<학술논문>
DOI:10.3795/KSME-A.2009.33.6.560
단일겹치기이음시험을 이용한 합금화용융아연코팅강판의 코팅층 접합강도 평가
이정민
*
· 이찬주**
· 고대철***
· 이선봉****
· 김병민†
(2008 년 5 월 30 일 접수, 2009 년 1 월 13 일 수정, 2009 년 4 월 8 일 심사완료)
Estimations of the Adhesion Strength of Galvannealed Coatings on Coated Sheet Using Single Lap-Shear Test
Jungmin Lee, Chanjoo Lee, Daecheol Ko, Seonbong Lee and Byungmin Kim
Key Words : Adhesion Strength(접합강도), Single Lap-Shear Test(단일겹치기이음시험), Galvannealed Coating(합금화용융아연도금강판)
Abstract
This paper was designed to estimate the adhesion strength of galvannealed coatings on steel sheets. The adhesion strength were evaluated using single lap - shear tests where the lap joint was bonded by structural adhesive. Tests were performed for overlap length of 5mm, 10mm and 15 mm and three directions (0, 45, 90) of steel sheets used as the adherend of the overlap joint. After the tests, FE simulations of the single lap - shear test were also carried out to observe the stress distribution in the interface between the adhesive and the coated sheet. The results showed that the joint failure loads obtained from the tensile tests of bonded single lap-joints were the same, regardless of overlap lengths and directions of steel sheets. Also, the failure of galvannealed coatings greatly depended on shear stress distribution in the interface and the value was about 30MPa.
1. 서 론
최근 자동차의 내식성 향상을 위한 아연계코팅 강판의 적용이 증가하면서, 프레스 성형에 있어 코팅층의 박리 및 파괴에 따른 성형성 악화가 큰 문제점으로 대두되고 있다.
(1~4)
이러한 코팅층 파괴 는 제품의 불량뿐만 아니라 강판의 도장 및 용접 특성을 악화시킨다. 또한 프레스 성형 중 금형과 강판사이의 마찰특성을 변화시켜 재료의 성형성에큰 영향을 미친다.
(1)
일반적으로 아연계코팅강판의 코팅층은 부착방 법과 후처리공정에 따라 약간씩 다르지만 대부분 낮은 경도와 낮은 모재와의 접합강도을 가지고 있 다. 특히 강판의 몇 퍼센트 이내의 인장변형과 비 틀림에도 코팅층은 쉽게 균열이 발생하며 탈락된 다.
(4)
따라서 아연계코팅강판의 양호한 프레스 성 형성과 완제품 특성을 확보하기 위해서는 무엇보 다 코팅층과 모재의 접합특성을 이해하는 것이 중 요하다.일반적으로 두 물체사이의 접합특성은 측정방 법에 의존하는 탈착특성으로 표현된다.
(1)
이러한 탈착특성은 외부의 작용응력 상태와 파괴모드 및 영역, 코팅/모재 두께 및 기계적 특성, 시편 크기 및 상태, 온도 등에 크게 의존하는 값이다. 현재 가장 보편적으로 사용되는 시험법은 압입과, 스크 래치(Scratch), 맞대기이음, 겹치기이음, 풀오프† 책임저자, 회원, 부산대학교 기계공학부 E-mail : [email protected]
TEL : (051)510-3074 FAX : (051)581-3075
* 한국국제대학교 자동차공학부
** 부산대학교 정밀가공시스템공학
*** 부산대학교 산학협력단
**** 계명대학교 자동차공학부
(Pull-off), 필(Peel)시험 등이 있다. 이 중 압입과 스크레치 시험은 압입자를 이용하여 직접 재료에 변형을 가한 후, 작용하중과 발생된 크랙 양상의 관찰을 통해 평가하는 방법으로 주로 경도가 높고 취성이 강한 코팅(TiN, CrN, 등)재료에 사용된다.
이에 반해 인장 및 겹치기이음, 풀오프, 필 시험 등은 두 물체 사이의 기계적 및 화학적 접합상태 (볼트, 용접, 접착제, 복합재료)에 있어서 접합특성 을 평가하기 위해 주로 사용되고 있다.
(1)
아연계코팅강판의 코팅층은 순수아연(Zn)과는 다르게 약간의 취성을 가지고 있다. 일반적으로 아연계코팅층 파괴는 파우더링(Powdering)과 플레 이킹(Flaking), 골링(Galling), 크랙킹(Cracking)으로 구분되며 이것은 강판의 변형모드(인장, 압축, 이 축인장, 드로잉 모드)와 밀접한 관련이 있다.
