<학술논문> DOI https://doi.org/10.3795/KSME-A.2017.41.6.455 I23SN 1226-4873(Print) 2288-5226(Online)
열원 입력과 비드 생성 방법이 원통형 다층 금속 용접 과정의 유한요소해석에 미치는 영향
박원동* · 반치범* · 김지훈*†
* 부산대학교 기계공학부
Effects of Heat Input and Bead Generation Methods on Finite Element Analysis of Cylindrical Multi-Pass Welding Process of Metals
Won Dong Park*, Chi Bum Bahn* and Ji Hoon Kim*†
* School of Mechanical Engineering, Pusan Nat’l Univ.
(Received September 1, 2016 ; Revised January 18, 2017 ; Accepted January 23, 2017)
- 기호설명 - q : 출력 밀도(power density)
t : 용접 경과 시간(time from start of weld)
L : 특성 시간(characteristic length) S : 토치 속도(torch travel speed) E : 크기 상수(scaling coefficient) V : 전압(voltage)
A : 전류(current)
Aw : 용접 비드의 개별 단위 부피(weld volume) Key Words: Welding Residual Stress(용접 잔류 응력), Multi-Pass Welding(다층 용접), Finite Element Analysis(유
한 요소 해석), Parametric Study(매개변수 연구), Heat Flux Method(열속 입력 방법), Temperature Boundary Condition Method(온도 경계조건 입력 방법), Element Birth Method(요소망 생성 방법), Quiet Element Method(평온 요소망 방법)
초록: 본 논문에서는 원통형 다층 이종 금속 용접부를 대상으로 유한요소 해석을 수행하여, 열원 입력 방법과 용접 비드 생성 방법이 용접 잔류 응력 분포에 미치는 영향을 고려하였다. 열원 입력 방법은 열 속 입력 방법과 온도 경계조건 입력 방법으로 나누어 비교하였고, 용접 비드 생성 방법은 요소망 생성 방법과 평온 요소망 방법으로 나누어 비교하였다. 두 열원 입력 방법에 따른 열 해석 결과는 차이가 있 었으나, 응력 해석 결과는 유사하였다. 이것은 고온(약 1000 ℃ 이상)에 노출되었던 영역이 비슷하고, 고 온에서 재료의 강도가 매우 낮아 용접 비드의 온도가 용접잔류응력에 미치는 영향이 미미하기 때문이 다. 두 용접 비드 생성 방법의 용접 잔류응력 분포는 유사하였지만 요소망 생성 방법 적용 시 용접 비 드 경계에서 겹침과 들뜸이 발생하였다. 대변형이 발생하는 모델의 용접부 형상을 정확하게 모사하기 위해서는 평온요소망이 더 적합하다고 판단된다.
Abstract: In this study, a finite element analysis of a cylindrical multi-pass weldment for dissimilar metals was performed. The effects of the heat input method and weld bead generation method were considered. We compared two heat input methods: the heat flux method and the temperature method. We also compared two weld bead generation methods: the element birth method and the quiet element method. Although the results of the thermal analysis show deviations between the two heat input methods, the welding residual stresses were similar. Because the areas exposed to high temperature were similar and the strength of the material was very low in high temperature (above the 1000 ℃), the effects of the weld bead temperature were insignificant. The distributions of the welding residual stress were similar to each other. However, gaps and overlaps occurred on the welding boundary surfaces when the element birth method was applied. The quiet element method is more suitable for a large deformation model in order to simulate a more accurate weld shape.
† Corresponding Author, [email protected]
Ⓒ 2017 The Korean Society of Mechanical Engineers
h : 열전달 계수(heat transfer coefficient)
hequi. : 등가 열전달 계수(equivalent heat transfer co-
efficient)
1. 서 론
구조물의 용접 시 용접 변수, 재료의 고온 거동 및 구속 조건 등의 상호작용에 의해 발생되는 변 형 및 잔류응력은 구조물의 건전성을 저하시켜 수 명을 단축시킨다는 것은 잘 알려져 있는 사실이 며,(1) 용접잔류응력을 추정하기 위해 유한요소해석 을 이용한 연구가 지속적으로 시도되고 있다. 하 지만 용접 현상의 복잡성으로 인한 열전달 과정과 고온 재료 거동을 현실적으로 모사하는데 어려움 이 있어, 대부분의 용접 잔류 응력 해석 결과는 실제 측정값과 큰 차이를 보인다.(1) 용접부 용접잔 류응력은 용접 입열량, 용융 비드 초기 온도, 입열 시간, 냉각 시간, 냉각 조건, 경계 조건 등의 변수 에 의해 결정되어 해석 방법에 따라 그 결과가 달 라질 수 있다.(2)
이러한 이유로 EPRI(Electric Power Research Institute), USNRC(United States Nuclear Regulatory Commission) 등의 연구기관에서는 평판, 실린더, 원전 노즐 용접부 모델을 대상으로 Round Robin 연구(MRP-316,(3) NUREG-2162(4))가 진행된 바가 있 으며, 국내에서도 원전 노즐 용접부를 대상으로 Round Robin 연구가 수행되었다.(5)
본 연구에서는 녹는점 이상에서의 물성치(탄성 계수와 항복 응력), 열원 입력 방법 그리고 용접 비드 생성 방법이 용접잔류응력에 미치는 영향을 파악하기 위하여, MRP-316에서 수행한 실린더 모 델(Phase 1b, C-3)을 대상으로 상용 유한요소해석 프로그램인 ABAQUS 2016(6)을 이용한 일련의 해 석을 수행하였다.
실제 재료는 고온(일반적인 강의 경우에는 약 850℃ 이상(2))에서 응력 풀림 현상이 발생하고, 녹 는점 이상에서 탄성계수(E, elastic modulus)와 항복 응력(σy, yield stress), 가공 경화률(hardening modulus)은 상당히 낮아져 냉각이 되기 전까지는 어떠한 응력에도 저항할 수 없다.(7) 응력 해석에서 용융 상태의 재료를 고체 상태의 재료로 가정하지 만 실제로 용융 상태 재료의 탄성 계수와 항복 응 력 값을 측정하는 것은 불가능하므로, 탄성 계수 와 항복 응력이 용융 전 보다 상당히 낮으면서 해 석 결과에 영향을 가능한 적게 주며 수렴 가능한 값을 입력해야 한다.
