한국표면공학회지 J. Kor. Inst. Surf. Eng.
Vol. 41, No. 4, 2008.
<연구논문>
교정용 와이어의 표면특성에 미치는 TiN 및 ZrN 코팅영향
김원기, 김도영, 최한철*
조선대학교 치과대학 생체재료학교실 및 생체재료나노계면활성화센터, 2단계 BK21
Effects of TiN and ZrN Coating on Surface Characteristics of Orthodontic Wire
W.G. Kim, D.Y. Kim, H.C. Choe*
Department of Dental Materials & Research Center of Nano-Interface Activation for Biomaterials, College of Dentistry, 2nd Stage of Brain Korea 21 for College of Dentistry,
Gwangju 501-759, Korea
(Received August 11, 2008 ; revised August 26, 2008 ; accepted August 28, 2008)
Abstract
The dental orthodontic wire provides a good combination of strength, corrosion resistance and moderate cost. The purpose of this study was to investigate the effects of TiN and ZrN coating on corrosion resistance and physical property of orthodontic wire using various instruments. Wires(round type and rectangular type) were used, respectively, for experiment. Ion plating was carried out for wire using Ti and Zr coating materials with nitrogen gas. Ion plated surface of each specimen was observed with field emission scanning electron microscopy (FE-SEM), energy dispersive X-ray spectroscopy (EDS), atomic force microscopy (AFM), vickers hardness tester, and electrochemical tester. The surface of TiN and ZrN coated wire was more smooth than that of other kinds of non-coated wire. TiN and ZrN coated surface showed higher hardness than that of non-coated surface. The corrosion potential of the TiN coated wire was comparatively high. The current density of TiN coated wire was smaller than that of non-coated wire in 0.9% NaCl solution. Pit nucleated at scratch of wire. The pitting corrosion resistance ⎥E
pit-E
rep⎥ increased in the order of ZrN coated (300 mV), TiN coated (120 mV) and non-coated wire (0 mV).
Keywords : Orthodontic wire, TiN coating, ZrN coating, Surface treatment
1. 서 론
교정용 선재는 치아에 부착된 브라켓을 통해 치 아에 적절한 힘을 부여함으로써 치아이동을 가능하 게 하는 필수적인 구성요소이다. 선재는 단면 형태 에 따라서 원형과 각형으로 대별되며, 재질에 따라
서 여러 종류로 구분된다. 과거에는 귀금속 재료를
많이 사용하였으나 현재는 스테인리스강 계열과 코 발트-크롬계 선재(Elgiloy)를 주로 사용하고 있으며, 1960년대에 니켈-티타늄계 선재인 Nitinol을 교정치 료에 이용하게 되었으며, 최근에는 베타-티타늄계
선재가 개발되어 이용되고 있다. 이들 교정용 선재 는 구강 내에서 재료의 내식성과 물리적 특성 및 기계적 성질에 대한 개선이선행되어야 한다. 교정
용선재와 브라켓은 교정 치료 시에 주위조직에 손 상 없이 치아가 가능한 빠르고 정확하게 이동될 수 있도록 적절한 교정력을 발휘하여야 하지만 치아가 호선을 따라 이동할 때 생기는 마찰 저항력으로 인 해 교정력의 손실이 많이 온다. 또한 기계적 요소
인 브라켓의 재료, 표면 상태1), 선재의 재료, 교정
선의 굵기와 단면 형태2,3), 결찰재의 종류 및 결찰 력, 브라켓 slot의 크기와 폭경4), 교정력의 방향 등
과 환경적 요소인 타액, 치태, 부식 등의 영향을 받
는다5,6). 마찰력과 부식에 의해 나타나는 문제점을
*Corresponding author. E-mail : [email protected]
해결하기 위해 sectional retraction 등의 시도가 있
어 왔고 최근에는 sliding mechanic을 위해 마찰을
일으키지 않도록 표면처리 등을 행하고 있다7). Plasma 기술을 응용한 ion plating 법이 개발된 이
래 내식, 내마모, 장식 등의 목적으로 피막을 증착
시킬 수 있고, 기판으로는 금속, 유리, 세라믹, 플라
스틱 재료까지 대상이 될 뿐 아니라 화합물이나 복
합 재료의 피막도 얻을 수 있다. TiN은 내식, 내마
모, 낮은 마찰계수의 특성을 가지는 피막이라고 Peebles와 Pope8)가 보고하였으며, Habig9)은 ion-
plating 법의응용으로여러가지치과용 금속에 TiN
피막을 코팅처리한 후 TiN 피막의 기초적 성질을 조사한 결과, 내마모성, 내변색성이 향상되었고 기 계적 성질도 증가하였다는 것을 보고하였다.
