반탄화 우드칩의 열분해 특성 및 발열량에 관한 연구
김기석⋅최은아⋅류정석*⋅이용표*⋅박종연*⋅최승호*⋅박수진†
인하대학교 화학과, *한국동서발전
(2012년 3월 29일 접수, 2012년 6월 2일 심사, 2012년 8월 3일 채택)
A Study on Pyrolysis Characterization and Heating Value of Semi-carbonized Wood Chip
Ki-Seok Kim, Eun-A Choi, Jeong-Seok Ryu
*, Yong Pyo Lee
*, Jong-Yeon Park
*, Seung-Ho Choi
*, and Soo-Jin Park
†Department of Chemistry, Inha University, Inchen 402-020, Korea
*
Engineering Development Team, Construction Department, Korea East-West Power, Seoul 135-090, Korea (Received March 29, 2012; Revised June 2, 2012; Accepted August 3, 2012)
본 연구에서 반탄화 우드칩은 저온 열처리 방법에 의하여 제조하였고, 열처리 온도에 따라 제조된 반탄화 우드칩의 열분해 특성과 발열량을 측정하였다. 반탄화 우드칩의 기초 열분해 특성을 조사하기 위하여 열중량 분석기를 이용하 였고, 발열량은 발열량 측정기를 이용하여 확인하였다. 열중량 분석기 결과로부터, 저온에서 열처리된 열처리 샘플은 순수 우드칩과 유사한 200 ℃에서 400 ℃ 구간에서 가장 활발한 열분해 반응을 보였고, 반면에 열처리 온도의 증가에 따라 제조된 반탄화 우드칩의 초기 열분해 온도는 증가하는 것을 확인할 수 있었다. 또한, 반탄화 우드칩의 발열량은 열처리 온도의 증가에 따라 증가하는 것을 확인하였다. 이는 열처리 온도 증가에 따라 우드칩의 주성분인 셀룰로오스, 헤미셀룰로오스, 그리고 리그닌의 부분적인 탄소화에 의한 탄소함량의 증가에 기인하는 것으로 판단된다.
In this work, a semi-carbonized wood chip (SC-WC) was prepared by heat-treatment at low carbonization temperature. The pyrolysis characterization and heating value of the SC-WC at different heat-treatment temperature were evaluated. The py- rolysis characterization and heating value of the SC-WC were determined using thermal gravimetric analyzer (TGA) in N
2atmosphere and calorimeter, respectively. From the TGA results, the thermal decomposition reaction of the SC-WC treated at by low temperature was similar to pure wood chip and the reaction was most actively occurred in the range of 200 ℃ to 400 ℃, whereas the initial thermal decomposition temperature of the SC-WC increased with the increasing heat-treatment temperature. In addition, the heating value of the SC-WC showed a similar trend as to the decamposition temperature behavior. This is probably attributed to increased carbon content of SC-WC by the localized carbonization of the wood chip which consisted of cellulose, hemi-cellulose, and lignin.
Keywords: wood chip, pyrolysis, heating value, semi-carbonization, thermal decomposition
1. 서 론
1)
최근 전세계적으로 화석연료의 고갈과 함께 에너지 절약에 대한 중 요성이 크게 부각되고 있으며 이에 대한 대안으로 바이오매스와 같은 신재생에너지원의 개발을 위하여 많은 노력이 이루어지고 있다. 다양한 신재생에너지원 중 하나인 목질계 바이오매스는 광합성에 의한 이산 화탄소 흡수효과로 탄소중립적(Carbon neutral)이며, 연소시 이산화탄 소 발생량은 화석연료의 1/10 이하이고 이산화황(SO
x) 발생량이 매우
† Corresponding Author: Inha University Department of Chemistry
Nam-gu, Incheon 402-020, Korea
Tel: +82-32-876-7234 email: [email protected]
pISSN: 1225-0112 @ 2012 The Korean Society of Industrial and Engineering Chemistry.
All rights reserved.
적은 청정연료로서 기존의 석탄과 석유와 같은 화석연료의 대체뿐만 아니라 기후변화 대응 및 온실가스 감축의 유용한 수단으로 주목 받 고 있다. 따라서 쿄토 의정서(1997)에 의해 규제되는 이산화탄소 배출 문제를 해결할 수 있는 친환경적 에너지원으로 목재, 초목뿐만 아니라, 폐목재, 식물찌꺼기와 폐기물까지 매우 광범위한 바이오매스의 활용을 위한 연구가 많이 진행 중이다[1-3].