Brickstad와 Josefson(8)는 해석을 위해 stainless
steel의 물성치로 고온(1340~2000 ℃)에서 탄성계수 는 103 MPa, 모재와 용접재의 항복 응력은 10 MPa 으로, Yaghi(7)는 P92 pipe를 대상으로 고온(1200℃) 에서 최소 항복 응력을 50, 60, 75, 100 MPa으로, Deng(9)은 SUS304 stainless steel을 대상으로 고온 (1500℃)에서 탄성계수 104 MPa, 항복 응력을 10 MPa으로 설정하여 용접잔류응력을 추정한 바 있 다. 따라서 본 연구에서는 녹는점 이상의 온도에 서 Alloy 82 용접재에 적용된 탄성 계수와 항복 응 력이 용접 잔류 응력에 미치는 영향을 고려하였다.
열원 입력 방법은 용접 비드에 시간에 따라 지수 적으로 감소하는 출력 밀도(power density, J/s·mm3) 를 입력시킨 후 열을 확산시키는 체적 열속 입력 방법(body flux method)(3,10,11)이 적용되거나, 체적 열속(body flux)과 표면 열속(surface flux)을 동시에 입력하는 방법,(2,5,10) 그리고 녹는점 이상의 온도 (약 1800℃)를 일정시간 동안 용접 비드에 입력시 켜 열을 확산시키는 온도 경계 조건 입력 방법 (temperature boundary condition method)(10,11)이 주로 적용되고 있다. 선행연구(5)에서 체적 열속으로 입 력한 경우와 체적 열속과 표면 열속을 7 : 3으로 입 력하였을 때의 해석 결과의 큰 차이는 없었으므로, 본 연구에서는 체적 열속 입력 방법과 온도 경계 조건 입력을 각각 적용한 결과를 비교해보았다.
한편, 용접 비드 생성 방법은 주로 Model change option을 이용하여 용접 비드를 순차적으로 적층 하는 요소망 생성 방법(element birth method)(8,12)이 적용된다. 이 방법은 비교적 해석 비용이 적고 실 제 용접 과정과 유사한 장점이 있어 국내 선행연 구에서 주로 사용되었다. 하지만 이 방법을 적용 하였을 때, 모델링을 한 초기 위치에서 노드가 재 생성되기 때문에, 해석상 변형이 수반되는 경우에 는 재생성될 용접 비드와 기존의 변형된 용접 경 계부 요소망이 경계부에서 겹치거나 간격이 들뜨 는 문제가 발생할 수 있다.
Brickstad와 Josefson(8)는 요소망 생성 방법을 적 용할 때, 이미 적층되어 변형이 된 기존 용접 비 드와 새로이 적층 될 용접 비드의 경계면에서 수 치해석적으로 강한 왜곡이 발생할 수도 있음을 주 장했다. 즉, 변형이 적게 일어나는 모델의 응력 해 석에는 요소망 생성 방법을 적용해도 무방하지만, 상당한 변형이 수반되는 모델의 응력 해석에서는 왜곡을 무시할 수 없다.
Brickstad와 Josefson,(8) Lindgren,(12) Yaghi(13)는 모 재와 용접재의 경계 노드에서의 변위와 변형률 불 일치를 피하기 위해서, 최종 용접 비드 형상을 추
가적으로 제거 및 재생성 하지 않고, 임의의 온도 (1200℃, 본 연구에서는 1800℃ 부여)에서 감소된 탄성계수(E : 103 MPa)와 항복 응력(σy : 10 MPa)을 가지도록 설정한 뒤, 모든 용접 비드에 적용하였 다가 정상 온도 분포와 물성치를 순차적으로 부여 하여 활성화시키는 평온 요소망 방법(quiet element method)을 적용하였다. 평온 요소망 방법은 비교 적 해석 비용이 크고, 아무리 낮은 물성치를 입력 하더라도 해석에 미치는 영향을 무시할 수 없다는 단점이 있지만, 비활성화 상태인 요소망들이 조금 씩 수정되므로 요소망 생성 중에 발생한 겹침이나 들뜸 문제를 피할 수 있어 비교적 변형이 큰 해석 모델에 적용할 수 있다는 장점이 있다.
따라서 본 연구에서는 요소망 생성 방법과 평온 요소망 방법을 적용한 모델의 해석 결과를 비교하 여 용접 비드 생성 방법이 용접잔류응력과 용접부 의 변형에 미치는 영향을 고려하였다.
2. 해석 대상 및 해석 조건
2.1 해석 대상 및 모델링
MRP-316에서 수행한 실린더 모델(phase 1b, C-3) 을 대상으로 해석을 수행하였으며, 이 모델은 Fig.
1과 같이 105 carbon steel과 304L stainless steel 모재 를 Alloy 82 용접재로 buttering과 7층의 girth 용접 을 수행한 이종 용접부 모델이다. 상용 유한요소 해석 프로그램인 ABAQUS 2016을 이용하여 모델 링하였으며, 과도 열 해석(transient heat analysis)을 먼저 수행한 뒤 그 결과를 응력 해석에 적용하였 다(uncoupled heat transfer analysis).(10) 과도 열 해석 시에는 평면 요소(DC2D4)를, 응력 해석 시에는 축 대칭 요소(CAX4R)를 사용하였다.
MRP-316에서는 과도 열 해석 시에 실린더의 전 체 원주 길이가 아닌 단위 원주 길이에 대한 해석 이 이루어져, 용접 시의 열전대에서 측정한 시간 규모(time scale)와 열 해석으로 계산한 시간 규모 가 더욱 유사하도록, 축 대칭 요소(DCAX4) 대신 평면 요소(DC2D4)를 사용하였다.(3) 하지만 본 해 석 모델의 경우에는 열 해석 시에 평면 요소와 축
대칭 요소를 사용했을 경우의 결과 차이가 미미하 였다.
