NPK
비료 생산을 위한6
구역 모사이동층의 공정모사임영일
†
·이아란한경대학교화학공학과
FACS
연구실456-749
경기도안성시석정동67 (2006
년9
월1
일접수, 2006
년11
월2
일채택)
Simulation of a Six-zone Simulated Moving Bed Chromatographic Process for NPK Fertilizer Production
Youngil Lim † and Aran Lee
FACS Lab. , Dept. Chemical Engineering, Hankyong National University , 67 Seokjung-dong , Anseong , Gyonggi 456-749 , Korea (Received 1 September 2006; accepted 2 November 2006)
요 약
본연구는
NPK(
질소-
인-
칼슘)
비료생산을위하여강양이온이온교환수지를사용하는모사이동층(SMB; simulated
moving bed)
흡착공정의모델링과모사에관하여다룬다.
이공정은생산부와재생부로크게나뉘며,
원하지않는이온을제외시키기위한
2
개의세척구역을포함하여6
개의구역으로구성되어있다.
따라서전통적인4
구역모사이동층공정보다좀더복잡한운전조건을갖는다
.
이러한6
구역모사이동층공정의모델링과모사를통하여얻은결과는파일럿규모의공정과상용화공정에서얻은실험결과와유사함을보여주었다
.
실험결과로부터확인된이모델식은최적운전조건을얻기위한최적화문제에적용될수있을것이다
.
Abstract −
Using strong cation exchange simulated moving bed (SMB) chromatography, a nitrogen-phosphate-potas- sium (NPK) fertilizer is produced in a cost-effective manner. The SMB process operated in a non-traditional way is divided into production and regeneration sections for exclusion of undesirable ions, and composed of six zones includ- ing two wash-water zones. This paper addresses modeling and simulation studies on the ion-exchange SMB process, compar- ing simulation results with experimental data obtained both from a pilot plant and an industrial plant. The simulation results show a good agreement with in situ experimental data obtained in the two plants. The model equation validated by the exper- iments will be applicable for optimization problems to obtain optimum operating conditions of the process.
Key words: Chromatographic Separation, Ion-Exchange Simulated Moving Bed (SMB), NPK Fertilizer Production, Process Modeling, Process Simulation
1. 서 론
모사이동층
(SMB; simulated moving bed)
크로마토그래피공정은연속공정으로서높은생산성과높은분리성능을갖는강력한기 술로인식되어왔다
(Mazzotti et al., 1997; Ma and Wang, 1997; Beste et al., 2000; Klatt et al., 2002; Kim et al., 2001; Lim, 2004).
모사 이동층공정은전통적으로사용되는회분식크로마토그래피공정에비 교하여볼때,
높은수율,
낮은투자비용그리고적은용매소비등 의잇점을보여준다(Klatt et al., 200; Lim, 2004).
그러나,
이러한높은 성능을얻기위하여설계변수및운전변수의최적화가요구된다.
본연구는
NPK(nitrogen-phosphate-potassium) 6
구역모사이동층공정에대하여공정모델식을기반으로하는운전조건의최적화를
위한준비단계로서주어진공정의모델링과모사에관하여기술한다
.
NPK
비료생산공정은강양이온교환수지가채워진SMB
크로마토그래피컬럼
(ID 2 m×1.8 m, 16 columns)
을사용하며,
덴마크Kemira A/S
에서설계및개발되었고(Knudsen, 1974),
현재까지경제성을유지하며운전되고있다
.
이SMB
공정의몇가지특성을살펴보면
,
첫째,
원료용액은질산과인산을포함하는강한전해질 로서,
비선형등온흡착식을갖는다.
둘째,
비교적큰흡착입자를사용하므로기공내물질전달속도를고려하는비평형흡착식이사용
되어야한다
.
셋째, Fig. 1
에서보듯이생산부와재생부로나눠지며,
ion-exclusion
을위한2
개구역이포함된6
구역공정이다.
넷째, 16
컬럼으로구성된이공정의한개컬럼이동시간
(cycle time)
은5
분이며
,
주기적정상상태에도달하기위하여약5
시간이필요하다.
이러한공정특성에따라서비선형등온식과비평형흡착모델식 이사용되며
,
모델계산속도를향상시키기위하여CE/SE(conservation
† To whom correspondence should be addressed.
E-mail: email:[email protected]
element and solution element method)
편미방수치해석법(Chang, 1995; Lim and Jorgensen, 2004; Lim et al., 2004)
을사용하였다.