하지만 위에서 언급한 바와 같이 많은 장점을 갖는 바이오매스의
활용에 관한 연구는 1980년대부터 지금까지 유럽⋅캐나다⋅일본 등
삼림이 풍부한 국가를 중심으로 진행되어 왔다. 반면에 국토의 약 70%가
산지에 달하는 우리나라는 최근부터 환경에 관한 많은 관심과 함께
친환경적 측면이 강조되면서 바이오매스의 재활용 기술의 연구가 크게
증가하고 있다. 또한 폐목재를 비롯한 다양한 바이오매스들은 자연적
이고 지속적으로 재생되어지는 장점을 지닌 화학원료물질의 공급원
(Chemical feedstock) 으로서 훌륭한 대체자원이 될 수 있다는 사실을
Table 1. Appearance of Wood Chip
Item Unit Wood chip
Proximate analysis
Moisture
wt%
13.83
Volatile matter 15.08
Fixed carbon 60.32
Ash 10.77
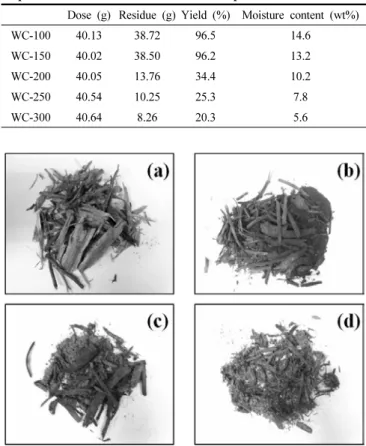
Table 2. Yield and Moisture Content of Semi-carbonized Wood Chip Prepared with Different Heat-treatment Temperatures
Dose (g) Residue (g) Yield (%) Moisture content (wt%)
WC-100 40.13 38.72 96.5 14.6
WC-150 40.02 38.50 96.2 13.2
WC-200 40.05 13.76 34.4 10.2
WC-250 40.54 10.25 25.3 7.8
WC-300 40.64 8.26 20.3 5.6
Figure 1. Images of WC-150, WC-200, WC-250, and WC-300.
인식하고 관련분야에 대한 활발한 연구가 필요하다[4-6]. 그리고 바이 오매스를 이용한 난방시설의 경우 석탄, LPG, LNG 등과 같은 기존에 널리 사용되고 있는 화석연료와 비교하여 온실가스(Green house gases) 저감 효과가 탁월한 것으로 평가되며, 탄화수소(THC), SO
x그리고 질산 화합물(NO
x) 의 경우에는 바이오매스 난방이 기타 난방방식에 비해서 환경적 편익이 적은 것으로 나타난다[7,8].
목질계 연료로서 우드칩은 임목부산물 또는 폐목재 등을 연료 생산 을 목적으로 목질칩 파쇄기를 이용하여 잘게 분쇄한 목재조각을 의미 하며 최근에는 열병합발전소용 원료로 사용하기 위한 많은 연구가 진행 중이다. 크기는 약 5∼150 mm로 가공비 및 가공시 에너지 소비가 적은 장점을 갖는다. 그러나 벌목재 및 임목폐기물 목질칩의 경우, 폐 목재 목질칩과 달리 수분함량이 높아 양질의 목질칩을 생산하는데 어 려움이 있다. 반면에 우드 펠릿은 목재 가공과정에서 발생하는 건조된 목재 잔재 또는 미세 파쇄를 통해 얻어진 톱밥을 압축하여 생산하는 표준화된 목질계 연료를 말한다. 따라서 함수율은 우드칩에 비해 낮 아서 약 10 wt% 수준이며, 다른 형태의 목질계 연료에 비해 에너지밀 도가 높고 운반성이 용이하다. 하지만 우드칩과 비교하여 단위 무게 당 가격이 높은 단점을 갖는다[9,10].
최근에는 목질계 바이오매스 연료 중 반탄화펠릿이 많은 관심을 받 고 있다. 일반 우드 펠릿은 미세 분쇄된 나무 입자를 일정 온도에서 가압과 함께 일정한 형태로 만들어진다. 일반 우드 펠릿과 비교하여 반탄화 펠릿은 미세분쇄된 나무 입자를 200 ℃ 이상의 고온 조건하에 가압과 함께 만들어지지만 일반 우드 펠릿 대비 가격이 비싼 단점을 갖는다. 따라서 단위 열량기준 대비 가격을 일반 우드 펠릿과 동일하 게 맞춘다면 낮은 흡습성과 함께 향상된 발열량과 연료 무게 감소 및 밀도가 강해져 보관과 운송비용은 더욱 감소시킬 수 있어 지속적인 연구가 진행 중이다.