(4)
보 통 파우더링과 플레이킹은 셀로판 테이프을 통해 묻어 나오는 상대적인 코팅량을 통해 평가한다.또한 골링과 크랙킹에 대해서는 다양한 연구결과 들이 보고되고 있지만 아직 만족할 만한 정량적인 평가방법은 문헌상으로 보고되어 있지 않다.
(5~9)
본 연구는 아연계코팅강판 특히 합금화용융아 연코팅강판(이후 GA 강판:Galvannealed coated steel sheet)의 코팅층과 모재사이 계면 접합강도를 평가 하기 위해 고안되었다. 평가는 단일겹치기이음 시 험법을 통해 이루어졌으며 겹침부 사이는 구조용 접착제를 이용하여 고정되었다. 또한 단일겹치기 이음에서 계면의 응력해석상태를 관찰하기 위해 유한요소해석을 수행하였다. 마지막으로 시험후 시편의 겹침부위는 코팅층 탈락을 확인하기 위해 SEM 과 EDX 를 이용하여 관찰되었다.
2. 단일겹치기이음실험
2.1 단일겹치기이음시험의 메커니즘
접착제를 이용한 겹치기이음은 결합방법이 간단 하고 또한 결합부위의 부식 저항증가, 무게 감소, 응력집중 제거가 가능하기 때문에 볼트결합과 같 은 기계적 결합을 대신하여 산업현장에서 널리
Unstressed
Adhesive
Eccentricity of load path
Unstressed
(a) Undeformed
Mode I :
Mode II : τ σ
Stressed Stressed
(b) Deformed
Fig. 1 Typical Deformation of single lap joint during
loading사용되고 있다. 겹치기이음 시험은 원래는 접착제 의 파단강도를 평가하기 위한 것으로 ASTM D1002 에 그 표준시험 방법이 명시되어 있다.
Fig. 1 은 단일겹치기이음시험에서 시편의 변형 양상을 나타낸 것이다. 하중 적용시, 하중작용부의 편심으로 인해 접합부에 벤딩이 발생하며 이 때 접합부의 접착제에는 전단응력뿐만 아니라 시편의 항복강도를 초과하는 수직응력이 발생한다. 결과 적으로 단일 겹치기이음 시편에서의 접착제의 파 단은 모드 I(수직응력)과 모드 II(전단응력)가 혼합 된 혼합모드(Mixed mode)의 파단조건을 따르게 된 다.
(10~13)
2.2 단일겹치기이음시험의 시편 준비
Fig. 2 는 단일겹치기이음시험을 위한 시편의 형 상 및 치수를 나타낸 것이다. GA 코팅의 탈착을 명확히 하기 위해 상부시편은 GA 강판으로 하였 고, 하부시편은 동일한 등급의 냉연강판으로 하였 다. 각 강판의 겹침부 길이는 각각 5, 10, 15mm 로 하였고 겹침부 폭은 25mm 로 일정하게 하였다.
또한 강판의 이방성이 코팅의 접합강도에 미치는 영향을 평가하기 위해 사용된 GA 강판 및 냉연강 판에 대해 각각 0°, 45°, 90° 방향으로 단일겹치 기 인장시험을 수행하였다. 인장시험은 1 케이스당 3 번씩 수행하였으며 겹침부 길이 3 종류와 냉연 및 GA 강판 방향별 각각 3 종류를 포함하여 총 81 번을 수행하였다. 시험에서 인장속도는 1mm/min 로 하였다.
Cold rolled steel sheet
(0°, 45°, 90°) Adhesive thickness : about 0.125 Joint length l = 5, 10, 15 75
Grip=25
GA coated steel sheet (0°, 45°, 90°)
Width b = 25
0.7
0.7 Unit : mm
Fig. 2 Dimensions and shape of single lap shear test
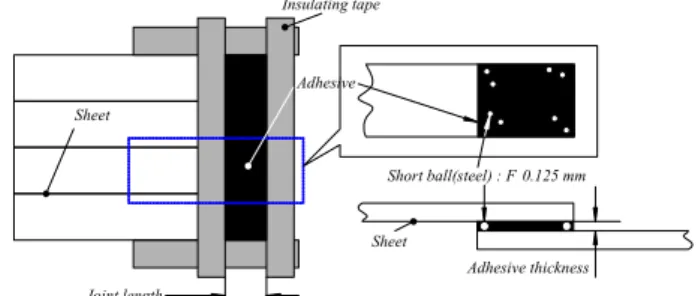
specimenInsulating tape
Joint length Sheet
Adhesive
Short ball(steel) : F 0.125 mm
Sheet
Adhesive thickness
Fig. 3 A schematic drawing of painting processes to
obtain the uniform adhesive thickness on sheetsTable 1 Mechanical properties of cold rolled, coated
sheet and structural adhesiveSpec. CR GA Adhesive
E (GPa) 208 2.88
Y (MPa) 144.3 159.6 32.5 UTS(MPa) 293.6 288 -
K
548.5 533.6 -n
0.268 0.256 0 Elongation(%) 47.3 48.2 1.2R value 1.97 2.13 - Poisson's ratio 0.3 0.4
Fig. 3 은 강판위 접착제 도포과정의 개략도를 나타낸 것이다. 접착제는 절연 테이프를 이용하여 원하는 겹침부 길이만큼 강판위에 도포되었다. 또 한 접착제의 두께를 일정하게 유지하기 위해 접착 제 도포 후 약 0.125 mm 직경의 쇼트 볼(Short ball)을 접착제내에 삽입하였다. 겹침부의 접합은 Henkel 사의 구조용 열경화성 접착제를 이용하였 으며 시편에 도포후 180℃에서 약 20 분 간 가열 하여 경화시켰다. 각 강판의 두께는 0.7mm 이고 도포된 접착제의 두께는 약 0.125mm 로 하였다.