현재 응용되고 있는 코팅방법은 TiCl4, N2 및 H2
가스를 이용하는 CVD(chemical vapor deposition), ion-plating법을 포함한 PVD(physical vapor deposi- tion)법이 사용되고 있다10). 과거에는 ZrN과 TiN 코
팅이 주로 CVD법에 의해 수행되었으나 반응가스
에 의한 오염과 600oC 이상의 고온처리에 따른 모
재의 변형11)을 피하기 위해 현재는 주로 PVD법에
의해 처리되고 있으며 그 중 ion-plating은 다른
PVD 방법에 비하여 코팅막과 기지와의 접착력이
가장 우수한 장점이 있다. 일반적으로 ZrN과 TiN
박막의 기계적 성질은 코팅층의 표면이나 계면특성 에 의해 크게 영향을 받으므로 이러한 결함을 억제
하는 것이 중요하다. Harju 등12)은 강에 질화층을
형성시킨 후 TiN을 코팅하여 이 질화층이 TiN 코
팅층의 내마모성에 미치는 영향을 조사한 결과 질 화층을 형성시키지 않은 경우보다 우수한 내마모성 을 갖는다고 하였으나 현재까지의 연구자들에 따르 면 코팅층의 높은 경도와 인성 및 모재-박막층간의
우수한 접착력을 얻기 위해서는 모재의 온도가 중
요하며 ion-plating 방법이 좋은 방법이라고 알려져
있다. 또한 재료의 내식성을 향상시키기 위해 모재
에 TiN 코팅을 행하며 전해액에서 산화피막(TiO2)
의 형성을 촉진하여 생체적합성과 재료의 안정성을 증가시키고 TiN 박막이 결함부위를 막아 내식성을
향상시키는 것으로 보고되어 있다13). 그러나 교정 재료에 ion-plating법을 이용하여 TiN을 코팅하였을
때의 마찰력이나 교정력에 미치는 연구는 있으나
ZrN을 코팅하여 내식성과 내마모성 및 생체안정성
을 고찰한 연구는 거의 없는 실정이다.
따라서 본 연구에서는 내마모 및 내식성이 우수 하고 광택으로 심미성을 겸비한 TiN과 ZrN을교정
용 선재에 ion-plating시킨 후, 선재의 표면특성을
조사하였다.
2. 실험 방법
2.1 연구재료
본 실험의 코팅과 부식시험에 사용된 스테인리스 강 선재는 G & H사에서 제조한 Φ0.016 inch의 원
형(round type: Greenwood, USA)과 0.019×0.025 inch의 각형(rectangular type)을 사용하였다.
2.2 연구방법
2.2.1 교정선의 TiN 및 ZrN ion-plating
Ion plating은 고체물질을 가열 혹은 입자를 충돌
시켜 원자, 분자로 분해하고다시이것을 D.C나 R.F
전원으로 이온화시켜 처리 물질의 표면에 응축시켜 서 박막을 형성하는 방법이다.