다음장에서는공정에대한설명이이어지고
,
제3
장에서는공정 의모델링에관하여설명한다. 4
장에서는모사결과와실험결과를 비교하고,
개발된공정모델식의유효성에관하여기술한다.
2. 공정 설명(Process description)
전통적인
NPK
비료는KCl
로부터필요한칼륨성분을도입하여많은양의염소가포함되었지만
,
덴마크Kemira A/S
에서개발된Ca 2+ -H + -K +
이온교환모사이동층을이용한공정에서는염소를포함하지 않는
NPK
비료를 경제적인 방법으로 생산하고 있다(Knudsen, 1974).
NPK
비료는원료물질로서질소성분은질산을통하여,
인성분은인산칼슘에서
,
칼륨성분은KCl
을이용하여생산된다.
여기에서 원하지않는성분은칼슘과염소두성분이며,
칼슘이온(Ca 2+ )
은K +
와의양이온교환을통하여제거되고
,
염소는공정을생산부와재생부로분리하여세척구역을사용함으로서제거된다
(Fig. 1
참조).
양이온교환수지상에서의흡착반응은상대양이온
(Ca 2+ , H +
와K + )
사이에서일어난다
.
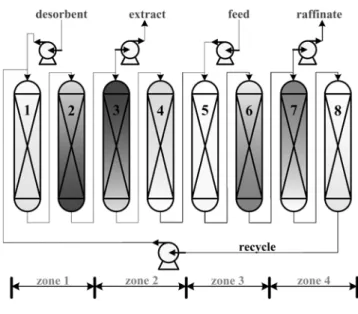
(1) Fig. 1
은16
컬럼의배열을보여준다.
유입용액으로는TS(nitrogen- phosphate solution)
와TK(KCl solution)
가있으며,
세척유입액은V1
과V2
이고,
유출용액으로는FS(product solution)
와KK(regenerated solution)
그리고, 2
개의배출용액으로서SV
와KV
가있다. KV
는V1
탱크로모두재순환되며, KV
용액에는Ca 2+
나Cl
−같은이온이함유되어있지않도록운전되어야한다
.
배출되는SV
전부는Back washing water(BW)
로서이용된다. Back-washing
컬럼은충 전입자내염소이온및불순물을제거하고,
충전입자를청소하는역 할을한다.
주어진순환시간
(switching time or cycle time)
동안운전된후,
모든유출입흐름들은유체의흐름방향으로한컬럼전진하여같 은순서로설정된다
.
이러한유체흐름의변환이반복된후SMB
공정은주기적인정상상태에도달하게된다
. SMB
공정의자세한운전원리는
1989
년에발표된Ruthven and Ching
의논문에서찾아 볼수있다.
일반적인
SMB
공정은Fig. 2
에서보여주듯이4
구역으로이루어져있으며
, 4
개의흐름(desorbent, extract, feed and raffinate)
이존재 한다. 2
개의혼합성분은흡착제와의친화력이적은성분이extract
에서그리고친화력이큰성분이
raffinate
에서회수된다.
따라서이논문에서소개되는
6
구역SMB
공정은일반적인4
구역SMB
공정에서찾아볼수없는세척구역이존재하며
,
생산부와재생부로분리된
2
개의SMB
공정을직렬로연결시켜놓은배열로간주할수있다.
구역
I, II,
그리고III
을포함하는생산부(V1-TS-FS-SV)
에서는칼 슘과수소이온(Ca 2+ , H + )
이이온교환수지로의 흡착을통하여 원료용액으로부터제거되고,
칼륨이온(K + )
은수지로부터탈착되어원료용액으로첨가된다
.
따라서생산물(FS)
은NPK
성분을함유하게된다
. IV-V-VI
구역을포함한재생부에서는생산부와반대적인기능을갖는다
. KCl
용액(TK)
의투입으로칼슘과수소이온은탈착되고
,
이온교환수지는칼륨이온으로대체된다.
이공정은
3
성분계이지만,
첫번째성분으로는Ca 2+
와H + ,
그리고두번째성분은
K +
로하는2
성분계로가정할수있다.
왜냐하면,
이공정의주된목적은원료용액
(TS)
에칼륨을첨가하는반면칼 슘과수소를제거하는것이기때문이다.
본연구에서
Back-washing
컬럼(BW)
은모델식에포함되어지지않으며
,
본공정은15
개컬럼만으로모사된다. Fig. 1
에서보듯이세척영역인구역
-I
은3
개의컬럼으로이루어져있으며,
생산영역인 구역-II
또한3
개의컬럼으로이루어져있다.
구역-III
도3
개의컬럼 으로되어있다.