2.2 재료 물성치
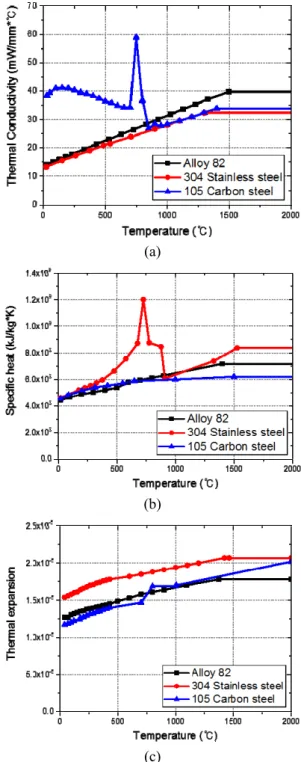
해석을 위해 Figs. 2~4와 같이 MRP-317(14)에 제 시된 Alloy 82/182, 105 carbon steel, 304 SS(또는 316 SS)의 온도에 따른 열적, 기계적 물성치를 사용하 였으며, 값이 제시되지 않은 온도 구간에서는 최
Fig. 1 Axisymmetric FE model of the cylinder
(a)
(b)
(c)
Fig. 2 Thermal material properties: (a) Thermal con- ductivity, (b) specific heat (c) thermal expansion
종 값을 일정하게 적용하였다. 그리고 Alloy 82의 녹는점은 1345℃, 105 carbon steel와 304 SS의 녹는 점은 1500℃로 가정하였다.
2.3 녹는점 이상의 온도에서 탄성 계수와 항복 응력이 용접잔류응력에 미치는 영향
녹는점 이상의 고온에서 응력-변형률의 관계가
쌍일차(bi-linear) 거동이라고 가정하고, 항복이 발 생하는 변형률(εy)을 탄성 계수로 항복 응력을 나 눈 값으로 정의한다면, 항복 응력과 탄성 계수에 따라 탄성 영역과 소성 영역을 정의할 수 있다.
즉, 항복 변형률 크기가 작을수록 소성 영역이 커 진다. 본 연구에서는 먼저, 녹는점 이상의 고온에 서 탄성 계수와 항복 응력이 용접잔류응력 결과에 미치는 영향 및 수렴성을 검토하여, 적합한 값을 결정하여 유한요소해석에 적용하였다.
2.4 열 전달 해석 방법 및 조건
두 가지의 열원 입력 방법으로 2차원 축 대칭 열 전달 해석을 수행하였으며, 두 방법 모두 ABAQUS의 Model change option을 이용하여 모든 용접 비드가 적층된 최종 형상을 모델링한 뒤 첫 step에서 제거하였다가 해석이 진행되면서 순차적 으로 재 생성시키는 요소망 생성 방법(15)을 적용 하였다. 열 전달 경계조건으로 모재와 용접부가 공기와 접하는 경계면에 서로 다른 자연대류 조건 (대류 열전달 계수 h =10 또는 15.8, 28.4 W/m2∙℃) 을 적용하여도 잔류응력 분포에 미치는 영향이 미 미하다는 선행연구 결과(5)가 있다. 하지만 본 연구 에서는 모재와 용접재의 표면 온도(T, ℃)가 대류 와 복사에 미치는 효과를 더욱 사실적으로 모사하 기 위해, 대류 열전달과 복사 열전달 효과를 동시 에 고려하는 식 (1)(8,13)을 적용하였다.
(
2)
.
0.0688 0 500 W / 0.231 82.1 500
equi
T for T
h m
T for T
≤ ≤
= ⎨⎧ − ≥
⋅ ⎩
℃ ℃
℃ (1) 2.4.1. 열속 입력 방법(heat flux method)
첫번째 방법으로 용접 비드에 식 (2)(3,14)와 같이 시간에 따라 지수적으로 감소하며 용접 비드의 개 별 단위 부피(Aw)에 반비례하는 출력 밀도(power (a)
(b)
(c)
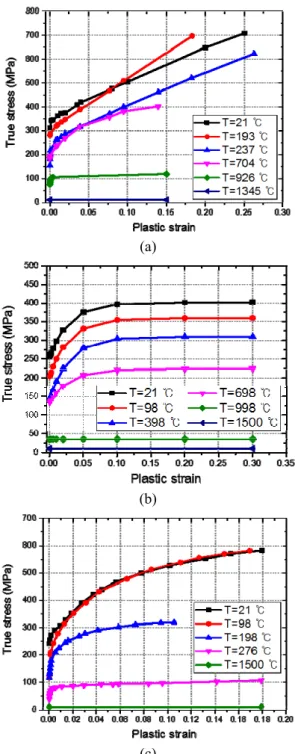
Fig. 3 True stress- plastic strain curve: (a) True stress- plastic strain curve of alloy 82, (b) 304 SS and (c) 105 carbon steel
Fig. 4 Elastic modulus of materials
density, J/s·mm3)를 입력시킨 후 열을 확산시키는 열속 입력 방법(10,11)을 적용하였다.
2 2
3 3
· ,
t a
w
EVA L
q Ke K a
A S
π
− ⎛ ⎞
= ⎜⎜⎝ = = ⎟⎟⎠ (2)
여기서 q(J/s·mm3)는 출력 밀도, t(s)는 용접 경과 시간, L(mm)은 특성 길이, S(mm/s)는 토치 속도, E 는 크기 상수, V(volt)는 전압 그리고 A(ampere)는 전류이다. 이 방법은 Goldak(16)이 제안한 3차원 열 원 모델을 Rudland(17)가 2차원 열원으로 단순화한 것이며, 용접 아크에서 열이 전달되는 효과를 비 교적 잘 모사하지만 용접 비드의 형상이 납작할 경우 가장자리의 비드의 온도가 충분히 상승시키 지 못할 수도 있다는 단점이 있다. 김종성 등(1)은2 차원 열 해석 모델이 Goldak이 제안한 3차원 모델 과는 달라 실제 용접과정에서 제3의 방향으로의 열전도를 고려할 수 없다는 단점을 극복하기 위해 실제 용융부 형상과 동일한 형상이 나오도록 시행 착오법(trial-and-error method)에 따라 시간에 따른 열원 분포를 설정할 것을 권장하였다. 두 열원 입 력 방법에 따른 열 해석의 비교를 위해, MRP-316 에서 실제 용접 시 입력한 용접 조건(V∙A, J/s)과 Fig. 1에 표기된 실제 용접 시 특정 위치(TC 1, TC 6)에서 열전대(TC, thermo-couple)로 측정한 각 pass 별 최고 온도를 고려하여 크기 상수(E), 특성 길이 (L), 토치 속도(S) 값을 결정하였다.
