분사압력 1800 bar 실현을 위한 직접 니들구동방식 피에조 인젝터 설계 최적화 연구
한상익
*
ㆍ김주환*
ㆍ지형순*
ㆍ고준채*
ㆍ김진수*
ㆍ이진욱†
A Study on Optimal Design of Direct Needle-driven Piezo Injector for Accomplishing Injection Pressure of 1800 bar
Han Sangik, Kim Juhwan, Ji Hyungsun, Go Junchae, Kim Jinsu and Jinwook Lee
Key Words: Direct Needle-driven Piezo Injector(직접니들구동방식 피에조 인젝터), Injection Pressure(분사압력), Common-rail Direct Injection(커먼레일 직접분사)
Abstract
The advantages of the common rail fuel injection system architecture have been recognized since the development of the diesel engine. In common rail systems, a high-pressure pump stores a reservoir of fuel at high pressure up to and above 2000 bar. And solenoid or piezoelectric valves make possible fine electronic control over the fuel injection time and quantity, and the higher pressure that the common rail technology makes available provides better fuel atomization. In this study, the direct needle-driven piezo injector was investigated for accomplishing injection pressure of 1800 bar by optimal design by simplification of component and changing number of springs and plates of DPI. It was found that a direct needle-driven piezo injection system features the prototype DPI for passenger vehicle to operate at 1800 bar of injection pressure.
1. 서 론
최근 세계의 환경과 에너지문제에 따른 자동차 기술 의 발전으로 환경친화형 저연비 자동차들이 대거 개발 되고 여기에 발맞추어 첨단기술력이 발전하고 있다. 유 럽뿐만 아니라 미국이나 일본 또는 우리나라와 같은 자 동차와 환경에 민감한 국가들은 점점 더 엄격해지는 연 비 및 배기규제를 만족시키기 위해 여러 가지 기술들을 연구하고 있다.
이러한 기술들 가운데, 디젤자동차에 적용되는 대표
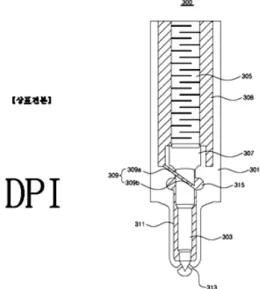
적 기술로 커먼레일 연료분사시스템을 들 수 있으며, 특 히 연료의 고압화 및 고압연료 분사기술의 발전으로 인 한 대폭 연비와 유해 배출물을 저감하고 있다. 이러한 배경을 바탕으로, 본 연구에서는 직접 니들구동방식 피 에조 인젝터(Direct needle-driven piezo injector, 이하 DPI)의 최적설계를 통해 DPI구조의 제작용이성을 위해 내부구조의 단순화 및 최대 분사압력 1800 bar 달성을 위해 연구를 수행하였다(1,2).
2. DPI 설계 방법 및 작동원리
현 시점에서 가장 많이 사용되는 디젤 엔진용 고압 분사 인젝터는 솔레노이드 또는 피에조 액추에이터를 사용하여 인젝터 내의 유압회로를 활용하여 니들을 제 어하는 방식으로, 최근에는 피에조 스택을 이용하여 직
(Recieved: 30 May 2016, Recieved in revised form: 21 June
2016, Accepted: 26 June 2016)
*
숭실대학교 대학원 기계공학과
†
책임저자, 회원, 숭실대학교 기계공
E-mail: [email protected]
TEL : 02-820-0929
접적으로 활용하는 방법에 대한 연구가 일부 진행 중 이다(3,4).
본 연구의 대상인 DPI의 작동방식은 Fig. 1과 같이 피 에조 스택의 방전 시, 스택의 변위가 발생하고, 노즐의 구멍을 막고 있던 니들이 이동하여 노즐 홀을 통해 연 료분사가 시작된다. 이것은 일반적인 피에조 인젝터와 는 반대인 방법으로, 전류가 방전될 때 분사가 시작되는 특징이 있다(5,6).
이러한 DPI의 장점으로는 빠른 SOI(start of injection) 와 응답성이 다른 구동방식 인젝터보다 우수함과 동시 에 특히 다단분사에 유리하다는 것이다. 따라서 이러한 DPI의 장점은 다양한 분사율 제어를 통한 저연비 분사 실현을 가능하게 만들어 준다(7).
