정전 분무법을 이용하여 제조된 Fe-Cr-Al 분말 다공체 금속의 고온 산화에 미치는 소결 온도의 영향
오재성·공영민a·김병기a·이기안*
안동대학교신소재공학부, a울산대학교첨단신소재공학부
Effect of Sintering Temperature on the High Temperature Oxidation of Fe-Cr-Al Powder Porous Metal Manufactured by Electrospray Process
Jae-Sung Oh, Young-Min Kong
a, Byoung-Kee Kim
aand Kee-Ahn Lee
*School of Advanced Materials Engineering, Andong National University, Andong 760-749, Korea
aSchool of Materials Science & Engineering, University of Ulsan, Ulsan 680-749, Korea
(Received October 30, 2012; Revised November 16, 2012; Accepted November 29, 2012)
···
Abstract A new manufacturing process of Fe-Cr-Al powder porous metal was attempted. First, ultra-fine fecralloy powders were produced by using the submerged electric wire explosion process. Evenly distributed colloid (0.05~0.5%
powders) was dispersed on PU (Polyurethane) foam through the electrospray process. And then degreasing and sintering processes were conduced. In order to examine the effect of sintering temperature in process, pre-samples were sintered for two hours at temperatures of 1350oC, 1400oC, 1450oC, and 1500oC, respectively, in H2 atmospheres. A 24-hour TGA (thermo gravimetric analysis) test was conducted at 1000oC in a 79% N2+21% O2 to investigate the high temperature oxidation behavior of powder porous metal. The results of the high temperature oxidation tests showed that oxidation resistance increased with increasing sintering temperature (2.57% oxidation weight gain at 1500oC sintered specimen).
The high temperature oxidation mechanism of newly manufactured Fe-Cr-Al powder porous metal was also discussed.
Keywords: Powder porous metal, Electric wire explosion, Electrospray, Fecralloy, High temperature oxidation, Sinter- ing temperature
···
1. 서 론
다공성소재혹은다공체란체적의 15~95%를차지하는
기공이불규칙 또는규칙적으로 분산된구조체를말하며 재료내의 기공의크기, 형상, 기공율, 배향성, 분포 등을
제어하여 기존 벌크 재료가 갖지 못하는새로운 특성을 부여할 수있다. 일반적으로다공체 소재는 기존의 벌크
재료에비해큰비표면적, 초경량, 우수한에너지흡수능
력, 특이한열및 전기전도성, 뛰어난액상및 공기투과
성등의장점을가지고있다. 다공체소재는자동차, 폐기
물소각및석탄가스화복합발전에사용되는필터및촉 매담체, 연료전지 전극, 고효율열교환매체등의형태로
다양하게 활용되고있다[1, 2].
필터및촉매담체로주로사용되는세라믹 honeycomb
는 귀금속촉매 반응으로오염원을효과적으로 저감시킬 수 있었지만 엔진 배압 증가 등으로인한 기계적·열적 충격에 민감해필터의수명예측이힘들다는 단점이있다
[3-5]. 또한자동차엔진의배출물질중에서는 미연소된
고체상 입자 물질이 필연적으로 생성되는데 세라믹
honeycomb의 촉매 반응만으로는매연물질을 100%제거
할 수 없다. 이에 최근 금속 다공체 소재(다공체 금속, porous metal)의우수한가공성, 초경량, 큰비표면적, 높은
열전도도및내식성등의장점을활용하여자동차용필터,
촉매용담체, 배기가스 정화장치등의용도로응용하고
자 하는노력이시도되고있다[1, 2].