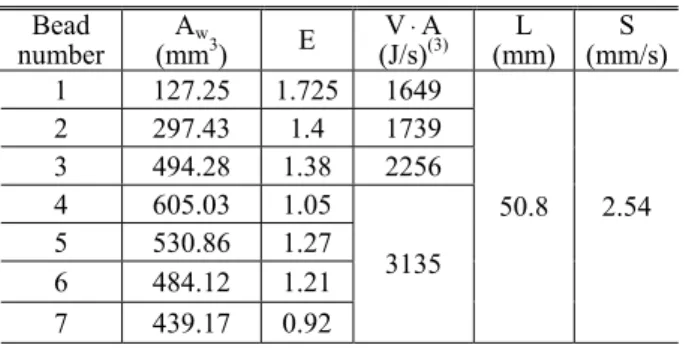
Table 1은 열속 입력 방법을 적용한 열전달 해석 에 입력한 변수이다. 여기서 TC 1은 용접부 하부 중앙지점에서 약 4.76 mm 떨어진 지점이며, TC 6 은 용접부 상부 그루브(groove)가 시작되는 지점으 로부터 약 4.76 mm 떨어진 지점이다. Pass 1~3은 각 pass별 TC 1에서의 최고 온도와 pass 4~5는 TC 6의 최고 온도를 고려하였다. 이렇게 결정한 변수 들을 입력하여 Fig. 5와 같이 약 50초 동안 시간에 따라 지수적으로 감소하는 출력(power density)를 입력하였다.
2.4.2 온도 경계조건 입력 방법(temperature boundary condition method)
두번째 방법으로 녹는점 이상의 온도(약
1800℃)를 일정시간 동안 용접 비드에 입력시켜 열을 확산시키는 온도 경계조건 입력 방법(10,11)을 적용하였다. 이 방법 또한 실제 용접 시 특정 위 치에서 열전대로 측정한 각 pass별 최고 온도를 고려하여 용융 비드 초기 온도(initial temperature)와 온도 지속시간(heating time)을 결정하였고 Table 2 에 나타내었다. 용접 온도 경계 조건 방법은 용접 Table 1 Welding variables for flux method
Bead
number Aw
(mm3) E V⋅A (J/s)(3) L
(mm) S (mm/s) 1 127.25 1.725 1649
2 297.43 1.4 1739 3 494.28 1.38 2256 4 605.03 1.05
5 530.86 1.27 6 484.12 1.21 7 439.17 0.92
3135
50.8 2.54
Table 2 Welding variables for temperature method Bead
number Initial
temperature(℃) Heating time (sec)
1 4.23 2 1.295 3 1.562 4 2.13 5 2.78 6 4.1 7
1800
3.01
Table 3 The conditions of welding process simulation for thermal analysis
Heat input method Flux
method Temperature boundary condition method Initial temperature
of base metals 21 ℃ 21 ℃
Initial temperature
of welds 21 ℃ 1800 ℃
Heating time 50 sec 1.295 ~ 4.23 sec
Cooling time 104 sec
Pass sequence See Fig. 1
(element birth method was used) Thermal boundary
condition See equation 1
Element type DC2D4
Fig. 5 Applied time dependent power density on beads
아크에서 열이 전달되는 효과를 모사하기에는 비 교적 미흡하지만 모든 용접 비드 영역에 동일한 온도를 입력할 수 있다는 장점이 있다. 두 방법 모두 매 pass가 적층된 후 104 sec 동안 충분히 상 온 (약 21℃)까지 냉각시켰으며, 이외의 해석 조건 은 Table 3과 같이 입력하여 Table 4와 같은 매 pass의 최고 온도 결과를 얻었다.
2.5 응력 해석 조건
본 연구에서는 Table 5와 같이 가능한 동일한 해 석 조건 하에서 두 가지 열원 입력 방법과 두 가 지 용접 비드 생성 방법을 적용한 용접잔류응력해 석 결과를 비교하였다. 한쪽 단면의 축방향 자유 도를 구속하였고, 등방성 경화거동 재료(isotropic hardening material)로 모델링하였으며, 재료의 녹는 점 이상 온도에서 응력 풀림 효과(annealing effect) 를 고려하기 위해서 ABAQUS의 Annealing option 을 사용하여 재료의 녹는점 이상에서 누적된 응력 과 소성 변형률 이력이 0이 되도록 설정하였다. 그 리고 해석 도중에 발생하는 변형의 정도가 용접잔 류응력에 미치는 영향을 알아보기 위하여, ABAQUS
의 Nlgeom option을 적용하여 기하학적 비선형성 고려 여부에 따른 차이점을 비교하였다.
3. 해석 결과 및 토의
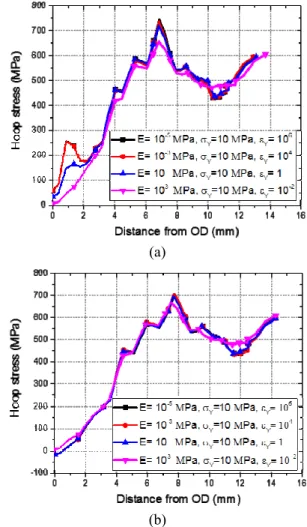
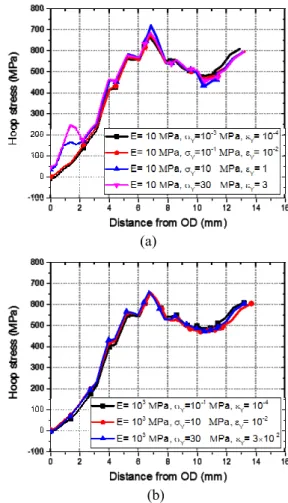
3.1 녹는점 이상의 온도에서 탄성 계수 및 항복 응력이 용접잔류응력 분포에 미치는 영향 Fig. 6은 온도 경계조건 입열 방법을 공통으로 적용하고, 녹는점 이상의 온도에서 항복 응력(σy) 이 10 MPa일 때, 탄성 계수 변화에 따른 평온 요 소망 방법과 요소망 생성 방법의 잔류 응력 분포 를 비교한 것이다.
