1. 서 론
국내에서는 신재생에너지 의무할당제(Renewable
가 시작되어 발전사업자를 Portfolio Standard, RPS)
중심으로 에너지 생산을 위한 바이오매스의 사용 이 지속적으로 증가하고 있다 또한 세계적으로 . 화석연료를 이용한 발전은 전체 에너지 생산의 를 차지하고 있으며 바이오매스 연료는 그
80% ,
학술논문
< >
DOI http://dx.doi.org/10.3795/KSME-B.2016.40.1.031 ISSN 1226-4881(Print) 2288-5324(Online)
바이오매스 우드펠릿 혼소율 및 입자크기에 따른 연소 ( ) 특성에 관한 연구
락와더르지 김상인 임 호 이병화 김승모 전충환
* 부산대학교 기계공학부, ** 두산중공업 보일러 R&D센터 PLM , 팀 부산대학교 화력발전에너지분석기술센터
***
Experimental Investigation into the Combustion Characteristics on the Co-firing of Biomass with Coal as a Function of Particle Size and Blending Ratio
Lkhagvadorj Sh
*, Sang-In Kim
*, Ho Lim
*, Byoung-Hwa Lee
**, Seung-Mo Kim
***and Chung-Hwan Jeon
** Graduate School of Mechanical Engineering, Pusan Nat’l Univ.
** PLM team, Boiler R&D center, Doosan Heavy Industries & Construction, LTD.
*** Pusan Clean Coal Center, Pusan Nat’l Univ.
(Received June 17, 2015 ; Revised October 29, 2015 ; Accepted November 10, 2015)
Key Words: Biomass Blending Ratio 바이오매스 혼합 비율( ), Particle Size 입자 크기( ), Unburned Carbon 미연분( , UBC), Oxygen Deficiency 산소 결핍( )
초록: 최근 바이오매스와 석탄의 혼소 기술이 화력 발전의 주요한 연소 기술 중 하나로 떠오르고 있다 그러나 . 혼소는 실제 발전용 보일러 적용시 많은 검증들을 필요로 한다 본 연구에서는 바이오매스 혼소시 연소 특성을 . 알아보기 위해 열중량 분석기(Thermogravimetric analyzer, TGA 와 하향분류층 반응기) (Drop tube furnace, DTF)를 사용하였으며, TGA의 TG/DTG 분석을 통한 반응성과 DTF를 이용한 UBC를 측정하여 연소 특성을 분석하였다. 특히 석탄과 바이오매스 혼소율(Biomass blending ratio) 및 바이오매스 입자 크기 변화에 따른 특성을 분석하였 다 그 결과 바이오매스의 혼소율이 증가함에 따라 산소 부족으로 인한 반응 특성이 나타났으며 이는 바이오매. , , 스가 가진 초기의 빠른 연소 특성 때문이다 또한 본 연구 결과를 통해 바이오매스의 최적 혼소 조건. , (UBC 발생 량 기준 은 ) 5%로 나타났으며 산소 부화 조건은 바이오매스 혼소시 발생하는 산소 부족 현상을 저감시켜 미연분 , 상승을 완화시켜줄 수 있다.
Abstract: Co-firing of biomass with coal is a promising combustion technology in a coal-fired power plant. However, it still requires verifications to apply co-firing in an actual boiler. In this study, data from the Thermogravimetric analyzer(TGA) and Drop tube furnace(DTF) were used to obtain the combustion characteristics of biomass when co-firing with coal. The combustion characteristics were verified using experimental results including reactivity from the TGA and Unburned carbon(UBC) data from the DTF. The experiment also analyzed with the variation of the biomass blending ratio and biomass particle size. It was determined that increasing the biomass blending ratio resulted in incomplete chemical reactions due to insufficient oxygen levels because of the rapid initial combustion characteristics of the biomass. Thus, the optimum blending condition of the biomass based on the results of this study was found to be 5 while oxygen enrichment reduced the increase of UBC that occurred during combustion of blended biomass and coal.
