한국표면공학회지 J. Kor. Inst. Surf. Eng.
Vol. 42, No. 1, 2009.
<연구논문>
알루미늄 5456-H116 합금에 대하여 최적 마찰교반 프로세싱 조건 규명 및 기계적 특성 평가
박재철
,
김성종*목포해양대학교 기관시스템 공학부
Evaluation of Mechanical Characteristic and Investigation on Optimum Condition in Friction Stir Processing for 5456-H116 Al Alloy
Jae-Cheul Park, Seong-Jong Kim
*Division of Marine System Engineering, Mokpo Maritime University, Jeonnam 530-729, Korea (Received December 10, 2008 ; revised January 17, 2009 ; accepted February 27, 2009)
Abstract
Friction stir welding(FSW) was developed as a new solid state welding technique by The Welding Institute (TWI). On the basis of FSW, a new processing technique, friction stir processing (FSP), has recently been developed. FSP has been applied to cast aluminum alloy to modify the microstructure to enhance mechanical characteristic. FSP is a new solid state processing technique for microstructural modification in metallic mate- rials. FSP has been applied to aluminum alloy to modify the microstructure to enhance mechanical char- acteristic. In this study, we investigated optimum condition friction stir processing with the evaluation of mechanical characteristic for 5456-H116 Al alloy. The mechanical characteristics of base metal similar with in 15 mm/min, 250 RPM with full screw probe. This condition is concluded that optimum friction stir pro- cessing condition. The result of this investigation will be able to application for repair of welding part for aluminum ship.
Keywords: 5456-H116 Al alloy, Friction stir processing (FSP), Mechanical characteristic
1. 서 언
최근 국가적 차원에서 환경규제가 강화되면서 지
난
2006
년부터 노후어선 대책사업으로 신조 어선건조 시 환경오염의 우려가 있는 섬유강화플라스틱
(Fiber-Rein forced Plastic,
이하FRP)
어선에 대한지원을 중단하고 환경 친화적인 선박 재료를 사용
한 건조를 권장하고 있다
. FRP
재료로 건조된 어선 및 중소형 레저선박 등은 운항 중의 충돌ㆍ화재 사고 발생 시 인명피해 및 환경오염 등 인적
,
경제적 손실과 함께 대형재난의 위험이 크고 폐선 시 발생되는 환경유해 물질에 대한 대책이 미흡한 실 정이다
.
이에 대한 대안으로 알루미늄 선박 건조에대한 많은 관심이 고조되고 있다
.
알루미늄 선박은강선에 비하여 비강도가 높아 경량화에 의해 고속 화가 가능하며
,
연료 절감에 따른 고부가 가치,
높은 내식성에 의한 유지 보수가 용이하고 폐선 시
70~80%
이상의 재활용이 가능하여 환경 친화적이므로 해양환경 오염규제에 따른 대체선박으로 채택 됨으로써 이에 대한 연구와 개발이 필요한 실정이 다1)
.
국내의 중소형 조선소는 알루미늄 선박건조와 관련재료의 특성 파악,
도료 선택 그리고 용접기술력 부족 등의 이유로 알루미늄 선박건조에 어려움 이 많으며
,
특히 알루미늄 선박 건조 시 선박의품질에 가장 큰 영향을 미치는 인자는 용접부의 변형 과 결함이며
,
다양한 용접방법과 작업방법에 따라안전성의 문제 및 외관 등 선박의 품질이 결정된 다2)
.
기존의 알루미늄 합금의 접합방법으로 불활성가스를이용한
MIG(Metal Inert Gas)
와TIG(Tungsten
Inert Gas)
용접이 주로 사용되어왔으나 상기 기술*Corresponding author. E-mail : [email protected]
들은 알루미늄의 특성 상 높은 열에 의한 변형 및 고온 균열과 같은 결함현상이 수반되고 용접 후 냉 각상태에서 용해되지 못한 수소가스가 기공을 형성 하게 되어 수소균열을 유발할수 있다3,4)
.
따라서 이러한 문제점의 근원적인 해결책으로
1991
년 영국의
TWI(The Welding Institute)
에서 개발된 금속의고상접합방식인 마찰교반용접
(Friction stir welding,
이하
FSW)
기술을 개발하여5) 다양한 산업분야에서광범위하게 적용되고 있으며
,
관련 연구가 활발히진행되고 있다6-11)
.