탄성 계수가 클수록 마지막 용접 비드 영역(약 0~3 mm)에서 잔류 응력이 낮았다. 탄성 계수가 낮 을수록 탄성 변형 구간이 넓어지므로 냉각 시 열 수축이 일어날 때 마지막 용접 비드 영역에 복원 력으로 인한 인장 응력이 발생한 것으로 보인다.
Table 4 Comparison of the maximum temperature every pass during the welding process
Temp
(℃) Thermo-
couple(3) Measured Estimated TC 1 TC 6 MRP-316 Flux
method Temperature method
Pass 1 O 1124 1123 1122
Pass 2 O 916 913 919
Pass 3 O 926 928 927
Pass 4 O 492 491 491
Pass 5 O 644 640 642
Pass 6 O 404 406 404
Pass 7 O 625 626 626
Table 5 The conditions of welding process simulation for mechanical analysis
Welding bead generation
method
Element birth
method Quiet element method
Element type CAX4R
Constraint conditions
One of the sides is fixed (vertical cross section to Z-axis direction) Material
hardening
behavior Isotropic hardening material Geometry
non-linearity Nlgeom option ON/OFF Annealing
effect
Plastic strain is erased to zero over the melting point (Tm, alloy 82 = 1345℃, Tm, 304 S.S, 105 C.S = 1500℃)
(a)
(b)
Fig. 6 Residual hoop stress distribution along the welding bead center line with various elastic modulus and the yield stress of 10 MPa calculated using: (a) quiet element method and (b) element birth method
이러한 현상은 비교적 구속이 약한 축 방향보다는 구속이 강한 원주 방향에서 뚜렷하게 발생하고, 요소망 생성 방법보다 평온 요소망 방법의 경우에 더욱 뚜렷하게 나타나는데, 이것은 요소망 생성 방법과는 다르게 평온 요소망 방법 적용 시 용접 비드의 요소망이 수정되므로 비드의 형상이 조금 씩 달라져 용접잔류응력 분포가 서로 다른 것으로 생각된다. 마지막 용접 비드를 제외한 비드들은 다음 순서의 비드들에 의해 응력 풀림이 발생하기 때문에 최종 응력 분포에는 이러한 효과가 미미하 고, 마지막 용접 비드에서만 뚜렷하다. 특히, 탄성 계수가 10-5 MPa보다 작은 경우에는 변형율이 커 져, Fig. 7과 같이 비활성 상태인 용접재의 변형이 비정상적으로 컸고, 심지어 요소망이 망가지는 현 상이 발생하였다.
Fig. 8은 탄성 계수가 각 각 10, 103 MPa일 때, 항 복 응력 변화에 따른 잔류 응력 분포를 비교한 것 이다. 탄성 계수가 10 MPa일 때, 항복 응력이 높 을수록 마지막 용접 비드 영역(0 ~ 3 mm)에서 잔류 응력이 높았다. 그러나 탄성 계수가 103 MPa일 때 에는 이러한 경향이 나타나지 않았다. 즉, 녹는점 이상의 온도에서 탄성 계수가 높을수록, 항복 응 력이 낮을 수록, 소성 변형 거동 구간이 넓어지고, 소성 변형으로 인해 항복 응력이 두 용접 비드 생 성 방법의 해석 결과에 미치는 영향은 미미했다.
한편, 항복 응력이 10-1 MPa보다 작은 경우에는 해 석의 수렴성이 급격히 떨어졌다.
따라서 본 연구에서는 탄성 계수와 항복 응력 그리고 항복 변형률 값이 각각 103 MPa, 10 MPa, 10-2일 때, 용접재가 소성 영역에서 용접 과정을
거치며 평온 요소망에 의한 인위적인 효과가 적음 을 확인하였고, 녹는점 이상 온도에서의 물성치로 적용하였다.
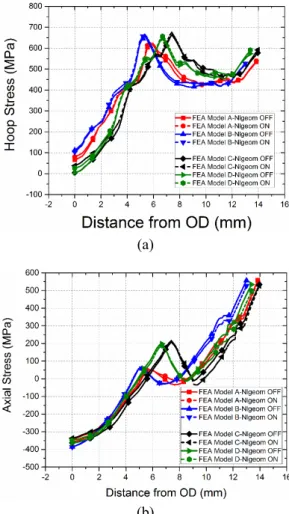
3.2 열원 입력 방법에 따른 해석 결과 비교 열원 입력 방법과 비드 생성 방법에 따른 용접 잔류응력 해석 결과를 비교하기 위해 총 4종류의 유한요소해석 모델로 구분하였다(FEA Model A, B, C, D). 그리고 Fig. 1에 표기된 수직 점선과 같이 용접재 중앙을 따라 외경에서 내경방향으로 원주 방향과 축 방향 잔류응력을 추출하여 Fig. 10에 도 시하였다. 또한 경향성 비교를 위해 MRP-316에서 수행한 등방성 재료 모델의 유한요소해석 결과 (MRP-316 FEA Model)를 함께 도시하였다.
응력 절대값에서는 다소 차이를 보이나, 원주 방향과 축 방향 용접잔류응력 모두 두께 방향에 따른 변화는 서로 유사한 경향을 보였다. MRP-316 FEA 모델의 용접 비드 형상과 입열량 등의 정보 가 상세하게 제시되지 않아 본 연구에서 수행한
(a)
(b)
Fig. 8 Residual hoop stress distribution along the welding bead center line according to different yield stresses using quiet element method at elastic modulus: (a) 10 MPa, (b) 103 MPa
(a)
(b)
Fig. 7 Distorted elements in the welding bead calculated with the elastic modulus of 10-5 MPa and the yield stress of 10 MPa using (a) quiet element method and (b) element birth method
해석방법과 다소 차이가 있을 수 있다는 점을 고 려하여야 한다.
Fig. 9에서 FEA Model A, C와 B, D를 각각 비교하 면 두 열원 입력 방법이 용접잔류응력에 미치는 영향을 알 수 있다. 초기 적층 비드 영역(약 9~14 mm)과 중기 적층 비드 영역(약 4.5~9 mm)에서 열 속 입열 방법에 비해 온도 경계조건 입열 방법 적 용 시 원주(hoop) 방향 용접잔류응력이 높은 반면, 후기 적층 비드 영역(약 0~4.5 mm)에서 온도 경계 조건 입열 방법 적용 시 원주 방향 용접잔류응력 이 낮았다. 그리고 중기 적층 비드 영역을 제외하 고는 열속 입열 방법의 축(axial) 방향 용접잔류응 력이 높았다.