하지만 반탄화 펠릿의 경우 우드칩의 미세분쇄와 가압 공정 등 추 가적인 생산 공정이 필요한 단점을 갖는다. 따라서 본 연구에서는 임 목부산물을 재활용하여 열병합발전소용 고순도 및 높은 발열량을 갖는 우드칩을 제조하기 위하여 간단한 분쇄와 저온 반탄화법을 이용하였다.
그리고 열처리 온도의 변화에 따라 제조된 반탄화 우드칩의 열분해 거동과 발열량 변화에 대하여 논의하고자 한다.
2. 실 험
2.1. 재료 및 샘플 제조
본 실험에서는 임목부산물(혼합 수종)로 구성된 우드칩을 사용하였고 우드칩의 특성은 공업분석을 통하여 Table 1에 나타내었다. 우드칩의 열처리를 통한 반탄화를 위하여 머플형 퍼니스를 사용하였다. 약 40 g 의 우드칩을 머플퍼니스에 넣고 승온속도 10 ℃/min으로 하여 100, 150, 200, 250, 그리고 300 ℃에서 30 min간 대기조건 하에 열처리를 하였다. 열처리 후 얻어진 우드칩의 수분 함유량 및 잔존량은 Table 2 에 나타내었다.
2.2. 분석
열처리에 의해 제조된 반탄화 우드칩의 수분 함량은 할로겐 램프법을 사용하는 수분 측정기(Moisture Analyzer; CMB25, CAS)를 이용하여 150 ℃ 온도조건하에 자동 측정방법을 이용하여 수분 함량의 변화가 없는 시점까지 측정하였다.
반탄화된 우드칩의 열분해거동 측정을 위하여 열중량 분석기 (Thermogravimetric analyzer; NETCH AC-350) 를 이용하여 30 ℃에서 850 ℃ 구간에서 승온속도 10 ℃/min으로 질소 분위기하에 측정하였다.
열처리에 의해 제조된 반탄화 우드칩의 성분분석은 원소분석기 (Elemental Analyzer; Flash EA1112, Thermo Electron Corporation) 를 이용하여 측정하였다.
열처리 온도변화에 따라 제조된 반탄화된 우드칩의 발열량 측정을 위하여 산소분위기 하에서 자동 타입 칼로리메터 (Calorimeter; LECO AC-350)를 이용하여 측정하였다.
3. 결과 및 고찰
3.1. 반탄화 우드칩의 성상
열처리 온도에 따라 제조된 반탄화 우드칩의 성상을 Figure 1에 나타
내었으며 반탄화 우드칩의 수득률을 Table 2에 나타내었다. Figure 1
에서 보는 바와 같이 본 실험에서 사용된 임목부산물은 1차 분쇄 공
정을 통하여 칩(Chip) 형태로 제조하여 실험에 사용하였다. 우드칩은
대기조건 하에 머플퍼니스를 이용하여 100∼300 ℃의 상대적으로 낮은
온도 하에서 열처리하였다. 상대적으로 낮은 온도 (150 ℃)에서 열처
리된 WC-150은 Figure 1(a)에서 보는 바와 같이 수분을 포함한 저온
Figure 2. The pyrolysis behaviors of WC-100; (1) hemi-cellulose, (2) cellulose, and (3) lignin (< 100 ℃ : water and low temperature volatile components).
Figure 3. TGA thermogram of WC-100, WC-150, WC-200, WC-250, and WC-300 under N
2condition.
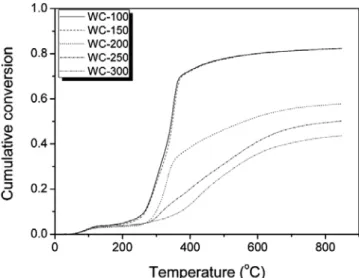
Figure 4. Cumulative conversion of WC-100, WC-150, WC-200, WC-250, and WC-300 with increasing analysis temperature.