구역은또다른세척영역으로써1
개의컬럼만이존 재한다.
구역은4
개의컬럼으로구성된재생영역이며,
구역은1
개의컬럼으로구성되어있다
.
이렇게총6
구역으로나뉘어진컬럼구 성은3/3/3-1-1/4/1
로표현하게될것이며,
이구성은Kemira A/S
의 상용화공정에서일반적으로운전되는형태이다.
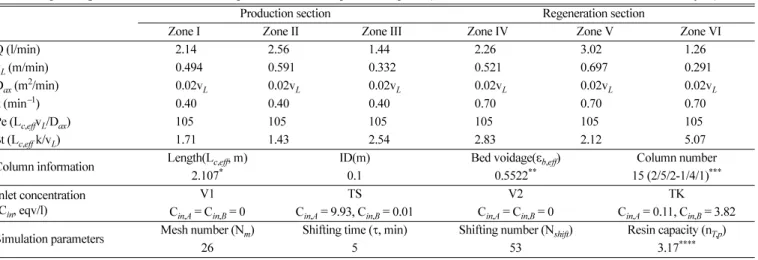
본연구에서사용되는설계변수
,
모델인자값,
운전조건그리고모사인자값은
Table 1
과Table 2
에서파일럿규모공정과상용화공 정각각에대하여보여주고있다.
파일럿규모공정은실제상용화 공장에서응용가능하도록설계되었으며,
같은원료용액과같은이 온교환수지를사용하고,
일반적으로같은순환시간 τ= 5 min
근처에서운전된다
.
상용화공정의생산규모는파일럿규모공정에비Ca ( ) 2+ aq + 3K
⋅R ( re sin ) + H ( ) + aq
↔Ca
⋅R 2 ( re sin ) + + H R ( re sin ) + 3K ( ) + aq
Fig. 1. 16 column configuration (3/3/3-1-1/4/1) for a NPK ion-exchange SMB process.
Fig. 2. Conventional 4-zone SMB process.
하여약
500
배이상크다.
식
(1)
의흡착반응은발열반응으로서,
흡착컬럼은구역-II
에서대 략45
≤T
≤55 o C
의온도분포를갖지만,
평균온도는T=55 o C
로가정한다
.
충전입자부피를기준으로하는최대흡착량(n T = 2.0 ± 0.1 eqv/l)
은실험적으로구하였다(Table 1-2
참조).
다음장에서는본공 정에대한모델과모델인자에대하여기술한다.
3. 공정 모델링
흡착제입자의직경이커서기공내물질전달계수를무시할수 없을때
,
비평형모델이흡착컬럼에적용될수있다.
흡착컬럼의이동상과고정상에서의각성분에대한물질수지식은다음과같은
Partial Differential Algebraic Equation(PDAE)
형태로표현된다.
(2a) (2b) (2c)
여기서
, v L
은입자사이로흐르는이동상의실제속도(interstitial velocity)
이며, D ax
는축분산계수,
εb
는컬럼의공극률을나타낸다.
각성분에대한액상과고상농도는각각
C
와n
으로표기된다. n *
는고상에흡착되는용질의평형농도를나타내는데
,
일반적으로액상농도의함수로써식
(2c)
와같이정의된다.
식(2b)
에서와같이 총괄물질전달계수(k)
를포함하는Linear Driving Force(LDF)
모∂
C
∂
t
---
∂(v L
⋅C
)∂
z ---
+
∂--- D
∂z ax
∂C
∂
t ---
⎝ ⎠
⎛ ⎞
= 1 –
εb
ε
b
---k n
(* – n
)–
dn dt
--- k n =
(* – n
)0 n = * – g C
( )Table 1. Operating conditions and simulation parameters for the pilot SMB plant (V1/TS/FS-V2/TK/KK = 10.7/2.1/5.6-11.3/3.8/8.8 l/cycle)
Production section Regeneration section
Zone I Zone II Zone III Zone IV Zone V Zone VI
Q (l/min) 2.14 2.56 1.44 2.26 3.02 1.26
v L (m/min) 0.494 0.591 0.332 0.521 0.697 0.291
D ax (m
2/min) 0.02v L 0.02v L 0.02v L 0.02v L 0.02v L 0.02v L
k (min
−1) 0.40 0.40 0.40 0.70 0.70 0.70
Pe (L c
,eff v L /D ax ) 105 105 105 105 105 105
St (L c
,eff k/v L ) 1.71 1.43 2.54 2.83 2.12 5.07
Column information Length(L c
,eff , m) ID(m) Bed voidage( ε b
,eff ) Column number
2.107
*0.1 0.5522
**15 (2/5/2-1/4/1)
***Inlet concentration
(C in , eqv/l) V1 TS V2 TK
C in
,A = C in
,B = 0 C in
,A = 9.93, C in
,B = 0.01 C in
,A = C in
,B = 0 C in
,A = 0.11, C in
,B = 3.82 Simulation parameters Mesh number (N m ) Shifting time ( τ , min) Shifting number (N shift ) Resin capacity (n T
,p )
