<학술논문>
DOI https://doi.org/10.3795/KSME-A.2017.41.4.321ISSN 1226-4873(P rint) 2288-5226(Online)
수평자세 맞대기 TIG 초층용접에서 최적용접조건의 선정에 관한 연구
정 성 훈* · 김 재 웅**영남대학교 기계공학부
A Study on the Optimal Welding Condition for Root-Pass in Horizontal Butt-Joint TIG Welding
Sung Hun Jung* and Jae-Woong Kim*
* School of Mechanical Engineering, Yeungnam Univ.
(Received October 13, 2016 ; Revised November 10, 2016 ; Accepted November 18, 2016)
Key Words: Root-pass Welding(초층용접), Horizontal Position Welding(수평자세용접), Response Surface
Method(반응표면법), TIG Welding(텅스텐불활성가스용접)
초록 : 본 연구에서는 수평 자세에서의 TIG 용접 시 반응표면법(RSM)을 이용하여, 최적의 이면비드 형 상을 구하는 연구를 진행하였다. 입력변수로는 베이스 전류, 피크 전류, 용접속도를 선정하였고, 이면 비드 폭을 용접품질에 관한 출력변수로 하여 목표값을 5.4 mm로 설정하였다. Box-Behnken 실험계획법에 따라 실험을 진행하였고, 비드 폭에 관한 2차 회귀모형을 구한 후, F-테스트를 이용하여 회귀모델을 검 정하였다 . 그리고 망목특성의 호감도 함수를 사용하여 이면비드 형상을 평가함으로써 최적화를 수행하 였다. 이렇게 도출된 최적의 용접조건은 코드화된 값으로 베이스 전류; 0.9204, 피크 전류; 0.8676, 용접 속도 ; 0.3776이었다. 검증실험 결과 목표값에 근접한 5.38 mm의 이면비드 폭을 얻을 수 있었다.
Abstract: In this study, to investigate the shape of the back bead as a weld quality parameter and to select the
optimal condition of the root-pass TIG welding of a horizontal butt-joint, an experimental design and the response surface method (RSM) have been employed. Three parameters are used as input variables, which include the base current, peak current, and welding speed. The back bead width is selected as an output variable representing the weld quality, the target value of the width is 5.4 mm. Conducting the experiments according to the Box-Behnken experimental design, a 2
ndregression model for the back bead width was made, and the validation of the model was confirmed by using the F-test. The desirability function was designed through the nominal-the-best formula for the appropriate back bead width. Finally, the following optimal condition for welding was selected using the RSM: base current of 0.9204, peak current of 0.8676, and welding speed of 0.3776 in coded values. For verification, a test welding process under the optimal condition was executed and the result showed the back bead width of 5.38 mm that matched the target value well.
Corresponding Author, [email protected]
Ⓒ 2017 The Korean Society of Mechanical Engineers
1. 서 론
본 연구는 수평자세 초층용접의 최적화에 관한 연구로써, V-그루브 용접 조인트에 대해 용가재 를 사용하지 않는 제살용접 (autogeneous welding) 을 시행할 때 최적용접조건을 선정하기 위한 방 법에 관한 연구이다 . 여기서 초층용접(root pass
welding)이란 한 번 또는 그 이상의 패스(pass)로
형성된 용착금속에서 최초로 시행된 용접층을 말
한다 . 최근에 용접구조물의 수요가 증대되고 있
고, 이를 제작하기 위해서 생산성과 정밀성이 요
구되는 초층용접의 중요성이 부각되고 있다 .
(1)TIG용접(Tungsten Inert Gas welding)에서 용접변
수들이 용접부 형상에 미치는 영향에 대한 연구
는 최근까지 다양하게 실시되었으나, 상세한 용
접 환경이 다르며 , 특히 수평자세(2G) 용접에 대
Fig. 1 Box-Behnken design (BBD)
해 연구된 결과는 드물다 .
(2)반면, 조선 및 해양
플랜트의 선체 외판 및 파이프 라인에서 형성되 는 수평용접 이음에 대한 용접품질의 확보와 자 동화 개발의 필요성은 증대되어 왔으며, 이는 선 박 , 플랜트 등의 대형 구조물 용접에서 수직 파 이프의 용접이음과 같이 수평자세 용접이 불가피 한 경우가 많기 때문이다 .
