DOI : 10.5228/KSTP.2010.19.8.480
대형 잉곳의 기공압착 효과 향상을 위한 폐쇄조건 연구
최익준1, 2 · 최호준2 · 김대원2 · 최석우2 · 임성주2, #
Void Closing Conditions of Large Ingot by Path Schedules
I. J. Choi, H. J. Choi, D. W. Kim, S. Choi, S. J. Lim
(Received September 29, 2010 / Revised October 27, 2010 / Accepted November 11, 2010)
Abstract
In this work, the closing behavior of cylindrical-shaped voids was experimentally investigated according to various parameters such as reduction ratio in height, initial void size and billet rotation during hot open die forging process. The reduction ratio in height, number of path, and billet rotation were chosen as key process parameters which influence the void closing behavior including the change of void shape and size. On the other hand, values of die overlapping and die width ratio were set to be constant. Void closing behavior was estimated by microscopic observation. Based on the observations, it was confirmed that application of billet rotation is more efficient to eliminate the void with less reduction ratio in height. The experimental results obtained from this study could be helpful to establish the optimum path schedule of open die forging process.
Key Words : Hot Open Die Forging, Void Closing Behavior, Reduction Ratio in Height, Billet Rotation, Void Size
1. 서 론
대표적인 소성가공 중의 하나인 단조공정은 기계 부품의 대형화, 경량화, 정밀화와 같은 동향에 따라 그 중요성이 날로 증가하고 있다. 또한 경제 침체와 지구 온난화로 인한 환경오염문제, 자원의 고갈에 따른 원자재 가격 상승 등과 같은 문제점의 해결방 안으로 공정의 최적화를 통한 단순화 및 친환경적 인 소재의 사용이 모든 국가에서 요구되고 있다.
따라서 청정소재에 대한 개발 및 연구가 활발 히 진행되고 있으며, 단조품을 생산하는 업체에서 도 오염물질의 발생저감을 위한 고청정 잉곳 (ingot)사용과 이를 통한 청정생산공정이 점차적으 로 확대되고 있다[1~5].
잉곳은 대부분 주조공정에 의해 생산 되며 제 품 제조 시에 발생하는 주 결함인 기공, 편석 등
을 제거 및 감소시키고 건전한 중간재를 제조하 여 초기 제품의 품질을 안정화하기 위한 목적으 로 업셋팅(upsetting) 및 코깅(cogging)과 같은 단련 공정을 실시한다.
그러나 현재까지도 정량적인 근거 없이 현장 경험자의 기술적인 노하우에 의존하고 있으며 그 에 따른 비효율적인 작업이 지속되고 있다. 따라 서 공정개선을 위해 이론적 배경에 따른 데이터 구축이 절실히 요구되고 있다.
기존의 연구자료들 대부분은 플라스티신(plastic- ine), 왁스, 납 등과 같은 모델링 재료들을 이용하 여 기공압착에 대한 연구를 수행하였다[6~9].
이와 같은 소재를 사용하여 실험을 실시할 경 우 유동현상의 관찰은 용이하지만 정확한 응력 및 변형률을 관측할 수 없으며 분석 모델의 크기 에 대하여 분석 값이 비례하지 않는 단점이 있다.
1. 인하대학교 대학원 금속공학과 2. 한국생산기술연구원
# 교신저자: 한국생산기술연구원 E-mail: [email protected]
본 논문에서는 여러 연구 결과를 토대로 단련 공정변수를 선정하였고, 이러한 공정변수를 이 용하여 기공폐쇄 메커니즘을 분석하여 기공압착 및 폐쇄가 이루어지는 일련의 과정을 논리적으 로 제시하고자 하였다. 또한 기존 연구에서 활 발히 진행되지 않았던 패스 스케줄(path schedule) 관련 변수 즉, 압하율(reduction ratio in height), 패 스 수(number of path), 회전각도(rotation angle) 등 에 관한 실험을 수행하였다.
단조 후에 기공압착 예측 부위에 대하여 실체 및 광학 현미경을 이용하여 공정 별 기공의 압 착 진행과정 및 폐쇄 정도를 비교 분석하였으며 자유 단련공정에서의 기공압착 조건에 대하여 실질적인 공정변수의 적용과 산업현장에서 최적 의 작업계획을 수립하고 그것을 활용할 수 있는 토대를 마련하고자 제시하였다[10~12].