따라서 본 연구에서는 1800 bar 분사실현을 위해, Fig. 2와 같이 DPI설계방식을 3가지 그룹으로 구분하여 연구를 진행하였다. Group1 설계에서는 Fig. 3의 기본 니들을 분해한 후 안에 있던 스프링과 Fig. 4에 나타낸 인젝터 내부의 판스프링 2개, 압력판 2개를 제거한 후 별도로 제작한 스프링을 대체하여 내부구조를 단순화하 였다. Group2는 Fig. 3의 기본 니들 내부의 스프링과
Fig. 4의 압력판과 판스프링의 개수의 조합으로 실험하 였다. Group3은 기본 니들을 사용하고 압력판과 판스프 링의 개수의 조합으로 구성하였다. Group1의 구성 목적 은 인젝터의 구성요소를 단순화 하였을 때 제작한 스프 링의 1800 bar 분사 실현 가능성과 최적화를 하기 위한 설정이다. Group2는 니들을 분해했을 때 인젝터에 대한 영향력을 알기 위함이고, Group3은 압력판과 판스프링 의 개수가 분사에 어떠한 영향을 미치는지에 대해 알기 위하여 관련 최적 설계를 수행하였다.
Fig. 1 Schematic diagram of DPI's operation
Fig. 2 Injector type (Group1, 2, 3)
Fig. 3 Disassemble of needle in DPI
Fig. 4 Comparison of disk shape in DPI
Fig. 5 Patent of DPI used in this study
3. 실험 장치 및 방법
3.1 Prototype DPI 성능평가 장치
인젝터의 분사율 측정 방법으로, 먼저 Zeuch 방법은 압력 용기로 연료를 분사하여 분사율을 측정하는 방식 이며, Bosch-Tube방법은 파이프 속에 연료를 분사하여 분사율계 내부의 압력의 변화를 감지하여 분사율을 취 득한다. 본 연구에서는 Bosch-Tube 방법을 이용하여, 시 제작 직접 니들구동방식 피에조 인젝터의 분사율을 측 정하였다.
Bosch-Tube법의 측정 원리는 다음과 같다. 공급된 연 료가 단면적 A를 갖는 파이프 내를 속도 u로 이동 할 때 음속 c로 유동하는 control volume을 선정하면 유동 하는 연료의 특성은 Fig. 6과 같이 나타낼 수 있다. 이 에 질량보존 및 운동량보존 법칙을 적용하면 다음과 같 은 식 (3)으로 표현된다.
(1) (2)
식 (1)을 식 (2)에 대입하고 라 할 때 (3) 이 도출된다. 파이프 내에서 주어진 연료의 음파 음속, 밀도를 구하고, 챔버내의 압력의 변화량을 안다면 위의 수식을 통하여 파이프내의 압력변화로 인젝터의 분사율 을 얻을 수 있다(8).
본 연구에 사용된 분사율 측정 실험장치 개략도는
Fig. 7과 같으며 Fig. 8은 분사율 측정장치 사진인데, 커 먼레일 시스템을 이용하여 연료를 가압하고 이를 인젝 터가 연결되어 있는 DPI 어댑터에 연결하여 사용하였다.
이렇게 분사된 연료는 분사율 측정장치내로 유입되면서 어댑터 내에 설치된 압력센서(Kistler, 6052c)로 압력의 변화를 측정하고, 니들밸브, 어큐뮬레이터, 릴리프 밸브,
ρ c u ( – )A ρ dρ – ( + ) c u ( – – du ) = 0
c u –
( )ρ c u ( – )A c u – ( – – du ) ρ dρ ( + ) c u ( – – du ) Adp =
c u – ( ) c ≅ dp = cρdu
Fig. 6 Control volume of inside pipe for measuring injec- tion rate
Fig. 7 Schematic diagram for measuring injection rate
Fig. 8 Injection rate measuring equipment
Fig. 9 DPI Controller & devices
그리고 12 m의 측정관, 압력게이지를 지나 다시 연료탱 크에 연료가 회수된다. 그리고 분사실험시, 분사시기 제 어는 사이클 별로 제어가 가능한 전용 분사기 구동장치 Fig. 9를 사용하였으며 분사율 실험의 실험 조건은 Table 1에 나타내었다.