이러한 마찰교반용접 기술은 마찰교반 접합 과정에서 비소모성 공구와 모재간의 상대적인 운동을 통해서 발생하는 마찰열과 기계적 힘에 의해서 재료 내부에 재결정이 형성되고 결정 립이 미세화 된다
.
이는 재료의 미세조직의 제어로인한 기계적 특성을 향상시키는 연구에도 적용되고 있다12)
.
본 연구에서는 마찰교반용접 기술의 특성을응용 하여 재료 미세조직의 변화와 결정립 미세화에 의 한 기계적 특성을 향상시키기 위한 기술로 마찰교 반 프로세싱
(Friction stir processing
이하FSP)
기술에 대하여 연구하였으며
,
알루미늄 선박용 재료로 사용되는
5456- H116
합금에 대하여 다양한 공정변수를 적용함으로써 최적의 마찰교반 프로세싱 조건을 규명하고자 한다
.
2. 실험방법
본 실험에 사용된 모재는
Al-Mg
합금(5000
계열)
중에서
5456-H116
을 사용하였다.
모재의 크기는150 mm
×150 mm
×5 t
의 판재로 가공하였으며,
모재의 롤링방향으로 프로세싱을 실시하였으며
,
전진각
3
o,
회전방향은 반시계방향으로 고정하여 실시하였다
.
공정변수에 따라 모재의 특성개선에 영향을 미치 는 인자를평가하기 위해 공구의 형상
,
이송속도 및회전속도 변수 등 다양한 변수를 적용하였다
.
표
1
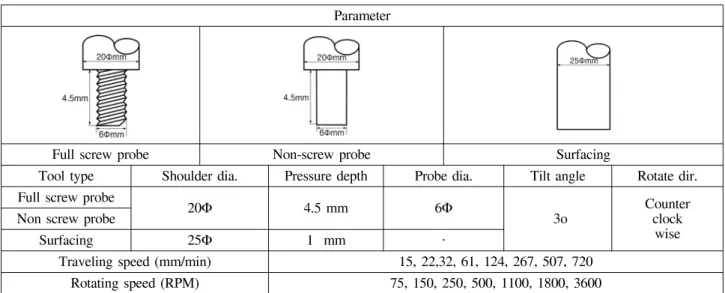
은 마찰교반 프로세싱 적용 시 공정변수에대하여 나타낸 것이다
.
공구의 형상은 프루브에 나사산 유무에 따른 전나사형 프루브
(Full screw
probe)
와 무나사형프루브(Non-screw probe)
그리고 표면개질을 위한 원통형 평면공구(Surfacing)
를 사용하였다
.
프루브가 있는 공구의 경우는 압입깊이
4.5 mm,
피치
1 mm,
직경이6
Φ인 공구로 프루브를 고속으로 회전하면서 모재의 내부에 삽입한 후 롤링방향 으로 이송시키는 반면
,
원통형 평면의 경우는 모재Table 1. Parameter of friction stir processing
Parameter
Full screw probe Non-screw probe Surfacing
Tool type Shoulder dia. Pressure depth Probe dia. Tilt angle Rotate dir.
Full screw probe
20Φ 4.5 mm 6Φ
3o Counter
clock Non screw probe wise
Surfacing 25Φ 1 mm ·
Traveling speed (mm/min) 15, 22,32, 61, 124, 267, 507, 720 Rotating speed (RPM) 75, 150, 250, 500, 1100, 1800, 3600
Fig. 1. Schematic diagram of FSPed direction and
tensile test specimen.
에 회전하는 공구를
1 mm
압입하여 프로세싱을 실시하였고
,
프로세싱을 단면(Single)
과 양면(Double)
으로 나누어 실시함으로써 세부적인 공정변수를 적 용하였다
.
마찰교반 프로세싱 완료 후 시편의 기계적 특성을 평가하기 위하여 유압식 인장시험기
(Instron 8516)
로0.2 mm/min
의 인장속도로 인장시험을 실시하였다
.
그림
1
에서 보는바와 같이 인장시편은 프로세싱 방향에 수직으로 가공하였으며,
표점거리50 mm,
단면적은
30 mm
2로하였다.