대구경 파이프의 용접이음에서 초층용접은 생 산속도를 높이면서도 이면비드의 형성이 균일하 게 이루어져야하는 관계로 최적의 용접조건을 선 정하여 적용할 필요가 있다 . 통상 내부의 이면비 드가 균일해야하기 때문에 파이프 용접시 초층용 접에는 품질이 우수한 TIG 용접공정이 주로 사용 되고 있다. 아울러 다층용접 조인트의 초층용접 에서 적절한 용접품질을 형성하기 위해서는 용입 이 깊고, 형상비(depth to width ratio)가 큰 용접조 건을 얻는 것도 중요하다 .
(3)본 연구에서는 수평자세(2G) V-그루브 맞대기 이음부를 대상으로 하여 TIG 초층용접에서 적합 한 이면비드의 형상을 얻기 위한 최적조건의 선 정방법을 구축하고자 한다 . 여기서, 실험계획법 에 의한 표면반응법을 적용하여 호감도함수로 표 현되는 목표품질의 만족도를 최대화시키는 용접 조건을 선정하고자 한다.
2. 용접조건의 최적화 방법
2.1 반응표면분석법
반응표면분석법(RSM; response surface meth- odology)은 여러 개의 입력변수(설명변수)가 복합 적인 작용을 함으로써 어떤 출력변수(반응변수)에 영향을 주고 있을 때 , 이러한 반응의 변화가 이 루는 반응표면에 대한 통계적인 분석 방법이다.
따라서 입력변수들의 복합적인 반응을 분석할 수 있는 회귀모형을 사용하여 최적의 값을 찾아내는 기법으로 회귀모형을 잘 추출하는 것이 요구된 다. 반응표면분석법은 입력변수의 변화에 따른 출력변수 값의 변화 , 적은 수의 실험으로 추정되 는 회귀모형의 추출, 입력변수에 대한 출력변수 의 최적화 과정을 통해 이루어진다 . 본 연구에서 출력변수를 최적화시키기 위한 반응표면은 회귀 분석 (regression analysis)방법에 의해 추정되므로 2 차 회귀모델을 식 (1)과 같이 설정하였다.
ŷ
≤
(1)
여기서 ŷ는 반응량 y의 추정량이고,
는 입력변수들의 코드변수 값(coded unit)이며,
는 최소자승법을 적용하여 구한 계수이 다 .
(4~7)2.2 실험계획법
실험계획법이란 실험에 대한 계획 방법을 의미 하는 것으로 , 해결하고자 하는 문제에 대하여 실 험을 어떻게 행하고, 데이터를 어떻게 취하며, 어 떠한 통계적 방법으로 데이터를 분석하면 최소의 실험횟수에서 최대의 정보를 얻을 수 있는가를 계획하는 것이다 .
(6)여러 가지 실험계획법 중 Box-Behnken(B-B) 실험계획은 비교적 실험횟수가 적고 2차 회귀모델을 구할 수 있기 때문에 반응 표면법에 흔히 사용된다. Fig. 1은 인자의 수가 3 개이고 , 각인자의 수준이 3 수준일 때의 실험조 건을 나타낸 것으로, 극단적인 조건의 실험을 제 거하여 실험 횟수를 줄인 실험계획법이다 . 본 연 구에서는 이런 장점을 가진 Box-Behnken 실험계 획법을 사용하였다 . 2차 회귀식인 식 (1)은 Box- Behnken 실험계획에 따라 실시한 실험의 결과치 를 통해 구한다 .
2.3 호감도 함수
다중응답에 대한 최적 입력값을 찾아주는 방법
으로 회귀분석을 통해 얻은 회귀모델을 사용하여
각 응답에 대한 호감도 함수를 정의한다. 호감도
함수의 범위를 0~1로 정의하면, 각 응답에 대한
만족도가 클수록 1에 접근하고 만족도가 작을수
록 0에 접근한다.
(6)본 연구에서는 Fig. 2와 같은
망목적 특성(nominal-the-best characteristics)을 가지
는 호감도 함수를 사용하여 용접비드 형상의 만
족도를 평가하였다. 이러한 호감도 함수를 식으
Fig. 2 Linear desirability function of mean response
Fig. 3 Typical process of experiment and analysis
Table 1 Conditions for TIG welding experiments
Arc length (mm) 3.0
Torch angle (°) 90
Gas[Ar] flow (l/min) 10
Root face (mm) 0.0
Root gap (mm) 0.0
Pulse frequency (Hz) 60
Pulse width (%) 50
Table 2 Chemical composition of specimen
Element C Si Mn P Cr Ni
Wt.% 0.153 0.013 0.78 0.0072 0.012 0.0014
(a) (b)
(c)
Fig. 4 Experimental setup
로 나타내면 식 (2)와 같다.