다공체금속중에서도분말공정을이용하여제조된 분
*Corresponding Author : Kee-Ahn Lee, TEL: +82-54-820-5126, FAX: +82-54-820-6126, E-mail: [email protected]
말다공체금속(powder porous metal)은순금속의 foam 골
격에합금분말을도포하고후열처리 공정을실시하여제 조될수있으며일반적으로스폰지형태의 3차원망목구
조를가지고있다[6]. 분말다공체금속의경우합금분말
을이용하여 Fe, Ni, Cu계 의다양한합금제조가가능하
며기공의 형태및크기, 분포를비교적쉽고균일하게제
어할수있다. 이러한분말다공체금속이필터소재로사
용될경우미연소된고체상입자물질의내부포집이가 능하고엔진으로의 배압이작을수있다는장점이보고되 고있다[1, 2]. 한편 Al이소량포함된 fecralloy 조성의합
금은우수한내열, 내산화, 내식특성을가진소재로서, 배
기가스 정화용소재로 적합하다고 알려져 있다[7-10]. 이
합금의경우 고온의 산화 분위기에서 산소 친화력이큰
Al과 Cr이 선택적으로 산화되고 금속 표면에 Al2O3와
Cr2O3의 보호성산화 피막을 형성한다. 이에 fecralloy 조
성의분말다공체금속은필터및촉매담체적용분야의 요구조건을 충분히 만족시킬수 있어향후 상업화가능
성이높을것으로기대된다[11, 12]. 하지만상기에언급한
기존분말다공체금속의공정[6]은복잡한제조공정으로
생산가격이높은실정이며사용되는 분말의입자가평균 수십 µm을가짐으로써 다공체의불균일한상분포와 기공
막힘현상이발생하여필터의효율과 고온내구성이 약화 될수있다는 단점도함께가지고있다.
본연구에서는 새로운공정으로 합금 와이어에고전류 를가해폭발시키는액중전기폭발법[13, 14]을이용하여
극미세합금분말을제조하고, 제조된합금분말이균일
하게분산된클로이드를정전기력에의해작은액적들로분 산시켜이를분무하는정전분무법[15]으로 PU(Polyurethane)
foam에직접균일하게코팅후탈지및소결공정을거쳐
Fe-Cr-Al 분말다공체의 제조를시도하였다. 또한제조된
Fe-Cr-Al 분말 다공체 금속의 소결 온도에 따른특성 및
미세조직을조사하고, 고온산화실험을통해신공정으로
제조된 Fe-Cr-Al 분말다공체의 고온산화에미치는소결
온도의영향을규명하고자하였다.
2. 실험방법
본연구에서는 Fe-Cr-Al계 분말 다공체를 제조하기위
해 액중 전기선 폭발(submerged electric wire explosion)
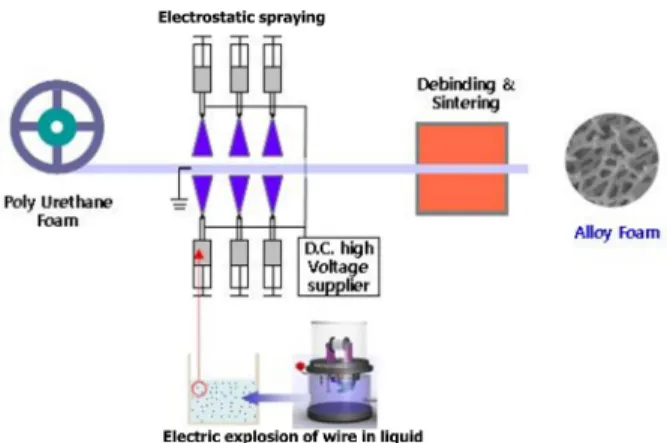
공정과정전분무(electrospray) 공정을이용하였다. 그림 1
은새로운 공정을이용한 분말 다공체제조 공정의개략 도를나타낸것이다. 분말제조를위한초기소재로는 0.1 mm 직경의 fecralloy 와이어를 사용하였으며 Fe-24.5%Cr-
5%Al(wt.%) 조성을가지고있었다. 상기와이어를사용하
여 PNC(plasma nano colloid system) 장비(㈜ 솔고나노어
드밴스제조)로수차례액중전기선폭발공정을수행하
여분말을제조하였다[13, 14]. 전기선폭발법을통해제조
된극미세합금분말의형상과입도분포를그림 2에나타
내었으며 분석결과평균입자크기가 ~168 nm로나타났
다. 이후극미세합금분말과에탄올의무게비를조절하여
0.05~0.5 wt% 농도의 나노 콜로이드를 제조하였다. 제조
된 fecralloy 나노콜로이드를정전분무코팅장비를이용
해 PU(polyurethane) foam에 코팅하고[15], 120oC에서 2
시간동안건조하여분말다공체의최초형태를제조하였다.