시험편을 장착한 후에 진공챔버를 3.0×10−5 torr
까지 배기시키고 mass flow controller를 이용하여 Ar gas를 10~20 mtorr로 공급하였다. 이후 900 W
의 power로 Ar 플라즈마를 발생시킨 후 시료대에
DC를 인가하여 약 10분 동안 산화층을 비롯한 시
험편 표면의 오염물질을 제거한 후, 진공챔버를 다
시 3.0×10−5torr로 배기시켰다. Ion-plating을 위하 여 질소가스를 TiN 코팅의 경우 10~20 mtorr, ZrN
코팅의 경우는 9~10 mtorr로 공급하였으며 코팅시
간을 10 min으로 하여 코팅층의 두께가 2.0~2.5μm
가 되도록 하였다. 시편의 회전 속도는 0.5 RPM으
로 하여 브라켓의 모든 부위에 코팅이 균일하게이 루어지도록 하였으며 접착도를 증가시키기 위하여 온도는 350~380oC로 하였다.
2.2.2 코팅된 교정선의 표면관찰 및 조성분석
Ion plating된 교정선 표면은 금속현미경과 FE-
SEM(field emission scanning electron microscopy)
으로관찰하였으며 조성은분산 X-선 분광기(energy dispersive X-ray spectroscopy, EDS)를 사용하여 분
석하였다.
2.2.3 표면경도시험과 표면거칠기조사
비커스 경도계(Model: HMV-2, Shimadzu, Japan)
를사용하여 코팅표면의 경도를측정하였으며 atomic force microscopy(AFM: Digital Instrument Co.
Multi Mode)와 조도계(Model: DSF-1000, Kosaka,
Japan)를 이용하여 평균표면거칠기값(Ra)과 최대거
칠기값(Rmax)을 구하여 표면의 조도를 비교하였다.
2.2.4 전기화학적 부식시험
전기화학적방법을 이용한부식시험은 potentiostat (model:263A, EG & G Co., USA)을 사용하여 동전
위법으로 실시하였다. 전해액 600 ml를 넣고 각각
의 시편을 정전위 장치에 연결한 후 포화칼로멜전 극(saturated calomel electrode, SCE)을 표준전극으 로 하였으며 작업전극은 준비된 시편으로 하였다.
시편과 표준전극(reference electrode)간의 거리를 약 1 mm로 조절하였으며, 보조전극(counter electrode)
으로 고밀도 탄소전극을 사용하였다. 양극분극곡선
(anodic polarization curve)을 얻기 위해 36.5±1oC
의 0.9% NaCl 전해액(pH가 5.34)에서 동전위방법
을 이용하여 100 mV/min의 주사속도로 −500 mV에
서 +1300 mV까지 전위를 걸어 1차 전기화학적 부
식시험을 하였으며 실험시마다 시편과 전해액을 교 환하였다. X축은 전류밀도의 로그값을 Y축은 전위 로 하여 곡선을 얻었다.
교정선의 공식특성(pitting corrosion)을 조사하기
위하여 CPPT(cyclic potentiodynamic polarization test) 방법14)을 사용하였다. 즉 0.9% NaCl 전해액에
서 100 mV/min의전위주사속도로 정방향주사를 약
10−2 A/cm2일 때의 전위 Emax까지 행한 후 같은 전 위주사속도로 역방향주사시킨 다음 부동태영역과 만나는 점에서 부식실험을 중지하였을 때 공식전위
(pitting potential) 또는 부동태파괴전위(Epit: passive film breakdown potential)와 재부동태화전위(Erep: repassivation potential)의 차인 |Epit-Erep|값으로
TiN 및 ZrN 코팅표면의 공식저항을 조사하였다.
2.2.5 부식표면 관찰
0.9% NaCl 전해액에서 코팅된 시편의 전기화학
적 거동을 조사하기 위하여 동전위 시험을 행한 후 교정선 표면의 금속조직변화를 조사하기 위하 여 금속현미경(metallurgical microscope, Olympus, Tokyo, Japan), FE-SEM 및 EDS를 사용하여 관찰
하였다.