3.2 분무가시화 실험
인젝터의 Case 별로 직접적으로 분사속도와 분사의 거동상태를 확인하기 위해 분무가시화 실험을 진행 하 였다. 본 논문에서는 체적 885 cc의 정적 챔버를 사용 하였으며, 직경 108 mm 두께 50 mm의 석영 유리창과 고속 카메라를 이용하여 이미지를 취하였다. 본 실험은 상온 상압에서 진행 하였으며 Bosch 커먼레일 시스템을 사용하여 실험하였다. 커먼레일의 압력을 제어하기 위 한 시스템으로는 커먼레일 제어기(ZB-9013), 3상 AC모 터(1.5 kW)를 이용하였다. 실험에서 사용한 인젝터는 피에조 인젝터이므로 유니버셜 피에조 인젝터 드라이버 (Zenobalti, ZB-6200)를 통하여 제어하였다.
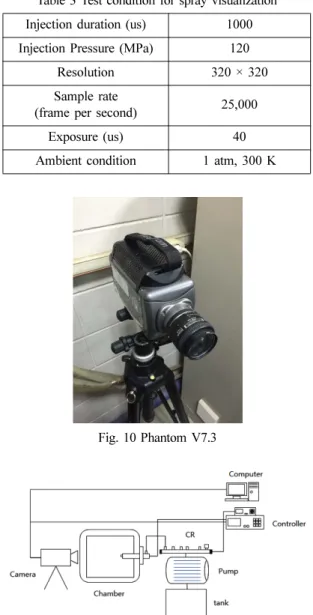
본 논문에서 사용된 고속카메라는 Phantom V7.3(Fig. 9 참조)로 자세한 사양은 아래 Table 2와 같으며 80 W LED 광원을 이용하여 직접 조명 분무 이미지를 획득하 였다. 분무가시화 실험의 실험 조건은 Table 3에 나타냈 으며, Fig. 10-12는 본 실험에 사용된 분사실험장치 개 략도와 실제사진이다.
Table 1 Test condition for injection rate
Fuel ULSD
Back pressure (bar) 50 Tube Length (m) 12.607
Tube Area (m2) 1.6409 × 10−5 Injection pressure (bar) 300~1800
Duration (us) 1000
Table 2 Specifications of high speed camera Model Phantom V7.3 Max. resolution 800 × 600
Sensor type 14bit sensor Max. PPS 500,000 Trigger source TTL signal
Memory 8G DDR RAM
Table 3 Test condition for spray visualization Injection duration (us) 1000 Injection Pressure (MPa) 120
Resolution 320 × 320 Sample rate
(frame per second) 25,000 Exposure (us) 40 Ambient condition 1 atm, 300 K
Fig. 10 Phantom V7.3
Fig. 11 Schematic diagram for spray visualization
Fig. 12 Experiments of spray visualization
4. 결과 및 고찰
4.1 Prototype DPI 설계결과 4.1.1 Group1 결과
Table 4에 요약한 바와 같이, Group1에서는 스프링을 강선의 두께, 외경의 크기, 스프링의 회전수 그리고 스 프링의 길이에 따라 설계하였다. 구체적인 길이는 강선 0.7, 0.8 mm 외경 4.2, 4.8 mm 회전수 4, 5, 길이 5, 6 mm 로 각각 구분하여 재질이 70C 경강선(SW-C)인 스프링 을 제작 후, 분사실험을 수행하였다. 즉, Fig. 2의 Group1 과 같이 다양하게 제작한 스프링의 영향을 시험하였다.
총 분사 신호횟수 20번을 설정한 후, 실제 분사한 횟수 를 Table 4내 맨 우측열에 나타내었다. 그리고 Table 4 를 바탕으로 인젝터의 분사횟수를 아래 Fig. 13에 나타 내었다. 실험결과, 모든 Case에서 1200 bar 까지는 순조 롭게 분사를 하였지만, 1300 bar 부터는 전용 분사기 구 동장치에서 분사 신호를 보내는데, 실제적으로 분사한 횟수는 적게 분사가 됨을 확인할 수 있었다.
Table 4에 나타낸 결과와 같이, 스프링의 외경은 4.2 mm 보다는 4.8 mm에서 1회 더 많은 분사를 하였고,
스프링의 회전수가 5가 되었을 때 4 인 스프링보다 2~3 회 더 많은 분사가 이루어졌다. 스프링 길이 기준으로 6 mm인 스프링들은 5 mm인 스프링들보다 1~2회 더 많 은 분사가 가능함을 알 수 있었다. 결과적으로 강선 0.7 mm보다는 0.8 mm에서 많은 분사가 일어났음을 알 수 있었다.