이후 H2 분위기하에 1350oC, 1400oC, 1450oC, 1500oC의네
가지 온도에서 각각 소결하였다. 소결은 박스로(box furnace)에서 2oC·min−1로 500oC까지승온 후 1 시간 동
안 예열하고 다시 5oC·min−1으로승온한 뒤 각소결 온
도에서 2시간 동안 수행하고 냉각하였다. Fe-Cr-Al 분말
다공체는 두께 1.7~1.9 mm의시트(sheet)형태로제조되었
다. 제조된분말다공체금속의미세조직및상분석을위
해주사전자현미경(SEM: Tescan, VEGA II LMU), EDS
와 micro-XRD(Rigaku, D/MAX RAPID-S)를이용하였다. Fig.1. Schematic diagram of new manufacturing system for powder porous metal.
Fig. 2. Shapes of Fe-Cr-Al powders (FE-SEM) and size distribution for the powders used in this study.
고온산화 거동을 알아보기 위하여 Rigaku TG-1280을
이용하여 TGA(thermo gravimetric analysis, 열중량분석)실
험을수행하였다. 산화시편은시트형태의소재를 5 mm
×10 mm 크기로 가공하여 사용하였다. 고온 산화 온도
1000 조건에서대기분위기와유사한 79% N2+21% O2 가
스를 100 mL/min 속도로 흘려주며 산화 실험을수행하
였다. 상온에서 원하는온도까지 10oC/min.로 가열한후
등온유지하였고산화시간은 24시간이되도록하였다. 산
화실험 후의미세조직을 살펴보기 위해주사 전자현미 경(SEM)과 EDS 분석이용하였으며 X선회절분석(XRD)
과 EDS mapping 분석을통해생성된산화물의종류와산
화층의형태를 조사하여 산화실험 전과후를 비교분석 하였다.
3. 결과 및 고찰
3.1. 신공정으로 제조된 분말 다공체의 미세조직 및 상분석 결과
그림 3은상기새로운공정을통해제조된분말다공체
들을공정중소결온도(1350oC, 1400oC, 1450oC, 1500oC)
조건에따라 관찰한 SEM 사진이다. 제조된 분말다공체
는 불규칙적인 개기공이서로 연결되어 3차원의 그물망
구조를이루고있었다. 그러나처음으로시도되는분말다
공체제조과정으로인해일부 ‘기공막힘’ 현상과지지대 (strut)에서의 ‘균열’이 함께 관찰되었다. 그리고 Image analyzer 를이용하여 분말다공체의기공 크기(pore size)
및 지지대 두께(strut thickness)를 조사하였다. 기공 크기
및지지대두께는 SEM 사진에서 수백회측정하여평균
값을구하였고그분석결과를표 1에나타내었다. 제조된
분말다공체의기공크기는 471~509 µm 이었으며지지대
두께는 58~69 µm로나타났다.
그림 4는제조된 Fe-Cr-Al 분말다공체의 표면및단면
미세조직을 SEM으로관찰한사진이다. 표면관찰 (위) 사
진에서 소결 온도가 낮은(1350oC) 다공체에서는 분말 입
Table 1. The characteristics of Fe-Cr-Al powder porous metals used in this study.
