1. 서 론
최근 지구환경 보호와 에너지 절감에 대한 요구가 높아짐
에 따라 자동차, 항공기, 철도차량, 선박 등 각종 수송기기의 경량화를 위한 개발이 활발히 진행되고 있으며, 이를 위해 Al, Mg 등 경량합금 부재의 적용이 빠른 속도로 확대되고
* 한국표준과학연구원 안전그룹 ([email protected]) 주소: 305-340 대전광역시 유성구 가정로 209 + 충남대학교 기계공학과 대학원
++ 한밭대학교 기계설계공학과 +++ 충남대학교 기계공학과 대학원 ++++ 한국표준과학연구원 안전그룹
A6061-T6과 A5052-H32재의 이종 마찰교반용접시 핀 형상이 기계적 강도에 미치는 영향에 관한 연구
박희상*, 최원두+, 고준빈++, 이영호+++, 신기석+++, 김인철+++, 최만용++++
(논문접수일 2009. 1. 21, 심사완료일 2009. 3. 18)
A Study on the Effect that Pin Shape on Mechanical Strength in Dissimilar Friction Stir Welding A6061-T6 and A5052-H32
Hee Sang Park*, Won Doo Choi+, Jun Bin Ko++, Young Ho Lee+++, Ki Seok Shin+++, In Chul Kim+++, Man Yong Choi++++
Abstract
Friction stir welding is a relatively new solid state joining process. A6061-T6 and A5052-H32 aluminium alloy has gathered wide acceptance in the fabrication of light weight structures requiring a high strength to weight ratio and good corrosion resistance. This friction stir process uses a non-consumable tool to generate frictional heat in the abutting surfaces.
The welding parameters such as tool rotational speed, welding speed, etc., and tool pin profile play a major role in deciding FSP zone formation in A6061-T6 and A5052-H32 aluminium alloy. Three different tool pin profiles have been used to fabricate the dissimilar butt joints. The formation of friction stir processed zone has been analysed macroscopically. Tensile properties of the joints have been evaluated and correlated with the friction stir processed zone formation.
Key Words : friction stir welding(마찰교반용접), counterclockwise(반시계방향), Al(알루미늄), Mg(마그네슘), Az(아연)
Table 1 Chemical composition of materials(Wt. %) Materials Si Mn Mg Cu Cr Fe Al A6061-T6 0.60 0.15 1.0 0.22 0.20 0.35 Bal.
A5052-H32 0.25 0.10 2.4 0.10 0.28 0.40 Bal.
Table 2 Mechanical properties of material
Materials
Mechanical properties Tensile
strength (MPa)
Yield strength
(MPa)
Elongation (%)
Hardness (Hv) A6061-T6 359 330 16 125
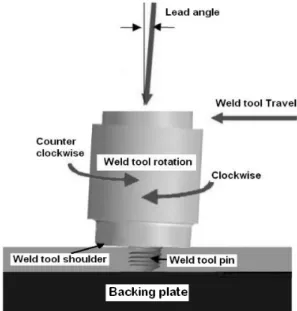
A5052-H32 240 210 23 77 Fig. 1 Typical weld tool and process parameters used in the FSW process
있다(1~3). 이러한 산업 환경에 맞춰 Al은 경량부재로 기계적
강도가 뛰어나 그 사용범위가 날로 늘어나고 있다.
이러한 알루미늄 등의 비철금속을 접합하는데 기존의 용융 용접보다는 열변형, 열응력 등을 감소시킬 수 있으며 용접 후 외관의 상태가 좋고 가공성과 장시간 가공시의 경제성, 기계 적 성능이 우수한 점이 부각되어 기존의 용접법과는 다른 새 로운 용접법인 마찰교반용접(friction stir welding: FSW)이 사용되고 있다. FSW는 1991년 영국에서 개발되어 현재 국 내외 산업현장에 점차 널리 사용되고 있는 추세이다(4~6).