이러한 차이의 원인을 파악하기 위해 Fig. 10과 같이 두 열원 입력 방법을 각각 적용하여 수행한 열전달 해석 과정 중에 각 노드가 겪은 최고 온도 분포를 비교하였다. 특정 지점 (TC 1, TC 6)에서 계 산되는 pass별 최고 온도를 일치 시켰음에도 불구 하고, 열속 입열 방법에 비해 온도 경계 조건 입
(a)
(b)
Fig. 9 Residual stress distribution along the welding bead center line: (a) hoop and (b) axial stress
(a)
(b)
Fig. 10 Comparison of fusion area. (a) FEA Model A(Flux-Birth) and (b) FEA Model C(Temp.- Birth)
(a)
(b)
(c)
(d)
Fig. 11 Comparison of area over the 1000℃: (a) FEA Model A (Flux-Birth), (b) FEA Model B (Flux- Quiet), (c) FEA Model C (Temp.-Birth) and (d) FEA Model D (Temp.-Quiet)
열 방법의 용융부(1345℃ 이상 영역)가 넓음을 알 수 있다.
온도 경계 조건 입력 방법의 경우에는 용접부 중심선 상의 노드들은 녹는점 이상의 온도로 용융 되어 어닐링 효과에 의한 응력 풀림이 발생하는데 반해, 열속 입력 방법의 경우에는 용접 비드의 가 장자리 부분이 충분히 용융되지 않았다. 이러한 차이로 인해 두 입열 방법에 따라 미세한 잔류응 력 분포 차이가 발생한 것으로 판단된다.
하지만 미세한 응력 분포 차이에도 불구하고 전 체적인 잔류응력분포의 경향이 유사한 이유를 분 석하기 위해, Fig. 11과 같이 약 1000℃ 이상의 고 온 영역이 유사함을 볼 수 있다. 이러한 고온에서 는 용접재(alloy 82)의 강도가 매우 낮으므로 용접 비드의 온도가 용접잔류응력에 미치는 영향이 적 을 것으로 생각된다. 따라서, 용융부의 차이에도 불구하고 입열 방법에 관계없이 유사한 잔류응력 분포를 보인 것으로 판단된다.
3.3 용접 비드 생성 방법에 따른 해석 결과 비교 Fig. 9의 FEA Model A, B와 C, D를 각각 비교하면 두 용접 비드 생성 방법에 따라 용접잔류응력분포 가 거의 유사함을 알 수 있다. Fig. 9의 수직 점선 은 해석 모델의 용접부 초기 두께(약 12.77 mm)를 나타내며 모든 FEA Model의 응력 해석 후 두께가 증가하였다. 이러한 두께 증가는 해석 과정에서 열 팽창과 열 수축 등으로 인해 국부적으로 용접 부에 발생한 변형과 굽힘에 의한 결과이어야 한 다. 하지만 평온 요소망 방법보다 요소망 생성 방 법 적용 시 응력 해석 후 두께가 더 두껍고, 외경 으로부터 거리가 증가함에 따라 차이가 누적되는 것으로 보아 요소망 생성 방법 적용 시 초기 모델 링 된 위치에서 재 생성될 때 변형된 기존 형상과 의 경계를 반영하지 못하여 용접 비드의 요소망이 들뜨거나 겹치는 현상이 발생해 실제 두께보다 더 두꺼운 결과가 나온 것으로 판단된다.
Fig. 12는 응력 해석 후 변형된 형상과 용접잔류
(a)
(b)
(c)
(d)
Fig. 12 Residual stress contour (left: hoop, right: axial):
(a) FEA Model A(Flux-Birth), (b) FEA Model B(Flux- Quiet), (c) FEA Model C(Temp.-Birth) and (d) FEA Model D(Temp.-Quiet)
(a)
(b)
Fig. 13 Residual stress distribution along the weld thickness according to heating method and weld bead generation method when pass 1 and pass 6 are deposited respectively: (a) hoop and (b) axial residual stress
응력 분포이다. Fig. 12(a), (b)와 Fig. 12(c), (d) 같이 용접 비드 생성 방법에 따른 원주 방향(왼쪽), 축 방향(오른쪽) 응력 분포 차이는 미미하지만, Fig. 12 (a), (c)와 같이 요소망 생성 방법 적용 시에 용접 비드의 들뜸이 발생한 것을 확인할 수 있다.
이와 대조적으로, 평온 요소망 방법을 적용한 해석은 활성화되기 전부터 용접 비드가 조금씩 수 정되어 들뜸과 겹침 현상 없이 비교적 가지런한 요소망 배열을 유지하며 해석이 수행되었음을 알 수 있다.
Fig. 13은 pass 1, 6이 적층되고 충분히 냉각된 후 의 잔류응력 분포를 도시한 것이다. 평온 요소망 방법을 적용한 FEA Model B, D에서 pass 1~6의 마 지막 용접 비드 상부의 축 방향 응력이 원주 방향 응력과는 다르게 경계에서 높았다. 이것은 평온 요소망 방법 특성상 용접 비드 경계에서 활성화
되지 않은 다음 용접 비드의 영향을 받은 것이며, 이러한 효과가 크다면 평온 요소망 또한 용접 비 드 경계에서 부정확한 결과를 초래할 수 있다.
하지만 경계로부터 약 1 mm를 제외한 나머지 영역은 요소망 생성 방법의 결과와 큰 차이가 없 었다. 이것은 다음 용접 비드가 고온으로 적층되 면서 어닐링 효과로 인해 잔류변형률과 잔류응력 이 0으로 되기 때문이다.
Fig. 14는 고온의 마지막 비드, pass 7이 적층되어 열 전달이 이루어지면서 pass 6과 7의 경계부의 잔 류등가변형률과 잔류응력이 0이 됨을 보여 준다.
그리고 마지막 용접 비드의 상부는 다음 용접 비 드가 없어 영향을 받지 않는다는 점에서 이러한 영향이 평온 요소망 방법과 요소망 생성 방법의 최종 용접잔류응력 분포에 미치는 영향은 무시할 수 있는 정도로 적다. 그리고 Fig. 9에서 마지막 용접 비드(pass 7)가 적층 되었을 때 이러한 영향 이 최종 용접잔류응력 분포에 미치지 못함을 확인 하였다.