Table 1 은 인장시험을 통해 얻어진 냉연강판 및 코팅강판과 접착제의 기계적 특성을 나타낸 것이 다. 각각의 기계적 특성은 Holman 식(
σ
=Kε n
)으 로 표현되었으며 여기서 K 는 강도계수, n 은 가공 경화지수이다. 소성이방성계수(R)값은 15%의 연신 율에서 폭방향 변형율ε w
과 길이방향 변형율ε l
을 측정하여 식 (1)을 이용하여 구하였다.
) /(
/
t w w l
R
=e w e
=-e e
+e
(1) 여기서ε t
는 두께방향 변형율이다. 접착제의 경 우 인장시편은 접착제를 인장시편형상의 금형에 채운 후 180℃에 20 분간 경화시켜 만들어졌다.(14)
Table 1 의 냉연과 코팅강판의 기계적 특성은 각 방향별 평균값을 나타낸 것이다.2.3 GA 코팅 준비
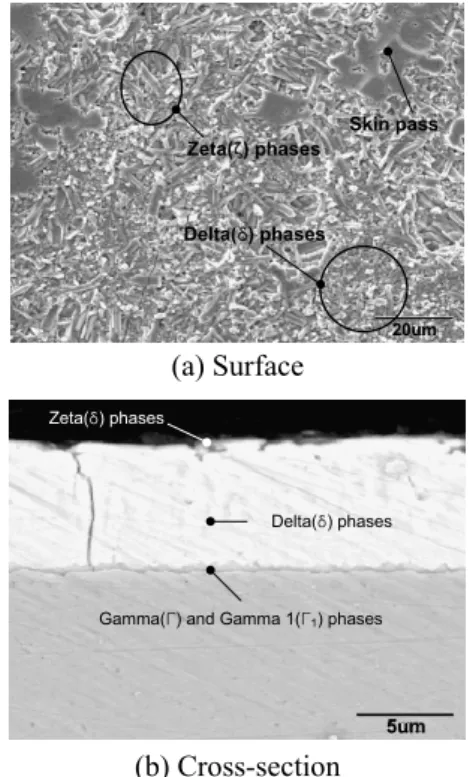
Fig. 4 와 5 는 GA 강판의 코팅층 단면과 표면의 SEM 이미지와 GDS (Grow Discharge Spectrometer) 관찰결과를 나타낸 것이다. GA 강판은 융융아연코 팅강판(Galvanized steel: GI)의 단점인 용접성과 도 장성을 보완하기 위해 아연도금층을 응고 직전에 460~540℃의 가열로를 통과시켜 10% 이내의 철- 아연(Fe-Zn) 합금층을 형성한 것이다. 본 연구에 사용된 GA 강판의 경우, 합금화 처리 온도는 약 520 ℃ 전후이다. 코팅표면에서는 z상과 d상이 고 르게 분포되었고 모재와 코팅 계면에서 약 0.5 ㎛ 두께의 Γ 과 Γ
1
상이 관찰되었다. GDS 관찰결과 코 팅두께는 약 8 ㎛로 나타났다. 본 연구에서 정의된Skin pass Zeta(ζ) phases
Delta(δ) phases
20um
(a) Surface
Gamma(Γ) and Gamma 1(Γ
1) phases Delta(δ) phases Zeta(δ) phases
5um
(b) Cross-section
Fig. 4 SEM images at surface and cross-section of GA
coating0
90 100
80 70 60 50 40 30 20 10 0
1 2 3 4 5 6 7 8 9
%
Thickness (um)
ZnFe Ni Thickness of GA coating : about 8um
Fig. 5 GDS observation of GA coating
코팅층의 접합력은 모재와 Γ 상의 분리를 의미하 며 이를 확인하기 위해 단일겹치기이음시험 후 탈 락부에 대해 SEM 과 EDX 관찰을 수행하였다.3. 단일겹치기이음 시험결과
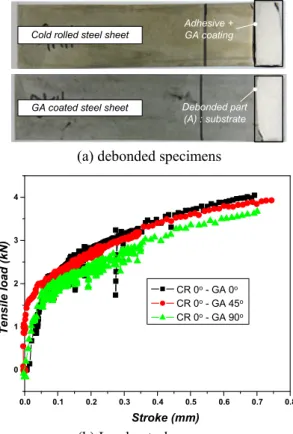
Fig. 6(a)는 겹치기이음시험 후 겹침부 길이 5mm 에 대해 분리된 시편을 나타낸 것이다. 겹치기이음 의 분리는 코팅강판 쪽에서 발생되었으며 냉연강판 부분에 접착제와 GA 코팅층이 육안으로 관찰되었다.
