한국표면공학회지 J. Kor. Inst. Surf. Eng.
Vol. 41, No. 4, 2008.
<연구논문>
마찰교반용접한 5456-H116 알루미늄 합금 용접부 표면의 기계적 및 전기화학적 특성
장석기*, 김성종
목포해양대학교 기관시스템공학부
Mechanical and Electrochemical Characteristics of Welding Parts Surface for Friction Stir Welded 5456-H116 Al Alloy
Seok-Ki Jang*, Seong-Jong Kim
Department of Marine System Engineering, Mokpo Maritime University (Received August 8, 2008 ; revised August 26, 2008 ; accepted August 28, 2008)
Abstract
Small FRP (fiber-reinforced polymer) fishing ships have numerous problems with the point of the envi- ronmental and recycling perspectives. In light of these aspects, aluminum can be used as a material for ship building. It is environmental friendly, easy to recycle, and provides a high added value to fishing boats.
In this paper, we report on mechanical and electrochemical characteristics of welding parts for friction stir welded 5456-H116 Al alloy. In friction stir welded at various traveling speeds under the rotation speed of 500 RPM, the best characteristics presented in traveling speed of 15mm/min. The anodic polarizations of base metal and welding metal were observed tendency which current density from the open circuit potential suddenly increase. The cathodic polarization presented concentrated polarization caused by the dissolved oxy- gen reduction reaction and activation polarization caused by hydrogen generation. From result of Tafel analysis, the corrosion potential of 5456 alloy (Base metal) was lower than that of friction stir welded part, as were its corrosion current densities.
Keywords : FRP, Al alloy, Friction stir welding, Traveling speed
1. 서 론
1991년에 영국용접 연구소에서 개발된 마찰교반
용접은 회전 공구에 의한 마찰열과 용접부재 내부 에 발생하는 소성유동을 이용하는 고상용접이며, 동 시에 판재의 맞대기 용접에 최적이기 때문에 개발 이래 단기간에 다양한 분야에서 용접기술로서의 지 위를 확고히 하고 있다. 특히 알루미늄 합금의 용
접은 경량화가 요구되는 수송기기의 분야에 최적의 용접기술이라고 말할 수 있다1). 이에 부응하여 해
양 분야에서는 기존의 중소형 선박은 FRP 선이 대
다수였으나, 환경문제나 화재 그리고 충돌 등의 문
제가 다발하여 알루미늄 선박으로의 전환이 불가피
한 상황이다. 그러나 기존의 용접방법은 용접 시열 에 의한 변형이 심하여 많은 어려움을 겪고 있는 실정이다. 전 연구에서 기존의 용접 방법 중 하나
인 TIG 용접 방법의 경우, 최대인장 강도와 연신율
이 모재 대비 64.6%와 21.9%에 불과하여 적용하기
어렵다는 사실을 확인한 바 있다2).
따라서 본 연구에서는 알루미늄 선박용 재료로
사용되는 재료 중 하나인 5456-H116 합금에 대하
여 500 RPM에서 이송속도를 변수로 마찰교반용접
을 실시한 경우 용접부 표면의 기계적 및전기화학 적 특성을 평가하고자 한다.
