냉각판으로 제조한 반응고 AM100A 마그네슘 합금의 미세조직 및 열간 압출성
김대환·성영록·심성용·이상용 *·김광삼 **·임수근† i-Cube Center, 항공기 부품 연구소, 경상대학교
*한국 폴리텍 VII대학 진주캠퍼스, **연암 공업 대학
The Microstructures and Hot Extrudability of Semi-solid AM100A Magnesium Alloy Fabricated by Cooling Plate
Dae-Hwan Kim, Young-Rock Sung, Sung-Yong Shim, Sang-Yong Lee*, Kwang-Sam Kim**, and Su-Gun Lim† i-Cube center, ReCAPT, Gyeongsang National University, Jinju 660-701, Korea
*
Jinju Campus of KOREA POLYTECHNIC VII, **Yonam Institute of Digital Technology, Jinju 660-750, Korea
Abstract
In this study, we investigated optimum condition of cooling plate method to obtain semi-solid AM100A Mg alloy with fine and globular morphology. AM100A Mg alloy were hot extruded at 380
oC extrusion temperature under extrusion ratio of 25 : 1 and ram speed of 2.4 mm/sec. Vickers hardness test, optical microscopy, scanning electron microscopy, and image analyzer were performed to identify the optimum conditions of cooling plate method. Optimum conditions of cooling plate method to fabricate semi-solid AM100A Mg alloy with fine and globular microstructures were achieved at a pouring temperature of 602
oC and the angle of cooling plate of 60 degree.
Key words : Cooling plate, Hot extrusion, Semi-solid, AM100A alloy.
(Received May 17, 2009 ; Accepted June 20, 2009)
1. 서 론
AM100A 마그네슘 합금은 Al과 미량의 Mn을 합금화 원소 로 포함하고 있으며 이 합금 원소들로 인해 다른 마그네슘 합 금에 비해 우수한 인장 강도와 항복강도, 그리고 연신율을 나 타낸다. 또한, 이 합금은 6 mass% 이상의 Al을 포함하고 있어 T5, T6 등의 열처리를 통한 기계적 특성을 향상시킬 수도 있 다[1-2]. 이 때문에 항공기탑재부품(Airframe Mounted Accessary Driver) End-Cap의 소재로 사용되었으나, 합금 소재의 낮은 피로 강도로 인하여 부품 교체 주기가 짧고, 성형성 또한 낮 아 Al 합금으로 대체되고 있다. 이에 본 연구에서는 성형성 및 기계적 특성이 향상된 AM100A 마그네슘 합금을 제조함으로 써 경량 소재로의 적용이 가능할 것으로 보고, 성형성 향상을 위한 방법 중 반응고 법으로 제조하여 이를 해결하고자 한다.
반응고 소재의 제조법은 크게 교반법과 무교반법으로 분류되 고, 교반법에는 기계적 교반, 전자기적 교반, 초음파 교반 등이 있으며, 무교반법에는 냉각판을 이용한 방법이 있다[3-8]. 피로 특성은 열처리, 고주파 담금질, 침탄처리, 질화처리 그리고 숏 피닝 등의 방법들에 의해 향상될 수 있으나, 소재의 비용을
증가시키는 요인이 된다. 이에 본 연구에서는 이러한 특성 향 상을 위해서는 반응고 소재를 적용하면 해결될 것으로 생각되 어 반응고 제조법 중 무교반법인 냉각판법을 적용하였다. 저자 들은 이 무교반법인 냉각판법을 이용하여 비교적 간단하게 초 정을 미세화, 구상화 된 반응고 잉곳을 제조한 결과를 보고한 바 있다[8-9].
본 연구는 냉각판을 이용한 반응고 AM100A 마그네슘 합금 을 제조하여, 마그네슘 합금의 성형성 및 기계적 특성을 향상 시키기 위한 기초 연구로서 가장 미세하고 구형의 초정을 가 지는 반응고 빌렛의 최적 조건과 열간 압출성을 평가하였다.