또한 인장시험 후 시편의 파단면을 주사전자현미경
(Scanning Electron
Microscope)
을 사용하여관찰하였으며,
마찰교반 프로세싱에 의한 영향을 평가하기 위하여 시편의 횡
단면을
Keller
용액에 침적시켜 에칭한 후 광학현미경을 사용하여 미세조직의 변화와 소성유동거동 을 관찰하였으며
,
마이크로 비커스 경도기를 사용하여
9.807 N
의 인가하중으로 유지시간은10
초로하여
1 mm
간격으로 경도를 측정하였다.
3. 실험결과 및 고찰
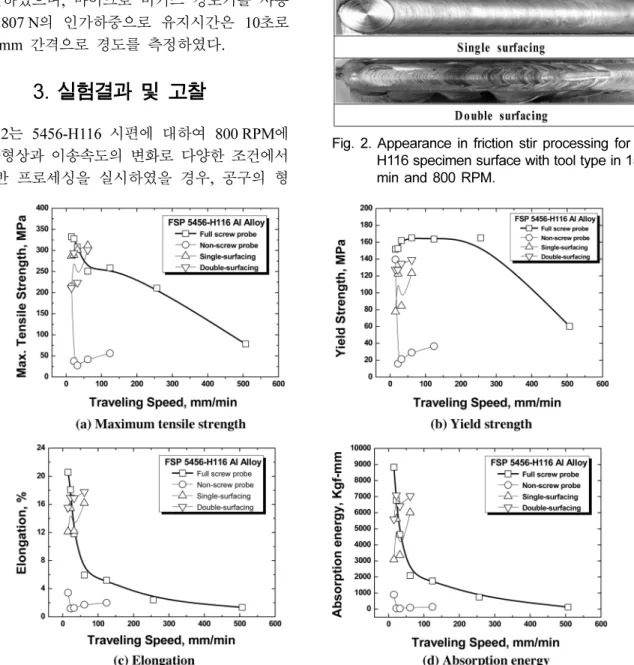
그림
2
는5456-H116
시편에 대하여800 RPM
에서 공구형상과 이송속도의 변화로 다양한 조건에서 마찰교반 프로세싱을 실시하였을 경우
,
공구의 형상에 따른 대표적인 시편의 외관을 나타낸 것이다
.
나사형 프루브에서는 전체적으로 비드가 깨끗한 형 상을 나타내고 있으나
,
무나사형 프루브에서는 이송 초기부터 종료 시까지 결함이 관찰되었다
.
이는상대적으로 전나사형 프루브에 비해 무나사형 프루 브의 경우가 프루브와 모재의 접촉면적이 적기 때 문에 마찰열이 부족하였으며
,
회전하는 프루브의 오른나사에 의한 충분한 용입이 발생하지 않았기 때
Fig. 2. Appearance in friction stir processing for 5456- H116 specimen surface with tool type in 15 mm/
min and 800 RPM.
Fig. 3. Comparison of mechanical characteristics with tool type and traveling speeds.
문으로 사료된다
.
또한 표면개질은 단면인 경우,
비드면이 깨끗하고 칩 발생량이 적었으나
,
양면인 경우에는 큰 칩이 발생하였고 비드면이 박리되는 등 단면적이 감소하는 결과를 나타내었다
.
이는 양면표면개질 시 접촉면이 열적 영향으로 금속이 연화 되었기 때문으로 사료된다
.
그림
3
은 공구형상 및 이송속도 공정변수에 따라마찰교반 프로세싱을 실시하여 각조건에서
3
회 이 상 인장시험 후 최대인장강도,
항복강도,
연신율 및흡수에너지의 평균을 상호 비교한 그래프이다
.
공구형상은 전나사형 공구를 사용한 경우가 가장 양 호한 기계적 특성을 나타내었다
.
이는 공구와 재료간의 마찰면적이 가장 넓기 때문에 교반 시 마찰열 의 발생량이 가장 많고 그로 인해 재료의 충분한 연화로 소성유동이 발생하여 교반작용이 원활하였 기 때문으로 사료된다
.
반면,
무나사형 공구인 경우는 전나사형 공구보다 마찰면적이 상대적으로 작고 재료를 연화시키기 위한 마찰열이 충분히 발생하지 못했기 때문으로 사료된다
.