Fig. 6(b)은 0°방향의 냉연강판과 각 방향별 GA 강 판의 겹치기이음 시험결과 하중변위 곡선을 나타낸 것이다. 각 시편별로 파단하중값과 파단연신량은 약 간씩 변화하였다. 이러한 경향은 강판의 압연방향과 겹침부 길이에 대해 81 번의 인장시험에서 모두 동 일하게 나타났으며 하중과 강판의 방향/겹침부 길이
에 대한 경향성은 관찰되지 않았다. 인장시험에서 파단하중은 최소 약 3200N 에서 최대 4000N 까지 변 화하였으며 파단연신은 0.7 에서 0.8mm 까지 다양하 게 나타났다. 이러한 차이의 발생원인은 GA 코팅의 불균일성 때문으로 판단된다. 일반적으로 GA 코팅은 냉연강판을 아연로에 통과시킨 후 부가적인 열처리 공정을 통해 얻어지는 Fe-Zn 합금층이다.
(4)
이러한 합금화 과정에서 코팅층 내 다양한 상(Γ, Γ1
, δ, ζ)들과 크랙이 생성되며 크레이터(crater) 등과 코팅층 두께 를 제어하기 위한 스킨패스(skin pass)압연에 의해 GA 코팅 표면과 두께는 동일한 GA 강판 코일 내에 서도 매우 불균한 상태가 된다. 더불어 접착제 도포 과정에서 접착제 내 미세한 기포나 크랙 또는 접착 제 도포량의 차이에 의한 겹치기이음 단부의 형상 변화에 의해 이러한 결과가 발생될 수도 있다. 이러 한 시험조건을 고려해볼 때 파단하중과 파단연신은 모든 시험에 대해 거의 일정하다고 보는 것이 합당 하다. 따라서 파단하중과 연신은 81 번의 인장시험결 과에 대한 평균값으로 정의하였으며 그 값은 각각 약 3750N 과 0.72mm 로 나타났다.접착제(열경화성 수지)의 특성을 고려해볼 때 겹치기이음시편의 파단연신량은 거의 강판의 소성 변형으로 볼 수 있다. 그러나 연신량이 매우 작고 향후 겹치기이음의 유한요소해석(2D Plane Strain)의
Cold rolled steel sheet
GA coated steel sheet Debonded part (A) : substrate Adhesive + GA coating
(a) debonded specimens
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8
0 1 2 3 4
T e n si le lo ad ( k N )
Stroke (mm) CR 0
o- GA 0
oCR 0
o- GA 45
oCR 0
o- GA 90
o(b) Load - stroke curves
Fig. 6 Typical load - stroke curves and debonded
specimens for the overlap length of 5mm after tensile test편의성을 위해 폭방향의 변형은 없고 길이방향변 형만 존재하는 것으로 가정하였다.