하지만 FSW 기술은 용접에 사용되는 모재의 재질, 용접 조건, 툴과 핀 형상의 다양성에 따른 재료의 용접성도 큰 차 이를 보이기에 마찰교반용접에 가장 큰 영향을 미치는 부분 인 용접툴의 연구는 선진기술과 경쟁과 원천기술 확보를 위 해서 꼭 필요한 분야이다. 현재 FSW 기술이 널리 활용되려 하는 산업동향에 따라 다양한 Al, Mg, Cu, Az, Fe 재질의 특성을 이용하여 더 나은 기계적 성능을 나타내기 위한 이종 재료의 마찰교반용접이 다양하게 실험되고 있다(7~9).
기존에 발표되었던 논문들은 A6061-T6와 A5052-H32의 마찰교반용접의 경우 대부분 겹치기 용접을 주로 논문에서 다루어 맞대기 이종용접에 관한 내용을 찾기 힘들며, 또한 툴의 프로브형상에 따른 조직거동의 경우에 관한 논문들도 이종 맞대기 마찰교반용접에 관한 논문이 없는 상황에서 이 종알루미늄용접과 핀 형상에 따른 조직거동에 관한 논문을 제시하고자 하였고, 핀의 형상이 다른 마찰교반용접용 툴들 의 회전수를 변화시켜 시효경화형 A6061-T6과 가공경화형 A5052-H32 재질의 이종맞대기 용접을 실시하여 툴 특성에 따른 모재의 기계적 강도와 조직의 상태를 분석하여 최적의
용접조건을 찾아보았다.
2. 실험 재료 및 실험 방법
2.1 실험재료
본 실험에서는 시효경화형 A6061-T6과 가공경화형 A5052- H32 알루미늄 압출제를 길이 150mm 너비 80mm 두께 3.2 mmt로 제작하여 실험하였다. 시편을 맞대어 고정할 수 있는 고정장치에 시편을 물려 설치하여 맞대기 용접이 가능하도 록 수평을 맞춘 후 양단을 일정간격으로 고정하여 움직이지 못하게 하였다. 각각의 고정압은 일정할 수 있도록 나사의 회전비율을 맞추었으며 실험재료의 화학성분과 기계적 물성 치는 Table 1과 Table 2와 같다.
2.2 실험방법 2.2.1 용접조건
알루미늄 판재를 마찰교반용접의 실험조건을 수행 할 수 있는 조건을 갖춘 수직밀링머신의 배드 위에 알루미늄판재 를 고정하여 용접 작업 시 발생하는 열을 효율적으로 배출 해줄 수 있는 벡킹 플레이트와 클램프 장치를 결합한 고정 틀에 알루미늄 판재를 맞대어 위치시킨 후 옆면에 있는 간 격조절나사를 이용하여 알루미늄 모재 판과 판사이의 간격
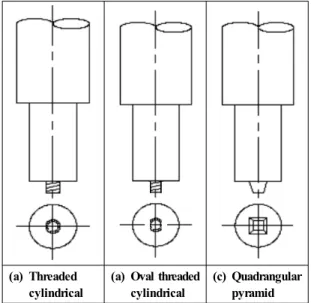
(a) Threaded cylindrical
(a) Oval threaded cylindrical
(c) Quadrangular pyramid Fig. 3 FSW tool pin profiles
Fig. 4 The Dimensions of specimen and tensile specimen Fig. 2 A6061 and A5052 friction stir welding
Table 3 F.SW condition of A5052 and A6061 Tilting
angle ( ° )
Spindle speed (rpm)
Welding speed (mm/min)
Rotation
Pressing depth (mm)
2.5
1600
600
counter- clockwise 0.3 1800 counter-
clockwise 0.3 을 없는 상태로 만든 후 Fig. 1과 같이 용접한다. 시편의 위 치는 Fig. 2와 같이 용접 진행방향에서 좌측(retreat side: RS) 은 A6061을 우측(advance side: AS)은 A5052를 위치시 켰다. 이와 같은 이유는 반시계 방향으로 용접시 대부분의 시편이 좌측인 RS 방향에서 모재가 AS부분 보다 얇아지 고 교반이 부족하여 파단되는 현상을 보였기에 이종용접시 기계적 강도가 훨씬 높은 A6061을 RS에 놓고 실험을 하 였다.