3. 결과 및 고찰
3.1 TiN 및 ZrN 코팅된 교정용 선의 코팅 표면 조사
코팅하기 전 교정선의 화학적인 조성을 EDS를
이용하여 조사한 것이 그림 1이다. 원형의 교정선
과 각형의 교정선의 주성분은 Fe, Cr, Ni로 구성된
Fe-18Cr-8Ni의 304계 스테인리스강이었다. 이를 이
용하여 TiN과 ZrN을 코팅한 원형의 교정용 선이
그림 2이다. (a)는 코팅하지 않은 경우이고 (b)는 TiN을 코팅한 경우이며 (c)는 ZrN을 코팅한 경우의 광학현미경사진이다. 코팅하지 않은 경우는 은색의
전형적인 스테인리스강 색깔을 보이고 있으나 TiN
과 ZrN을 코팅한 경우 금색의 색깔을 보였다.
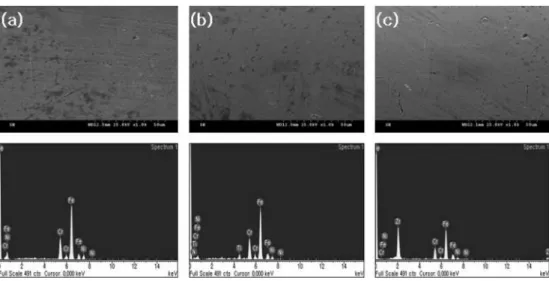
그림 3는 각형의 교정선을 코팅한 경우를 FE-
SEM으로 관찰한 것으로 코팅하지 않은 경우에는
표면에 다량의 스크래치가 관찰된 반면, 코팅을 한
경우 코팅막의 형성으로 스크래치와 결함이 제거된 양상을 보였다. 코팅된 성분을 조사한 결과 그림 3
의 EDS 피크상에서 TiN을 코팅한 (b)는 Ti 및 N
등이 검출되고 ZrN을 코팅한 (c)는 Zr 등이 검출되
었다.
Fig. 2. OM of non-coated (a), TiN coated (b) and ZrN coated (c) round type stainless steel wire.
Fig. 1. Chemical compositions of (a) stainless steel wire(round type), (b) stainless steel wire(rectangular type) from
EDS analysis.
3.2 TiN 및 ZrN 코팅된 교정용 선의 표면거칠기와 경도조사TiN 및 ZrN 코팅된 각형 스테인리스강 선의 표
면거칠기를 AFM으로 조사한 결과를 그림 4에 나 타내었다. 원형의 교정선은 표면거칠기를 측정할 수
없기 때문에 TiN 및 ZrN 코팅된 각형 스테인리스
강 선의 표면거칠기를 AFM으로 조사한 결과(표 1)
코팅하지 않은 경우는 평균거칠기(Ra)가 35.3 nm, TiN 코팅한 경우가 21.6 nm 및 ZrN 코팅한 경우가
18.8 nm를 나타내어 ZrN 코팅의 경우가 거칠기가
가장 낮아 코팅하지 않는 것과 약 2배 정도의 차
이를 보였다. 이는 그림 1의 표면사진과 잘 일치되
며 ZrN의 작은 알갱이는 마찰저항을 감소시킬 뿐 만 아니라 내식성도 증가시킬 것이라는 것이 표면 거칠기 조사에서도 확인이 되었다. 마찰저항은 ZrN
이 0.6보다 작은 마찰계수를 가지나 TiN은 0.6보다
높은마찰계수를가진다는 보고에서도알수있다15).
또한 피막의 접착능은 일반적으로 ZrN이 45N, TiN
이 55N으로 TiN이 접착능이 우수한 것으로 보고되
고 있다.
