Effects of Nanoclay and Glass Fiber on the Microstructural, Mechanical, Thermal, and Water Absorption Properties of
Recycled WPCs 1
Young-Rok Seo 2 ⋅Birm-June Kim 2,† ⋅Sun-Young Lee 3
ABSTRACT
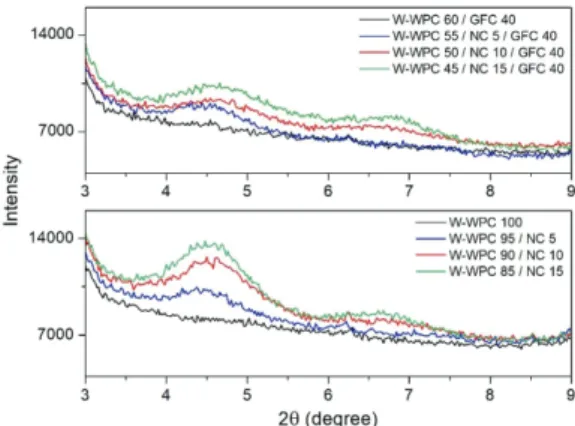
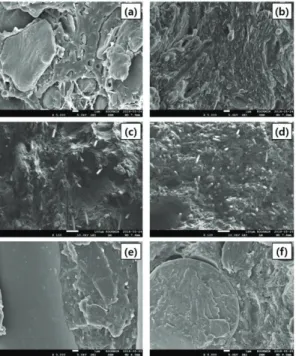
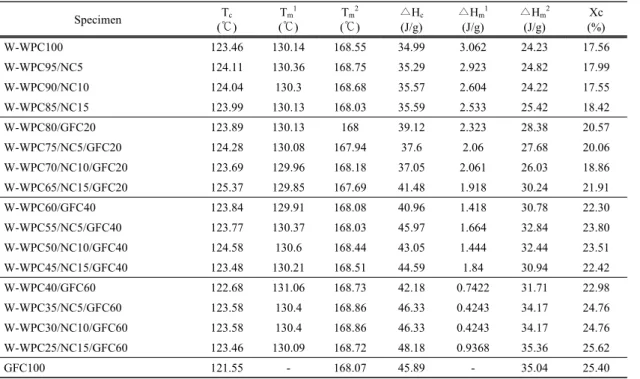
1)When wood plastic composites (WPCs) have been used for a certain period of time, they become waste materials and should be recycled to reduce their environmental impact. Waste WPCs can be transformed into reinforced composites, in which fillers are used to improve their performance. In this study, recycled WPCs were prepared using different proportions of waste WPCs, nanoclay, and glass fiber. The effects of nanoclay and glass fiber on the microstructural, mechanical, thermal, and water absorption properties of the recycled WPCs were investigated. X-ray diffraction showed that the nanoclay intercalates in the WPCs. Additionally, scanning electron micrographs revealed that the glass fiber is adequately dispersed. According to the analysis of mechanical properties, the simultaneous incorporation of nanoclay and glass fiber improved both tensile and flexural strengths. However, as the amount of fillers increases, their dispersion becomes limited and the tensile and flexural modulus were not further improved. The synergistic effect of nanoclay and glass fiber in recycled WPCs enhanced the thermal stability and crystallinity (X
c).
Also, the presence of nanoclay improved the water absorption properties. The results suggested that recycled WPCs reinforced with nanoclay and glass fiber improved the deteriorated performance, showing the potential of recycled waste WPCs.
Keywords: wood plastic composites, waste materials, recycled composites, nanoclay, glass fiber
1. INTRODUCTION
Wood Plastic Composites (WPCs) are composite materials mainly composed of wood flour and thermo- plastic polymers. While wood flour has the advantages of low cost, low density, and biodegradability, thermo- plastic polymers have good moisture resistance and di-
mensional stability. Since WPCs showed the advantages of both wood and thermoplastic materials, WPCs have been applied to housings where wood and thermoplastic materials are needed as alternatives of conventional construction materials (deck, fence, siding and window frame, etc.). Recently, in furniture and automotive in- dustries, the use of WPCs has been steadily increasing
1
Date Received April 2, 2019, Date Accepted July 15, 2019
2
Department of Forest Products and Biotechnology, Kookmin University, Seoul 02707, Republic of Korea
3
Wood Chemistry Division, National Institute of Forest Science, Seoul 02455, Republic of Korea
†