결과적으로 교반작용이원활하지 못하여 비드면에 발생된 결함에 의해서 기계적 특성이 현저히 감소하였다
.
표면개질의 경우는 단면 표면개질 보다 양면 표면개질을 실시하 였을 때
,
다량의칩 발생에 의한 비드면의 탈리 현상과 과도한 교반에 의해 발생된 마찰열에 의한 영 향으로 금속내부가 연화됨으로써 기계적 특성이 감 소된 것으로 사료된다
.
공구의형상에 따른 실험 결 과 전나사형 공구가 가장 양호한 기계적 특성을 나 타냈다.
또한,
이송속도가 낮을수록 입열량이 크고소성유동이 원활하게 이루어져서
15 mm/min
의 경우가 가장 양호한 결과를 나타낸 것으로 사료된다
.
결과적으로 공구의 형상 및 이송속도 변수에 따른 마찰교반 프로세싱 결과
,
전나사형 공구에서 이송속도는
15 mm/min
인 경우가 최적의 조건으로판단된다
.
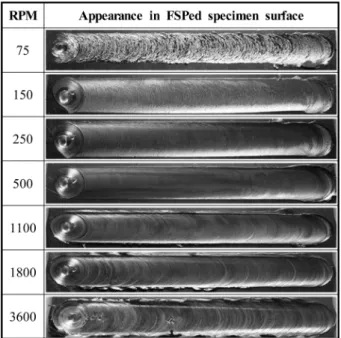
그림
4
는 전나사형 공구를 사용하여 이송속도15 mm/min
에서 회전속도 변수에 따른 마찰교반 프로세싱을 적용하였을 경우 조건별 시편외관을 나타
낸 것이다
. 75 RPM
과3600 RPM
의 경우는 비드면이 거칠거나 결함이 발생하였으며 그 외 대부분의 조건에서 비드면이깨끗하고칩은 적게발생하였다
.
75 RPM
의 경우는 낮은 회전속도로 인하여 마찰열발생량이 부족하여 원활한 소성유동이 일어나지 못
하였기 때문이며
, 3600 RPM
의 경우는 충분한마찰열의 발생으로 입열량이 증가하고 소성유동은 원활 하였으나
,
오히려 교반효과는 감소된 것으로 사료된다
.
한편,
모든 회전속도 조건에서 프로세싱종료시
exit hole
이 정원으로 형성되지 않았다.
이는 외관상으로 확인할 수 없는 재료의 내부에 결함이 발 생하였을 가능성이 있으며
,
이러한 내부 결함은 인장시험 시 재현성에 영향을 미칠 것으로 사료된다
.
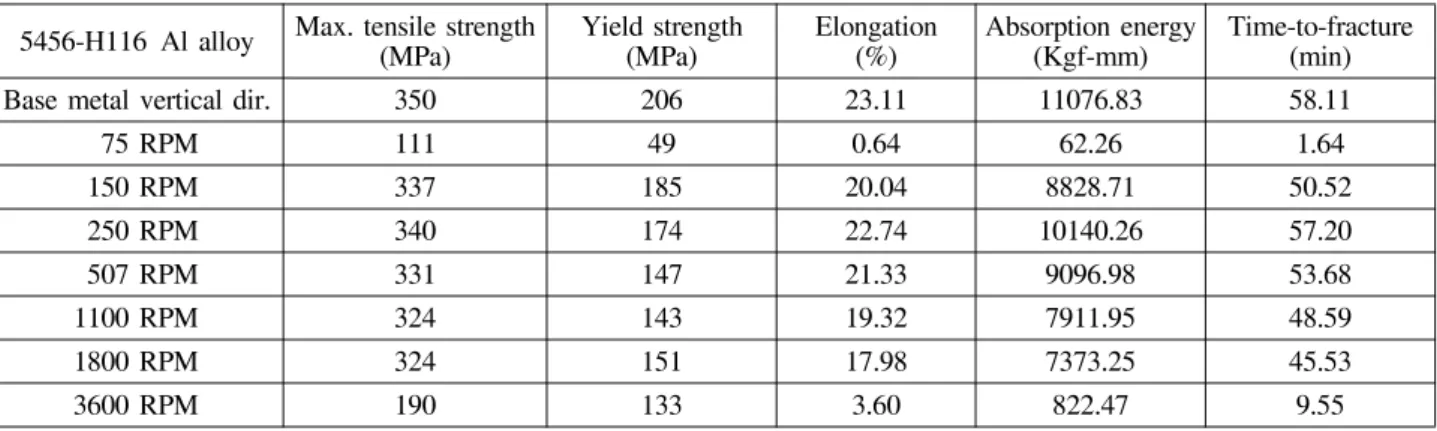
그림
5
는 회전속도 변수에따른 마찰교반 프로세싱 된시편의 인장시험 후 각각의 최대인장강도
,
항복강도 및 흡수에너지를 상호 비교한 그래프이다
.