Ŷ ≤
Ŷ Ŷ ≤
Ŷ
Ŷ ≤
Ŷ ≥
(2)
여기서, Fig. 2와 같은 호감도 함수인 경우, A=1, B=4, C=7이 된다.
2.4 최적화 방법
실험과 분석 그리고 최적화의 순서는 Fig. 3에 나타낸 바와 같다. B-B 계획법에 의한 실험을 실 시한 후 도출한 결과치를 이용하여 수학적 회귀 모델을 구한다. 이를 F-검정(F-test)과 결정계수 (
)를 사용하여 검정하며,
(6,7)검정 완료 후 호감 도 함수 수식을 정립하고 , 호감도 함수와 반응표 면법을 사용하여 최적의 용접조건을 선정한다.
3. 실험 및 결과
3.1 용접실험
S20C 재질인 시편에 대하여 펄스 TIG 용접을 실시하였으며 , 시편은 120 × 75 × 9 mm 크기의 강 판재에 V-그루브의 베벨각을 35°로 밀링 가공하 였다 . 시편 용접부의 이물질을 제거하기 위해 알 코올로 조인트 부근을 세척한 후 사용하였다. 고 정변수인 아크의 길이 , 토치각도, 루트면(root
face), 루트갭(root gap), 보호가스 및 유량은 Table 1과 같다. Table 2에는 용접조건과 모재의 화학적 성분을 나타내었다. 이 성분표는 제조사에서 제 시한 것이다 . 입력변수는 베이스전류, 피크전류, 용접속도이고, 출력변수는 이면비드의 폭과 높이 이다 . 여기서 입력변수의 수준(level)은 2차 회귀 모형에 적합하도록 Table 3과 같이 3 수준으로 하였다 .
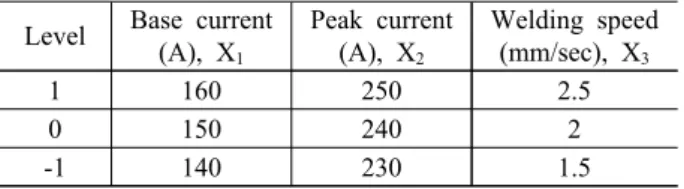
가용접한 시편을 Fig. 4와 같이 수평용접자세를
위한 용접지그에 장착한 후 용접을 실시하였다 .
Fig. 4의 지그는 수평자세 용접을 위해 제작한 지
그로써 (a)와 같이 정면을 3 위치에서 눌러주고,
하단을 2 위치에서 받쳐주며 수평을 맞추도록 하
Table 5 Regression analysis of back bead width Source of
variance Sum of
squares Degree of
freedom Mean of squares
Regression 9.3873 9 1.04304
Error 0.9034 5 0.18067
Total 10.2907 14
p-value
0.034 91.22% 5.77 4.77
(a) Width=3.6 (b) Width=5.4 (c) Width=7.2
Fig. 5 Cross-sections of weld beadTable 3 Factors and level for experimental design Level Base current
(A), X1
Peak current (A), X2
Welding speed (mm/sec), X3
1 160 250 2.5
0 150 240 2
-1 140 230 1.5
Table 4 Box-Behnken design and experimental result No Coded variables Response
X1 X2 X3 Bead width
(mm) Bead height (mm)
1 -1 -1 0 4.65 0.03
2 1 -1 0 5.47 -0.04
3 -1 1 0 5.04 -0.08
4 1 1 0 5.74 -0.07
5 -1 0 -1 4.90 -0.02
6 1 0 -1 6.68 -0.04
7 -1 0 1 3.66 -0.08
8 1 0 1 4.06 -0.05
9 0 -1 -1 4.90 -0.03
10 0 1 -1 6.68 0.04
11 0 -1 1 4.21 -0.04
12 0 1 1 5.12 -0.08
13 0 0 0 4.67 -0.07
14 0 0 0 4.56 0.04
15 0 0 0 4.69 -0.02
였다. 또한 지그와 시편이 용접되지 않도록 (b)에 서와 같이 시편과 지그 사이의 일정한 간격을 두 도록 설계하였다.
3.2 실험결과 및 분산 분석
이면비드의 측정은 10 mm 간격으로 비드의 폭 과 높이를 측정한 후 평균값을 산출하였다.