휘발성 물질만 제거될 뿐 성상에 변화는 보이지 않았다. 반면에 200 ℃ 에서 열처리된 우드칩은 구성성분의 부분적인 열분해 반응과 함께 성 상이 변하는 것을 알 수 있다. 250 ℃ 이상에서 열처리된 우드칩의 경우 열처리 온도의 증가에 따라 열분해 반응 증가 및 부분적인 탄소화의 증가로 순수 우드칩의 중량 및 부피 감소와 함께 많은 ash가 형성됨을 확인할 수 있었다.
Table 2 는 우드칩의 열처리 온도에 따라 제조된 저온 반탄화 우드칩 의 수득율(Yield)을 나타내었다. Table 2에서 보는 바와 같이, WC-100과 WC-150의 경우에는 열처리 후 수득률이 96% 이상으로 앞서 설명한 바와 같이 우드칩 내 저온 휘발성 물질이 제거되어 낮은 무게 감량을 나타낸다. 반면에 200 ℃ 이상 열처리 온도를 증가시킨 경우 열처리 후 수득률은 매우 크게 감소함을 확인하였다. 이러한 결과는 200 ℃ 이상 열처리시 우드칩의 저온 휘발성 물질의 제거뿐만 아니라 기본 구성성분의 부분적인 열분해 반응으로 중량 감소에 의한 것으로 판단 되며, 우드칩의 열분해 반응 메커니즘은 다음과 같다.
목질계 바이오매스는 잘 알려진 바와 같이 셀룰로오스(Cellulose), 헤미셀룰로오스(Hemi-cellulose), 그리고 리그닌(Lignin)을 주성분으로 하여 구성되어 있다[11,12]. Figure 2는 순수 우드칩과 비교하여 열처리 공정을 통하여 낮은 수분함량을 갖는 WC-100의 열분해 거동을 나타 낸다. Figure 2에서 보는 바와 같이, 대기압 하에서 우드칩 주성분의 내열성은 100 ℃ 부근에서 대부분의 수분을 포함한 저온 휘발성 물질이 제거되고, 헤미셀룰로오스(180∼300 ℃)-셀룰로오스(240∼400 ℃)-리 그닌(280∼550 ℃)의 순으로 각각 이 온도 이상에서 변색, 분해 또는 연화, 가스화 및 발열되어 부분 탄화가 진행된다[13,14]. 우드칩의 주 성분 중 헤미셀룰로오스는 셀룰로오스와 리그닌보다 중합도(약 50∼
200) 가 작아 구조적으로 무르고 내열성이 약하다. 따라서 상대적으로 저온에서 결합이 깨지고 쉽게 탄화가 일어나 낮은 열처리 온도에서 쉬운 탄화반응을 통하여 우드칩 내 탄소함량 증가에 커다란 영향을 미친다. 반면에 셀룰로오스와 리그닌은 골격을 유지하여 우드칩의 형태 및 특성을 유지하는 역할을 하게 된다.
3.2. 반탄화 우드칩의 열분해 특성
열중량 분석기를 이용하여 분석한 열처리 온도에 따라 제조된 반탄화
우드칩의 열분해 거동 및 전환율 결과를 Figures 3과 4에 나타내었다.
앞서 언급한 바와 같이 목질계 바이오매스의 경우 셀룰로오스, 헤미 셀룰로오스, 그리고 리그닌 등 다양한 성분을 함유하고 있기 때문에 다양한 구간에서 휘발 및 열분해와 함께 중량 감소를 보이는 것을 알 수 있다. Figure 3에서 보는 바와 같이, 저온에서 열처리된 WC-100과 WC-150 은 우드칩의 기본 특성을 유지하며 순수 우드칩과 유사한 열 분해 거동을 나타내는 것을 확인할 수 있다. WC-100과 WC-150의 경우 100 ℃ 부근에서 열을 흡수해 반응하는 탈수 흡열반응이 일어나고, 200 ℃ 이상에서부터는 탈휘발화 반응과 고정탄소의 열분해반응이 동 시에 일어나는 것을 확인할 수 있었다. 연소 프로파일은 100∼200 ℃ 에서 탈휘발화 반응이 시작되어 우드칩의 주요 구성성분들의 열안정성 특성에 따라 200∼400 ℃ 구간에서 가장 활발한 열분해반응을 보이며 약 400 ℃ 이상에서 고정탄소의 열분해반응이 종료되는 것으로 나타 났다[15,16].