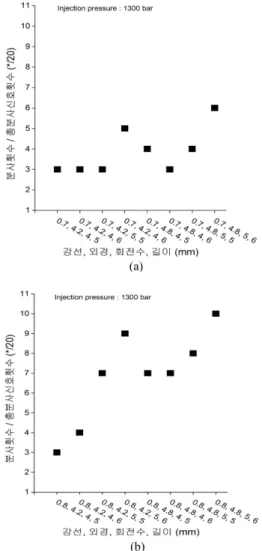
Figure 13(a)와 같이, 강선 0.7 mm의 경우 외경 4.8 mm, 스프링 회전수 5, 길이 6 mm 조건에서 최대 분사횟수 가 측정 되었다. 하지만 강선 두께 0.7 mm로 고정한 후 이외의 스프링 제원을 변화시킴에도 분사의 횟수가 큰 폭으로 늘어나지 않은 것을 알 수 있었다.
Figure 13(b)는 강선두께 0.8 mm일 때 스프링의 제원 에 변화에 따른 분사횟수 결과를 나타낸 것으로 스프링 Table 4 Injection test results of Group1-DPI
강선
(mm) 외경
(mm) 회전수 길이
(mm) 분사 횟수 / 총 분사 신호 횟수
0.7
4.2
4 5 3 / 20 6 3 / 20 5 5 3 / 20 6 5 / 20
4.8
4 5 4 / 20 6 3 / 20 5 5 4 / 20 6 6 / 20
0.8
4.2
4 5 3 / 20 6 4 / 20 5 5 7 / 20 6 9 / 20
4.8
4 5 7 / 20 6 7 / 20 5 5 8 / 20 6 10 / 20
Fig. 13 Injection number of Group1-DPI
의 외경, 회전수, 길이가 증가할수록 분사횟수가 증가하 는 Fig. 13(a)와 유사한 경향을 보였다. 강선 0.8 mm의 경우 8~10번의 분사가 되고 이는 강선두께 0.7 mm에서 5~6회 분사횟수와 차이를 보였다. 또한 최적의 결과는 강선두께 0.8 mm, 외경 4.8 mm, 회전수 5, 길이는 6 mm인 것을 알 수 있었다. 스프링 길이의 경우, 긴 길 이의 스프링이 힘을 받는 시간이 길어짐에 따라 짧은 길이의 스프링보다는 연료분사횟수가 더 많아짐을 알 수 있었다.
4.1.2 Group2 결과
Figure 14는 두가지 형상의 DPI 니들 구조를 나타낸 것이다. 니들 경량화를 위해, 니들 몸체 오른편에 피스 톤 역할을 하는 구조가 제거되어 고압의 연료가 분해한 틈 사이로 통과할 수 있게 되어 이 부분의 유압을 이용 하지 않게 되었고, 연료압력이 증가할수록 니들을 스프 링의 탄성력만으로 구동하기 어려워짐으로 정상적인 분 사가 이루어지지 않은 것으로 판단된다. 하지만 스프링 외경이나 회전수가 증가함에 따라 탄성력이 높아지면서 연료압력을 극복하고 니들의 구동을 가능케 한다. 따라 서 Group2에서는 이러한 니들구조 변화를 고려하여 설 계를 진행하였다. 즉, Group2는 Fig. 3의 기본 니들 내 부의 스프링과 Fig. 4의 압력판과 판스프링의 개수의 조 합으로 실험을 수행하였다.
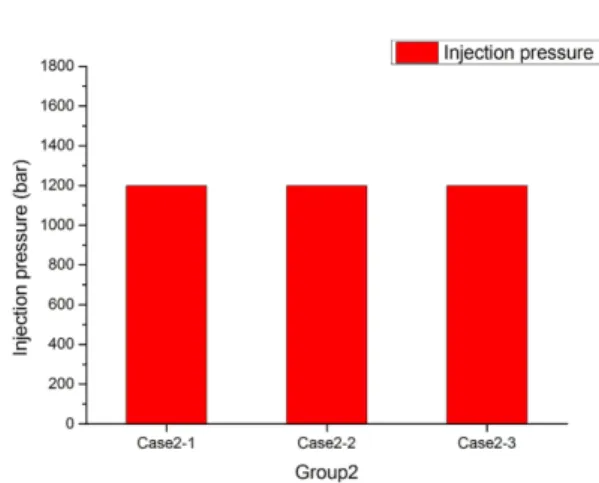
Group2의 case2-1의 경우, Fig. 14(b)와 같이 니들의 뒷부분만 분리한 것으로 최대 분사압력이 1800 bar에서 1200 bar로 감소하는 현상을 발견하였다. 이로부터 고압 분사시, 니들이 내부유압을 이용하지 않는다면, 1800 bar 에 도달 할 수 없다는 것을 알 수 있었다. 이로 미루어 볼 때, DPI 니들이 유압을 이용하고 또한 고압분사시에 이를 이용할 수 있어야 직접 니들 구동형 피에조 인젝 터 제작이 가능하며, 또한 유압을 대체하여 니들 구동 변위의 증폭이 가능한 새로운 디자인에 대한 다각적 설 계방안이 추가될 필요가 있음을 알았다.