Box-Behnken 실험계획법의 시트에 따른 실험순서 및 결과를 Table 4에 나타내었다. 실험결과 이면 비드의 높이는 0.08~0.04 mm의 범위로 나타났 다. 이 값은 용접부 결함의 허용한계에 관한 규 정 (ISO6520)에서 제시하는 이면비드의 허용 높이 (엄격 기준)인 0.5~1.55 mm를 충분히 만족하므 로 용접품질의 평가대상에서 배제하였다 . 따라서 용접품질을 결정짓는 인자로 이면비드 폭을 선정 하였다 . 총 15회의 실험을 수행한 후 얻은 출력 변수 값으로 수학적 회귀모델을 생성하였다. 관 심영역에서 입력변수인 베이스 전류 (X
1), 피크 전 류(X
2), 용접속도(X
3)에 대한 출력변수인 이면비드 폭의 회귀식을 식 (3)에 나타내었다.
Bead width = 4.641+0.462X
1+0.418X
2-0.765X
3+ 0.091X
1X
1+0.494X
2X
2+0.094X
3X
3-0.032 X
1X
2-0.345X
1X
3-0.218X
2X
3(3) 추정된 수학적 회귀모델이 유의한지 판별하기 위해 분산분석의 F검정과 결정계수(
)를 이용하 였다 . 본 연구에서 실험으로부터 얻은 수학적 회 귀모델에 관한 분산분석표를 Table 5에 나타내었 다 . TIG 용접의 경우 공정변수가 많은 다변수 공 정으로 아크의 안정성 및 비드의 형상에 미치는 인자가 많기 때문에 재현성 및 정밀도 수준이 높 지 않은 특징이 있다. 이러한 점을 고려하여 F-검 정에서 일반적으로 적용하는 유의수준인 0.05 수 준의 기각치를 적용하였으며, F-분포표를 통하여 해당 기각치 [F(α)]는 4.77인 것을 확인하였다.
Table 5를 통해 F
0과 F(α)을 비교하면, F
0값은 5.77로 기각치인 4.77보다 크므로 비드 폭에 대한 수학적 회귀모델은 유의하다고 판단된다. 또한 결정계수 (
)는 91.22%의 수준에서 유의하다고 판단할 수 있다 .
(6)3.3 용접조건의 최적화
용접품질의 최적화를 위한 적합 용접조건을 선
정하고자 한다 . 시편의 단면을 절단하여 폴리싱
과 에칭을 한 후 현미경 관찰을 통하여 이면비드
Fig. 6 Desirability function of bead width
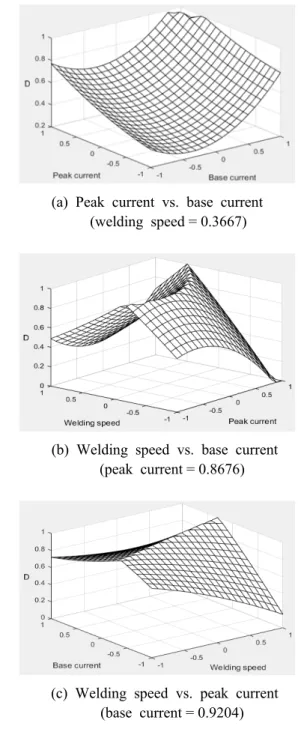
(a) Peak current vs. base current (welding speed = 0.3667)
(b) Welding speed vs. base current (peak current = 0.8676)
(c) Welding speed vs. peak current (base current = 0.9204)
Fig. 7 Result of desirability response의 단면을 확인하였다. Fig. 5(a)에서 비드의 폭이
3.6 mm일 경우 이면비드에서 용입불량이 부분적 으로 발생했고, Fig. 5(c)는 입열량이 너무 많아 용락 (burn through)이 발생하였다. 이면비드 폭이 3.6 mm와 7.2 mm 중간 값인 약 5.4 mm의 시편은 균일하고 양호한 이면비드 품질을 나타내는 것을 확인할 수 있다. 따라서 용접부의 목표품질 평가 에서 이면비드 폭에 대해서는 망목특성을 설정하 였다.
용접조건에서 최적의 값을 찾기 위해 수학적 회귀모형과 호감도 함수를 사용하였고, 이면비드 폭에 대한 호감도 함수에서 이면비드 폭이 3.6 mm 이하와 7.2 mm 이상인 경우 호감도 함수 값 을 0으로 하였고, 5.4 mm일 때 호감도 함수 값은 최대값인 1로 하였으며, 그 사이는 선형적으로 증감하는 분포로 Fig. 6과 같이 설계하였다. 이에 대한 호감도 함수식은 식 (4)에 나타내었다.