75 RPM
과3600 RPM
을 제외한 대부분의 이송속도조건에서 거의 유사한 기계적 특성치를 나타내었으 며
,
그중250 RPM
의경우,
최대인장강도는340 MPa,
연신율은
22.7%
이고,
흡수에너지는10140 Kgf-mm
로 모재와거의 유사한 값을 나타내었다
.
반면에항복강도는
150 RPM
의경우가185 MPa
이고, 250 RPM
의 경우는
174 MPa
이므로150 RPM
에서 가장 양호한 특성을 나타내었다
.
한편,
비드면에 결함이 발생된
75 RPM
과3600 RPM
은 최대인장강도,
연신율,
항복강도 및 흡수에너지 등 모든 기계적 특성에서 현저히 저하된 값을 나타냈다
.
결과적으로 회전속도 변화에 따른 기계적 특성의 큰 차이는 관찰되지 않았으며
,
표2
에 인장시험을 통해서 얻어진 값의평균을 나타내었다
.
지금까지의
5456-H116
합금에 대하여 공구의 형 상,
이송속도 및 회전속도에 대한 다양한 변수를적용한 마찰교반 프로세싱 실험 결과
, 15 mm/min
의이송속도와
250 RPM
의 회전속도에서 전나사형 공구를 사용한 경우가 가장 양호한 특성을 나타내었 다
.
비록 마찰교반 프로세싱 된 시편이모재보다 기계적 특성이 향상되지 않았으나 거의 유사한 값을 나타내었으며
,
이는 프로세싱 시 발생되는 마찰열에 의한 결정립성장에 기인하여 열영향부의 강도저
Fig. 4. Appearance in friction stir processing for 5456-
H116 specimen surface with rotating speeds.
하 현상 때문인 것으로 사료된다
.
인장시편의 파단은 대부분 교반부와 열적
-
기계적 영향부의 경계면 또는 열에 의한 영향을 받은 열영 향부에서 관찰되었다. 75 RPM
과3600 RPM
인경우의 인장시편은 연성의 특성을 보이지 않고 비드면 에 생성된 결함부위에 응력이 집중되면서 파단이 급속히 이루어진 것으로 판단된다
.
또한,
파단부위 는 교반부와 열적-
기계적 영향부와의 경계면에서파단 되었음을 관찰할 수 있었다
.
이는 열악한 교반효과에 기인하여 원자간의 전위밀도차 또는 발생 된 결함에 의한 영향으로 판단된다
.
최적 조건인250 RPM
의 경우1
개의 시편이 평행부에서 파단이관찰되었으며
,
나머지는 열영향부에서 파단되었다.
또한 그 외 다른 회전속도 변수 조건에서는 유사한 연신율을 나타내었고 파단은 모두 열의 영향을 받 은 열영향부에서 관찰되었다
.
이는 프로세싱 된 시편의 열영향부가 교반부보다 기계적 성질이 더욱 취약한 것으로 판단된다
.
그림
6
은5456-H116
합금의 모재와 최적의 조건으로 마찰교반 프로세싱 된 시편의 파단면을 주사 전자현미경을 사용하여 관찰한 것이다
.
모재의 경우는 ×
200
배율의 사진을 보면,
전체적으로 연성파Fig. 5. Comparison of mechanical characteristics with various rotating speeds.