GA 강판에서 코팅의 분리를 확인하기 위해 코 팅의 탈락부(Fig. 6(a)의 (A))에 대한 SEM 과 EDX 관찰을 수행하였으며 그 결과를 Fig. 7 에 나타내 었다. 그림에서 알 수 있듯이 코팅 탈락부 표면에 는 어떠한 코팅층 상들도 관찰되지 않았으며 탈락 부는 100% Fe 로만 구성되어 있는 것이 확인되었 다. 또한 탈락부에서 일부 결정립계가 파괴되는 현상이 관찰되었다. 이것은 GA 코팅층 형성과정에 서 모재와 코팅층 사이에 합금화가 이루어짐에 따 라 모재 표면 일부가 약간의 취성으로 변하였고 모재 인접한 Γ 상이 분리되면서 발생된 것으로 판
Grain boundary
(a) SEM image (×600)
Grain boundary
(b) SEM image (×3000)
(c) EDX profile
Fig. 7 SEM images and EDX profile for the debonded
part(Figure 5 (A)) on coated sheet after the test0 10 20 30 40
90
o45
o0
oA ve ra g e s h e ar s tr e ss (M P a )
Directions of cold steel sheet(CR)
GA 0o GA 45o GA 90o(a) Joint length of 5mm
A ve ra g e sh ea r st re ss (M P a)
Directions of cold steel sheet(CR) 0
5 10 15 20 25
90
o45
o0
oGA 0o GA 45o GA 90o
(b) Joint length of 10mm
A ve ra g e sh e ar s tr e ss (M P a )
90
o45
o0
oDirections of cold steel sheet(CR)
05 10 15 20
GA 0o GA 45o GA 90o
(c) Joint length of 15mm
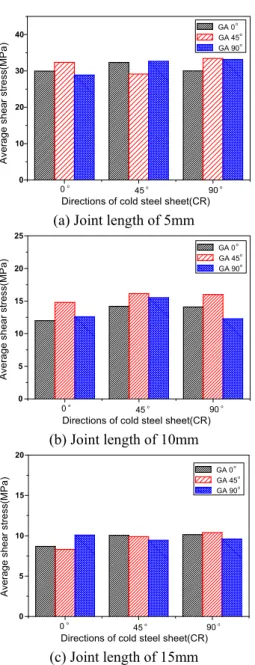
Fig. 8 Average shear stress for different overlap lengths
and three directions of sheets obtained from the tests단된다. 결과적으로 본 겹치기이음시험은 모재로 부터 Γ 와 Γ
1
상까지 분리되는 실질적인 GA 코팅 층의 접합강도 평가시험으로 판단할 수 있다.Fig. 8 은 강판의 방향과 겹침부 길이에 따른 겹 치기이음 인장시험결과로써 평균전단응력 값을 나 타낸 것이다. 식 (2)과 같이 평균전단응력은 인장 시험에서 시편의 분리하중(P)을 겹침부 단면적(겹 침부길이(l), 시편 폭(b))으로 나눈 값으로 정의하 였다. 앞선 인장시험 결과에서 시편의 분리하중은 겹침부 길이와 강판의 방향성과는 무관하게 거의 일정(약 3750N)하였다. 따라서 평균전단응력은 겹 침부가 길이가 증가할수록 감소하였다. (겹침부 길 이5mm = 약 30MPa, 10mm = 약 15MPa, 15mm = 약
10MPa)
ave
P
t =
bl
(2) 일반적으로 접착제를 이용한 겹치기 이음에서 분리하중은 접착제 두께와 겹침부 폭에 크게 의존 하고, 반면에 겹침부 길이에 대해서는 영향이 적 은 것으로 알려져 있다. 따라서 모재와 GA 코팅 계면의 정확한 응력상태를 관찰하기 위해 단일겹 치기이음시험의 유한요소해석을 수행하였다.(10, 11)
4. 단일겹치기이음의 유한요소해석
4.1 해석 모델
Fig. 9 는 단일겹치기이음의 유한요소해석모델을 나타낸 것이다. 해석모델은 앞선 겹치기이음시험 과 같이 상부시편은 냉연강판으로 하였고 하부 시 편은 코팅강판으로 하였다. 사용된 냉연 및 코팅 강판 모델의 두께는 0.7mm 이며 접착제의 두께는 0.125mm 로 하였다. 냉연 및 코팅강판과 접착제의 탄소성 거동은 Table 1 에 정리한 값들을 사용하였 다. 해석은 겹침부 길이 5mm, 10mm, 15mm 에 대 해 수행되었으며 총 연신량은 1mm 로 하였다. 해 석 모델은 2 차원 평면변형으로 가정하였고 해석 동안 접착제와 강판의 계면은 결함이 없는 완전고 착상태로 가정하였다.
일반적으로 겹치기 이음의 유한요소해석에서 겹치기 이음 단부형상은 접착제와 시편계면의 응 력분포에 영향을 미친다. 이러한 원인은 단부 형 상에 따라 응력집중 정도가 다르기 때문이며 보통 접착제가 새어나온 부분(Spew)의 존재는 응력집중 을 감소시키는 것으로 알려져 있다. 앞선 겹치기 이음 부의 접착제 도포과정에서 새어나온 접착제 를 그라인더로 제거하였다. 따라서 본 유한요소해 석에서 겹치기 이음부의 접착제 형상은 새어나온 부분(Spew 부)이 없이 강판의 겹침부(Fig. 9)와 동 일하다고 가정하였다. 해석은 ABAQUS 6.3 을 이 용하여 수행되었으며 해석 조건, 모델의 형상 및 치수는 Fig. 2 와 동일하게 하였다.