실험조건은 Table 3과 같으며 툴의 회전수와 이송속도 는 예비실험을 통하여 A6061-T6의 최대 인장강도 값을 나타냈던 회전수 2380rpm은 A5052에 적용했을 때 과도 한 버(Burr)를 발생시켜 본 연구의 실험조건은 1600rpm과 1800rpm의 회전수를 선정하였다. 또한 A6061과 A5052 에서 높은 인장강도 값을 보였던 600mm/min을 용접속도 로 선정하여 실험을 진행하였다.
압입은 툴의 숄더부가 닿는 순간을 기준으로 하였다. 툴의 재질은 SKD61 공구강으로 나사형(threaded cylindrical) 핀 을 갖은 툴(T tool)과 타원 나사형(oval thread cylindrical)
핀을 갖은 툴(O tool)과 사각뿔형(quadrangular pyramid) 핀 을 갖은 툴(Q tool)을 사용하였으며 각각의 형상은 Fig. 3 같다(10).
2.2.2 용접부의 미세조직 관찰
각각의 다른 조건에서 실험한 시편의 단면을 광학현미경 을 이용하여 각각의 용접조직들을 미세 관찰 하였다. 광학현 미경 관찰을 위해 일반적인 연마법을 이용하여 시편을 제작 하였고, 증류수 120ml, 질산 3ml, 염산 2ml, 불산 2ml를 사 용한 켈러시약을 사용하여 50 s로 1차부식후 20 s의 시간으 로 2차 부식하여 각각의 조직영역을 관찰하였다.
2.2.3 기계적 강도 특성 평가
시험에 사용한 마이크로 경도 시험기는 Matsuzawa사의 MMT-7으로 배율은 400배로 하여 하중은 200gf, 하중시간
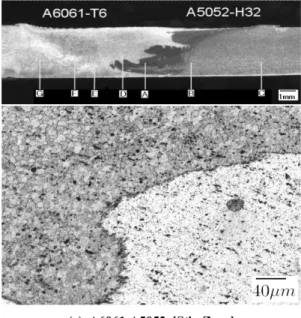
(a) A6061:A5052 [Stir Zone]
(b) A5052 [Thermal Mechanical Affect Zone]
(c) A5052 [Base Metal]
Fig. 5 Fig Micro structure of FSW on the cross section A6061 & A5052 : 1600rpm
은 10s로하여 경도를 측정하였고, 인장강도를 측정하기 위 하여 Fig. 4와 같은 시편을 제작하였고, 시험에 사용된 시험 기는 INSTRON 4484를 IX series 프로그램을 이용하여 컴 퓨터 제어하여 인장속도를 2mm/min로 하여 인장시험을 하 였다.
3. 실험결과 및 고찰
3.1 이종재료 용접부 조직
3.1.1 나사형 핀에 의한 이종용접부의 미세조직 이종재료의 마찰교반 맞대기용접시에 생성되는 교반형상 을 얻기 위해 조직관찰을 하였다. 조직은 미세조직과 거시조 직 관찰을 하였다. Fig. 5는 대표적인 A6061과 A5052 이종 용접부의 맞대기 용접부의 미세조직을 나타내고 있다.