Table 2. Comparison of mechanical characteristics with rotating speeds at 15 mm/min in full screw probe
5456-H116 Al alloy Max. tensile strength
(MPa) Yield strength
(MPa) Elongation
(%) Absorption energy
(Kgf-mm) Time-to-fracture (min)
Base metal vertical dir. 350 206 23.11 11076.83 58.11
75 RPM 111 49 0.64 62.26 1.64
150 RPM 337 185 20.04 8828.71 50.52
250 RPM 340 174 22.74 10140.26 57.20
507 RPM 331 147 21.33 9096.98 53.68
1100 RPM 324 143 19.32 7911.95 48.59
1800 RPM 324 151 17.98 7373.25 45.53
3600 RPM 190 133 3.60 822.47 9.55
면의 대표적인 형상인 딤플
(Dimple)
과쉬어립(Shear lip)
을 관찰할 수 있으며,
×500
배율과 ×1000
배율에서 부분적으로 준벽개
(quasi-cleavage)
취성파면의형상을 관찰할 수 있다
.
최적조건의 마찰교반 프로 세싱 된 시편의 파단면 분석결과,
전체적으로 딤플파면과 쉬어립이 형성되었으며
,
부분적인 준벽개형파면의 형성을 관찰할 수 있었다
.
결과적으로 모재와 매우 유사한 파단면을 나타내었으나
,
모재의 경 우가 프로세싱 된 시편에 비하여 쉬어립이 보다 많 이 관찰되었으므로 높은 연신율을 나타낸 것으로 판단된다.
그림
7
은이송속도15 mm/min,
회전속도250 RPM
에서 전나사형 공구를 사용한 최적의 조건으로 프 로세싱 된 시편의 횡단면에 대한 경도분포와 프로 세싱에 의한 소성 유동 거동을 나타내고 있다
.
모재의 경우
,
평균91 Hv
를 나타내었다.
한편,
프로세싱 된 시편의 경우는 교반부에서 모재 대비
95%
인86.8 Hv
를 나타내었으며 가공에 의해서 약5~6 Hv
정도의 경도저하가 있음을 알 수 있었다
.
열영향부는
76~83 Hv
정도로 현저한 경도저하를 나타내었는데 이는 교반에 의해 발생되는 마찰열에의한 결 정립 성장에 기인한 것으로 사료된다
.
또한 시편의Advancing side
에 비해Retreating side
의경우가 열영향부가 더욱 넓게 형성되었는데 이는 회전방향과 이송방향이 상반된 운동으로 인해 교반효과가 저하 하고 발생되는 열이 집적됨으로써 열에 의한 영향
이 증가한것으로 사료된다
.
반면에Advancing side
의 경우는 회전방향과 이송방향이 동일하기 때문에 교반이 원활하였을 것으로 예측된다7)
.
인장시험을통하여 기계적 특성의 감소를확인한 바 있지만
,
경도를 측정함으로써 인장강도의 변화를 대략적으로 유추할 수 있기 때문에 프로세싱 된 시편의 경도 측정결과
,
마찰교반 프로세싱에 의해서 전체적으로 경도가 감소하였음을 알 수 있었다.
그림
8
은 동일 이송속도15 mm/min
에서 회전속도 변수에 대한 마찰교반 프로세싱 시 상대적으로 가장 양호한 특성을 나타낸 두 조건의 경우에 대하
Fig. 6. Analysis of fractography after tensile test for BM and FSPed specimen at optimum condition.
Fig. 7. Hardness of FSPed specimen at optimum
condition. Fig. 8. Comparison of microstructure of cross-section in
150 and 250 RPM.
여소성유동의거동을비교하였다
.
회전속도150 RPM
과
250 RPM
에 대해서 시편의 횡단면을1
분30
초동안
Keller
용액으로 에칭 한 후 교반부의 미세조직을 광학현미경을 사용하여 ×
100
배율로 관찰한것이다
.
각RPM
조건에서B
와E
부분은 프루브에의해 직접적으로 교반되어진
SZ(
교반부)
이며, A, D, C, F
및H
는 너깃(nugget)
부와TMAZ(
열적-
기계적영향부
)
의경계면을 나타내고 있다.
또한G
는 열에의한 영향을 받은
HAZ(
열영향부)
이며, I
는BM
을관찰한 것이다
. 150 RPM
의 경우A
와D
및F
부분(
너깃부와TMAZ
의 경계면)
이 매끄럽게 형성되지못하였다
.