2. 실험재료 및 실험방법
5456-H116 알루미늄 합금은 알루미늄 선박용 재
*Corresponding author. E-mail : [email protected]
료로 사용되는 것으로 그 화학적 조성과 기계적 특 성은 표 1에 나타내고 있다. 본 시편에 대하여 최
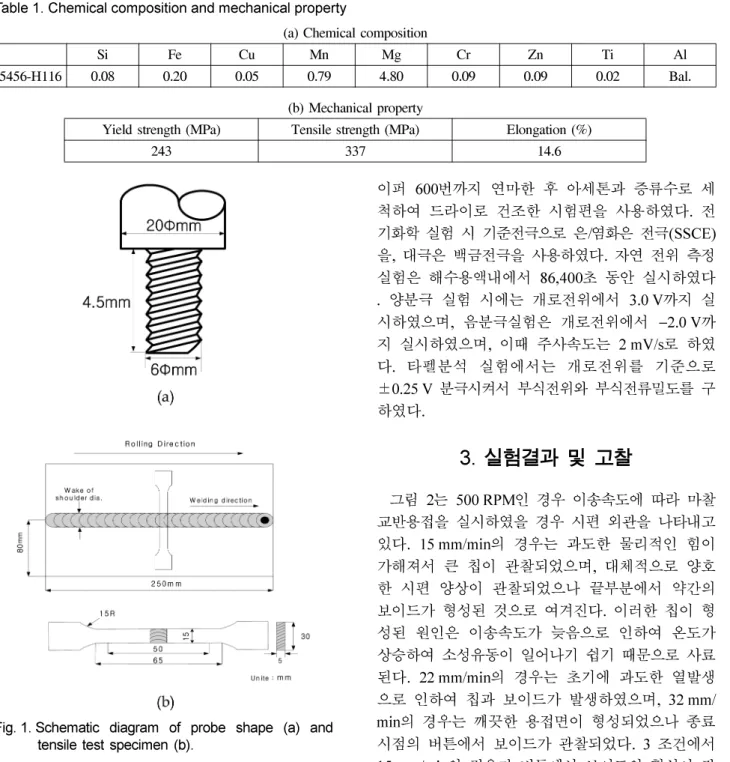
적 마찰교반용접 조건을 규명하기 위하여 공구의 어깨 직경은 20Φ, 프루브 길이와 압입 깊이는 4.5 mm, 피치는 1.0 mm, 전진각은 2o로 하였으며,
전나사형 공구를 반시계 방향으로 실시하였다. 또
한 프루브 직경은 6Φ로 하였으며, 이송속도를 변
수로 하여 실시하였다. 마찰교반용접된 시편은
0.2 mm/min의 인장속도로 대기 중에서 인장시험을
실시하여 그 기계적 특성을 평가하였다. 이때 사용
된 프루브와 인장시험편 형상은 그림 1에 나타내고
있다. 한편 전기화학적 실험용 시험편은 에머리 페
을, 대극은 백금전극을 사용하였다. 자연 전위 측정 실험은 해수용액내에서 86,400초 동안 실시하였다 . 양분극 실험 시에는 개로전위에서 3.0 V까지 실
시하였으며, 음분극실험은 개로전위에서 −2.0 V까
지 실시하였으며, 이때 주사속도는 2 mV/s로 하였
다. 타펠분석 실험에서는 개로전위를 기준으로
±0.25 V 분극시켜서 부식전위와 부식전류밀도를 구
하였다.
3. 실험결과 및 고찰
그림 2는 500 RPM인 경우 이송속도에따라 마찰
교반용접을 실시하였을 경우 시편 외관을 나타내고
있다. 15 mm/min의 경우는 과도한 물리적인 힘이
가해져서 큰 칩이 관찰되었으며, 대체적으로 양호
한 시편 양상이 관찰되었으나 끝부분에서 약간의 보이드가 형성된 것으로 여겨진다. 이러한 칩이 형
성된 원인은 이송속도가 늦음으로 인하여 온도가 상승하여 소성유동이 일어나기 쉽기 때문으로 사료
된다. 22 mm/min의 경우는 초기에 과도한 열발생
으로 인하여 칩과 보이드가 발생하였으며, 32 mm/
min의 경우는 깨끗한 용접면이 형성되었으나 종료
시점의 버튼에서 보이드가 관찰되었다. 3 조건에서
15 mm/min의 경우가 버튼에서 보이드의 형성이 작
게 관찰되었기 때문에 기계적 특성이 가장 우수할
것으로 예측된다. 이후 41, 61, 87 그리고 124 mm/
min의 경우 61 mm/min의 경우만 종료시점에서 약
간의 보이드만 형성되었고, 나머지 모두 현저한 터 널형 보이드가 관찰되었는데 이는 입열량 부족에 기인한 것이며, 입열량 부족의 증가와 함께 터널형
결함이 발생한 것으로 판단된다.
