전형적인발포금속의응력-
변형률곡선을나타내고있으며초기 항복강도가높고변형률이증가함에따라서서히증가하다가 약60%
변형률에서판단변형으로전이되고있다.
실리콘의함량이
1wt%
에서3wt%
로증가할때약1.4
배의항복강도향상이있었으나
, 7wt%, 12wt%
의경우에는강도향상의효과가거의없었으며
,
변형률이증가할수록변형률곡선의요철이심 하게나타났다.
이러한이유는제조시높은점도가필요했던7%Si
합금과12%Si
합금에 점도를 높이기 위해 칼슘을3.0wt%
첨가하고,
점증교반시간을15
분에서20
분으로증가시켰기 때문에
CaO
상이나AlSi
상과같은취성이비교적큰다량의산화물및침상의공정상이정출되거나
film
막에내재되어 취성이 높아졌기때문인 것으로 사료되며
, 1wt%, 3wt%
실리콘합금의경우와는달리기공벽의분쇄현상이일어났기
때문이라생각된다
.
특히12wt%
실리콘합금의경우에직육면Fig. 7.
Estimated percentage of porosities of each Al-Si alloy foams. (a) 1wt%Si (b) 3wt%Si (c) 7wt%Si (d) 12wt%Si.
Fig. 8.
Compressive stress-strain curves of Al-Si alloy foams at 90% porosity.
Fig. 9.
Micro structures of Al-Si alloy foams with variation of Si contents. (a) 1wt%Si (b) 3wt%Si (c) 7wt%Si (d) 12wt%Si.
Al-Si
합금발포금속의조직및기계적특성에미치는Si
함량의영향-
김병구·탁병수·정승룡·정민재·허보영 −27
−체모양으로정출된
Al
20CaTi
2상이나침상의Al
13Fe
4, AlFe
상등은고유의 높은취성
[13]
과공정상인AlSi
상의침상조직이α상보다높은취성으로그정도가더욱크게나타났다고본다
.
3.3 Cell 벽의 미세 조직 관찰
Fig. 9
는Al-Si
합금에서Si
량을변화시켜제조한발포금속의기공벽을형성하는
node
부위조직을금속현미경으로관찰한조직사진이다
. 1wt%Si
합금의조직에서침상인공정Si
상과미량 의 각형Ca
2Si
상 및구형의회색인작은AlCaSiO
2 산화물상 과흑색의미소기공들이관찰되었고, 3%wtSi
합금에서는 α상 입계를따라생성된공정상과진회색각형Ca
2Si
상,
검은색의 미소기공이관찰되었다. 1wt%
의실리콘이첨가되었을때와는 달리,
입내에서의공정상들은극히미세하게분포되어있다.
이러한이유는
XRD
분석결과(Fig. 11),
실리콘의첨가로알루미늄산화물이 줄어들고실리콘산화물혹은화합물의 양이 증가하여초기에생성된상들이응고과정을거치면서입계로
밀려나가입계 주위에존재하는것으로생각된다
. 7wt%Si
합금의경우에는입계를중심으로더 많은침상의공정
Si
상과Ca
2Si
상이 관찰되었고 흑색의 미소기공도 존재하였으며,
12wt%Si
합금의경우에는공정Si
상이입계에다량정출되고직육면체의
Ca
2Si
상과편상의AlCaTi
x상도 다량 정출되었다.
12wt%Si
의경우과공정상의초정실리콘상이정출된것같이보이나
,
초정Si
상은육각또는5
각판상조직이나시편에서정 출된상은직육면체형상으로초정Si
상과는구분이된다[14~15].
이러한상들을분석한결과는
Danied[16]
등의연구결과와도일치하고있다
.
정출상이많은이유는Al
이점증교반시일반적 인 주조공정에비해다량의Al
산화물을 형성하고Si
함량이 공정조성으로높아짐에따라점증을위해첨가하는소량의Ca
에의해
Ca
2Si
상과,
기공의형성을위해 첨가되는Ti
수화물에서분해 후남은
Ti
가AlCaTi
상을 형성하며과공정조성이생성된 것으로 판단된다
.
Fig. 10
은7wt%Si
합금발포금속의기공벽을EDS Mapping
분석한결과이다
.
알루미늄과실리콘,
칼슘,
티타늄등원소들 의분포양상으로보아육안으로관찰되는상들은대부분공정 혹은금속간화합물상이라볼수있으며, Si
와Ca, O
의분석위 치가일치하는것으로보아Si
산화물과금속간화합물상이생성 되었다는것을알수있었고,
위치는결정립계를 따라공정상 이 정출된다고 생각된다.
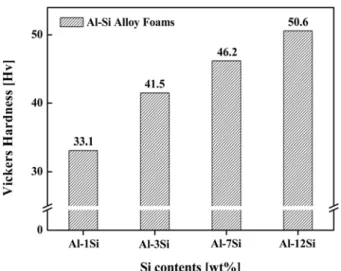
3.4 Cell 벽의 경도 시험 결과
Fig. 12
은Si
량에 따른합금발포금속시편의기공벽과기공이합치되는
node
부분을비커스경도기로측정한결과이다.