본 해석에서 GA 코팅의 기계적 특성은 고려되 지 않았다. 본 연구에 사용된 GA 코팅의 두께는 약 8 ㎛로 코팅강판 두께의 약 1/90 정도로 매우 얇다. 이로 인해 인장변형동안 GA 코팅과 모재의 계면에서 발생되는 응력분포는 접착제와 모재의 계면에서 발생된 응력분포에 크게 의존할 것으로 판단된다. 따라서 GA 코팅강판의 탄소성 거동은 오직 인장시험을 통해 얻은 기계적 특성으로만 정 의하였다.
Adhesive : 0.125mm
Displacement 1mm Adherends
x y
Coated sheet Cold rolled sheet
Adhesive joint
Fig. 9 FE model of the single lap joint and the boundary conditions for FE simulations
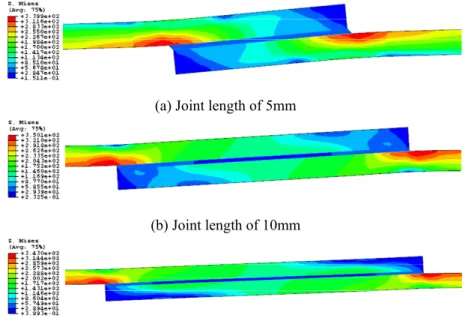
(a) Joint length of 5mm
(b) Joint length of 10mm
(c) Joint length of 15mm
Fig. 10 Effective stress distributions of the single lap joint for different overlap joints
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0
0 20 40 60 80 100 120 140 160 180 200 220
T en si le L o a d ( N )
Stroke (mm)
l = 5 l = 10 l = 15
About 147N
Fig. 11 Load - stroke curves for different overlap lengths
4.2 유한요소해석 결과
Fig. 10 은 유한요소해석 결과로써 겹침부 길이 에 따른 유효응력분포를 나타낸 것이다. 최대응력 분포는 겹침부 양 쪽 끝에서 나타났으며 겹침부 길이에 상관없이 약 35MPa 로 서로 유사하게 나 타났다. Fig. 11 은 겹치기이음해석 결과로써 겹침 부 길이에 따른 하중-변위 곡선을 나타낸 것이다.
하중은 겹침부 길이가 증가함에 따라 약간 증가
-1.0 -0.5 0.0 0.5 1.0
-20 -10 0 10 20 30 40 50 60
-20 -10 0 10 20 30 40 50 60 Normal stress l = 5mm l = 10mm l = 15 mm Shear stress l = 5mm l = 10mm l = 15 mm
S tr es s (M P a )
Normalized joint length (l/c)
l x
Coated sheet Cold rolled sheet
Adhesive
c
Fig. 12 Normal and shear stress distributions at
adhesive-coated sheet interface for each joint length증가하였지만 동일한 하중하에서 시편의 연신량은 오히려 감소하였다. 겹침부 길이 5mm 의 경우 약 147N/mm 지점에서 일정한 하중값을 가지는 것으 로 나타났다. 앞선 인장시험에서 분리하중은 약 3750N 이며 이것을 평면변형(시편폭 25mm)으로 환산하면 150N/mm 으로 해석결과(147N/mm)와 거 의 일치한다. 따라서 본 해석에서 겹치기 이음의 분리하중은 147N/mm 으로 결정하였다.
30 32 34 36 38 40 42
l = 15 l = 10
Normal Shear
l = 5
N o rm al a n d s h ea r st re ss ( M P a)
About 30MPa
Joint length (mm)
Fig. 13 Maximum values of normal and shear stress in
Fig. 12반면에 겹침부 길이 10mm 와 15mm 의 경우, 하 중은 선형적으로 증가하였다. 본 해석에서 접착제 와 모재의 계면은 고착상태로 가정되었다. 따라서 겹침부 길이 5mm 에서 하중 147N/mm 은 코팅의 분리하중이 아니라 엄밀하게 말해 접착제의 분리 하중으로 판단된다. 이것은 겹침부 길이 5mm 의 경우 접착제의 분리(항복)하중과 GA 코팅의 분리 하중이 서로 유사함을 의미한다.
Fig. 12 는 Fig. 11 의 하중 147N/mm 이 발생되는 지점에서 접착제와 모재(GA 코팅강판) 계면상에 생성되는 수직응력과 전단응력분포를 각각의 겹침 부 길이에 대해 나타낸 것이다. 최대수직응력과 전단응력은 결합부 양쪽 모서리 부분에서 나타났 다. 실질적으로 접착부의 분리는 접착제 양끝 모 서리에서 시작하며 내부로 전파된다.