2. 기공압착 실험
2.1 실험방법
실제 현장에서 사용되는 대형 잉곳을 가지고 단련공정변수에 따라 기공압착 거동 예측을 위 한 실험을 수행하기 위해서는 많은 어려움이 있 다. 우선 초고압 프레스 기기 및 대형 시편을 예열할 수 있는 가열로 등의 대형장비가 요구되 며 고가의 실험 비용이 발생한다. 따라서 본 논 문에서는 축소 시편을 사용하여 실험을 수행하 였다.
실험에 사용된 소재는 현장에서 일반적으로 널리 쓰이는 탄소강 단강품용 강편을 사용하여 Fig. 1 과 같이 임의 형상과 치수를 갖는 기공을 생성하였다. 이때 초기 기공비율은 단조 시편의 초기 직경에 대하여 각각 10%(∅5), 8%(∅4), 6%(∅3)로 차이를 두어 실험을 수행하였다. 한편 실험결과에 영향을 줄 수 있는 기공 부위의 산 화 및 가스층 생성을 방지하고자 Fig. 2 와 같이 시편과 동일한 소재를 이용하여 기공 부위에 기 공의 직경보다 큰 파이프를 용접하여 부착하였 으며 진공장비(vacuum pump)를 이용하여 10
-3torr 중 진공상태를 유지한 후 기공 부위에 부착한 파이프를 압착함으로써 중 진공상태를 유지하였 다. 시편의 온도 역시 산업 현장에서와 같이 1,250±50℃로 예열하여 실험을 진행하였다.
단련공정변수에 따른 기공압착 실험을 위하여 800ton 유압 서보 프레스를 사용하였으며 단련
공정변수는 Table 1 에서 보는 바와 같이 기공크 기에 따른 압하율, 패스 수 및 회전각도로 선정 하였다. 또 다른 변수로 작용될 수 있는 금형 관련변수와 소재 및 형상 관련변수는 고정한 상 태에서 실험을 진행하였다. 자유단조 실험 시 가열된 시편의 이송 및 회전각도에 따라서 원활 한 단조 실험을 진행하기 위하여, Fig. 3 과 같은 메니퓰레이터(manipulator)를 설계 및 제작하여 사용하였다.
Fig. 1 Dimension of specimen
Fig. 2 Vacuumized specimens for the experiment
Table 1 Process parameters in hot open die forging Parameters Values Temperature (℃) 1,250
Void ratio (%) 6, 8, 10 Rotation angle
( ° ) 0 90 180
Reduction ratio in
height (%) 15, 30, 45 10, 20, 30 10, 20, 30
Fig. 3 Experimental setup with the manipulator for hot open die forging
Fig. 4 Schematic diagram describing the experim- ental method for void closing
2.2 기공압착 분석방법
패스 스케줄 관련변수에 따른 단조 실험 후 기공 압착 거동에 관한 비교 분석을 위해 Fig. 4 에서 보는 바와 같이 실험 후 기공이 위치한 부 위에서 시편을 채취하였고 실체 및 광학 현미경 을 이용하여 기공의 형상 및 크기를 관찰하였다.
3. 기공압착 거동에 관한 비교분석
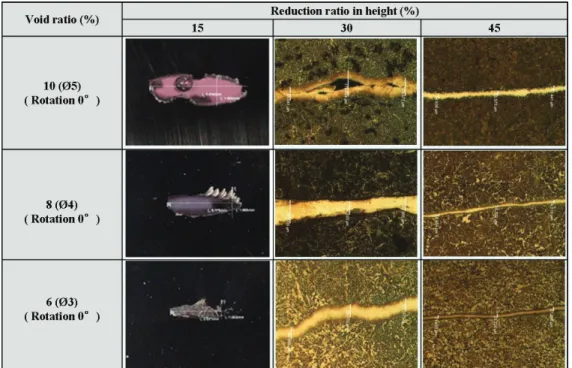
기공압착 실험 후, 압하율 단련공정변수에 따 른 기공 형상 및 크기에 대하여 분석한 결과를 Fig. 5에 나타내었다. 그림에서 알 수 있듯이 압 하율 15% 공정에서는 초기 기공비율 각각 10%, 8%, 6%의 시편 모두 기공압착이 이루어지지 않 았다.
압하율 30%의 공정에서는 초기기공비율 각각 10%의 시편은 기공압착이 진행되지 않았지만 8%, 6%의 시편은 기공압착이 이루어진 것으로 판단된다. 압하율 45%의 공정에서는 초기기공 비율 각각 10%, 8%, 6% 모든 시편의 기공이 압 착되었다.