Fig. 5의 전체적인 조직을 보면 A6061의 경우 교반부(stir zone), 기계적열영향부(thermal mechanical affect zone), 열영향부(heat affect zone), 모재(base metal)의 거동과 입 자의 형상을 제대로 나타내고 있는 반면 A5052의 경우 켈러 부식으로 A5052의 조직관찰이 쉽지 않음으로 각 입자들의 경계가 뚜렷하지 못한 점이 있었다. 그러나 A5052의 전체적 인 거동을 확인하는 데는 지장이 없었고, SZ 부근에서 두 모재가 만나서 경계를 이루는 부분을 확인 할 수 있었다.
Fig. 5의 (a)는 두 모재가 만나는 교반부의 경계에 대한 조직 형상을 좀 더 자세히 나타내 주고 있다. A6061의 경우 마찰교반용접시 교반부에서 나타나는 전형적인 미세한 조직형 태를 나타내고 있는 모습이 나타났으며, (b)에서는 A5052의 용접시 나타나는 물결무늬 거동의 형태를 확인할 수 있었다.
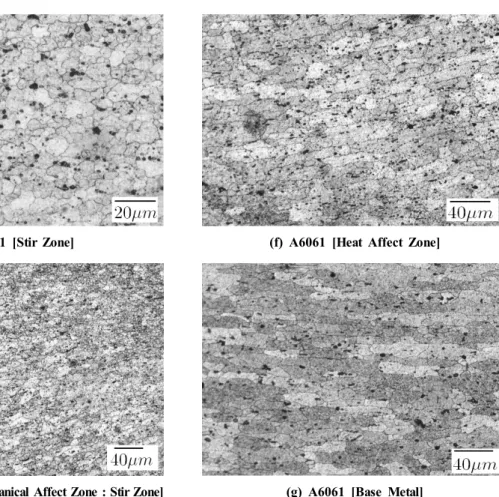
(c)는 A5052의 모재 부분의 미세조직을 나타내고 있으 며, (d)는 두 모재가 만나는 부분중에서도 A6061의 교반부 을 좀 더 세밀하게 나타내 주고 있다. (e)는 A6061의 SZ이 끝나고 TMAZ 부분의 형상으로 조직이 점점 조대화 되어 가는 모습을 나타내고 있다. (f)는 A6061의 HAZ를 보여주 고 있다.
앞에 살펴 본 그림들과 같이 조직의 조대화가 더욱 커져 (g)에서 보이는 모재부와 거의 비슷한 크기의 조직을 나태나 고 있지만 HAZ 부분에서는 아직 모재에 비해 조직이 조밀 하며 미세석출물들이 모재 부분에 비하여 좀 더 나타나는 조직을 보였다. 이와 같이 A6061과 A5052의 용접부 미세 조직을 살펴본 결과 두 이종재료의 용접과정에서 기공 등의 결함은 나타나지 않았으며, 동종의 재질로 용접하였을 때 나 타나는 마찰교반용접시의 조직거동과 다르지 않은 조직형상 을 보여주었으며 이는 두 재료의 용접이 문제없이 가능하다
(d) A6061 [Stir Zone] (f) A6061 [Heat Affect Zone]
(e) A6061 [Thermal Mechanical Affect Zone : Stir Zone] (g) A6061 [Base Metal]
Fig. 5 Fig Micro structure of FSW on the cross section A6061 & A5052 : 1600rpm
는 반증이 되겠다.
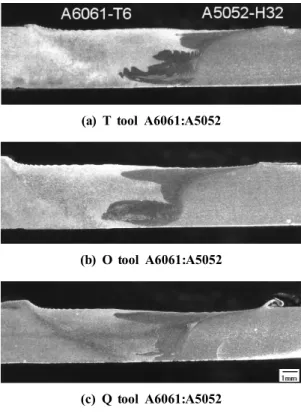
3.1.2 핀 형상에 따른 이종재료 용접부의 거시조직검토 Fig. 6과 Fig. 7에서 나타나듯이 T 툴 (a, d)의 거시조직 거동을 보면 A6061과 A5052의 섞임은 서로 다른 색상으로 다른 조직임을 쉽게 구분 할 수 있었다. 두 재질의 용접부는 A5052 기준으로 3층 형태의 여러 층이 톱니처럼 맞물려 섞 여 있으며, A5052의 TMAZ 부근까지 일부 접근하는 거동 을 보여주고 있다. 이렇듯 충분한 교반이 일어남에 따라 나 사형 핀을 반시계로 회전하였을 때 나타나는 용접부의 onion ring(11)을 확인할 수 있었다.