Case2-2의 경우, 판스프링 1개를 줄이고자 이를 대신 해 두꺼운 판 1개를 넣어 탄성력을 줄이고 안쪽의 구성 인자들의 길이를 Case2-1과 동일하도록 설계하였다.
Case2-2의 최대 가능 분사압력은 1200 bar로 Case2-1 과 같은 값이 도출되었다. 이는 DPI 니들의 이동거리를 증폭시켜주는 판스프링의 개수를 2개에서 1개로 감소시 켜도 분사의 특성에는 그다지 영향을 미치지 않는 것을 의미한다.
Case2-3은 판스프링의 영향력을 판단하기 위해 판스 프링을 제거하고, 두꺼운 판 2개에 얇은 판 2개로 구성 하여 조합된 구성품 총 길이는 판스프링을 사용했을 때 보다 짧게 설계하였다. 두꺼운 판 3개에 얇은 판 1개로 판스프링을 대신해 두꺼운 판 1개를 넣었다면 니들이 움직일 수 있는 공간이 충분하지 않기에, 두꺼운 판 1개 대신 얇은 판 1개를 추가하였다. 실험결과, Case2-3 역 시 최대 가능 분사압력이 1200 bar로 타 설계결과와 동 일한 결과를 도출하였는데, 이는 니들안에 있는 기본스 프링 하나로 1200 bar까지 분사하는 데에는 추가적인 판스프링이 필요하지 않음을 의미한다.
Fig. 14 Needle structure in Group2-DPI
Fig. 15 Three cases of Group2-DPI
Fig. 16 Comparison with type of injector of Group2
4.1.3 Group3 결과
Figure 17에 나타낸 것과 같이, Group3에서는 기본니 들과 압력 판, 판스프링의 개수를 이용하여 설계한 후, 제작하여 실험을 수행하였다. Group1, 2에서는 니들의 유압을 이용하지 않는 대신 구성요소들의 직접적인 힘 으로 분사하도록 설계한 반면에, Group3에서는 니들 을 사용하여 유압을 이 피스톤에 적용하여 압력 판과 판스 프링의 영향을 살펴보면서 유효한 분사결과를 도출하는 데 역점을 두고 설계를 진행하였다.
Group3의 Case3-1은 얇은 판을 두꺼운 판으로 대체하 여 제작하였다. 인젝터 안의 압력판과 판스프링의 전체 구성요소의 길이는 약 0.35 mm 정도 길어졌지만 1800 bar 분사시에는 어떠한 영향도 받지 않았다.
Case3-2는 니들의 움직임을 증폭하는 거리를 감소시 키기 위해 판스프링 1개를 줄이고 실험을 진행하였고 이 Case 역시 1800 bar분사는 정상적으로 이루어졌다.
Case3-3에서는 판스프링을 모두 제거하고 전체적인 길 이를 맞추기 위해 두꺼운 판 3개를 넣어 실험을 수행하 였다.
하지만 Case3-3에서는 최대 분사압력 800 bar까지 분 사가 되었는데, 이의 원인은 판스프링의 부재로 압력이 높아질 때 니들을 개폐할 수 있는 니들의 이동거리를
증폭시킬만한 구성요소가 없어 비교적 낮은 압력까지만 분사할 수 있는 것으로 판단된다.
Case3-4는 얇은 판을 뺀 두꺼운 판 1개와 판스프링 2 개를 넣어 제작한 경우이다. 이 Case에서의 길이는 1.95 mm로, 목표 압력으로 분사하는데에는 이상이 없었 지만 Case3-5와 같이 두꺼운 판을 얇은 판으로 교체했 을 때 전체적인 길이는 1.35 mm가 되면서 니들이 노즐 끝에 닿지 않아 길이가 부족해진다. 이러한 길이 부족으 로 인해 니들이 노즐홀을 닫지 못하게 되면서 지속적으 로 연료가 슬립되는 현상이 야기되었다. 결과적으로 구 성요소들의 길이가 1.35 mm보다 길어야 정상적으로 분 사가 가능함을 알았다.