Fig. 6은 압하율 단련공정변수에 따른 1차 압 착 실험 후, 시편들을 다시 회전각도 및 패스
수의 단련공정변수를 주어 2차 압착 실험을 진 행한 결과를 나타내었다.
기공압착이 이루어지지 않은 압하율 15%공정 의 시편들을 추가 단련공정변수인 1, 2 패스 공 정의 압하율 10%인 조건의 단련공정을 진행하 였지만 기공이 압착되지 않고 다시 벌어지는 현 상을 확인할 수 있었다.
압하율 30%공정에서 기공압착이 이루어지지 않은 초기기공비율 10%의 시편은 추가 단련공 정변수인 1, 2 패스 공정의 압하율 20%, 30%인 조건의 단련공정에서는 기공이 압착되는 것을 확인 할 수 있었다.
패스 스케줄에 따른 기공 형상 및 크기의 변 화에 대하여 관찰한 결과, 초기기공비율에 따라 기공이 압착되는 압하율은 다르지만 대체적으로 소재를 회전시키지 않은 경우에는 초기 기공비 율 8%이하인 경우에는 압하율 30%의 공정에서 부터 기공압착이 진행되는 것을 확인할 수 있었 고 초기 기공비율 6%이하의 시편에서는 압하율 30%이상에서 기공폐쇄가 이루어진 것으로 분석 된다.
또한 회전각도 및 패스 수를 추가적으로 부여 하게 되면 1 차 단련공정이 이루어지고 난 후 1 차 압하율 보다 적은 압하율에서 기공이 압착되 는 것을 확인할 수 있었다.
Fig. 7 (a)는 압하율과 회전각도 및 패스 수에 따라 기공이 압착되어지는 과정을 묘사하였다.
소재의 회전이 있는 경우와 그렇지 않은 경우의 기공압착 형태가 다름을 관찰할 수 있었다.
Fig. 7 (b)에서는 기공폐쇄가 일어나면서 좌∙우 양 끝부분은 하나의 방향이 아닌 불특정 다수의 방향으로 압착이 진행되고 있음을 관측하였으며 기공의 압착 진행과정은 좌∙우 양 끝에서부터 압착이 이루어지는 것을 확인 할 수 있었다.
4. 결 과
Fig. 5, 6 에서 알 수 있듯이 압하율 15%까지는 기공 형상에 변화가 거의 없었다. 압하율 30%
이상인 경우에는 기공 형상에 변화가 급격히 이
루어져 기공폐쇄가 이루어졌음을 확인할 수 있
다. 또한 회전각도 및 패스 수의 변화에 따라
적은 압하율에서 기공이 폐쇄 됨을 확인 할 수
있다. 따라서 Fig. 7에서와 같이 기공의 압착거동
을 조직사진과 함께 제시하였다.
Fig. 5 Change of void shape with respect to reduction ratio in height
Fig. 6 Change of void shape with respect to rotation and path schedule of the specimens
(a) Mechanism of void closing behavior
(b) Photo depicting void closing
Fig. 7 Void closing mechanism according to rotation and photo showing void closing in reduction ratio of 45%
5. 결 론
기공크기에 따른 패스 스케줄과 압하율, 회전 각도 및 패스 수에 따른 실험을 수행하여 기공 압착 거동에 대한 다음과 같은 연구결과를 얻을 수 있었다.
(1) 압하율에 따라서 기공의 크기가 감소하는 경향을 확인할 수 있었고 기공의 크기에 따라 기공압착이 진행되는 압하율은 다르지만 초기기 공비율 8%, 압하율 30%이상의 공정에서부터 기 공이 폐쇄 되는 현상을 관찰할 수 있었다. 또한 소재 회전과 패스 수 증가에 따라 적은 압하율 에서 기공폐쇄가 이루어지는 것을 확인할 수 있 었다.
(2) 기공폐쇄가 일어나는 과정은 기공의 좌∙우 양 끝에서부터 압착이 시작됨을 확인할 수 있었 다. 또한 회전각도에 따라 기공압착의 형태가 다르게 진행 되는 것을 확인할 수 있었고 기공 이 압착되면서 좌∙우 양 끝부분은 하나의 방향 이 아닌 불특정 다수의 방향으로 압착이 진행 되고 있음을 알 수 있었다.
후 기
본 연구는 지식경제부의 청정생산기술개발사 업(08-CT-2-0006)의 일환으로 진행 되었으며 도 움을 주신 관계자 여러분들께 감사 드립니다.
참 고 문 헌