Sintering Temp. 1350oC 1400oC 1450oC 1500oC Pore size (µm) 509 505 492 471 Strut thickness (µm) 69.0 61.6 60.2 58.4 Apparent density (g/cm3) 0.21 0.37 0.38 0.40
Fig. 4. SEM micrographs (surface and cross-sectional) of Fe-Cr-Al powder porous metals after sintering.
Fig. 3. Morphology of newly manufactured Fe-Cr-Al powder porous metals, sintered at (a) 1350oC, (b) 1400oC, (c) 1450oC and (d) 1500oC.
자가 여전히 둥근 형태를 유지하고 있고 거친 표면 상태 를 나타내고 있으나 소결 온도가 증가함에 따라 분말 입 자는 지지대에 결합되어 매끄러운 표면 상태를 보여주고 있다. 단면 관찰 (아래) 사진에서도낮은 온도의 소결조
건에서는입자간의 소결이 불완전하게 나타났으며 소결 온도가증가할수록 보다치밀화된 조직으로변화됨을알 수있었다. 지지대의내부에서는 미세한기공들을 관찰할
수있었다. 본연구의제조공정에서는 분말입자들의결
합만으로 지지대를 구성하기때문에 소결 전 둥근 분말 입자와입자 사이의 공간이 소결 후 기공으로나타나고
소결 온도가 증가함에따라 기공들이 폐기공(close pore)
으로변함을 알수있었다.
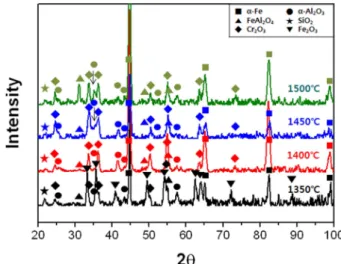
제조된분말 다공체들의 소결 온도에따른 XRD 분석
결과(산화실험 전)를그림 5에 나타내었다. 모든시편에
서 α-Fe상과 산화물인 α-Al2O3의 피크가주로 나타나며
SiO2와 FeAl2O4 피크도 일부 관찰되었다. 상대적으로낮
은온도인 1350oC 소결시편의경우 Cr2O3가추가로나타
났다. XRD 분석결과에서 나타난산화물은 전기선폭발
공정이나 소결공정 중에 혼입된산소에 의해생성된 것 으로사료된다.
보다명확한상분석을 위하여 1350oC과 1500oC에서소
결한 다공체의단면미세조직에대해 EPMA mapping 분
석을실시하였고그결과를그림 6에나타내었다. 두시편
모두 Fe와 Cr 성분은지지대 전체에균일하게 분포하고
있으며 Al의경우 O와동일한위치에서 나타남을확인할
수있었다. 제조된 Fe-Cr-Al 분말다공체는지지대의표면
과 내부에 α-Al2O3가 존재하며기지조직은 Cr이 고용된
α-Fe상으로 판단된다. 1350 소결시편에서는 Cr2O3가 일 부 검출되었다. 또한 두소결 조건 모두에서 미약하지만 FeAl2O4와 SiO2 가 α-Al2O3에 혼합되어 나타났다. 한편 1500oC의 높은소결온도에서는 내부와는별도로다공체
표면에약 1 µm 두께의α-Al2O3산화물이층을이루며형 성되어 있음을알수 있다.
3.2. 신공정으로 제조된 분말 다공체 금속의 고온 산화 거동
소결 온도에따른 분말 다공체의 고온산화 특성을 알 아보기 위해 79% N2 + 21% O2분위기하에서 1000oC 등
온 산화실험을 수행하여 측정한산화 중량증가 결과를 그림 7에도시하였다. 시간에따른산화중량의 증가는초
기에 크게 증가한 이후 점차 포물선 형태의 산화거동
(parabolic oxidation)을나타내었으며, 산화시간 800 분부
터 1350oC 소결시편만이산화중량의급격한증가를나타
내는 breakaway 거동을 보였다. 일반적으로 산화중량증
가가 산화시간에 따라서 포물선의형태를 유시할수 있
는 시간을내산화지속 시간(duration time)이라고정의하
고 있는데 본 연구에서 제조된 분말 다공체의 경우
1400oC 이상의소결 온도로 제조된분말 다공체의 경우
24 시간 동안 내산화 거동이 지속됨을 알 수 있었다.