Corresponding Author, [email protected]
2016 The Korean Society of Mechanical Engineers
Ⓒ
중 15% 이상의 높은 비율로 사용되고 있다.(1) 바 이오매스 에너지 생산은 주로 연소를 통해 이루 어지며 특히 강조되고 있는 것은 바이오매스 잔, 류물 또는 에너지 작물로부터 유래된 바이오매스 연료를 재래식 석탄 연소 설비에 혼합하여 연소 하는 것이다 이때 바이오매스가 가지는 탄소중. 립성(Carbon neutrality)으로 인해 온실가스 배출 감축의 핵심 인자가 되며 이러한 방법은 적은 , 비용으로 온실가스 배출을 줄일 수 있다.(2)
또한, I. Obernberger(3)는 바이오매스 혼소를 통 해 황산화물(SOx)와 질소산화물(NOx)를 저감시킬 수 있다는 연구결과를 발표하였다. 바이오매스 내부의 알칼리성 회분은 연소 시 배출되는 황산 화물을 저감시키며, 바이오매스에 포함된 낮은 함량의 질소성분과 열분해 과정 중 이러한 질소 성분의 대부분이 암모니아로 전환되는 특성을 통 해 배출되는 질소산화물 또한 저감될 수 있다는 결과를 보였다.
특히 바이오매스 연료 중 목질계의 우드펠릿 은 대량생산이 가능하고 운반의 용 (Wood pellet)
이함으로 인해 혼소 연료로 각광 받고 있다.(4) 최 근 국내 발전소에서도 RPS를 만족시키기 위해 바이오매스 사용이 점차 증가하고 있으며 현재 ,
내외의 혼소 발전을 시행하고 있다
5% .
그러나 석탄과 다른 물성을 지닌 바이오매스 연료의 혼소는 기존 석탄 연소설비의 설계범위를 벗어나는 방법이며 연소성과 회 용융성이 서로 , 다르기 때문에 보일러 운전에 많은 장애를 일으 킬 수 있다 또한 바이오매스 혼소 적용성을 높. 이기 위해 전통적인 연소 기술인 순환유동층 기 술뿐만 아니라 기존 미분탄 발전에서도 해결되어 야 하는 기술적인 문제들이 존재한다.(5) 이를 해 결하기 위해 지난 수십 년간의 많은 연구자들은 바이오매스 혼소가 야기하는 보일러 내 슬래깅 및 파울링 내부 염소 성분으로 인한 부식 회 사, , 용 및 배기배출과 같은 연소 장애 영역(6,7) 뿐만 아니라 화염 안정성 및 연소 특성에 대해서도 많 은 연구가 이루어져왔다.(8,9) 그러나 바이오매스 연료의 다양성으로 인하여 혼소 기술에 대한 연 구는 많은 영역에 있어서 지속적으로 필요한 실
정이다.(10)
따라서 본 연구에서는 우드펠릿과 기존 석탄의 혼소시, 혼소 비율에 따른 연소 특성 변화를 Thermogravimetric analyzer(TGA 와 ) Drop tube furnace
(DTF) 장치를 이용하여 분석하였다 석탄과 바이. 오매스 혼소시 중요한 인자의 혼소율은 종 이상2 의 연료를 혼합하여 연소(Co-firing)하는 보일러에 서 각 연료가 차지하는 혼합비율(Blending ratio)을 말한다 따라서 본 연구에서는 총 공급열량기준. ,
석탄 투입시 에 대한
( 100% ) 바이오매스가 차지하
는 열량비율 예시( , WP 5%)로 나타내었다 이를 . 통해 얻은 결과들은 미연탄 화력 발전소의 최적 혼소 조건을 도출하기 위한 기초 자료로써 사용 하고자 한다.
실험 장치 및 조건 2.
실험 장치 구성 2.1
본 연구에서 진행된 실험은 TGA(모델명: TA, 와 에 의하여 이루어졌다 는
Q600 SDT) DTF . TGA
낮은 승온율을 가지고 있기 때문에 연료 자체의 반응 특성에 대한 관찰이 가능하므로 연료특성 및 열중량 분석 실험에 TGA를 사용하였다 입수. 한 석탄을 보울 밀 (Ball mill)에서 분쇄한 후 체 를 이용하여 직경 범위의 입자크
(Seive) 75-90㎛
기로 분류하여 TGA 반응성 실험에 사용하였다. 는 균일한 높은 온도 압력 및 다양한 온도
DTF ,
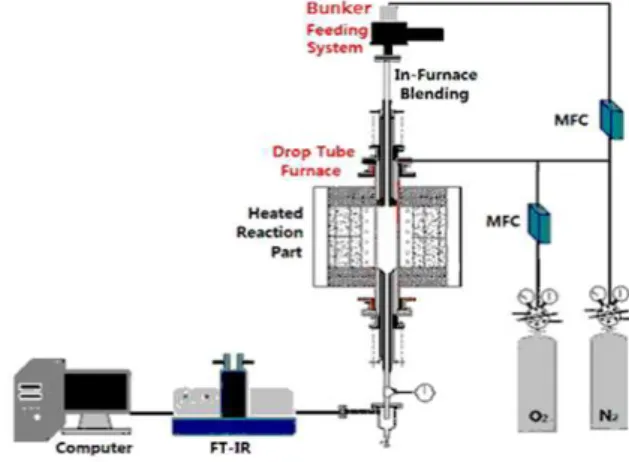
영역에서 실험을 할 수 있다는 큰 장점을 가지고 있다 전체적인 실험장비의 구성은 . Fig. 1과 같다.