이와 같은 두 재질의 조직 거동을 통하여 A6061과 A5052 의 교반이 충분히 일어남을 확인 할 수 있다. 그러나 O 툴인 (b, e)의 경우는 A6061과 A5052의 교반이 2층으로 이루어 진 형태를 유지하고 있으나, 전체적으로 T 툴에 비해 교반이
단조롭게 이루어진 형태를 보여주고 있다. 이는 나사형 핀에 비하여 타원 나사형 핀의 교반능력이 상대적으로 충분하지 못함을 나타낸다 하겠다. 교반부의 조직거동 또한 onion ring이 거의 나타나지 않았으며, 이는 용접부의 기계적 성능 에 영향을 미치리라 판단된다.
Q 툴인 (c, f)의 경우 T 툴과 O 툴과는 다르게 A5052 조 직이 A6061의 상층부로 향하는 단층 거동을 보여주고 있다.
또한 양쪽 재료가 거의 대칭인 상황으로 보일 만큼 O툴 보다 교반이 충분히 이루어지지 않음을 볼 수 있다.
1600rpm과 1800rpm에서 나타난 결과는 회전수가 많아 짐으로 인해 용접부에 가해지는 열과 회전수의 증가로 늘어난 교반력으로 인해 용접부의 교반량이 늘어남에 따라 A5052에 서 A6061의 경계로 넘어가는 범위가 늘어남을 Fig. 7을 통 하여 확인 할 수 있다. 1600rpm의 T 툴의 경우 A6061이 A5052의 교반 상층부를 통해 A5052의 TMAZ까지 다다르
(a) T tool A6061:A5052
(b) O tool A6061:A5052
(c) Q tool A6061:A5052
Fig. 6 Macro structural variation with various welding conditions : (a)T tool (b) O tool (c) Q tool : 1600rpm
(d) T tool A6061:A5052
(e) O tool A6061:A5052
(f) Q tool A6061:A5052
Fig. 7 Macro structural variation with various welding conditions : (a)T tool (b) O tool (c) Q tool : 1800rpm
Table 4 Rotation and structure of tools
Tool Threaded cylindrical
Oval threaded cylindrical
Quadrangular pyramid Rotation 1600 1800 1600 1800 1600 1800
Macro
structure3 layer 3 layer 2 layer 2 layer 1 layer 1 layer 는 반면 1800rpm에서는 이러한 현상이 줄어들고 오히려
A5052의 거동이 A6061쪽으로 향하여 전체적으로 대칭형 의 거동을 보여주고 있다.
특히 O 툴과 Q 툴의 경우 상층부와 하층부를 통하여 동시에 A5052의 범위가 확대되고 있음을 보여주고 있다. 이는 A6061에 비해 상대적으로 강도가 낮은 A5052 재질이 높은 입열과 늘어난 회전수에 따라 유동이 활발해진 상태에서 상대 적으로 강도가 높은 A6061의 유동 또한 활발하게 일어날 수 있는 조건이 갖춰짐에 따라서 A6061 재질이 초기에 지니 고 있던 기계적 성질이 약화됨에 따라 인장강도가 상대적으로 약한 A5052 재료의 범위가 용접부에 확대되었다 할 수 있다.