기공벽의경도와
node
부분의경도차이는크지않았으며실리콘의함량이증가할수록경도는높아지는경향을나타내었고
,
특히
1wt%
에서3wt%
로증가시에경도가상승하는 경향이두드러지게나타났고
, 1% Si
에비해12%Si
의경우에는경도 값이약2
배정도높게나타났다.
기공벽의경도는실리콘상의 분율에비례하며증가하고있음을알수있었으며,
발포금속의 경우경도와압축강도의상관관계는없었으나동일한cell
두께 Fig. 10.The results of EDS mapping analyse of Al-7wt%Si alloy foam.
Fig. 11.
X-ray diffraction patterns of Al-Si alloy foams with variation
of Si contents.
에서는경도가높을수록압축강도가높은것을알수있는데 압축강도는
cell
의두께에비례하는영향이더크게나타났다. 4. 결 론
알루미늄에
1wt%, 3wt%, 7wt%, 12wt%
의 실리콘을첨가 하여발포금속으로제조하였을때의연구결과는다음과같다.
1) 1wt%Si
합금발포금속은순알루미늄과동일한발포조건으로 제조가가능하였으며
, 3wt%Si, 7wt%Si, 12wt%Si
합금 은3.0%
의 점증제와 각각660
oC, 640
oC, 620
oC
의 점증 및 발포온도에서, 15
분, 20
분의넓은점증시간대에서발포가가 능하였으며 기공도는60%
에서85%
를 얻었다.
2) Si
첨가량에따른조직분석및경도측정결과,
실리콘의함량이증가할수록공정
Si
분율이높아졌고,
경도또한실리 콘 상의 분율에 비례하여 증가하였다.
3)
압축강도는3wt%
의실리콘이첨가된발포금속의강도가가장높게나타났으며
, 7wt%, 12wt%
의실리콘이 첨가된발 포금속은점증공정에서생성된산화물과,
공정실리콘상 및Ca
2Si
상들의영향으로취성이증가하여평탄구역강도값의변화가 크게 나타났다
.
감사의 글
본연구는지식경제부의중기거점기술개발사업
(10028377)
과 경상대항공기부품기술연구소연구비지원으로,
이루어졌으며 지원에 감사드립니다.
참고문헌
[1] John Banhart, Metal foam production and stability, Advanced engineering materials, 9 (2006) 781-794
[2] Ashby MF, Evans A, Fleck NA, Gibson LJ, Hutchison JW, Wadley HNG. Metal foams: a design guide. Oxford: Butterworth Heinmann; (2000) Oxford 6-23
[3] Gibson LJ, Ashby MF, Cellular solids, 2nd ed. Cambridge University Press; (1997) 15-51
[4] Dirk Lehmhus, John Banhart, Properties of heat-treated aluminum foams; Materials science & engineering A, 349 (2003) 98-110
[5] Roberto Montanini, Measurement of strain rate sensitivity of aluminum foams for energy dissipation, Inter. J of Mechanical sciences, Vol. 47 (2005) 26-42.
[6] Gibson LJ, Ashby MF, Cellular solids, 2nd ed. Cambridge University Press; (1997).
[7] Lehmhus D, Banhart. J. Properties of heat-treated aluminum foams. Matr SciEng A (2003) 349:98-110.
[8] Soo-Han Park, Sang-Youl Kim, Duck-Kyu Ahn, Dong-In Ha, Soon-Hyung Cho, A Study on the Viscosity and Surface Tension for Foaming Materials and the Effects of Addition Elements, Korean Journal of Materials Research, Vol.12, No.9 (2002) 729~734
[9] Bo-Young Hur, Soo-Han Park, Myeong-Hyeong Jang, Hyun Jun Park (A) Study on surface tension and viscosity of molten aluminum alloys. J.KASBIR, Vol3, No.2 (2003) 23~30 [10] Thaddeus B. Massalski, Binary alloy phase diagrams,
American Society for Metals, (1990) Volume 1. Ac-Au to Fe-Pb [11] Zhong Lijun, Wu Jinbo, Qin Jiting and Ning Qiu, in proceedings of the International Conference on Interface in Metal-Ceramics Composite, Anaheim, California, Feb 1990, (1989) 213.
[12] M. T. Malachevskya, and C. A. D’Ovidioa, Thermal evolution of titanium hydride optimized for aluminium foam fabrication, Scripta Materialia 12 (2009) 1-4
[13] Haizhi Ye, An Overview of the Development of Al-Si-Alloy Based Material for Engine Applications, JMEPEG (2003) 12:
288-297.
[14] Insu Jeon, Tadashi Asahina, The effect of structural defects on the compressive behavior of closed cell Al foam, Acta materialia, 53 (2005) 3415-3423
[15] A. E. Markaki, T. W. Clyne, The Effect of cell micro structure in the deformation and fracture of aluminum based foam, Acta Mater., 49 (2001) 1677-1686
[16] R. Edwin Raj, B. S. S. Danied, Structural and Compressive Properties Correlation of Closed- cell aluminum foam. J. of Alloys and Componds, 467(2009) 553-554
Fig. 12.