는 크게 주입부 반응부 포집부로 구성된다
DTF , , .
주입부는 연료와 반응가스를 투입하는 부분이다.
반응가스는 연료를 공급하는 운반가스와 운반가 스가 흐르는 튜브의 주위로 투입되는 주 반응가 스가 있다 벙. 커(Bunker)로 이루어진 공급 시스템 과 유량 조절기와 유량계를 통해 (Feeding system)
Fig. 1 Schematic diagram of experimental apparatus
Contents Trafigura Wood pellet Proximate
analysis (wt %, as
received)
Moi. 3.08 8.3 V.M. 31.23 82.0
F.C. 52.95 8.6 Ash 12.7 1.1
Ultimate analysis (wt %, DAF)
C 66.11 50.5
H 4.60 9.3
N 1.36 0
O 10.14 42.0
S 0.56 0.091
Heating values
[kcal/kg] HHV 5948 4448 Table 1 Properties of coal and biomass
서 연료의 양과 총 반응가스의 양을 조절할 수 있게 하였다 유량계는 산소용과 질소용으로 각. 각 준비하였고 각 조건에 맞춰 반응가스를 선택, 할 수 있도록 준비하였다 우드펠릿은 기존 석탄 . 보다 입자크기가 크기 때문에 균일한 연료 공급 을 위해 벙커를 이용한 미세정량 공급 장치가 필 요하다 따라서 본 장치에서는 미세정량 공급장. , 치를 간소하게 제작하여 혼합 연료의 공급량을 조절이 가능하도록 하였다 그리고 공급장치 상. 단부에 질소 운송가스를 주입하였다. 반응부는 연료와 반응가스가 만나 화학반응이 일어나는 곳 이다 온도 조절기를 통해 . SiC heater의 온도를 조정하여 반응부에 일정한 온도장을 형성하게 한 다. DTF는 최대 1500℃까지 온도를 상승시킬 수 있으며 하나의 영역으로 이루어진 길이 60cm, 내 부 직경 7cm의 반응구간은 프로브 상하 이동을 통해 조절이 가능하도록 구성되어 있다 포집부. 는 반응물을 포집하는 부분이다 추가적인 촤 연. 소 반응을 차단하기 위해 포집 프로브에 냉각수 를 흘려 튜브 내 온도를 하강시켰다 하단부 싸. 이클론을 이용하여 가스와 입자를 분리할 수 있 게 하였다 싸이클론에서 포집된 회분은 회추적. 법(Ash tracer method)을 이용하여 UBC를 측정하 였다.
실험 조건 2.2
본 실험에서 사용된 바이오매스는 우드펠릿이 며, 석탄은 역청탄인 Trafigura를 사용하였다.
은 실험에 사용된 우드펠릿 및 의
Table 1 Trafigura
공업 분석과 원소 분석 그리고 발열량 결과를 보 여준다 석탄에 우드펠릿을 열량 기준 . 5, 10, 15
그리고 20% 혼소하여 바이오매스 혼소율(Biomass 의 변화에
blending ratio, BBR) 따른 TGA를 통한 연 소속도 및 미연분 배출특성을 비교하였다.