3.2 핀 형상에 따른 기계적 강도 3.2.1 핀의 형상에 따른 인장 및 연신율
실험결과 전체적으로 Fig. 8에서 보는 것과 같이 최고 인장 강도값을 나타낸 툴은 T 툴로 1800rpm에서 234MPa를 나타 냈고, 최저 인장강도값 또한 T 툴로 1600rpm에서 231MPa로
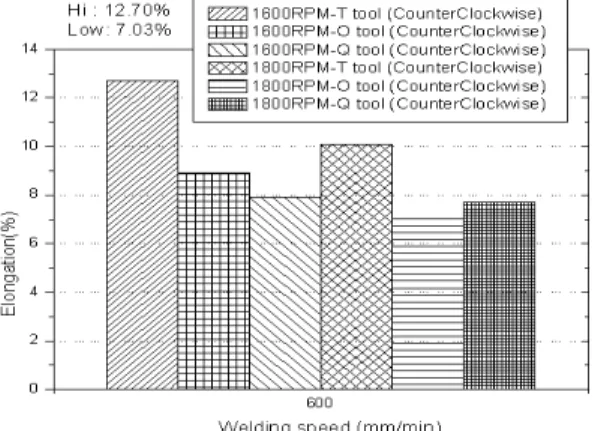
거의 차이가 나지 않았다. 그러나 Fig. 9에서 보듯이 툴에 따른 연신율의 비교를 보면 T 툴로 용접한 용접시편에서 다른 툴로 용접한 시편보다 더 높은 연신율이 나타남을 알 수 있다.
이와 같은 현상은 앞선 Fig. 6과 Fig. 7의 거시적 조직검토 를 통하여 확인했던 결과와 영향이 있다 하겠다. T 툴의 경 우는 A6061과 A5052의 교반이 충분하게 일어 난 반면에 O 툴과 Q 툴의 경우는 교반이 충분하게 발생하지 않는 거동 을 보여 주었다. 이러한 차이가 인장강도의 차이에는 크지 않은 차이를 나타냈지만 각각의 툴을 이용한 용접부의 연 신율의 차이를 만들어 내게 되었다 하겠다.
Fig. 8 Tensile strength comparison of T, O, Q tools : A6061 & A5052
Fig. 9 Elongation comparison of T, O, Q tools : A6061
& A5052
(a) T tool 1600rpm 600mm/min
(b) T tool 1800rpm 600mm/min
Fig. 10 Fracture appearance of A6061 & A5052 : (a) 1600rpm (b) 1800rpm : 600mm/min
이와 같은 강도와 물성치가 다른 이종재질의 충분한 교반 은 Fig. 10과 같이 용접한 시편의 파단이 모재와 HAZ부 사 이에서 일어남에 따라 연신율의 차이가 Fig. 9에서 보이는 것처럼 확연이 나타남을 파악할 수 있다. 또한, T 툴이 아닌 교반이 부족했던 O 툴과 Q 툴의 연신율은 시험편의 파단이 TMAZ에서 일어남에 따라 연신율이 떨어지는 결과를 가져 오게 된다.
Fig. 10과 같이 T툴의 1600rpm, 600mm/min로 용접한 시험편의 파단면이 A5052의 HAZ와 SZ에서 파단되는 현 상을 보인 또 다른 이유는 용접부의 양호한 용접뿐만 아니라 모재의 인장강도 차이에 따른 이유로 A6061의 인장강도 (359MPa)와 A5052의 인장강도 (240MPa)의 차이에서 보듯
이 큰 인장강도의 차이로 인해 나사툴을 이용하여 반시계방 향으로 마찰교반용접시 파단이 발생하는 RS 부분에 A5052 보다 인장강도가 높은 A6061이 인장하중을 견딤에 따라 두 재질의 교반이 충분히 이뤄졌을 때는 상대적으로 인장강도 값이 낮은 A5052에서 파단이 나타난 현상과도 관계가 있다.