Ŷ
Ŷ
≤ Ŷ ≤
Ŷ
≤ Ŷ ≤
Ŷ
(4)
회귀식 식 (3)과 호감도 함수식 식 (4)를 사용 하여 최적의 용접조건을 찾는 방법은 다음과 같 다 . 즉, 호감도 함수값이 최대가 되는 입력변수 (X
1, X
2, X
3) 값을 찾는 것이다. 본 연구에서는 모 든 입력 변수의 범위내에서 각각 해당하는 호감 도 함수값을 구하고, 이들 중 최대 호감도 값을 나타내는 입력변수 (용접조건)를 탐색하는 격자탐 색법을 사용하였다. 이렇게 구한 조건에 대해 2 변수 반응표면 그래프들을 Fig. 7에 도시하였다.
반응표면도에서 가장 극점에 있는 포인트가 최적 의 용접조건을 나타낸다 .
3.4 최적조건의 선정 및 검증
격자탐색법을 통하여 각 최대의 호감도함수 값 을 나타내는 입력변수(용접조건)을 선정하므로써 최적조건을 얻게 된다 . 본 과정에서 최대 호감도 함수값인 1을 만족하는 조건을 구할 수 었었으 며 , 이 때 각 인자들과 호감도함수의 관계를 Fig.
8에 나타내었다. 이 값들은 코드화된 최적값을
Table 6 Optimal welding condition Coded variables Natural variables
X1 X2 X3 Base
current Peak
current Welding speed 0.9204 0.8676 0.3667 159 A 248 A 2.26 mm/sec
Table 7 Measured data of back bead width in the
verification test (unit: mm)
Specimen 1 Specimen 2 Specimen 3
1 5.38 5.40 5.36
2 5.40 5.39 5.37
3 5.38 5.39 5.34
4 5.37 5.40 5.35
5 5.38 5.40 5.33
Aver. 5.38 5.40 5.35
Fig. 8 Optimal value of factors
Fig. 9 Back bead appearance with optimal welding
condition
Fig. 10 Measuring the back bead width
나타내며, 실변수값인 최적의 용접조건을 Table 6 에 나타내었다 . 이렇게 선정된 최적 입력변수에 대한 출력변수인 비드 폭은 5.4 mm이므로, 선정 된 최적의 용접조건이 맞는지 검증하기 위하여 검증실험을 3회 실시하였다.
Fig. 9에 대표적인 이면비드의 외관을 나타내었 으며, Fig. 10에는 이면비드 폭의 측정상황을 나
타내었다. 검증실험을 시행한 3개의 용접시편에 대해 각각 5개의 위치에서 측정한 결과를 Table 7에 나타내었으며, 비드 폭의 전체 평균이 5.38 mm인 이면비드가 생성된 것을 알 수 있다. 검증 실험 결과 최적조건에 의한 이면비드 폭이 최적 화 목표값인 5.40 mm에 매우 근접하였음을 볼 수 있다.
4. 결 론
본 연구는 수평자세 초층용접조건의 최적화에 관한 연구로써 용가재를 사용하지 않는 제살용접 을 적용한 V-groove 용접을 대상으로 최적화 과 정을 수행하였으며 , 연구결과 다음과 같은 결론 을 얻을 수 있었다.
(1) 기초실험을 통해 이면비드 형상에 영향을 크게 미치는 인자로 베이스 전류, 피크 전류, 용 접속도를 선정하였다 .
(2) Box-Behnken 실험계획을 사용하여 출력변 수인 이면비드 폭과 높이에 대한 실험치를 구하 였으며, 실험결과 이면비드 높이는 모든 조건에 서 소정의 품질을 만족하므로 최적화 목표 품질 인자로 이면비드 폭을 선정하였다.
(3) 최적의 목표품질 인자인 이면비드의 폭에 대해서, 실험결과를 바탕으로 망목 특성값을 5.4 mm로 선정하였다.
(4) 회귀모델과 호감도 함수를 사용하여 최적의 이면비드를 생성하는 용접조건으로 , 베이스전류 159 A, 피크전류 248 A, 용접속도 2.26 mm/s를 선 정하였다 .
(5) 표면반응법을 통해 구한 최적용접조건을 적
용하여 확인실험을 실시한 결과 , 평균 5.38 mm의
이면비드 폭을 얻음으로써 적합한 용접조건임을
확인하였으며 , 본 용접조건 최적화 방법의 유효
성을 확인하였다.
참고문헌