반면에 헤미셀룰로오스의 열분해 반응이 시작되는 180 ℃ 이상에서
열처리 후 제조된 반탄화 우드칩은 WC-100 및 WC-150과 다른 열분
Table 3. Elemental Composition of Semi-carbonized Wood Chip (Unit : %)
SA C H O N S Ash
WC-100 47.32 5.97 22.96 0.43 - 17.6
WC-150 47.59 5.71 22.85 0.82 - 17.6
WC-200 59.89 3.09 14.89 0.83 - 42.2
WC-250 60.72 2.98 14.68 1.28 - 49.8
WC-300 61.25 2.72 13.99 1.29 - 56.5
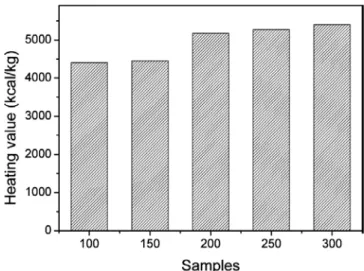
Figure 5. Heating value of the WC-100, WC-150, WC-200, WC-250, and WC-300 with different heat-treatment temperatures.
해거동을 나타내는 것을 확인하였다. 200 ℃ 이상의 고온에서 열처리 된 샘플의 경우 WC-150과 비교하여 280 ℃ 이상의 높은 온도에서 열 분해반응이 일어나고 열분해반응 시작 온도 역시 열처리 온도의 증가와 함께 증가하는 것을 확인하였다. 또한, 열처리 온도 증가와 함께 제조 된 반탄화 우드칩의 열분해반응 후 남은 재의 양 역시 크게 증가함을 확인하였다. 이는 열처리 온도의 증가에 따른 1차 헤미셀룰로오스의 열분해와 함께 부분적인 탄소화와 2차적인 셀룰로오스와 리그닌의 탄 소화에 따른 우드칩 내 탄소 함량의 증가에 의한 것으로 판단된다. 열 처리 온도 증가에 따라 제조된 반탄화 우드칩 내에 탄소 성분이 증가 할 경우 우수한 열적 특성을 갖는 탄소성분은 질소 분위기하에서 급격 한 열분해반응이 아닌 400 ℃ 이상 고온에서 부분적인 열분해 반응과 함께 낮은 중량 감소 그래프 형태를 보이며 반탄화 우드칩의 열분해 반응 종료 온도(850 ℃)에서 미반응 잔여물로 남아 있는 것을 알 수 있다.
또한 Figure 3으로부터 얻어진 온도에 따른 반탄화 우드칩의 열분 해 반응율을 의미하는 Figure 4의 전환율(Conversion)로부터 저온 열 처리된 WC-100과 WC-150은 전환율이 1에 가깝게 나타나는 것을 확 인하였다. 하지만 상대적으로 고온에서 열처리된 반탄화 우드칩의 경 우에는 시료 내에 많은 탄소 및 ash 함량의 영향으로 WC-100 및 WC-150과 비교하여 낮은 전환율을 나타내는 것으로 판단된다. 열처 리 온도에 따라 제조된 반탄화 우드칩의 원소분석 및 열분해반응 후 ash 함량 결과를 Table 3에 나타내었다. Table 3에서 보는 바와 같이, WC-100 과 WC-150은 유사한 탄소 함량과 산소 함유량을 나타내었다.
이는 150 ℃ 이하에서는 우드칩의 주성분의 열분해 반응 없이 수분을 포함한 저온 휘발 성분만이 제거됨을 나타낸다. 반면에 200 ℃ 이상으로 열처리시 제조된 우드칩의 경우 탄소함량이 약 60%로 크게 증가하는 것을 확인하였다. 이는 앞서 설명한 바와 같이 200 ℃ 이상의 온도에서 열분해반응에 의하여 우드칩 주성분들의 결합이 끊어지고 부분적인 탄소화의 발생에 의한 것으로 판단된다.
3.3. 반탄화 우드칩의 발열량
최근 목질계 바이오매스는 화석연료의 대체를 위한 신재생에너지원 으로 많은 관심을 받고 있다. 특히 목질계 바이오매스는 화석연료와 비교하여 지역적으로 널리 분포해 있고, 재생이 가능하며 물과 온도 조건만 맞으면 어느 곳에서나 쉽게 얻을 수 있고 에너지원으로서 고갈 위험이 없어 기존의 화석연료를 대체할 수 있는 장점을 갖는다. 하지만 목질계 바이오매스 중 화력발전용 원료로 사용하고자 하는 우드칩의 경우 낮은 에너지 밀도와 높은 수분함량으로 인한 낮은 발열량은 에너지원으로 우드칩의 이용을 어렵게 하고 있는 원인이 되고 있다 [17,18].