이종용접시 인장강도의 경우 동종재료의 A6061 -T6의 마 찰교반용접시 나사형 핀의 용접에서 나타난 인장강도값 266 MPa과 사각뿔형 핀의 269MPa의 인장강도에(10) 미치지 못 하는 결과를 보여주었으며, A5052의 용접시 모재인장강도 대비 95%를 나타내는 결과와(12)본 실험을 비교하였을 때 본 실험 또한 96% 이상의 결과를 나타냄에 따라 이종용접시의 인장강도는 A5052의 경향을 나타냈다.
3.2.2 이종용접부의 경도
Fig. 11은 가장 높은 인장강도 값을 보인 T툴의 1800 rpm, 600min/mm에서의 경도를 측정한 결과로 A6061과 A5052 재료간의 경도차이가 뚜렷하게 나타나고 있다. 좌측 에 위치한 A6061의 경우 기계적 열영향부(TMAZ) 부근에 서 경도값이 82Hv로 일시적으로 낮아지는 현상을 보였으나 이 역시 A5052의 모재 경도값인 77Hv에 비하여 높은 수치 를 보임을 알 수 있다.
전체적으로 A6061의 높은 경도값이 교반부를 중심으로 A5052의 낮은 경도 값과 공존하는 현상을 알 수 있었다. 열 처리된 A6061재질은 교반부 95Hv, 기계적열영향부 80Hv, 열영향부 105Hv, 모재부 125Hv 이상으로 경도값이 확연한 차이를 보였다. 하지만 A5052의 경우 교반부 63Hv와 모재부 74Hv로 큰 차이가 발생하지 않았다. 이는 시효경화형 재질인
-15 -10 -5 0 5 10 15 60
70 80 90 100 110 120 130
Distance from the welding center (mm)
Hardness (Hv)
A6061:A5052 T-1800rpm-600mm/min
Fig. 11 Tensile strength comparison of T, O, Q tools : A6061 & A5052
A6061의 경우 교반부에서 결정립이 미세화된 상태로 동적재 결정이 함께 발생하고 용접 후 급냉하는 과정에서 경도의 회 복이 발생하지만 가공경화형 A5052의 경우 이러한 현상에 의한 경도의 차이가 크게 나타나지 않았다. 두 재료 모두 용접 부에서 경도가 저하되는 현상이 발생하였는데 이는 마찰용접 시 발생한 마찰열에 의하여 재료가 연화되었다는 증거를 나 타내는 것으로 시효경화형인 A6061뿐만 아니라 A5052도 마 찰열에 의한 연화가 발생함을 파악 할 수 있다.(13)
A6061-6과 A5052-H32의 이종 맞대기 마찰교반용접 실 험결과 인장강도의 경우는 큰 차이가 나타나지 않았지만 연 신율을 고려한 성능의 차이는 T 툴의 성능이 가장 뛰어남을 파악할 수 있었으며, 이러한 영향은 용접부의 피로시험에 큰 영향을 미치리라 생각된다.
4. 결 론
마찰교반용접법을 활용하여 3가지 형태의 툴을 제작하여 두 께 3.2mmt의 시효경화형 A6061-T6과 가공경화형 A5052-H32 판재의 이종 맞대기 마찰교반용접을 실험하였으며 연구 결 과는 다음과 같다.
(1) A6061-T6와 A5052-H32의 이종 맞대기 마찰교반용접 시 결함이 없는 양호한 용접성능을 나타냈으며, 용접부 의 조직도 마찰교반용접에서 나타나는 조직과 크게 다 르지 않은 형상을 타나냈다.
(2) 이종 맞대기 마찰교반용접시 시편의 위치는 파단이 발생 하는 retreat side에 기계적강도가 높은 A6061-T6을 설치 하였음에도 A5052-H32에서 파단이 발생하였다.
(3) 이종 맞대기 마찰교반용접시 툴의 핀 형상에 의한 교반 거동은 T 툴의 경우 3층으로, O 툴의 경우 2층으로, Q 툴의 경우 단층의 교반부를 나타냈다.