TiN 및 ZrN 코팅된 각형 스테인리스강 선에
vickers 경도계를 이용하여 경도를 측정한 결과 그
림 5에서와 같이 표면에 나타난 압흔자국으로부터
구한 경도 값이 TiN은 483, ZrN을 코팅한 경우는
496, 코팅하지 않은 경우는 420으로 TiN과 ZrN을 코팅한 경우가 높게 나타났으며 코팅이 되지 않은 경우는 경도가 낮게 나타났다. 또 TiN보다는 ZrN
을 코팅한 경우의 경도가 증가되었다. TiN 및 ZrN
코팅된 피막의 경도는 그림 5에서와 같이 표면에 나타난 압흔자국의 크기가 코팅하지 않은 경우, 크
게 나타나고 ZrN이 코팅된 경우는 작게 나타나표
면경도가 높음을 알수 있는데 이는 TiN보다는 ZrN
을 코팅한 경우의 경도가 증가되어 안정한 코팅 막 을 보임을 알 수 있다. 일반적으로 강에 코팅을할 경우 TiN은 2000 kg/mm2을 ZrN은 2500 kg/mm2을
나타낸다고 보고하고 있어 대체적으로 TiN보다는
ZrN 피막이 안정하고 표면의 특성이 좋음을 알 수
있다. 따라서 표면에 높은 강도와 표면의 균질함을
Fig. 3. SEM and EDS peaks of non-coated (a), TiN coated (b) and ZrN coated (c) rectangular type stainless steel wire.
Fig. 4. Surface roughness of non-coated (a), TiN coated (b) and ZrN coated (c) rectangular type stainless steel wire.
Table 1. AFM showing the surface roughness of non- coated, TiN coated and ZrN coated rectangular type orthodontic wire
Non-coated TiN coated ZrN coated
R
a35.322 nm 21.692 nm 18.812 nm
얻을 수있는 조건이 ZrN을 코팅한경우임을 알 수
있다.
3.3 TiN 및 ZrN 코팅된 교정용 선의 부식시험
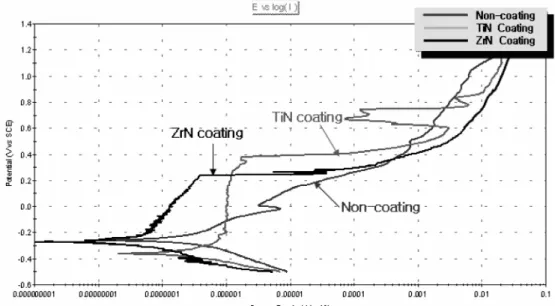
TiN 및 ZrN 코팅된 원형과 각형 교정선의 양극
분극시험을 행한 결과를 그림 6 및 그림 7에 나타
내었다. 코팅된 교정선의 경우, 코팅되지 않은 교정
선에 비하여 왼쪽에 위치하여 전류밀도 값이 감소 하는 경향을 보였다. 원형에 ZrN을 코팅한 경우는
TiN을 코팅한 경우에 비하여 곡선이 왼쪽에 위치
하여 내식성이 증가하였으며 구강 내 최대전위인
250 mV대에서 전류밀도 값은 ZrN이 코팅된 경우
가 4.5×10−7A/cm2, TiN코팅의 경우가 1.2×10−6A/
cm2, 코팅하지 않는 경우는 1.0×10−3A/cm2를 나타
내어 ZrN 코팅한 경우에서 전류밀도가 가장 낮게
나타났다. 공식전위는 ZrN 코팅한 경우는 250 mV
를, TiN을 코팅한 경우는 400 mV를, 코팅하지 않
은경우는 100 mV로낮게 나타나 공식저항성은 TiN
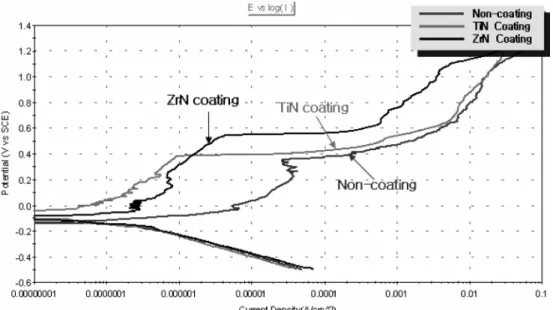
과 ZrN을 코팅한 경우가 높게 나타났다. 각형의 교
정선에 ZrN을 코팅한 경우는 TiN을 코팅한 경우에
비하여 곡선이 오른쪽에 위치하였으며 구강 내 최