1350oC, 1400oC, 1450oC, 1500oC로 소결 제조된 시편의
24 시간산화 실험 후산화 중량 증가치는각각 17.40%,
Fig. 5. XRD analysis results of newly manufactured Fe-Cr-Al powder porous metals.
Fig. 6. EPMA mapping analysis results with different sintering temperatures of (a) 1350oC and (b) 1500oC.
6.43%, 4.47%, 2.57%로나타났다. 제조공정에서 소결온
도가증가함에따라산화중량과산화속도는지속적으로 감소(내산화성 증가)하는것을확인할수있었다. 그결과
제조된분말다공체들중에서소결온도가 1500oC인분말
다공체가가장우수한내산화특성(2.57% 산화중량증가)
을나타내었다.
기존제조공정으로제조된 Fe-Cr-Al 분말다공체(평균
기공크기, 580 µm)[16]의경우동일한산화조건에서산
화 중량 증가 3.01% 값을 나타낸 바 있다. 본 연구의
1500oC 소결조건에서제조된새로운분말다공체의내산
화 특성(2.57%)은기존 분말 다공체소재보다 우수한 것
으로확인되었다. 한편이전연구를통하여본연구진들은
분말다공체의기공크기가작을수록내산화특성에저하
됨을 보고한바 있다[17]. 본 연구에서 적절하게 제조된
분말다공체(평균기공크기 471 µm)의경우비교재인기
존의 분말 다공체(580 µm)에 비해 기공 크기가 약 100
µm 작음에도 불구하고 더욱우수한 내산화 특성을 보인
것은주목할만한결과이다. Fig. 7. TGA results of newly manufactured Fe-Cr-Al powder
porous metals at 1000oC for 24 hours. Fig. 8. XRD analysis results of Fe-Cr-Al powder porous metals after TGA test.
Fig. 9. Surface and cross-sectional SEM micrographs after oxidation test.
산화 실험한 시편의 XRD 분석결과를그림 8에나타내
었다. 모든조건(소결온도공정조건)의시편에서산화실
험이전부터 존재한 α-Fe, α-Al2O3, SiO2와 FeAl2O4 피크
가함께 나타났다. 1400oC 소결 온도이상의 조건에서는
산화실험전에없었던 Cr2O3의피크가크게나타났다. 한
편 1350oC 소결시편의 경우(산화 실험전 이미 Cr2O3가 생성되어 있던) 다른 소결조건의산화 후시편과는 다르
게 추가로 Fe2O3가 생성됨을 확인하였다. 본 연구에서
1350oC 소결 조건에서 나타난 그림 7의 급격한 산화 중
량의 증가(break away) 거동은 이 조건시편의 산화물에
서만 관찰되는 Fe계 산화물의생성과 관련 있을 것으로
판단된다.
그림 9는산화 실험 후에분말 다공체의 표면 및내부
에생성된 산화물을 관찰한 SEM 미세조직 사진이다. 산
화실험전의시편과비교해보면모든시편에서지지대의 내·외부로추가 산화물이 생성되었음을 알 수있다. 소
결온도가 1400oC 이상인분말 다공체산화시편의표면
에서는 한 가지 종류의 산화물이 주로 관찰되었지만
1350oC 소결된 시편의경우는 형상이다른 두종류의산
화물이관찰되어 차이를나타내었다. 단면미세조직을관
찰한결과 1350oC 소결된분말 다공체산화시편은내부
산화가일어났지만, 1400oC 이상에서 소결한시편들의경
우표면에서만산화물이추가로생성됨을확인할수있었 다. 상대적으로고온에서 제조된다공체의 표면산화물은
주로 Cr2O3로분석되었으며 1350oC 낮은온도의소결시
편의 경우는 Cr2O3 이외에도 Fe계산화물이 지지대 내·
외부에서 생성되었다.