Case3-6과 7은 Case3-5에서 얇은 판을 1개씩 점진적 으로 추가하고, 전체적인 길이를 조금씩 늘리며 이의 영 향을 파악하고자 제작한 경우이다. 얇은 판 두 개와 세 개를 사용하면서 각각 1.65 mm, 1.95 mm가 되고 정상 적으로 최대 압력 1800 bar 분사 가능함을 확인할 수 있 었다. Case3-8은 기본 구성요소에 판스프링을 넣어 높이 를 더 늘려 탄성력을 높이고자 제작한 경우이다. 마찬가 지로 정상적으로 작동하였으며 판스프링을 추가하여 탄 성력을 늘렸을 때 결과 값은 달라지지 않음을 알 수 있 었다.
4.2 1800 bar 만족 Prototype DPI에 대한 정밀검증 실험결과
4.2.1 분사율 결과
최대 분사압력 1800 bar를 만족하는 Prototype DPI인 Case3-1, 2, 4, 6, 7, 8에 대한 분사율 특성을 실험하여 분석한 결과는 다음과 같다.
Fig. 17 8 cases in Group3-DPI
Fig. 18 Comparison of maximum injection pressure in Group3-DPI
Figure 19와 같이, Case3-4(두꺼운 판1+ 판스프링2), 3-8(두꺼운 판1+얇은 판1+스프링3)을 제외한 나머지 Case는 분사율이 감소되는 특징을 보였는데, 먼저 Case3-1은 얇은 판을 두꺼운 판으로 교체하면서 길이 가 0.35 mm가 늘어나 니들이 열리는 이동거리가 짧아 져 분사율이 낮아진 것으로 판단된다. Case3-2는 스프 링이 1개로 전체길이가 짧아졌고 니들에 탄성력이 부 족하여 분사율 감소 또는 판스프링을 제거해도 니들의 이동거리가 정상적인 분사를 할 만큼 길어지지 않아 약한 분사가 진행된 것으로 판단된다. Case3-4는 얇은 판이 없어도 1800 bar에서는 정상적인 분사가 이루어 짐을 알 수 있다. Case3-6은 Case3-4와 비교했을 때, 길이가 0.05 mm가 짧아진 상태로 길이에 대한 큰 차 이는 보이지 않지만 이 차이로 인해 낮은 분사율을 가 짐을 알 수 있었다. Case3-7은 얇은 판 1개가 추가가 되면서 1800 bar를 정상적으로 분사할 수 있는 길이가 충족이 되었다. Case3-8은 판스프링 1개를 더 추가해 탄성력을 증가시킨 경우인데, 분사율의 변화는 거의 없었다.
4.2.2 분사량 결과
고압에서의 분사량이 저압에서의 분사량보다 인젝터 의 내부 구성요소들의 구조에 따라 민감하기에 분사율 실험에 적용된 모든 Case들의 분사량을 측정하여 Fig.
20에 나타내었다.
분사율 실험과 같이, Case3-4와 3-8은 base와 비슷 한 양의 분사량이 분사되었다. 분사압력 300 bar에서 분사량 변화를 살펴보면, 약 9 mg~11.5 mg을 연료를 분사함을 알 수 있었다. 분사압력 1800 bar에서 분사 율이 적게 나왔던 case들을 살펴보면 300 bar 또한 1800 bar와 마찬가지로 적게 나오는 경향을 가짐을 알 수 있었다. 따라서 상대적으로 낮은 압력에서도 인젝
터 안의 구성요소 특성으로 분사량이 줄어듬을 알 수 있었다.