(4) T, O, Q 툴을 이용한 용접부의 인장강도는 230MPa~234 MPa로 큰 차이가 없었으나, 전체적으로 A6061-T6의 모재 대비 65%에 그쳤고, A5052-H32 모재 대비 96% 정도의 값을 보였으며, 연신율은 T툴이 10~13%로 높은 결과를 보였다.
참 고 문 헌
(1) Kallee, S. and Nichola, D., 1998, “Application of Friction Stir Welding to Lightweight Vehicles,”
Proc. of IBEC 98, Detroit, Michigan, 29 sept-1 OCt., SAE, pp. 330~335
(2) Arbegast, W. J. and Hartley, P., 1999, “Friction stir weld technology development at Lockheed Martin Michoud Space System -an overview,”
Proc. Intl. Conf. on Trends in Welding Research, eds. J. M. Vitek, S.A. David, J.A. Johnson, H.B.
Smartt and T. Deb-roy, ASM International, Materials Park, Ohio, pp. 541~546.
(3) Chang, W. S., Choi, K. Y., Kim, S. H., and Kweon, Y. G., 2001, “Some Aspects of Friction Stir Welding and Its Application Technologies,”
Journal of Korean Welding Society, Vol. 19, No. 6, pp. 7~15.
(4) Thomas, W. M. et, 1991, “Friction Stir Butt Welding,” International Patent Application No.
PCT/GB92 Patent Application No. 9125978.8.
(5) Dawes, C. J., 1995, “An introduction to friction stir welding and its development,” Welding and Metal Fabrication, Vol. 63, No. 1, pp. 13~14.
(6) Dawes C. J., and Thomas, W. M., 1996, “Friction stir process welds aluminum alloys,” Welding Journal USA., Vol. 75, No. 3, pp. 41~45.
(7) Bangg, K, S., Lee, W. B., Yeon, Y. M., and Jeung, S. B., 2002, “Study on properties of joints of dissimilar materials Al(5083)/Al(6005) by FSW,”
The korean Welding Society, Priceedings of the Korean Welding Society Conference, pp. 109~111.
(8) Kim, H. J., Cheon, C. K., Kim, S. H., and Chang, W. S., 2006, “Microstructures and Mechanical Properties of the Friction Stir Welded Dissimilar joint of AZ31B/A6061,” Journal of Korean Welding Society, Vol. 34, No. 4, pp. 6~10.
(9) Shigematusu, I., Kwon, Y. J., Suzuki, K., Imai, T., and Sito, N., 2003, “Joining of 5083 and 6061 aluminum alloys by friction stir welding,”
Journal of Materials Science Letters, Vol. 22, No. 5, pp. 353~356.
(10) Park, H. S., Lee, Y. H., Choi, W. D., and Ko, J. B., 2008, “A study on the effect that pin shape and welding speed have an influence on mechanical
strength in friction stir welding Al6061-T6,” Journal of the Korean Society of Machine Tool Engineers, Vol. 17, No. 4, pp. 22~28.
(11) Rajesh, S. R., Bang, H. S., Chang, W. S., Kim, H. J., Oh, C. I., and Chu, J. S., 2007, “Numerical determination of residual stress in friction stir weld using 3D-analytical model of stir zone,”
Journal of Materials Processing Technology, Vol.
187~188, pp. 224~226.
(12) Lee, W. B., Kim, S. W., Lee, C. Y., and Cheng, S. B., 2004, “Effect of Welding Parameters on the Friction Stir Weld ability of 5052 Al alloy,”
Journal of Korean Welding Society, Vol. 22, No. 3, pp. 69~76.
(13) Jang, S. K., 2003, “An experimental study on lap joint using FSW with 2mmt Aluminum Alloy plate,” Journal of the Korean Society of Marine Engineers, Vol. 27, No. 6, pp. 728~735.