26 5 53 3.17
*****L c = 1.492 m
** ε b = 0.37 and V dead = 4.77 l
***one backwashing column is not taken into account.
****n T
,p (= n
T) has the units [eqv/l] on the basis of the particle volume, where n T (= 2.0 ± 0.1) is on the basis of the bed volume.
1 – ε
b---
Table 2. Operating conditions and simulation parameters for the industrial-scale SMB plant (V1/TS/FS-V2/TK/KK = 4.7/1.17/2.03-5.33/2.20/4.77 m
3/ cycle)
Production section Regeneration section
Zone I Zone II Zone III Zone IV Zone V Zone VI
Q (m
3/min) 0.94 1.174 0.768 1.066 1.506 0.552
v L (m/min) 0.541 0.676 0.442 0.614 0.868 0.318
D ax (m
2/min) 0.04v L 0.04v L 0.04v L 0.04v L 0.04v L 0.04v L
k (min
−1) 0.40 0.40 0.40 0.70 0.70 0.70
Pe (L c
,eff v L /D ax ) 65 65 65 65 65 65
St (L c
,eff k/v L ) 1.93 1.54 2.36 2.97 2.10 5.73
Column information Length (L c
,eff m) ID (m) Bed voidage ( ε b
,eff ) Column number
2.605
*2.0 0.5527
**15 (3/3/3-1/4/1)
***Inlet concentration(C in , eqv/l) V1 TS V2 TK
C in
,A = C in
,B = 0 C in
,A = 10.37, C in
,B = 0 C in
,A = C in
,B = 0 C in
,A = 0, C in
,B = 3.884 Simulation parameters Mesh number (N m ) Shifting time ( τ , min) Shifting number (N shift ) Resin capacity (n T
,p )
26 5 53 3.17
*****L c = 1.85 m
** ε b = 0.37 and V dead = 2.37 m
3***one backwashing column is not taken into account.
****n T
,p (= n
T) has the units [eqv/l] on the basis of the particle volume, where n T (= 2.0 ± 0.1) is on the basis of the bed volume.
1 – ε
b---
델이흡착속도식으로사용된다
. Peclet(Pe = )
수와Stanton (St = kL c /v L )
수는모델의특성을파악할수있는무차원수들로서,
상용화흡착공정에서는일반적으로비교적큰
Peclet
수와작은Stanton
수를보여준다.
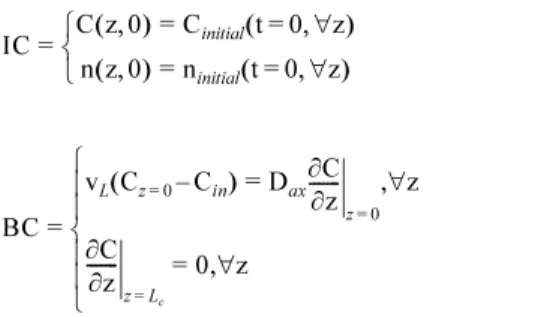
식
(2)
에서보면,
시간에대한2
개의미분식과공간방향에대한2
차미분식이존재하므로, 2
개의초기조건(IC, t = 0)
과2
개의경계 조건이요구된다.
(3)
(4)
여기서
, C in
은컬럼으로유입되는농도이며,
운전조건으로써주어진다
. SMB
공정은식(2)~(4)
와주기적밸브조작을통한유체흐름량변환에 관련된
node model
로서 모델링되어진다. Fig. 3
은두컬럼을연결하는중앙부분에서의
node model
을4
구역SMB (desorbent, extract, feed and raffinate
로구분되어지는공정)
에대하여도식화하였다
.
각컬럼으로들어가는농도(C in )
와유입량(Q in )
은
node
에서완전혼합으로가정하여계산된유출농도와유량이다.
(5)
여기서α
,
β,
γ,
δ는운전조건의변화에따라유량변환논리변수 로서, 0
혹은1
을갖는다. Fig. 3
에서보듯이,
노드모델로부터구해지는유량
(Q out node )
은 다음컬럼으로유입되는유량혹은유속(v L )
이며,
노드모델로부터유출되는농도는다음컬럼에유입되는농도
(C in )
이다
.