Fig. 13 은 Fig. 12 에서 겹침부 길이에 따른 최대 수직응력과 전단응력값을 나타낸 것이다. 최대수 직응력은 겹침부 길이가 증가함에 따라 감소하는 반면에 전단응력은 약 30MPa 로 거의 일정하였다.
수직응력의 감소는 겹침부 길이가 증가할수록 겹 치기 이음시편의 편심에 의한 벤딩이 감소하기 때 문이다.
(10, 11)
앞서 단일겹치기 이음인장시험에서 겹침부 길 이에 상관없이 분리하중은 150N/mm 으로 거의 일 정하게 나타났다. 이러한 시험과 해석의 결과로부 터 본 연구에 사용된 GA 코팅 계면의 접합강도는 수직응력보다 전단응력에 더 크게 의존하며 그 값 은 대략적으로 30MPa 인 것을 알 수 있다.
5. 고찰
앞선 해석결과에서 GA 코팅강판의 계면 접합강 도는 전단응력에 크게 의존하는 것으로 나타났다.
이러한 사실을 검증하기 위해 접착제 박리강도
Cold rolled sheet
Coated sheet
Adhesive thickness :about 0.125 0.7
241 Unit : mm
Width b = 25
152
Fig. 14 Geometry of the specimen and the test set - up
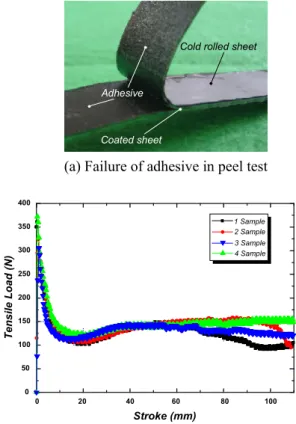
for peel testCold rolled sheet
Coated sheet Adhesive
(a) Failure of adhesive in peel test
0 20 40 60 80 100
0 50 100 150 200 250 300 350 400
T e n si le L o ad ( N )
Stroke (mm)
1 Sample 2 Sample 3 Sample 4 Sample
(b) Load - stroke curves for 4 samples
Fig. 15 Results of the peel test and the load - stroke
curves시험(Peel test)을 수행하였다.
(15)
Fig. 14 는 박리강도 시험을 위한 시편의 치수 및 형상을 나타낸 것이 다. 단일겹치기이음시험과 마찬가지로 상부시편은 냉연강판으로 하고 하부시편은 GA 강판으로 하였 다. 또한 사용된 접착제 및 시험 조건은 단일겹치 기 이음 시험과 동일하게 하였다. 시험은 총 4 회 에 걸쳐 수행되었다.Fig. 15 는 박리강도 시험 결과와 하중-변위 곡선 을 나타낸 것이다. 4 회 시험 모두 시편의 분리는 접착제에서 발생하였다. 일반적으로 박리강도 시 험에서 접착부의 응력상태는 순수수직응력으로 전 단응력은 발생하지 않는다. 이러한 박리시험의 결 과는 GA 코팅 계면에서의 파단수직응력은 접착제
의 항복응력보다 훨씬 크며 파단전단응력은 접착 제의 항복응력보다 작다는 것을 의미한다.
본 연구에서 GA 코팅 계면의 정확한 파단수직응 력값은 예측할 수 없지만 상대적으로 파단전단응력 에 비해 매우 높을 것으로 예상된다. 또한 실질적인 코팅강판의 성형에 있어서 대부분 코팅계면의 항복 수직응력에 도달하기 이전에 항복전단응력에 먼저 도달하여 코팅은 분리된다. 결과적으로 GA 코팅 계 면의 접합강도는 계면에서 발생되는 전단응력으로 대표될 수 있다. 또한 해석으로부터 얻어진 약 30MPa 은 본 연구에 사용된 GA 코팅 계면의 임계전 단응력 및 파단응력값으로 간주할 수 있다.
단일겹치기이음의 유한요소해석에서 응력분포 는 엄밀하게 말해 접착제와 코팅강판 계면의 응력 분포이지 코팅과 모재사이의 응력분포는 아니다.
좀 더 정확한 응력상태를 관찰하기 위해서는 코팅 층의 탄소성 특성을 고려한 유한요소해석이 필요 하며 이러한 문제는 향후 연구에서 고려될 것이다.