대전위인 250 mV대에서 전류밀도 값은 ZrN이 코
팅된 경우가 6.0×10−7 A/cm2, TiN 코팅의 경우가 5.0×10−7A/cm2, 코팅하지않는 경우는 3.0×10−5 A/
cm2를 나타내어 ZrN과 TiN을 코팅한 경우가 전류
밀도가 낮게 나타났다. 공식전위는 ZrN 코팅한 경
우는 575 mV를, TiN을 코팅한 경우는 400 mV를,
코팅하지 않은 경우는 300 mV로 낮게 나타나 공식
저항성은 TiN과 ZrN을 코팅한 경우가 높게 나타났
다. TiN 및 ZrN 코팅된 원형과 각형교정선의 부식
시험결과 코팅된 교정선의 경우, 코팅되지 않은 교 정선에 비하여 전류밀도가 전체적으로 감소하여 왼 쪽에 위치하여 전류밀도 값이 감소하는 경향을 보 였다. 원형과 각형의 부식특성차이는 각형이 원형
보다 전체적으로 내식성이 우수하게 나타나는데 이 는 인발(drawing)과 압연가공(rolling)을 병행하면서
Fig. 5. Hv of non-coated (a), TiN coated (b) and ZrN coated (c) rectangular type stainless steel wire.
Fig. 6. Anodic polarization curves of round type stainless steel wire after potentiodynamic test in 0.9% NaCl solution
at 36.5 ± 1
oC.
표면에 형성된 기계적 결함을 감소시키기 때문으로
생각된다. 특히 0.9% NaCl에서 스테인리스강의 표
면에 형성된 부동태피막이 Cl−에 의해 pit가 쉽게
발생되는데 주로 기계적인 결함부위에서 우선적으 로 침식이 되기 때문에 부동태피막이 파괴되는 전 위인 공식전위가 사각의 교정선에서 높게 나타났다
(그림 6과 그림 7).
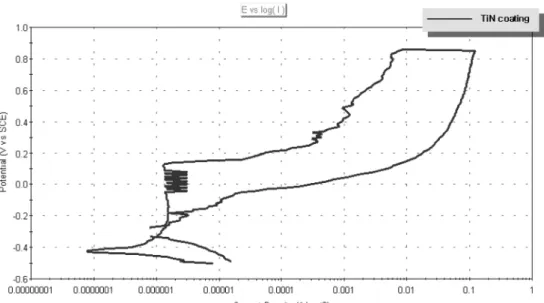
그림 8, 그림 9 및 그림 10는원형 교정선에 TiN
및 ZrN을 코팅한 후 0.9% NaCl 용액에서 공식을
측정한 CPPT곡선이다. 공식저항은 그림 8에서 코
팅하지 않는 경우의 CPPT곡선으로부터 공식에 대
한 저항성이 거의 없으며 그림 9에서 TiN을 코팅
한 경우는 재부동태화전위가 −300 mV이고 부식전
위가 −420 mV이므로 공식저항성을 나타내는 |Epit- Erep|값은 120 mV이다. ZrN을 코팅한 경우인 Fig.
10에서 보면 재부동태화전위는 −100 mV이고 부식
전위는 −400 mV를 나타내 공식저항성을 나타내는
|Epit-Erep|값은 300 mV로서 내공식성이가장 우수
함을 보였다. 원형의 경우는 공식전위가 코팅하지
않은 경우 100 mV이지만 각형의 경우는 300 mV를
나타내어 공식저항성이 우수함을 보인다. 또한 TiN
과 ZrN이 코팅됨으로써 공식전위의 값은 575 mV
까지 상승함으로써 0.9% NaCl 용액에서 아주 우수 한 내공식특성을 나타내 코팅의 효과가 큼을 알수
Fig. 7. Anodic polarization curves of rectangular type stainless steel wire after potentiodynamic test in 0.9% NaCl solution at 36.5 ± 1
oC.