실험 조건시 공기 분위기에서 의
TGA 20℃/min
승온율로 900℃까지 승온하였다. DTF의 경우 출 구 산소 농도에 따른 이론공기량을 조절하여 연 소분위기를 설정하였고 연료 공급률 , 0.3g/min, 노 내 온도 1300℃의 조건에서 실험을 수행하였다. 또한 바이오매스 혼소시 입자크기의 변화에 따, 른 영향을 살펴보기 위하여 200, 400, 600 및 800 조건에서 실험을 수행하였다 이때 공급량은 . ,
㎛
실험과 동일하게 열량 기준에 따라 혼소율 TGA
을 변화시켜 투입하였으며, 우드펠릿 혼소량이 증가함에 따라 점차적으로 석탄의 공급량을 감소 하였다.
전체적인 공급량을 보았을 때 우드펠릿의 열량 이 상대적으로 석탄보다 낮기 때문에 혼소량이 증가할수록 더 많은 양이 주입되었다 석탄과 우. 드펠릿의 공급량에 따른 산화제의 양은 다음 식 에 의하여 계산이 되었다.
SR= (Actual O2/coal ratio)/
(Stoichiometric O2/fuel ratio) (1) 여기서 연료 , 1kg을 완전 연소시키는데 필요한 이론 산소량은 2.667*C+8(H-O/8)+S (kg/kg)으로 계산 되었으며, C, H, O, S, N, 회분(Ash) 및 는 질량 분율로 나타내었다 각 연료의 단
Water .
일연소 및 혼소 특성을 다양한 결과들을 통해 확 인하였다.
실험결과 및 고찰 3.
석탄 및 우드펠릿의 특성
3.1 TG/DTG
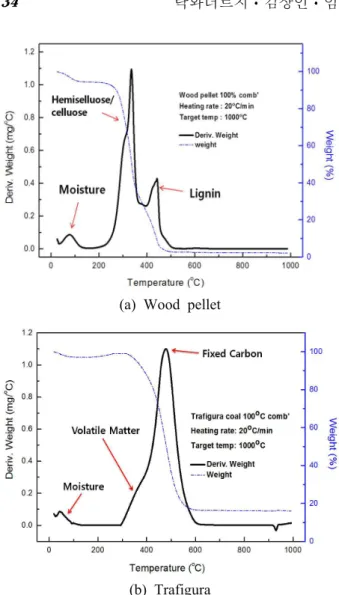
우드펠릿과 석탄의 혼소 특성을 분석하기 전에 우드펠릿 및 석탄에 대한 열분해 및 연소 특성을 살펴보았다. Fig. 2a는 100% 우드펠릿 승온율이 ,
경우의 를 보여주고 있다
20℃/min TG/DTG . DTG 결과에서 알 수 있듯이 우드펠릿의 초기 질량 감 량은 수분의 증발로 인해 발생한다 우드펠릿의 . 경우에 두 구간으로 이루어진 연소가 있음을 볼 수 있다 이는 목질계 우드펠릿의 경우 셀룰로오. 스(Cellulose), 헤미셀룰로오스(Hemicellulose), 그리 고 리그닌(Lignin)등 다양한 휘발분을 함유하고 있기 때문에 하나의 구간이 아닌 명확히 두 구간
(a) Wood pellet
(b) Trafigura
Fig. 2 TG/DTG curves for coal and biomass 에서 휘발분 및 촤 연소의 중량감소를 보이는 것 이다.(11) 초기의 질량 감량은 수분 증발로 시작되 어 최종적으로 525℃가 될 때 안정화 되는 경향 을 보여준다. DTG 그래프를 통해 알 수 있는 바 와 같이 초기의 질량감소는 수분의 증발로 인해 발생하며, 100℃ 부근에서 가장 활발히 일어나는 것을 볼 수 있으며, 250~400℃ 구간에서 셀룰로 오스류의 열분해 단계 그 이후 온도 구간에서는 , 리그닌의 분해단계로 설명될 수 있다.(12) 본 실험 에서도 이러한 경향이 잘 드러났으며 525℃ 이후 연소가 끝나는 결과를 볼 수 있다.
는 석탄 승온율이 인 경
Fig. 2b 100% , 20℃/min 우에 TG/DTG를 보여주고 있다. DTG에서 알 수 있듯이 석탄의 초기의 질량 감량 역시 수분의 증 발로 인해 발생한다. Trafigura의 경우에 단일 피 크(Peak) 형태로 이루어진 연소 프로파일을 보여 준다. 290℃부터 본격적인 연소반응이 시작되다
가 종말 온도인 600℃가 되면 안정화 되는 결과 를 보여준다. DTG에서 알 수 있듯이 약 385℃일 때 차 최대 휘발분 연소가 발생하고 약 1 , 485℃
일 때 차 최대 고정탄소 연소가 발생한다2 .