(a)
(b)
(c)
(d)
Fig. 14 Validation of annealing effect while the weld bead 6 is cooling(FEA Model D): (a) tem- perature, (b) equivalent plastic strain(PEEQ), (c) hoop stress and (d) axial stress
(a)
(b)
Fig. 15 Comparison of welding residual hoop stress distribution FEA results with measured ones along the (a) center line and (b) line 1
이상의 결과를 종합해 볼 때, 조금 더 큰 변형 이 일어나는 해석 모델에 대하여 평온 요소망 방 법을 적용하여 얻은 해석 결과를 요소망 생성 방 법을 적용하여 얻은 해석 결과와 상호 보완할 수 있다고 판단된다.
3.4 용접 잔류응력 해석결과와 측정결과 비교 용접잔류응력 해석의 타당성을 추가로 확인하기 위해, Fig. 10과 11에서 도시한 바와 같이 용접부의 중심선과 용접부의 중심선으로부터 304 SS 방향으 로 4.79 mm 떨어진 위치에서 외경에서 내경 방향 으로 그은 line 1을 따라 구한 유한요소 해석 값과 MRP-316에서 컨투어(contour) 방법으로 실제 측정 하여 제시한 값(3)을 비교하였다.
Fig. 15(a)와 (b)는 각각 중심선과 line 1에서의 잔 류응력 결과를 비교한 것이다. 중심선을 따라서 비교했을 경우, 두께 중심부에서는 다소 차이를 보이나 내경과 외경에 가까워 지면서 용접잔류응 력은 서로 비슷한 경향을 보였다. 중심선에서 떨 어진 위치인 line 1에서는 전체적인 경향이 더욱 유사함을 확인하였다. 이를 통해 본 연구에서의 해석 결과가 타당성을 갖추었다고 판단된다. 단, Fig. 15(b)에서 외경으로부터 3~6 mm 구간에서 유 한요소해석에 의한 용접잔류응력이 급격하게 증가 하는 지점이 나타난다. 실제 용접에서는 용접재와 모재가 경계에서 함께 용융되어 순차적인 물성 변 화를 가질 것으로 예상된다. 그러나 실제 용접과 는 다르게 유한요소해석 모델의 경우, 용접재와 모재의 경계에서 급격한 물성 변화가 생기기 때문 에 이러한 특정 구간에서 급격한 응력 변화가 나 타난 것으로 생각된다.
Fig. 15(b)에서 도시한 바와 같이, 용접부 중심선 으로부터 떨어진 지점에서도 열입력 방법과 용접 비드 생성 방법에 따라 전체적인 경향이 유사함을 확인할 수 있었다. 따라서 앞서 3.2, 3.3절에서 논 의한 결론은 용접부 중심선에서뿐만이 아니라 다 른 용접부위에서도 적용될 수 있음을 확인하였다.
3.5 기하학적 비선형성 고려
Fig. 16은 기하학적 비선형성 고려 유무에 따른 용접잔류응력 분포이다. ABAQUS의 Nlgeom 기능 을 활성화(ON)하면, 해석 도중에 발생한 변위와 변형으로부터 기인하는 비선형 효과를 반영한 결 과를 구할 수 있다. 따라서, 해석 중에 변형이 적 게 발생하는 경우에는 기하학적 비선형성 고려 유 무에 따른 결과 차이가 적으나, 대 변형이 일어나 는 경우에는 결과가 다를 수 있다.(6)
(a)
(b)
Fig. 16 Residual stress distribution along the weld thickness considering geometric non-linearity with temperature boundary condition method:
(a) hoop and (b) axial residual stress
각각의 유한요소 해석 모델에 대하여 기하학적비 선형성 고려 유무에 따른 용접잔류응력 분포 차이 가 미미하므로, 해석 과정 중에 열팽창과 수축으로 용접부에 발생한 변형이 적었음을 알 수 있다.
4. 결 론
본 논문에서는 원통형 다층 금속 용접부를 대상 으로 열원 입력과 비드 생성 방법이 유한요소해석 에 미치는 영향을 알아보았으며, 그 결과는 다음 과 같다.
(1) 녹는점 이상의 온도에서 적용되는 탄성 계 수와 항복 응력은 탄성-소성 거동 여부를 결정하 나 실제로 측정이 불가능하므로, 합리적인 값을 찾기 위해 변수 해석을 수행하였다. 요소망 생성 방법과 평온 요소망 방법 두 경우 모두 탄성 거동 이 지배적인 경우에는 용접 후 복원력으로 인해 마지막 용접 비드 영역에서 잔류응력 변화가 컸지
만, 소성 거동이 지배적인 경우에는 잔류응력 변 화가 미미했다. 소성 거동과 해석의 수렴성을 고 려하여, 녹는점 이상의 온도에서 Alloy 82용접재의 탄성 계수는 103 MPa, 항복 응력은 10 MPa으로 응 력 해석에 적용하였다.
(2) 실제 용접 시 특정 위치에서 측정한 온도 정보를 이용하여 두 열원 입력 방법에 따른 열 전 달 해석을 수행한 결과, 용융 온도 이상 도달했던 영역의 분포는 서로 달랐지만 전체적으로 유사한 잔류응력 분포를 보였다. 이러한 온도 분포 차이에 도 불구하고 전체적인 잔류응력분포의 경향이 유 사한 것은 약 1000℃ 이상의 고온에 놓였던 영역 이 비슷하고, 이러한 고온에서는 용접재(Alloy 82) 의 강도가 매우 낮으므로 용접 비드의 온도가 용 접잔류응력에 미치는 영향이 미미하기 때문이다.
(3) 두 용접 비드 생성 방법을 적용한 모델의 용접잔류응력 분포는 거의 같았다. 하지만 변형이 생기는 경우에 요소망 생성 방법 적용 시 용접 비 드 간 들뜸 또는 겹침이 발생하는데, 이것은 변형 이 적은 해석 모델에서는 영향이 적지만 조금 더 큰 변형이 발생하는 해석 모델에서는 그 영향을 무시할 수 없다. 따라서 요소망 생성 방법 적용 시에 들뜸과 겹침이 발생하는 모델에 대하여 평온 요소망 방법을 적용하여 상호 보완하면 보다 정확 한 해석 결과를 얻을 것으로 판단된다.