이노드모델은SMB
운전조건을묘사한다.
지금까지소개된
SMB
모델은실험적또는경험적모델을통하여결정되는컬럼공극률
(
εb ),
축분산계수(D ax ),
물질전달계수(k)
와 등온흡착식(n * )
과같은모델인자를포함한다.
다음은이러한모델인 자값의측정또는추정에관하여설명한다.
3-1. 공극률(ε
b
)공극률
(bed voidage)
은컬럼내충전입자의특성에관련된인자로서흡착제에대하여비활성물질의체류시간
( 0 )
을실험적으로 측정하여얻을수있다.
(6)
여기서
S
는컬럼의단면적이다. 0
는평균체류시간(
또는1
차모 멘트)
으로서실험값이주어졌을때다음과같이계산된다.
(7)
만일 컬럼과컬럼을연결하는부분의추가적부피
(V dead ; dead
volume or extra-column volume)
를계상하고자할때는다음과같이환산된유효컬럼길이
(L c , eff )
와유효공극률(
εb , eff )
을사용할수있 다(Beste et al., 2000).
(8) (9)
여기에서
V dead
는실험적으로측정된다.
순수한물을사용하여실험적으로구한공극률
(
εb = 0.37)
은용질의흡탈착에의한수지의팽창및수축을무시하면서일정하다고가정한다
. Fig. 4
에서는유 효컬럼길이(L c , eff )
와유효공극률(
εb , eff )
을도식화하여보여주고있다.
본연구에서는컬럼간연결부분의추가적부피를고려하기위하여
,
식
(2)~(4)
에서의L c
와εb
는모두각각L c , eff
와εb , eff
로대체되어사 용된다.
3-2.축분산계수(D
ax
)일반적으로축분산계수
(axial dispersion coefficient)
는단일흡착 컬럼의모사결과에는큰영향을주지않는다.
하지만,
여러컬럼의 집합체로이루어진모사이동층공정에서컬럼간연결부위에서의backmixing
영향으로인하여SMB
축분산값은단일컬럼에서예측되는축분산값보다는크다
.
따라서,
규모가큰상용화SMB
공정에대한축분산계수의예측에있어서난류흐름효과를고려할수있 는모델이요구된다
.
고정층을흐르는유체축분산은분자확산
,
난류확산,
대류확산 을고려해야된다. Peclet
수와Reynolds
수의관계식으로정의된경험식
(Chung et al., 1968)
은다음과같다.
(10) v L L c
⁄D ax
IC C z 0
( , )= C initial
(t 0 z =
,∀ )n z 0
( , )= n initial
(t 0 z =
,∀ )⎩⎨
=
⎧BC v L
(C z = 0 – C in
)D ax
∂C
∂
z ---
z = 0 ,
∀z
=
∂
C
∂
z ---
z L =
c= 0 z ,
∀⎩⎪
⎪⎨
⎪⎪
⎧
=
Q in
≡Q out node = Q in node +
αQ feed +
βQ desorbent –
γQ extract –
δQ raffinate
C in
⋅Q in = C in node
⋅Q in node +
αC feed
⋅Q feed +
βC desorbent
⋅Q desorbent
–
γC in node
⋅Q extract –
δC in node
⋅Q raffinate
⎩⎪
⎪⎨
⎪⎪
⎧
t
ε
b t 0 Q in
S L
⋅c
---
=
t
t 0
C i t i
∑ i
∆t i
C i
∑ i
∆t i
---
=
L c eff , V total
--- L S c
= = V dead
--- S +
ε
b eff
,V liquid
V total
---
εb L c S V + dead
L c S V + dead
---
= =
ε
b Pe 0.2 0.011Re = + 0.48
Fig. 3. Node model for SMB operation. Fig. 4. Determination of effective column length(L
c,eff) by accounting
for the dead volume(V
dead).
여기서
, Pe =
이고 이다.
윗식으로부터축분산 계수는다음과같이정의된다.
(11)
식
(11)
은1.0 × 10
−3
≤Re
≤10 3
영역에서적용가능하다(Chung et al., 1968).
이온교환흡착공정을이용한
NPK
비료생산공정에있어서,
흡착제평균입자직경
(d p = 0.67 × 10
−3 m),
공극률(
εb = 0.37),
유동상 밀도는생산부과재생부에서각각ρ= 1,350,
ρ= 1,200 kg/m 3 ,
그리고유동상점도는 µ
= 0.18 kg/m/min(3cp)
로주어질때,
축분산계수 는1.0
≤Re
≤10.0
에서다음과같이예측된다.