에서 우드펠릿의 입자크기에 따른 3.2 TGA
영향
우드펠릿의 입자 크기에 따른 연소 특성 결과 를 Fig. 3에 나타내었다 입자 크기는 . 200, 400,
및 로 변화시켜 연소 특성을 보았다
600 800㎛ .
연소과정은 Fig. 2a의 연소 특성과 유사하게 나타 나고 있음을 알 수 있다 입자 크기가 . 200㎛일 때, 주된 질량감소 구간은 휘발분이 연소하는
그리고 고정탄소가 연소하는
225-345℃ 420-480℃
영역이다. 480℃ 이후의 영역은 회분 등의 광물 질의 분해 영역이다 또한 입자 크기가 . 400㎛ 일 때의 주된 질량감소 구간은 200㎛ 보다 높은
에 휘발분 연소가 발생하며
250-355℃ 430-530℃
영역에서 고정탄소가 연소하고 있다 입자 크기. 가 600, 800㎛의 경우도 400㎛와 크게 다르지 않 은 경향을 나타낸다 입자 크기에 따른 연소 구. 간은 큰 차이를 보이지 않았지만 우드펠릿 입자, 의 크기가 클수록 휘발분의 연소 반응의 피크가 낮아졌고 연소 온도는 낮아졌다 대체로 , . 210-32
구간에서 반응이 시작되어 구간에
0℃ 360~480℃
서 연소가 종료되는 것을 확인할 수 있다 따라. 서 우드펠릿 입자의 크기가 작아질 수록저온 구 간에서 연소 반응율(Burning rate)이 높아짐을 알 수 있다.
에서 석탄과 우드펠릿의 혼소율에 따 3.3 TGA
른 영향
에서 역청탄 과 우드펠릿을
TGA (Trafigura) 5, 10,
혼소하였을 때 연소 특성 결과를
15, 20% Fig. 4
에 나타내었다 석탄 . 100% 일 때에는 464℃ 에서
가장 높은 피크를 보여주고 있고 우드펠릿의 주
요한 피크는 315 ℃ 에서 보이고 있다 . 혼소율을
점차 늘려감에 따라서 좌산화 반응의 주요 피크
온도는 증가하고 탈휘발 반응의 주요 피크온도가
감소함을 확인할수 수 있다 이 같은 선형적인 . 결과는 다른 선행 연구자들의 연구와 일치하는 결과를 보였다.(13) 우드펠릿이 증가함에 따라서 석탄의 질량이 감소하게 되어 급격한 연소가 이 루어졌다.Fig. 3 DTG curve as a function of particle size for WP
Fig. 4 DTG curve as a function of blending ratio for WP(Particle size: 400 ㎛) with coal in TGA
에서 우드펠릿의 입자 크기에 따른 영 3.4 DTF
향
에서 역청탄 절로 이동과 우드펠릿 혼
DTF 3.3
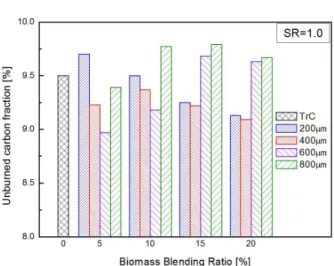
소시 입자크기에 따른 UBC 배출 특성을 Fig. 5에 나타내었다 이때 석탄 시료는 . , 75~90㎛, 우드펠 릿 시료는 200, 400, 600, 800㎛의 입자 크기로 주입되었다.