그림 3은 500 RPM인 경우 이송속도에따른 응력
-변형율 곡선을 나타내고 있다. 15 mm/min인 경우
는 모두 유사한 거동을 보여 주었으며, 또한 22%
이상의 높은 연신율을 나타냈기 때문에 우수한 용
접부라할 수 있다. 그러나 22 mm/min인 경우는응
Fig. 1. Schematic diagram of probe shape (a) and
tensile test specimen (b).
력-변형율 곡선에서도 많은 차이가 관찰되었다. 이
는 시편 부위에 따라 보이드 형성이나 불완전한 용 입으로 인하여 차이가 난 것으로 예측된다. 한편
32 mm/min의 경우는 18% 이상의연신율을 나타냈
으며, 곡선의 거동도 거의 유사한 경향을 나타냈
다. 또한 재현성도 확보되었으므로 대체적으로 양
호한 특성을 보인 조건으로 사료된다. 본 500 RPM
조건에서 이송속도가 가장 낮은 15 mm/min의 경우 가 가장 우수한 특성을 나타냈다.
표 2는 5456-H116 시편에 대하여 마찰교반 용접
을 실시하여 3차례 이상 인장 시험 후 각 기계적
특성에 대한 그 평균을 비교하였다. 그 이외에 적
용된 조건 중 본 표에 나타나지 않은 것은 보이드 형성 및 거친 칩 및 불완전한 용접으로 인하여 인 장시험은 불가능한 시험편에 해당된다.
표 3은 표 2에서 얻어진 결과를 토대로 하여 모
재에 대한 마찰교반용접된 시편의 인장시험에 의해
얻어진 기계적 특성들에 관한 비를 나타내고 있다.
500 RPM인 경우 이송속도 변수 별 특성을 상호 비
교한 결과, 15 mm/min인 경우는 최대인장강도가
97.2%로 가장 높은 값을 나타낸 반면 항복강도는
83.9%로 가장 낮은 비를 나타냈으나 다른 이송속
도에 비하여 높은 값을 나타내고 있음을 알 수 있 다. 이는 기존 용접방법인 TIG나 MIG 용접에 비
하여 상당히 양호한 용접성을 보이고 있음을 알수 있었다2).
그림 4는 모재와 500 RPM, 15 mm/min에서 마찰
교반용접한 시편에 대하여 인장시험 후 파단된 시 편 사진을 보여 주고 있다. 모재 중 롤링방향과수
직방향으로 시편을 가공하여 인장시험을 실시한 시 편의 파단은 거의 유사한 지점의 평행부에서 발생 하였다. 마찰교반용접된 시편의 경우 오른쪽은 전
진측이며, 왼쪽은 후퇴측이다. 그대부분 칩의 생성
으로 전진측과 후퇴측을 구분하는데 전반적으로 후
Fig. 2. Appearance of friction stir welded specimen with traveling speed in 500RPM.
퇴측에서 큰 칩이 생성된다. 칩이 한 쪽만 생성되
었을 경우 그 부위가 후퇴측이다. 전면에서는 평행 부중앙을 기준으로 후퇴측에서파단이 발생했으며,
그 각도는 상부측에서 하부측으로 갈수록 후퇴쪽에 서 파단되었음을 알 수 있다. 한편 파단면 오른쪽 에 흰색 선이 용접부 후면 중앙에 해당되기 때문에
Fig. 3. Stress-elongation curves of friction stir welded specimen with traveling speed in 500RPM. (a) 15 mm/min, (b) 22 mm/min, (c) 32 mm/min.