따라서 본 연구에서는 저온의 조건하에서 우드칩의 반탄화 공정을 거쳐 우드칩의 수분 함량을 크게 낮추고 우드칩 자체의 발열량을 향
상시키고자 하였다. Table 2에서 보는 바와 같이, 저온 반탄화 공정을 통하여 제조된 우드칩의 경우 5.6∼14.6%의 낮은 함수율을 보이며, 특히 200 ℃ 이상의 열처리시 10% 이하의 낮은 수분함량을 보이는 것을 확인하였다. 또한, 저온 반탄화 온도에 따라 제조된 반탄화 우드 칩의 발열량 변화는 열량계(Calorimeter)를 사용하여 확인하였고, 그 값을 Figure 5에 나타내었다. Figure 5에서 보는 바와 같이, 저온에서 수분을 포함한 휘발성 물질만이 제거된 WC-100과 WC-150의 경우 약 4400 kcal/kg의 발열량을 나타내었다. 반면에 200 ℃ 이상에서 우 드칩의 반탄화시 우드칩 샘플의 발열량은 크게 증가하는 것을 확인하 였다. WC-200은 약 5200 kcal/kg의 발열량을 나타내었고, WC-300에서 가장 높은 발열량 값(5400 kcal/kg) 나타내는 것을 확인하였다. 이러한 결과는 저온 반탄화 공정 동안 1차적으로 수분을 포함한 저온 휘발성 물질 및 불순물이 제거되어 연소 반응을 저해하는 요소가 제거되고, 2 차적으로 우드칩의 주성분들의 부분적인 탄화에 의한 탄소함량의 증 가에 의한 것으로 판단된다.
하지만 반탄화 우드칩의 발열량 결과에서 보는 바와 같이, 헤미셀 룰로오스의 열분해 온도 이하에서 열처리된 WC-100과 WC-150과 200 ℃에서 열처리된 WC-200의 경우 급격한 발열량 향상을 보이지만 200 ℃ 이상에서 열처리된 샘플의 경우 발열량 차이는 크지 않음을 알 수 있다. 이러한 결과로부터 셀룰로오스와 리그닌에 의하여 우드 칩의 골격 유지로 우드칩의 기본 특성을 보이며 열분해 반응과 함께 부분적 탄소화에 의한 적절한 탄소함량을 함유함으로써 우수한 발열 량을 갖는 반탄화 우드칩의 제조를 위해서 헤미셀룰로오스의 최소 열 분해 온도(약 180 ℃) 부근에서 열처리된 WC-200이 가장 적합한 것 으로 판단된다.
4. 결 론
본 연구에서는 낮은 함수율과 높은 발열량을 갖는 고효율 우드칩의
제조를 위하여 저온 열처리 방법에 의한 반탄화 공정법을 사용하였고,
열처리 온도에 따라 제조된 우드칩의 열분해 특성과 발열량을 측정하
였다. 열중량 분석기를 통하여 분석된 반탄화 우드칩의 열분해 특성
으로부터 상대적으로 낮은 온도에서 열처리된 우드칩의 경우에는 200 ℃
에서 400 ℃ 구간에서 가장 활발한 열분해 반응을 보여 일반적인 우
드칩의 열분해 특성을 보였다. 하지만, 200 ℃ 이상에서 반탄화된 우 드칩의의 열분해온도는 증가하는 것을 확인하였으며, 10 wt% 이하의 낮은 수분함량과 최대 5400 kcal/kg의 높은 발열량을 나타내는 것을 확인하였다. 이는 200 ℃ 이상의 열처리 온도에서 우드칩의 주성분인 셀룰로오스, 헤미셀룰로오스, 그리고 리그닌의 탄화와 함께 부분적인 탄소화에 의한 우드칩 내 탄소함량의 증가에 기인하는 것으로 판단된다.
감 사
본 연구는 지식경제부의 엔지니어링 원천기술개발사업의 연구비 지원으로 수행되었으며 이에 감사드립니다.
참 고 문 헌