석탄과 우드펠렛에서 가장 작은 입자 크기인 가 혼소되었을 때 혼소율 에서 미연분
200㎛ 5%
이 증가하는 것을 볼 수 있다 이것은 . TGA 결과 에서도 보았듯이 우드펠릿의 급격한 연소는 주위 산소 부족현상을 나타내기 때문에 미연분이 증가 하게 된다 그러나 . 400, 600㎛ 으로 갈수록 미연 분은 감소하게 되는데 이는 우드펠릿의 연소가 석탄의 연소를 돕기 때문이다. 800㎛ 에서는 석 탄보다 약간 감소하였다. 200㎛ 일 때에 우드펠
릿 혼소율을 증가시킴에 따라 미연분은 점차적으 로 감소하였다. 400㎛ 일 때에는 BBR 10% 지점 에서 상승하다가 감소가 되었고, 600㎛ 일 때에 는 BBR 15% 까지 미연분이 증가하다가 감소하 였다 이것은 산소 부족 현상이 우드펠릿의 입자 . 크기와 혼소율이 증가함에 따라 커져가는 것으로 사료된다. 800㎛ 의 우드펠릿 혼소시에는 많은 미연분이 생성되고 있는데 이는 입자크기가 매우 커서 연소가 매우 늦게 일어난다는 것을 확인할 수 있다 이러한 결과에서 알 수 있듯이 석탄과 . 바이오매스 혼소시 Reactive한 영향과 Non-reactive 한 영향이 동시에 존재함을 알 수 있으며 입자, 크기에 따라 연소 최적점이 달라짐을 알 수 있 다.
에서 우드 펠릿의 혼소시 공기비 에
3.5 DTF (SR)
따른 영향
은 역청탄과 우드펠릿 혼소량을 변화시켰 Fig. 6
을 때 공기비에 따른 미연분 특성을 나타내었다.
동일한 석탄 입자크기(75㎛)와 우드펠릿 입자크기 에서 연소 영역의 공기비 를
(400㎛) (SR) 0.8, 1.0 및 1.2로 변화시켰다. Fig. 5에서도 보았듯이 BBR 에서 산소 부족현상으로 인한 미연분이 증가 10%
하는 것을 확인하였다 그렇지만 . SR=0.8로 감소 시켰을 때 전체적으로 미연분은 증가하고 있는 , 것을 볼 수 있다. BBR 5% 지점에서 역청탄과 비 교하여 감소하지만 BBR 10%에서 SR=1.0과 같이 미연분이 증가하는 것을 볼 수 있다 이 때에 미. 연분은 역청탄보다 더 많이 나오는 것을 볼 수 있으며 이것은 산소 부족 현상이 더욱 크게 일어 난다는 것을 확인시켜 준다 하지만 . SR=1.2로 증 가시켰을 때에 이러한 산소 부족 현상은 없어지, 는 것을 볼 수 있다 바이오매스 혼소율을 점차. 적으로 증가시켰을 때 모든 조건에서 점진적으로 미연분이 감소하였으며 산소 부족 현상으로 인, 한 미연분 증가도 발생하지 않았다 이와 같은 . 결과들은 우드펠릿 혼소량 증가에 따른 급격한 연소로 인하여 연소 전단 영역의 형성된 산소 부 족 현상이 주위 석탄에 영향을 주고 있기 때문이 며 공급되는 산소량이 증가함에 따라 이러한 현 상을 완화시킬 수 있다는 것을 확인하였다 따라. 서 국내 화력발전 보일러에서 실제 우드펠릿 혼 소 시 5% 가 가장 최적의 혼소율임을 알 수 있 으며 더욱 많은 우드펠릿 혼소는 산소 부족현상
Fig. 5 UBC fraction with Particle Sizes for WP in DTF
Fig. 6 Effect of SR with blending ratio of WP in DTF (WP Particle size: 400㎛)
을 초래하여 미연분이 증가될 수 있다 그렇지만 . 산소 부화 조건을 통하여서 미연분을 감소시킬 수 있게 될 것이다.
4. 결 론
본 연구를 통해 TGA와 DTF를 사용하여 우드 펠릿의 입자크기와 혼소율이 연소특성에 미치는 영향에 대하여 다음과 같은 결과를 도출하였다.
에서 우드펠릿은 석탄과 차별화된 개
(1) TGA 2
의 연소 반응 피크를 보였다 우드펠릿의 입자 . 크기가 작아짐에 따라 휘발분이 연소하는 구간에 서 급격한 열분해가 일어났고 반응율도 높아졌, 다 고정탄소가 연소하는 구간은 입자 크기가 작. 아질수록 앞으로 당겨졌다.
에서 석탄과 우드펠릿을 혼소율을 점 (2) TGA
차 늘려감에 따라서 좌산화 반응의 주요 피크온 도는 증가하고 탈휘발 반응의 주요 피크온도가
감소함을 확인하였다.