Table 3. The ratios of mechanical properties of friction stir welded specimen for base metal
Maximum tensile
strength (%) Yield strength
(%) Elongation
(%) Time-to-fracture
(%) Absorption energy (%) 500 RPM
15 mm/min 97.2 83.9 92.8 90.7 86.4
500 RPM
22 mm/min 81.6 78.7 55.3 56.4 48.2
500 RPM
32 mm/min 96.7 81.5 79.2 79.2 72.6
Table 2. Results after tensile test for 5456-H116 specimen
Maximum tensile
strength (MPa) Yield strength
(MPa) Elongation
(%) Time-to-fracture
(min) Absorption energy (Kgf-mm)
Base Metal 353 205 24.56 61.76 29233
500 RPM
15 mm/min 343 172 22.61 56.04 25260
500 RPM
22 mm/min 288 16013.59 34.85 140 90
500 RPM
32 mm/min 339 167 19.46 48.91 21229
후면의 경우는 용접부(교반부)에서 파단이 발생하 지 않았음을 알 수 있다. 용접부 하부측 파단면은
오른쪽에 흰색 선이 형성되었음을 알수 있는데 이 는 빠른 이송속도와 회전수로 인하여 열이 많이 발 생하였기 때문으로 판단된다.
그림 5는최적 조건에서 마찰교반용접한 경우, 조 직과 경도 측정 결과를 나타내고 있다. 용접부에서
는 마찰교반용접부의 전형적인 형상인 오니온 링
(onion ring)이 명확하게 관찰되었으며, 기공등과 같
은 용접 불량은 전혀 관찰되지 않았으므로 입열양 이 적당하여 양호한 특성을 나타낸 것으로 사료된 다. 또한 경도 측정 결과, 교반부에서는 거의 모재
수준의 값을 나타냈으나 열영향부에서는 약간의 경 도 저하가 관찰되었다. 그 결과 용접 하부측에서는
접합부 중앙에서 다소 떨어진 부위에서 파단이 발 생한 것으로 사료된다.
지금까지 500 RPM에서 이송속도를 변수로 하여
마찰교반용접을 실시한 결과 가장 우수한 기계적
특성은 15 mm/min로 나타났다. 따라서 전기화학적
특성 평가는 가장 우수한 특성을 나타낸 조건에서 평가하고자 한다.
그림 6은 최적 조건에서 마찰교반용접한 용접부
와 모재부에 대한 해수용액에서의 86,400초(24시간)
동안 자연전위 측정 결과를비교한 그래프이다. 모
재부와 마찰교반용접된시편 모두 초기에는 급격히 전위가 귀방향으로 이행하였으며, 용접부와 모재부 는 각각 1200초(−0.695 V)와 4000초(−0.755 V)에서
가장 높은 값을 나타냈는데 이는 해수에 침적과 동 시에 시편 표면에 부동태 피막 형성으로 인하여 전 위가 상승한것으로 사료된다. 이후 다시 급격히비 방향으로 이행하였는데 이는 해수 속에 포함된 염 소이온에 의하여 부동태 피막이 파괴되기 때문으로
판단된다. 이후 20,000초 정도까지 전위는 꾸준히
귀방향으로 이행하고 있음을 알 수 있는데 이는 부 동태 피막의 재성성으로 인하여 전위가 상승한 것
으로 판단된다. 이후 용접부는꾸준히 전위가 40,000
초까지 상승하였으며, 모재부는 실험 종료 시까지
전위의 상승과 하강을 반복하였는데 이는 부동태 피막이 불안정하여 생성과 파괴가 반복되어 이러한
Fig. 4. Photos of fractured specimen after tensile test for base metal and friction stir welding (500 RPM, 15 mm/min).
Fig. 5. Results of macro-structure and hardness mea- surement in friction stir welded at the condition of 500 RPM, 15 mm/min.
Fig. 6. Potentials of base metal and friction stir welded
part in sea water.