(12)
실험적으로축분산계수는크로마토그램그래프에서의
1
차모멘트( ;
평균체류시간)
와2
차모멘트(
σ2 ;
분산)
를사용하여구한다(Le Van et al., 1997).
D ax = (13)
평균체류시간
( )
은식(7)
과유사하게정의되고,
분산값은실험값 으로부터다음과같이구한다.
(14)
Altenhoner et al.(1997)
에따르면,
식(11)
을통한예측값은식(13)
의실험값과일치함을볼수있다
.
그러나식(11)
은단일컬럼에만적용되고
,
다중컬럼으로이루어진SMB
공정에대하여수정될필요가있다
.
본논문에서는다음과같이식(12)
를기반으로하여SMB
공정의축분산계수를예측한다.
D ax = 0.002 ·
ξ·
vL (15a)
여기에서
,
조정인자ξ는경험적으로다음과같은범위를갖는다.
1
≤ ξ ≤50 (15b)
모사이동층을위한축분산계수조정인자
(
ξ)
는, Table 1
과Table 2
에서보듯이
,
실제상용화공정(industrial process)
에서는ξ= 20
이고,
파일럿규모공정에서는ξ
= 10
으로정하였다.
이값을기초로하여Peclet
수(Pe = L c , eff · v L /D ax )
는두공정에서약Pe = 65~105
의값을 갖는다.
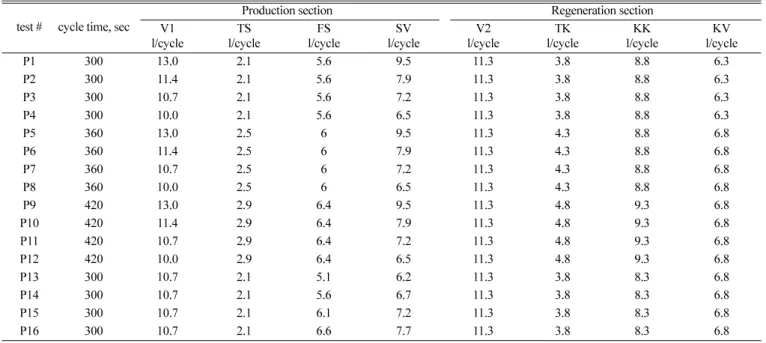
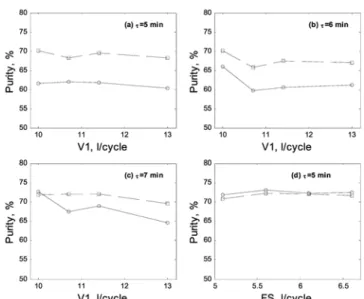
여기에서, Table 3
의#13-#16
실험조건에서실험결과와 모사결과를비교하면서파일럿규모공정에서의ξ은조정되었고, Table 4
에서보여주는실험결과를바탕으로상용화공정의ξ가결정되었다.
하지만,
축분산계수는모사결과에큰영향을주지않았으므로,
대략적인값을선택하였다
.
3-3.물질전달 계수(k)
Ca 2+ -H + -K +
이온교환흡착속도는입자가큰흡착제를사용하기때문에액상에서의확산저항보다는흡착제기공내확산저항에의 하여결정되며
,
이연구에서는Linear Driving Force(LDF)
모델을 이용한다(see Eq. (2b)).