Fig. 8. CPPT curve of non-coated round type stainless steel wire after potentiodynamic test in 0.9%NaCl solution at
36.5 ± 1
oC.
있다.
부식시험 후 부식표면을 관찰한 결과를 그림 11,
그림 12, 그림 13 및 그림 14에 나타내었다. 그림 11은광학현미경을 이용하여 촬영한 TiN 코팅한 원
형교정선의 부식사진으로 코팅되지 않은 (a)는 큰 pit를보였다. 그러나 TiN과 ZrN을 코팅한 (b)와 (c)
에서는 (a)와 같이 큰 pit는 발견되지 않았지만 미
세한 pit가 발견되었다. 그림 12은 각형 교정선의
부식양상을 보였다. 원형과 마찬가지로 코팅하지 않
은 경우는 표면에 많은 pit를 보이며 코팅하면 그
수와 크기가 작게 나타났다. 그림 13와 그림 14에
나타낸 사진과 같이 FE-SEM을 이용하여 더 자세
히 1000배로 관찰하면 코팅하지 않은 경우는 많은
pit가 발견된 반면 코팅을 행하면 그림 14에서 알
수 있듯이 pit의 수와 크기가 크게 감소함을 보였
다. 부식 후 표면에 형성된 부식생성물을 분산 X-
선 분광기를 통하여 검사한 결과 그림 13와 그림
14에 나타난 바와 같이 TiN이 코팅된 경우는 주로
Ti, N, Cl, Cr, Na 등이 검출되었고 ZrN을 코팅한
경우는 표면에서 Zr, N, Cr, Fe, Ma, Cl 등이 검출
되었다. 이는 TiN과 ZrN의 경우, TiN(ZrN) + O2→
TiO2(ZrO2) + 1/2N2과 같은 반응16)이 촉진되고 따라 서 TiO2, TiO2N 및 TiO2·H2O, ZrO2가 표면에 형 성됨으로써13,14), Cl−에 대한 저항을 하여 공식을 억
제하기 때문으로 생각된다. 이로 인하여 그림 13와
그림 14의 사진과 같이 코팅하지 않은 경우는 많
Fig. 9. CPPT curve of TiN coated round type stainless steel wire after potentiodynamic test in 0.9%NaCl solution at 36.5 ± 1
oC.
Fig. 10. CPPT curve of ZrN coated round type stainless steel wire after potentiodynamic test in 0.9%NaCl solution
at 36.5 ± 1
oC.
Fig. 11. OM showing the corrosion surface of non-coated (a), TiN coated (b) and ZrN coated (c) round type stainless steel wire.
Fig. 12. OM showing the corrosion surface of non-coated (a), TiN coated (b) and ZrN coated (c) rectangular type stainless steel wire.
Fig. 13. SEM and EDS peaks showing the corrosion surface of non-coated (a), TiN coated (b) and ZrN coated (c) round type stainless steel wire.
Fig. 14. SEM and EDS peaks showing the corrosion surface of non-coated (a), TiN coated (b) and ZrN coated (c)
rectangular type stainless steel wire.
은 pit가 표면에서 발견되고 있으며 TiN 및 ZrN 코
팅을 행하면 pit의 수와 크기가 크게 감소하여 내
공식성이 크게 증가함을 알 수 있다. 부식 후 표면 에서 TiN이 코팅된 경우는 주로 Ti, N, Cl, Cr, Na
등이 검출되었으며 ZrN을 코팅한 경우는 표면에서 Zr, N, Cr, Fe, Ma, Cl 등이 검출되었는데이는 TiO
나 Ti2O3를 표면에 형성하고 Cl−이 존재한 전해액 에서 코팅층의 Ti가 Ti + 2NaCl + 2H2O→TiCl2+
2NaOH + 2H와 같이 반응하여 TiCl2 등이 표면에
형성되었기 때문에 Cl 등이 검출되고 있다.