경향을 나타낸 것으로 판단된다. 실험 종료 후 거 의 유사한 전위를 나타냈으나 용접부는 모재부에 비하여 대체적으로 전위의 변화가 적은 경향을 나 타내어 안정된 전기화학적 거동을 보인 것으로 사 료된다.
그림 7은 최적 조건에서 마찰교반용접한 용접부
와 모재부에 대한 해수용액에서의 양분극 경향을 비교한 그래프이다. 전체적으로 거의 유사한 거동
이 관찰되었으나 용접부의 경우가 약간 높은 전위
를 나타내고 있음을 알 수 있다. 개로전위(open
circuit potential)에서 귀방향으로 이행할수록 거의
유사한 경향을 보이나 전위상승에 따라 용접부가 약간 낮은 전류밀도를나타내고 있음을 알수있다.
해수 환경 하에서 응력부식균열은 모재부나 용접부 가 거의 유사한 거동을 보일 것으로 판단된다. 일 반적으로 중성용액 내의 알루미늄은 Al2O3나 Al2O3·3H2O와 같은 피막이형성되어 전류밀도가 감
소되어 부식이 되지 않으나, 해수환경 하에서는 해
수 속에 포함되어 있는 염소이온은 부동태 피막을 파괴시키나 다시 재생성된 피막에 의해 재부동태화 현상이 관찰되는 경우도 있다3,4).
그림 8은 최적 조건에서 마찰교반용접한 용접부
와 모재부에 대한 해수용액에서의 음분극 경향을 비교한 그래프이다. 그래프에서 보는 바와 같이 모 든 시험편에 대한 전체적인 경향은 개로전위에서부 터 용존산소환원반응(O2+ 2H2O + 4e−→4OH−)에 의
한 농도분극과 2H2O + 2e→H2+ 2OH−의 수소발생
에 의한 활성화분극의 경향을 나타냈다. 두 시편 모 두 용존산소환원반응에 의한 농도분극은 개로전위
에서부터 −1.6 V 정도까지 나타냈다. 이후 용존산
소환원반응과 활성화분극의 변곡점은 −1.6 V으로
나타났으므로 이 전위는 음극방식 적용 시 한계전
위에 해당된다. 또한 양분극곡선과 비교하여 양극
방식에 비해 음극방식의 경우가 용존산소의 농도분 극의 영역에서 보다 휠씬 낮은 전류밀도를 나타냈 으며, 방식전위 영역도 넓기 때문에 양극 방식에비 해 음극방식의 경우가 효과적일 것으로 판단된다.
이후 수소가스 발생에 의한 활성화분극을 나타낸 전위에서는 용접부에 비하여 오히려 모재부가 낮은 전류밀도를 나타내고 있음을 알수 있다. 그러나이
전위는 수소가스 발생에 의한 수소취화 현상이 발 생하기 때문에, 방식전위에 해당되지 않는 전위이
므로 고려 대상이 아닌 것으로 판단된다. 또한 전
연구에서는 알루미늄 내에 포함된 잔류응력이 마찰 교반용접으로 인하여 발생한 열에 의해 잔류응력의 일부가 제거됨으로써 내식성이 개선되는 효과에 관 해 연구한 바 있다5). 또한 고장력강의 수소취화에
관한 연구에서 개로전위에서 활성용해반응의 경향 을 보인 후 용존산소환원반응(O2+ 2H2O + 4e−→ 4OH−)에 의한 농도분극과 2H2O + 2e→H2+ 2OH−의 수소발생에 의한 활성화분극의 경향을 나타냈으며,
농도분극과 활성화 분극의 변곡점은 대략 −1.0 V
(SCE)로 나타났다. 또한 고장력강의 수소취화에 관
한 연구에서는 변곡점보다 높은 전위에서 수소취화
Fig. 7. Anodic polarization curves of base metal and friction stir welded part in sea water.
Fig. 8. Cathodic polarization curves of base metal and
friction stir welded part in sea water.