이성분계(Ca 2+ -H + and K + )
로가정할때,
두물질전달계수
(k Ca
2+−Η
+and k K
+)
는전기적중성(electro-neutrality) v L d p
D ax
--- Re
εb v L
ρd p
---
µ=
D ax
εb v L d p
0.2 0.011Re + 0.48 ---
=
D ax
≈0.002 v
⋅L
t
σ
2
t 2 ---L c v L
2---
⋅
t
σ
2 C i
(t i – t
)2
∆t i
∑ i
C i
∆t i
∑ i
---
=
Table 3 Experimental task matrix in the pilot plant (ref: Kemira A/S internal report)
test # cycle time, sec Production section Regeneration section
l/cycle V1 TS
l/cycle FS
l/cycle SV
l/cycle V2
l/cycle TK
l/cycle KK
l/cycle KV
l/cycle
P1 300 13.0 2.1 5.6 9.5 11.3 3.8 8.8 6.3
P2 300 11.4 2.1 5.6 7.9 11.3 3.8 8.8 6.3
P3 300 10.7 2.1 5.6 7.2 11.3 3.8 8.8 6.3
P4 300 10.0 2.1 5.6 6.5 11.3 3.8 8.8 6.3
P5 360 13.0 2.5 6 9.5 11.3 4.3 8.8 6.8
P6 360 11.4 2.5 6 7.9 11.3 4.3 8.8 6.8
P7 360 10.7 2.5 6 7.2 11.3 4.3 8.8 6.8
P8 360 10.0 2.5 6 6.5 11.3 4.3 8.8 6.8
P9 420 13.0 2.9 6.4 9.5 11.3 4.8 9.3 6.8
P10 420 11.4 2.9 6.4 7.9 11.3 4.8 9.3 6.8
P11 420 10.7 2.9 6.4 7.2 11.3 4.8 9.3 6.8
P12 420 10.0 2.9 6.4 6.5 11.3 4.8 9.3 6.8
P13 300 10.7 2.1 5.1 6.2 11.3 3.8 8.3 6.8
P14 300 10.7 2.1 5.6 6.7 11.3 3.8 8.3 6.8
P15 300 10.7 2.1 6.1 7.2 11.3 3.8 8.3 6.8
P16 300 10.7 2.1 6.6 7.7 11.3 3.8 8.3 6.8
Table 4. In situ experimental data and simulation results for average liquid concentrations, purity and dilution in the industrial-scale SMB plant
Concentration in FS Concentration in KK
A (eqv/l) B (eqv/l) Purity ( % ) Dilution ( % ) A (eqv/l) B (eqv/l) Purity ( % ) Dilution ( % )
Experimental data 2.23 3.74 62.7 42.2 1.59 0.20 88.8 53.9
Results from binary system with Eq. (20) 2.23 3.82 63.2 41.8 1.60 0.21 88.3 53.5
조건을만족하기위하여같은값을가져야한다
.
하지만,
생산부와재생부는서로다른물질전달환경을갖기때문에두영역에서의 물질전달계수값은달라야한다
.
예를들어생산부에서원료용액(TS)
은Ca(NO 3 ) 2 + H 3 PO 4 + HNO 3
의혼합용액(pH = 1-3)
이며,
재생 부의TK
용액은상대적으로순수한pH 6~7
정도되는KCl
용액이다.
따라서
,
생산부에서의밀도,
점도,
산도는재생부의값들보다는더크다.
물질전달계수
(k)
가액상층의저항(liquid film resistance),
입자내 확산저항(intra-particle diffusion resistance)
을포함한다고가정하였 을때,
총저항은아래와같이표현될수있다(Le Van et al., 1997).
(16)
여기서
d p
는흡착제입자직경, k f
는액상층에서의물질전달계수,
그리고
D p
는입자내총괄확산계수를나타낸다.
액상층물질전 달계수(k f )
는축분산이고려된상태에서Sherwood
수에의하여추 정할수있다(Wakao and Funazkri, 1978).
Sh = 2 + 1.1Sc 0.33 Re 0.6 (17a)
여기서
k f = Sh · D L / d p
이고, D L
은액상에서의확산계수를의미한다. Kataoka and Yoshida(1976)
에의하면,
흡착제 수지의교합도(cross-linkage)
가10
%일때,
입자내확산계수(D p )
는다음과같이 대략적으로계산할수있다.
(17b)
여기서
Z i
는각성분의이온가이다.
평균액상확산계수를D L = 1.0×
10
−7 m 2 /min
으로평균이온가를Z i = 1.5
로가정했을때,
총괄물질전달계수
(k)
는식(16)~(17)
에의해 으로계산된다.
따라서본공정의이온교환흡착메커니즘은입자기공내확산저 항
D p (= 4.04 × 10
−9 m 2 /min) << D L
에의하여좌우된다고볼수있다.
상기의경험식으로부터얻은물질전달계수
(k)
는파일럿규모공 정에서얻은실험값과모사값을비교하면서수정및보완된다.
물질전달계수는생산부에서
k prod = 0.4 min
−1
이고,
재생부에서는k regen = 0.7 min
−1
으로 설정된다. Stanton number(St=kL c , eff /v L )
는Tables 1~2
에서주어진값을이용하여구하면,
파일럿규모공정과실제상용화공정에서
1
≤St
≤6
범위를갖는다.
3-4. 일반화된 흡착속도 모델
Fig. 1
에서1
구역과4
구역의두세척구간은본SMB
공정에서 생산부는무염소,
재생부는무질산운전을위하여설계된영역이다.