이러한 결과를 토대로스테인리스강 선의 표면에
TiN 및 ZrN을 코팅하여 마찰을 감소시킬 수 있어
교정용 기구에 코팅을 행함으로써 임상적인 교정효 과를 증대시킬 수 있을 것으로 생각된다.
4. 결 론
TiN 및 ZrN 코팅이 교정용 와이어의 표면특성에
미치는 영향을 조사하기 위하여 ion-plating법을 이
용하여 TiN과 ZrN을 코팅한 후 표면특성을 조사한
결과 다음과 같은 결론을 얻었다.
1. ZrN과 TiN을 코팅한 교정선은 매끄러운 형상
을 보여 표면의 거칠기가 크게 감소되었으며 ZrN
코팅된 표면에서 거칠기가 가장 크게 감소되었다.
2. 경도를 측정한 결과 TiN, ZrN을 코팅한 경우
가코팅하지 않은경우에비하여높은경도를보였다. 3. 교정용선에 ZrN과 TiN이 코팅된 경우에는 전
류밀도가 감소하고 부식전위가 증가하였으며 slot
모서리 부분에서 공식이 발생되었다.
4. 교정선의 |Epit-Erep|값은 코팅하지 않는 경우 가 0 mV에 가깝고 TiN을 코팅한 경우는 120 mV, ZrN을 코팅한 경우는 300 mV로써 ZrN 코팅된 경
우가 내공식성이 가장 우수한 것으로 나타났다.
이러한 결과를 토대로 스테인리스강 선의 표면에
TiN 및 ZrN을 코팅하여 내식성의 개선과 표면개선
으로 교정용 장치에 코팅을 행함으로써 임상적인 교정효과를 증대시킬 수 있을 것으로 생각된다.
참고문헌
1. J. R. Bednar, G. W. Gruendeman, J. L. Sandrik, Am. J. Orthod., 100 (1991) 513-522.
2. A. Kaplila, P. V. Angolkar, M. G. Duncanson, R.
S. Nanda, Am. J. Orthod., 98 (1990) 117-126.
3. P. V. Angolkar, S. Kaplila, M. G. Duncanson, R.
Nanda, S. Am. J. Orthod., 98 (1990) 499-506.
4. C. A. Frank, R. J. Nikolai, Am. J. Orthod., 78 (1980) 593-609.
5. J. G. Stannard, J. M. Gau, M. A. Hanna, Am. J.
Orthod., 89 (1986) 485-491.
6. K. L. Baker, L. G. Nieberg, A. D. Weimer, M.
Hanna, Am. J. Orthod. Dentofac. Orthop., 91 (1987) 302-361.
7. J. L. Berger, Am. J. Orthod., 97 (1990) 219-228.
8. D. E. Peebles, L. E. Pope, Thin Solid Films, 173 (1989) 19-37.
9. K. H. Habig, Surf. Coat. Technol., 42 (1990) 133- 10. E. Erturk, H. J. Heuvel, Thin Solid Films, 153147.
(1987) 135-147.
11. A. T. Santhanam, US Patent, 5 (1993) 257-367.
12. E. Harju, A. S. Korhonen, L. Jiang, E. Ristolainen, Surf. Coat. Technol., 85 (1996) 189-203.
13. A. Ramalho, M. T. Viera, A. S. Miranda, Edited by Mihaly Kosma, 3 (1993) 309.
14. H. C. Choe, Surface & Coatings Technology, 112 (1999) 299-306.
15. E. Ertu, Surf. Coat. Technol., 39 (1989) 435-439.
16. D. M. Brunette, P. Tengvall, M. Textor, P. Thomsen, Springer, 1 (2001) 320.