현상이 관찰되었는데 이는 원자성 수소의 영향에 기인한 것임을 입증한 바 있다6-9). 그러나 본 시편
은 이보다 훨씬 낮은 −1.6 V를 나타냈으므로 내식
성은 물론 수소취화에 대한 저항성이 우수한 금속 임을 재확인할 수 있었다.
그림 9는 최적 조건에서 마찰교반용접한 용접부
와 모재부에 대한 해수용액에서의 개로전위에서
±0.25 V 분극시켜 그린 그래프를 타펠분석을 실시
하여 비교하였다. 용접부가 모재부에 비하여 부식 전위는 높게 나타났으며, 부식전류밀도는 거의 비
슷하나 용접부의 경우가 낮은 값을 나타냈다. 먼저
갈바닉 전지 형성 시 용접부가 0.04 V 정도 높은
전위를 나타내기 때문에 모재부에서 부식이 발생할 것으로 판단된다. 일반적인 용접 방법의 경우 용접
부 전위가 낮으며, 부식전류밀도가 높아서 용접부
에서 우선적으로 부식되는 것이 일반적이나 본 연 구 결과는 용접부가 양호한 전기화학적 거동을 보 여 주었음을 알 수 있었다10). 또한 타펠 분석결과 의 상세한 내용은 표 4에서 정리하여 나타냈다.
4. 결 론
지금까지 마찰교반용접한 5456-H116 알루미늄 합
금 용접부의 기계적 및 전기화학적 특성을 평가한 결과 다음과 같은 결과를 얻을 수 있었다.
500 RPM의 회전속도에서 다양한 이송속도에서
마찰교반용접을 실시하여 인장시험을 실시한 결과,
이송속도가 15 mm/min인 경우 모두 유사한 거동을
보여 주었으며, 모두 22% 이상의 가장 높은 연신
율을 나타낸 반면, 22 mm/min 이상의 이송속도에
서는 보이드 형성이나 불완전한 용입으로 인하여 인장실험 후 응력-변형율 곡선에서 다양한 곡선을
나타냈다. 최적 조건에서양분극 실험 결과, 개로전
위에서 귀방향으로 이행할수록 용접부가 약간 낮은 전류밀도를 나타냈다. 음분극 경향은 모재와 용접 부 모두 개로전위에서부터 용존산소환원반응에 의 한 농도분극과 수소발생에 의한 활성화분극의 경향 을 나타냈다. 또한 타펠분석 결과, 용접부가 모재부
에 비하여 귀한 부식전위를 나타냈으며, 부식전류
밀도는 용접부가 낮은 값을 나타냈다. 따라서 용접 부가 모재에 비하여 양호한 전기화학적 거동을 보 인 것으로 사료된다.
참고문헌
1.
김성종
,마린엔지니어링학회
, 30 (2006) 14.2.
김성종
,장석기
,한민수
,해양환경안전학회
, 13 (2007) 223.3. S.-J. Kim, J.-Y., Ko, M.-S. Han, The Korean Journal of Chemical Engineering, 23 (2006) 1028.
4. M.-S. Han, S. C. Ko, S.-H. Kim, S.-K. Jang, S.-J.
Kim, Metals and Materials International, 14 (2008) 5. S.-K. Jang, D.-C. Lee, S.-J. Kim, J.-I. Jeon, S.-H.230.
Kim, Proceeding of the Korean Society of Marine Engineers, (2004) 139.
6. S.-J. Kim, K.-M. Moon, Metals and Materials International, 8 (2002) 395.
7. S.-J. Kim, K.-M. Moon, Metals and Materials International, 8 (2002) 387.
8. S.-J. Kim, M. Okido, K.-M. Moon, The Korean Journal of Chemical Engineering, 20 (2003) 560.
9. S.-J. Kim, M. Okido, K.-M. Moon, Surface and coatings Technology, 169-170 (2003) 163.
10. S.-J. Kim, S.K. Jang, J.-I. Kim, The Korean Journal of Chemical Engineering, 21 (2004) 739.