(4) 용접잔류응력에 대한 해석값의 타당성을 확 인하기 위해 해석값과 보고된 측정값을 비교한 결 과, 용접부 중심선(center line)과 중심선으로부터 4.79 mm 떨어진 지점(line 1)에서 전체적으로 두께 방향 분포가 유사함을 확인하였다.
(5) 평온 요소망 방법은 해석 방법론적 특성상 활성화 되지 않은 용접 비드의 존재로 인해 활성 상태인 용접 비드의 경계에서 부정확한 잔류 응력 이 발생할 수 있다. 하지만 최종 용접 비드를 제 외한 용접 비드에서는 다음 용접 비드에 의한 응 력 풀림으로 인해 이러한 영향이 사라졌으며, 최 종 용접 비드는 다음 용접 비드가 없으므로 영향 을 받지 않았다.
후 기
본 연구는 원자력안전위원회의 재원으로 한국원자 력안전재단의 지원을 받아 수행한 원자력안전연구사 업의 연구결과이며(No.14030006), 동시에 2016년도 산업통상자원부의 재원으로 한국에너지기술평가원 (KETEP)의 에너지인력양성사업으로 지원받아 수 행한 인력양성 성과입니다(No.20164010201000).
참고문헌
(References)
(1) Kim, J.-S. and Jin, T.-E., 2003, "Development of Residual Stress Analysis Procedure for Fitness-for- service Assessment of Welded Structure," Trans.
Korean Soc. Mech. Eng. A, Vol. 27, No. 5, pp. 713~
723.
(2) Song, T.-K., Bae, H.-Y., Kim, Y.-J., Lee, K.-S. and Park, C.-Y., 2008, "Sensitivity Analyses of Finite Element Method for Estimating Residual Stress of Dissimilar Metal Multi-pass Weldment in Nuclear Power Plant," Trans. Korean Soc. Mech. Eng. A, Vol.
32, No. 9, pp. 770~781.
(3) Broussard, J., 2015, "Materials Reliability Program:
Finite-Element Model Validation for Dissimilar Metal Butt-Welds (MRP-316, Revision 1)," Vol. 1 and 2, EPRI, Palo Alto, CA.
(4) Michael, B., Rudland, D. J. and Csontos, A., 2014,
"Weld Residual Stress Finite Element Analysis Validation: Part 1, Data Development Effort," Nuclear Regulatory Commission, Washington, DC.
(5) Song, T.-K., Bae, H.-Y., Kim, Y.-J., Lee, K.-S., Park, C.-Y., Yang, J.-S., Huh, N.-S., Kim, J.-W., Park, J.-S., Song, M.-S., Lee, S.-G., Kim, J.-S., Yu, S.-C. and Chang, Y.-S., 2009, "Assessment of Round Robin Analyses Results on Welding Residual Stress Prediction in a Nuclear Power Plant Nozzle," Trans. Korean Soc.
Mech. Eng. A, Vol. 33, No. 1, pp. 72~81.
(6) Dassault Systems, 2015, "ABAQUS 2016 User’s Manuals."
(7) Yaghi, A.H., Hyde, T.H., Becker, A.A. and Sun, W., 2013, "Finite Element Simulation of Residual Stresses Induced by the Dissimilar Welding of a P92 Steel Pipe with Weld Metal IN625," International Journal of Pressure Vessels and Piping, Vol. 111, pp. 173~186.
(8) Björn, B. and Josefson, B. L., 2008, "A Parametric Study of Residual Stresses in Multi-pass Butt-welded Stainless Steel Pipes," International Journal of Pressure Vessels and Piping, Vol. 75, pp. 11~25.
(9) Dean, D. and Murakawa, H., 2006, "Numerical Simulation of Temperature Field and Residual Stress in Multi-pass Welds in Stainless Steel Pipe and Comparison with Experimental Measurements," Com- putational Materials Science, Vol. 37, No. 3, pp. 269~
277.
(10) Bae, H.-Y., Kim, J. H., Kim, Y. J., Oh, C. Y., Kim, J.
S., Lee, S. H. and Lee, K. S. 2012, "Sensitivity Analysis of Finite Element Parameters for Estimating Residual Stress of J-groove Weld in RPV CRDM Penetration Nozzle," Trans. Korean Soc. Mech. Eng.
A, Vol. 36, No. 10, pp. 1115~1130.
(11) Kim, J.-S., Ra, M.-S. and Lee, K.-S., 2015,
"Investigation on the Effects of Geometric Variables on the Residual Stresses and PWSCC Growth in the RPV BMI Penetration Nozzles," Journal of Mechanical Science and Technology, Vol. 29, No. 3, pp. 1049~1064.
(12) Lindgren and Lars-Erik. 2001, "Finite Element Modeling and Simulation of Welding Part 1: Increased Complexity," Journal of thermal stresses, Vol. 24, No.
2, pp. 141~192.
(13) Yaghi, A., Hyde, T.H., Becker, A.A., Sun, W. and Williams, J.A., 2006, "Residual Stress Simulation in Thin and Thick-walled Stainless Steel Pipe Welds Including Pipe Diameter Effects," International Journal of Pressure Vessels and Piping, Vol. 83, No. 11, pp.
864~874.
(14) Broussard, J., 2015, “Material Reliability Program:
Welding Residual Stress Dissimilar Metal Butt-weld
Finite Element Modeling Handbook (MRP-317, Revision 1),” EPRI, Palo Alto, CA.
(15) D Elcoate, C. D., Dennis, R.J., Bouchard, P.J. and Smith, M.C., 2015, "Three Dimensional Multi-pass Repair Weld Simulations," International Journal of Pressure Vessels and Piping, Vol. 82, No. 4, pp. 244~
257.
(16) John, G., Chakravarti, A. and Bibby, M., 1984, "A New Finite Element Model for Welding Heat Sources,"
Metallurgical transactions B, Vol. 15, No. 2, pp. 299~
305.
(17) Rudland, D., et al, 2007, "Comparison of Welding Residual Stress Solutions for Control Rod Drive Mechanism Nozzles," ASME 2007 Pressure Vessels and Piping Conference, American Society of Mechanical Engineers, pp. 997~1011.