에서는 와 달리 조건에서
(3) DTF TGA SR=1.0
석탄과 우드펠렛의 혼소시에 반응성의 향상과 산 소부족현상이 동시에 발생하였다 우드펠릿의 입. 자크기가 커짐에 따라 산소 부족 현상으로 인한 미연분의 증가는 더 큰 혼소율에서 일어났다 산. 소부하를 높이는 것은 이러한 산소 부족 현상을 완화시켜주는 하나의 방법이 될 수 있다.
우드펠릿 혼소시 혼소율이 일 때가 가장
(4) 5%
최적의 혼소율임을 알 수 있다 미연분의 총 발. 생량은 우드펠릿의 혼소율이 10%일 때, 5%일 때 의 값보다 증가한 후 혼소율이 증가함에 따라 감 소되는 경향을 나타내고 있다 우드펠릿의 혼소. 율 중가는 산소부족 현상을 초래하여 미연분이 증가될 수 있다.
후 기
본 연구는 2013년도 산업통상자원부의 제원으 로 한국에너지기술평가원(KETEP)의 지원을 받아 수행한 연구과제입니다. (NO. 20131010101830)
참고문헌 (References)
(1) Khan, A. A., Jong, W. D., Jansens, P. J. and Spliethoff, H., 2008, “Biomass Combustion in Fluidized Bed Boilers: Potential problems and remedies,” Fuel Processing Technology, Vol. 90, No. 1, pp. 21~50.
(2) Narayanan, K. V. and Natarajan, E., 2007,
“Experimental Studies on Co-firing of coal and Biomass Blends in India,” Renewable Energy, Vol.
32, No. 15, pp. 2548~2558.
(3) Obernberger, I., 1998, “Decentralized Biomass Combustion: State of the Art and Future Development,” Biomass and Bioenergy, Vol. 14, No. 1, pp. 33~56.
(4) Andrea, S., Corrado, C., Paolo, M., Francesca, A., Federico, P., Michela, Z., Stefano, G. and Raffaele, C., 2015, “A Multivariate SIMCA Index as Discriminant in Wood Pellet Quality Assessment,”
Renewable Energy, Vol. 76, pp. 258~263.
(5) Munir, S., 2010, “A Review on Biomass Coal Co-Combustion: Current State of Knowledge,”
Proc. Pakistan Acad. Sci, Vol. 47, No. 4, pp.
265~287.
(6) Gani, A., Morishita, K., Nishikawa, K. and Naruse, I., 2005, “Characteristics of Co-combustion of Low-rank Coal with Biomass,” Energy and Fuels, Vol. 19, No. 4, pp. 1652~1659.
(7) Paulrud, S. and Nilsson, C., 2004, “The effects of Particle Characteristics on Emissions from Burning Wood Fuel Powder,” Fuel, Vol. 83, pp. 813~821.
(8) Lu, G., Yan, Y., Cornwell, S., Whitehouse, M.
and Riley, G., 2008, “Impact of Co-firing Coal and Biomass on Flame Characteristics and Stability,” Fuel, Vol. 87, pp. 1133~1140.
(9) Molcan, P., Lu, G., Birs, L. T., Yan, Y., Taupin, B. and Caillat, S., 2009, “Characterization of Biomass and Coal Co-firing on a 3MWth Combustion Test Facility using Flame Imaging and Gas/ash Sampling Techniques,” Fuel, Vol. 88, No.
12, pp. 2328~2334.
(10) Sami, M., Annamalai, K. and Wooldridge, M., 2001, “Co-firing of Coal and Biomass Fuel Blends," Progress in Energy and Combustion Science, Vol. 27, No. 2, pp. 171~214.
(11) Seo, D.-K., Park, S.-S., kim, Y.-T., Hwang, J.-H.
and Yu, T.-U., 2009, “Study on Co-pyrolysis of Biomass/Coal using Thermo-gravimetric Analysis (TGA),” KOSCO Symposium, Vol. 39, pp. 209~214.
(12) Vamvuka, D., Kastanaki, E. and Lasithiotakis, M., 2003, “Devolatilization and Combustion Kinetics of Low-rank Coal Blends from Dynamic Measurements,” Ind. Eng. Chem. Vol. 42, No. 20, pp. 4732~4740.
(13) Sahu, S. G., Sarkar, P., Chakraborty, N. and Adak, A. K., 2010, “Thermogravimetric Assessment of Combustion Characteristics of Blends of a Coal with Different Biomass Chars,” Fuel Processing Technology, Vol. 91, No. 3, pp. 369~378.