6. 결 론
본 논문에서는 GA 코팅강판의 코팅층 접합강도 를 예측하기 위해 강판의 방향별, 겹침부 길이별 겹치기이음 인장시험을 수행하였다. 또한 접착제 와 코팅강판의 응력상태를 관찰하기 위해 단일겹 치기 이음시험의 유한요소해석을 수행하였다. 이 상의 연구를 통해 다음과 같은 결론에 도달하였다.
(1) 단일겹치기이음 인장시험에서 GA 코팅층 분리하중은 겹침부 길이와 시편의 방향성과는 무 관하며 그 값은 약 150N/mm 으로 일정하였다. 따 라서 평균전단응력값은 겹침부 길이가 증가함에 따라 감소하였다.
(2) 단일겹치기이음의 유한요소해석에서 접착제 와 코팅강판의 계면상의 수직응력은 겹침부 길이 가 증가함에 따라 감소하고 전단응력은 겹침부 길 이에 상관없이 일정하였다.
(3) 단일겹치기이음 시험과 박리 시험에서 GA 코팅-모재 계면의 항복수직응력은 항복전단응력 보다 휠씬 높았다. 따라서 GA 코팅 계면의 접합 강도는 오직 전단응력으로서 대표될 수 있으며 유 한요소해석에서 이러한 GA 코팅의 임계전단응력 값은 약 30MPa 로 나타났다.
(4) 본 연구에서 수행된 단일겹치기이음시험은 GA 코팅과 모재가 분리되는 실질적인 접합강도 평가시험이며, 이러한 일련의 시험과 해석 과정은 다양한 종류의 GA 코팅에 대한 접합강도를 평가 하는 방법으로써 활용 가능한 것으로 판단된다.
후 기
본 연구는 지식경제부와 한국산업기술재단의
전략기술인력양성사업과 2008 년도 정부(교육과학 기술부)의 재원으로 국제과학기술협력재단의 지원 을 받아 수행된 연구임. (K20601000004-07E0100- 00410)
참고문헌
(1) Pak, S. W., 1991, “Study on the Deformation Behaviour of Electrogalvanized Coatings,” PhD Thesis, Northwestern University, USA, Evanston.
(2) Kim, Y. S., Park, K. C. and Cho, J. O., 1991,
“Frictional Characteristics of Electro Zn-Ni Alloy Coated Steel Sheets,” J. of KSME A, Vol. 15, No. 6, pp.
1807~1818.
(3) Kim, B. M., et al., 2006, “ Identification of the Bulk Behavior of Coatings by Nanoindentation Test and FE- Simulation and Its Application to Forming Analysis of the Coated Steel Sheet,” J. of KSME A, Vol. 30, No. 11, pp. 1425~1432.
(4) Marder, A. R., 2000, “The Metallurgy of Zinc- Coated Steel,” Progress in materials science, Vol. 45, pp. 191~271.
(5) HiRa, T., et al., 1993, “Friction Behavior of Coated Steels in Sheet Forming,” J. of JSTP, Vol. 34, No. 393, pp. 1141~1146.
(6) Hayashi, H., 1993, “Tribology in Sheet Metal Forming,” J. of JSTP, Vol. 34, No. 393, pp. 1114~1121.
(7) Hayashi, H., 1985, “Behavior of Coating Layer in Forming of Galvanized Steel Sheet,” J. of JSTP, Vol.
26, No. 291, pp. 355~360.
(8) Urai, M., et al., 1997, “ Effect of Press-Forming Conditions and Coating Structure on Flaking Phenomenon in Galvannealed Steel Sheets,” Materials
Technology for Automobiles, Vol. 47, No. 2, pp. 29~32.
(9) Rangarajan, V., et al., 1996, “Influence of Strain State on Powdering of Galvannealed Sheet Steel,”
Proceeding of SAE, pp. 63~70.
(10) Adams, R. D., Wake W.C., 1997, “Structural Adhesive Joint in Engineering,” Chapman & Hall, London.
(11) Petrie E. M., 2007, “Handbook of Adhesives and Sealants,” Mcgraw-Hill, New York.
(12) Yen, H. Y. and Tandjung D., 2005, “Mixed Mode Fracture Analysis of the Lap Shear Specimen Test per ASTM D1002,” J. Reinforced Plastics and Composites, Vol. 24, pp. 839~853.
(13) Hu, G., 1995, “Mixed Mode Fracture Analysis of Adhesive Lap Joints,” Composite engineering, Vol. 5, pp. 1043~1050.
(14) Lee, C. J. et al., 2008, “The Evaluation of Surface and Adhesive Bonding Properties for Cold Rolled Steel Sheet for Automotive Treated by Ar/O2 Atmospheric Pressure Plasma,” J. of the KSME A, Vol. 32, No. 4, pp.
354 ~ 361.
(15) ASTM D1876-01.