이세척구간은
pH
가6~7
인상태로서액상과고상사이의유사평 형상태에도달하는비흡착구역이된다.
즉,
전기적중성제약조 건(electro-neutrality condition)
에의하여액상의이온농도가매우 작다면,
흡탈착이일어나지않는비흡착구역으로존재할수있다.
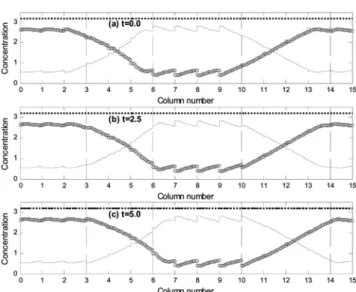
사실상본
6
구역SMB
공정은흡탈착이일어나는비평형영역과흡탈착이일어나지않는평형영역이섞여있음을확인할수있다
(Fig.
10~11).
물질전달계수
(k)
로인하여실제고상의용질농도(n i )
는고상평형농도
(n * )
에도달하지못하기때문에, LDF
모델은본질적으로비평형흡착식이다
. LDF
모델에서물질전달계수가매우클때,
이 모델은평형흡착식에근접한다.
본SMB
공정에서는비교적작은물질전달계수
(k
≈0.5 min
−1 )
값을갖게되므로,
흡탈착이일어나지않는평형영역에서는
LDF
모델을직접적으로사용할수가없다.
그런데
,
평형영역과비평형영역은시간적이며공간적으로이동한다.
즉
,
언제,
어디서,
비흡착영역이흡착영역으로바뀌는지를찾는것 은매우힘든문제이다.
이문제는물질이시간에따라다른공간상의위치로상변환되는열전도문제
(Mackenzie and Robertson, 2000)
와유사한거동을보인다
.
이문제는다음과같은두흡착속도식으 로모델링된다.
for nonequilibrium regions
for equilibrium regions (18)
식
(2b)
의LDF
모델이SMB
공정의세척구역(
또는평형영역)
에 적용된다면,
비현실적모사결과값을얻을수있다.
식(18)
을평형 및비평형모든영역에적용하기위하여,
평형영역과비평형영역 을구분할수있는특수함수(kernel function)
를도입한다.
이특수함수를내포하는일반화된흡착속도식
(r i general )
모델은다음과같다.
(19a)
여기서
,
식(2b)
로부터,
φsum
는sum kernel
(
합특수함수),
φproduct
는product kernel(
곱특수함수)
이다.
이두특수함수는이성분계
(A and B)
에대하여다음과같이정의된다.
(19b)
(19c)
이두특수함수는이동상액상농도의존재유무에따라서흡착
영역과비흡착영역으로구분하여식
(18)
을현실적으로구현하도록한다
. Fig. 11
에서보면알수있듯이,
이일반화된흡착속도식은전기적중성조건을
(i.e., )
을만족시킨다.
본연구에서사용한편미분해석기
Conservation Element and Solution Element(CE/
SE) method(Chang, 1995; Lim and Jorgensen, 2004; Lim et al.,
2004)
에서는식(19)
의시공간에따른불연속함수를다룰수있다.
3-5. 등온흡착식
평형농도또는등온흡착식
(adsorption isotherms)
은분리성능을좌우하는중요한역할을담당한다
.
이온교환NPK SMB
공정의이동상용액은양이온
(Ca 2+ , H + and K + )
과상대음이온(NO
−3 , PO 4 3
−and Cl
−)
으로구성되어있고
,
강전해질이며,
따라서비선형흡착이예상된다. Purolite 160C
이온교환수지를이용하여3.3N
원료용액으로부터 얻은실험값을5
차다항식으로추정된등온흡착식은다음과같다.
(20a) (20b)
여기에서
,
하첨자A
와B
는Ca 2+ -H +
와K +
성분을표시하고, n T
는1 k--- d p
6k
f---
= d p 2
60D p
--- +
D p i ,
D L i ,
--- 0.55e = – 1.74 Z
ik 0.52 min
≈– 1
r i dn i
--- k n dt =
(i * – n i
)≡
r i dn i
--- 0 dt =
≡
r A general =
φsum
⋅φproduct
⋅r A
r B general = – r A general
⎩⎨
⎧
r A
≡(dn A
)⁄dt = k n
(A * – n A
)φ
sum = 0 if C
,A + C B 0.0
≤ φsum = 1 elsewhere
,⎩⎨
⎧
φ
product = 0 if C
,A
⋅C B
<0.0
φ
product = 1 elsewhere
,⎩⎨
⎧