분말 다공체 산화 시편에 대한 Fe, Cr, Al, Si, O 원소
EDS mapping 분석 결과(1350oC와 1500oC 소결 조건)를
그림 10에 나타내었다. 1350oC 소결된 분말 다공체의산
화실험 후 원소 mapping 결과, 지지대에존재했었던 분
말입자 표면에서생성된 α-Al2O3 위로 Cr2O3와 Fe2O3가 층을이루어 생성되었고지지대내부에서도 Fe계산화물
이나타남을확인할수있었다. 1500oC 소결된분말다공
체의산화시편에서는 1350oC의소결시편과는다른원소
분포를 보였는데, 지지대 내부에 일부 존재하는 α-Al2O3
외에도 지지대표면에서진한회색으로 확인되는 α-Al2O3
가연속적인 산화층을이루고그위에옅은회색의 Cr2O3
가 생성됨을알 수 있었다. SiO2는 국부적으로분산되어
나타났다. 또한산화실험전과비교하여산화실험후지
지대의 Al과 Cr 함량이 산화물생성으로 인해 감소됨을
알 수있었다. 상기결과들을 바탕으로 제조공정에서 소
결온도가증가함에따라분말입자간의조직이치밀화되 고 표면에서 α-Al2O3 산화층이 균일하게 생성되어 산화 실험시추가적인산화물의 생성을억제시키고특히고온 산화를 급격하게진행시키는 Fe2O3의 생성을효과적으로 지연시켜 내산화특성이향상될수있음을논리적으로유 추할수 있다.
일반적으로 고온에서 Fe, Cr, Al계 산화물의 평형 산
소분압이 Al<Cr<Fe 순으로 커짐에 따라 산화반응에서
표준 자유에너지 변화 ∆Go인 산화의 구동력은 Fe<
Cr<Al 순으로 증가한다[18]. 따라서 Fe-Cr-Al계 합금의
산화거동은 Al2O3, Cr2O3, Fe2O3의 순으로 산화물을 단
계적으로 형성한다. 일반적인 Fe-Cr-Al계 합금에서는 대
부분의 금속내 Al이 초기 산화단계에서 소모되며 산화
반응은 금속과 산화층의 계면에서 Al과 산소의 확산에
의해 일어난다. 하지만 본 연구의 결과에서 신공정으로
제조된 분말 다공체의 경우 제조 공정 중에 Al2O3가 형 성되었고 산화 실험 시 일반적인 산화거동의 초기 단계 를 이미 거친 상태에서 Al2O3가 생성된 이후의 고온 산 화 거동을 보이고 있다. 산화층에서 Al2O3의 균열이나 박리는 거의관찰되지않았으며 산화시간에증가함에 따 라 Cr2O3가 추가로 생성되어 산화층의 두께가 증가하였 다. 상대적으로 산소와의 접촉 면적이 크고 산화를억제
시킬 수 있는 연속적인 표면 Al2O3 층이 존재하지 않는 저온(1350oC) 소결 시편의 경우 Fe2O3 의 생성과 함께
급격한 산화 중량의 증가가 일어나고 breakaway 산화
거동을 보였다. Fig. 10. EDS mapping analysis results after TGA test; (a) 1350oC and (b) 1500oC.