4.2.3 분사속도 결과
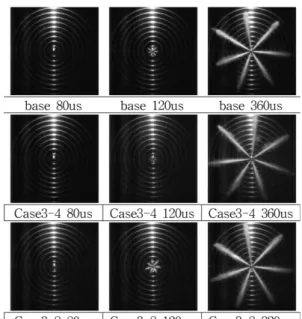
Figure 21은 Fig. 22의 분무 가시화 영상으로부터 산출 한 분사속도의 변화를 나타낸 것이다. Case3-4의 평균속 도 99.3 m/s 최고속력 125.4 m/s 로 base와 비교해 속력 자체는 조금 더 빠르거나 비슷하지만 base와 Case3-8과 비교해 응답성이 느린 특징이 있다. Case3-8은 평균속도 113.5 m/s, 최고속력 151 m/s로 가장 빠르고 분사시작인 SOI 또한 가장 빠르게 시작함과 동시에 목표 지점에 짧 은 시간안에 도달하는 우수한 응답성능을 가짐을 알 수 있었다. 이는 분무 가시화 영상에서도 확인할 수 있는데, 120 µs 일 때 base와 비교해 좀 더 긴 분무 영상을 볼 수 있고 원 끝에 맨 마지막 그림인 맨 마지막 사진을 보면 base의 시간은 360 µs에 도달 했지만 Case3-8은 320 µs에 도달함을 알 수 있었다. 이는 판스프링 1개를 더 넣어 탄 성력을 높였을 때 탄성력이 증가함에 따라 더욱 빠른 분 무속도와 반응속도에 의한 것으로 판단된다.
Fig. 19 Injection rate of prototype DPI with 1800 bar
Fig. 20 Injection quantity of prototype DPI with 1800 bar
Fig. 21 Spray speed of prototype DPI with 1800 bar
4. 결 론
본 연구는 디젤 커먼레일 분사시스템(FIE)을 사용하 여 최대분사압력 1800 bar를 실현하기위해, 직접 니들구 동방식 피에조 인젝터(DPI)의 최적설계에 대한 것으로, 도출된 연구결과는 다음과 같다.
(1) 3개 Group으로 DPI 인젝터를 설계·제작하였는데, Group1에서는 유압을 사용하지 않는 니들과 별도 제작 한 스프링을 사용하여 DPI의 내부구조를 단순화하였다.
Group2 설계는 압력판과 판스프링의 조합을 바탕으로 니들부를 수정하여 설계하였고, Group3에서는 압력판 과 판스프링의 다양한 조합으로 설계한 특징이 있는데, Group3 설계방식이 본 연구목표를 달성하는데 가장 적 합함을 알 수 있었다.
(2) DPI설계시, 스프링의 강성과 내부 구성요소의 길 이와 개수에 의해 분사율이 영향을 받게 되는데, 특히 내부 길이는 1.35 mm 초과 1.95 mm 미만에서의 최적 의 분사율을 가짐을 알 수 있었다.
(3) Group3 설계내용을 바탕으로 내부 구성요소에 탄 성력을 늘리게 되면, 향후 1800 bar 이상의 고압분사도 가능할 것으로 판단된다.
후 기
본 연구는 환경부 Global-Top Project 친환경자동차 기술개발사업단의 지원에 의해 수행되었으며, 이에 깊 은 감사를 드립니다.
참고문헌
(1)한국자동차공학회 발행 단행본, “2030년 자동차 기술 전망”, 2011.
(2)정용일, 이진욱, 조규백, 김홍석, “자동차와 환경”, 2010, pp. 17-43.
(3) Kim, J., Jo, I., Sung, G., Chung, J. et al., “Experimen- tal Investigation of Spray and Combustion Characteris- tics by Direct Needle-Driven Diesel Injector in a CRDi Engine,”SAE Technical Paper 2015-01-0004, 2015. (4) Dober, G., Tullis, S., Greeves, G., Milovanovic, N. et
al., “The Impact of Injection Strategies on Emissions Reduction and Power Output of Future Diesel Engines”, SAE Technical Paper 2008-01-0941.
(5)조인수, 정명철, 이진욱, “승용CRDi용 3세대 피에조 인젝터 유압해석모델 개발 및 검증”, 한국자동차공학 회논문집, 제21권, 제4호, 2013, pp. 181-187.
(6) Martin Hardy, Adrian Tolliday, “Improvements Relat- ing to Fuel Injector Control”, Delphi Technologies, Inc., Patent EP 2136062 A1, 2009.
(7)김진수, “피에조 구동방식이 다른 고압인젝터의 분사 특성이 디젤연소에 미치는 영향”, 2015, 숭실대학교 석사학위논문, pp. 14-15.
(8)강진석, “연료공급조건에 따른 고압디젤연료 분무특 성”, 2003, 한국과학기술원 박사학위논문, pp. 160- 161.
Fig. 22 Spray image of prototype DPI with 1800 bar