반면에, 250 RPM
의 경우는A, C, D
그리고
F
부분이 비교적 뚜렷하게 형성되었음을 관찰 할수있다.
또한두조건에서 공통적으로Advancing side
가Retreating side
보다 계면이 매끄럽게 형성되었다
.
이는 공구의 회전방향과 이송방향의 상반되는 운동으로 교반효과가 감소되어 계면의 형성이 원활하게 이루어지지 못하였기때문으로사료된다13)
.
마찰교반 프로세싱에 의한 기계적 특성 향상은 금속의화학조성
,
결정립의 미세화 정도 및 열에 의한 영향
,
뿐만 아니라 프로세싱 후 표면가공처리에따라 다소 차이가 있으며
,
압연재5456-H116
합금에 대한 마찰교반 프로세싱 적용 결과 기계적 특성 은 모재와 유사하나 보다 향상되지는 않았다
.
마찰교반 프로세싱 기술은 금속 자체의 결함 제거와 결 정립 미세화 및 연질재료의 표면 경화 등의 목적으 로 사용되며14)
,
특히 주조합금에 적용 시 상기 요인들로 인한 기계적 특성의 향상도가 높다7-9)
.
본 연구에서 알루미늄 선박용 합금인
5456-H116
에 대한 마찰교반 프로세싱 기술 적용 시 얻어진 결과는 알루미늄 선박의 부분적인 파손이나 기존 용접부 손상부위에 대한 수리목적으로 응용 가능하 며 결과적으로 선박의 운용에 도움이 될 것으로 사 료된다
.
4. 결 론
알루미늄 합금선박용재료인
Al-Mg
계5456-H116
합금에 대하여 마찰교반 프로세싱 기술 적용 시 공 구의 형상
,
이송속도 및 회전속도 등 다양한 공정변수를 적용하여 최적의 마찰교반 프로세싱 조건을 규명과 동시에 모재와의 기계적 특성을 비교ㆍ분석 한 결과 다음과 같은 결론을 얻을 수 있었다
.
1.
공구의 형상에 따른 마찰교반 프로세싱 적용시 프루브에 나사산이 있는 전나사형 공구의 경우 가 모재와의 교반작용에 의한 충분한 마찰열이 발 생하여 소성유동이 원활하고
,
연화된 재료를 오른나사 효과로 인하여 탈리현상을 최대한 방지함으로 써 양호한 기계적 특성을 나타내었다
.
2.
이송속도 변수에 대한 마찰교반 프로세싱 시적용되어진 조건 중에서
15 mm/min
의 경우가 가장양호한 기계적 특성을 나타냈다
.
이송속도가 증가할수록 입열량이 감소하고 모재의 충분한 연화가 이루어지지 못하였으며
,
기계적 특성이 현저히 저하하는 경향을 나타냈다
.
3.
회전속도 변수에 따른 마찰교반 프로세싱 시적용되어진 조건에 따라 기계적 특성 변화는 일정 한경향이 나타나지않았으며
,
회전속도가250 RPM
인 경우
,
충분한 마찰열의 발생과 원활한 소성유동이 이루어져서 양호한 기계적 특성을 나타냈다
. 4.
이송속도15 mm/min,
회전속도250 RPM
에서전나사형 공구를 사용하여 마찰교반 프로세싱 된 시편의 횡단면 경도측정 결과
,
교반부에서 모재대비
95%
인86.8 Hv
를 나타내었다.
한편,
열영향부는 교반에 의해 발생되는 마찰열에 의한 결정립 성장 에 기인하여 경도값이 현저히 감소하였다.
또한, Retreating side
의 경우가Advancing side
보다 열영향부의 범위가 넓게 형성되었는데 이는 공구의 회 전방향과 이송방향이 상반됨으로써 교반효과가 저 하되고 열이 집적됨으로써 열에 의한 영향이 증가 한 것으로 사료된다
.
5. 5456-H16
합금에 대한 최적의 마찰교반 프로세싱조건은 이송속도
15 mm/min,
회전속도250 RPM
에서 전나사형 공구를 사용한 경우로 판단된다
. 후 기
본 연구는 교육과학기술부와 한국산업기술재단의 지역혁신인력양성사업으로 수행된 연구 결과임