4. 결 론
본 연구에서는 새로운 제조 공정(액중전기선폭발공정
과 정전 분무 공정)을 이용하여 Fe-Cr-Al 분말 다공체를
제조하였다. 제조된 Fe-Cr-Al 분말다공체금속의 미세조
직관찰 결과주로 α-Fe 상으로구성되어 있었으며일부
Al, Cr계 산화물도함께 나타났다. 낮은온도에서소결한
분말다공체는분말입자간의불완전한결합상태를보였 으며소결온도가 증가할수록 다공체의조직이치밀화되
었다. 각소결 온도에서제조된 Fe-Cr-Al 분말다공체금
속을 1000oC에서 등온산화 실험을수행한결과 1350oC, 1400oC, 1450oC, 1500oC로소결제조된시편의산화중량
증가치는각각 17.40%, 6.43%, 4.47%, 2.57%로나타나소
결온도가 높아질수록우수한 고온내산화성을나타내었
다. 최적 조건으로제조된 1500oC 소결된분말 다공체의
경우기존의분말다공체에비하여우수한내산화특성을
보였다. 1350oC로 소결제조된 분말 다공체의 경우치밀
하지못한 조직으로 인해산화 실험시 산소와의접촉이 쉽게일어나고 시편전체에서 Fe계산화물이생성되어급
격한 breakaway 거동을나타내었다. 이에반해조직이치
밀하고표면에 연속적인보호 피막 α-Al2O3 산화층이생 성된 고온 소결된 시편들의 경우 안정적인 고온 내산화 거동을나타내었다.
감사의 글
This research was supported by a grant from the Fundamental R&D program for Core technology of Materials funded by the Ministry of Knowledge Economy, Republic of Korea.
참고문헌
[1] John Banhart: Pro. Mater. Sci., 46, (2001) 559.
[2] G. J. Davies and Shu Zhen: Jour. Mater. Sci., 18 (1983) 1899.
[3] K. Ohno, K. Shimato, N. Taoka, H. Santae, T. Ninomiya and T. Komori, SAE world congress, Detroit, MI (2000).
[4] S. Ichikawa, T. Harada and T. Hamanaka: Ceramics, 38
(2003) 296.
[5] N. Miyakawa, H. Maeno and H. Takahashi: SAE World Congress, Detroit, MI (2003).
[6] J. Choi and K. Kim: J. Kor. Powd. Met. Inst.,17 (2010) 489 (Korean).
[7] R. R. Unocic, G. B. Viswanathan, P. M. Sarosi, S. Karthi- keyan, J. Li and M. J. Mills: Mater. Sci. Eng. A, 483 (2008) [8] C. J. Bennett, T. E. Hayes, S. T. Kolaczkowski and W. J.25.
Thomas: Proc. R. Soc. Lond., A 439 (1992) 465.
[9] M. V. Twing, D. E. Webster, A. Cybulski and J. A. Moul- ijn: Structured Catalysts and Reactors: Marcel Dekker Inc., New York, (1998) 59.
[10] P. Avila, M. Montes and E. Miro: Chem. Eng. J., 109
(2005) 1.
[11] T. J. Lu, H.A. Stone and M. F. Ashby: Acta Mater., 46
(1998) 3619.
[12] T. J. Lu: Int. J. Heat Mass Transfer., 42 (1999) 2031.
[13] H. J. Ryu, Y. H. Lee, K. U. Son, Y. M. Kong, J. C. Kim, B. K. Kim and J. Y. Yun: J. Kor. Powd. Met. Inst., 18 (2011) 105 (Korean).
[14] H. J. Ryu, Y. H. Lee, K. U. Son, Y. M. Kong, J. C. Kim, B. K. Kim and J. Y. Yun: J. Kor. Powd. Met. Inst., 18 (2011) 112 (Korean).
[15] J. Y. Yun, S. Yang, H. Y. Koo and H. M. Lee, J. Kor. Powd.
Met. Inst.,18 (2011) 526 (Korean).
[16] S. H. Lim, J. S. Oh, S. H. Choi, M. N. Park and K. A.
Lee:Met. Mater. Int, in-press.
[17] S. H. Choi, S. Y. Kim, J. Y. Yun, Y. M. Kong, B. K. Kim and K. A. Lee: Met. Mater. Int., 17 (2011) 301.
[18] O. Kubaschewski and C. B. Alcock, Metallurgical Ther- mochemistry, Pergamon Press, Oxford, (1979) 163.