2. 실험 방법
본 연구에서 냉각판 최적 제조 조건 도출을 위하여 사용한 합금은 AM100A 마그네슘 합금이며, Table 1에 이 합금의 화학적 조성을 나타내었다. 합금의 용해를 위하여 전기 저항로 를 사용하였고, 용해 시 합금의 산화로 인한 용탕의 소실을 줄이기 위하여 Ar가스 분위기에서 용해하였으며, C
2Cl
6분말을 용탕표면에 미량 도포하였다.
†E-mail : [email protected]
냉각판으로 제조한 반응고 AM100A 마그네슘 합금의 미세조직 및 열간 압출성 -김대환·성영록·심성용·이상용·김광삼·임수근
−145
−반응고 금속을 제조하기 위하여 사용한 실험 장치로는 동 합금으로 만든 냉각판을 사용하였으며, 이 실험 장치의 개략도 를 Fig. 1에 나타내었다. 반응고 합금 최적 제조 조건은 냉각 판 길이 및 몰드의 상태를 각각 200 mm 및 예열(592
oC) 한 상태로 고정 후, 용탕의 주입온도 와 냉각판의 각도를 주요인 자로 설정하여 가장 미세하고 구형의 초정을 갖는 실험 조건 으로 설정하였다.
이후 최적 조건에서 제조된 빌렛을 압출온도 380
oC, 램속도 2.4 mm/sec, 압출비 25 : 1의 조건하에서 열간 압출하였으며, 금형주조하여 제조한 빌렛과 비교 평가하였다.
3. 결과 및 고찰
3.1 냉각판에 의한 결정립 미세화
Fig. 2 는 AM100A 마그네슘 합금 빌렛의 제조 방법에 따른 미세조직 변화를 나타내었다. Fig. 2(a)의 일반 주조에 의해 제조된 잉곳의 경우, 200~350 µ m 크기의 조대한 수지상 조직 을 갖는 초정을 관찰할 수 있었고, Fig. 2(b)의 금형 주조 후 수냉한 빌렛의 경우 일반 주조에 의한 잉곳의 초정 크기에 비 해 감소하였으나 초정의 크기가 약 150~200 µ m 의 rossete 형 상의 조직을 가짐을 관찰 할 수 있었다.
반면, 냉각판에 의해 제조된 Fig. 2(c)의 경우, 미세하고 구 형에 가까운 형상의 초정을 갖는 것으로 관찰되었으며, 화상 분석기를 이용한 초정의 크기를 측정한 결과는 평균 초정의 크기가 60 µ m 로 (a)와 (b)에 비해 현저하게 미세해진 것을 알 수 있었다. 이는 다른 두 방법에 비해 냉각판법이 미세한 등 축정을 유리시킨 후 빠른 응고 속도로 합금 빌렛을 제조 할 수 있기 때문으로 사료된다.
Fig. 3 은 각 제조 방법에 따른 시편의 초정과 공정상의 형 상 및 분포를 주사전자현미경으로 관찰한 결과이다.
Fig. 3(a) 의 일반주조를 행한 이 합금의 경우 느린 응고과정 에서 수지상 조직의 조대한 초정이 정출 한 후, 잔류 액상에 서 나타난 Mg
17Al
12상과 첨가원소의 확산으로 인한 층상의 Mg
17Al
12상을 관찰 할 수 있었다. Fig. 3(b)의 금형 주조 후 수냉한 빌렛의 경우와 Fig. 3(c)의 냉각판 법을 이용한 경우에 서는 잔류 액상에서 나타난 Mg
17Al
12상이 미세한 초정 주위 로 균일하게 분포하는 것을 관찰 할 수 있었으나, 다소 빠른 냉각속도에 의해 층상의 Mg
17Al
12상은 관찰되지 않았다.
이상의 실험 결과에서, 냉각판에 의한 빌렛 제조는 빠른 냉 각속도에 의해 미세한 초정 주위로 균일하게 공정상을 분포시 킬 수 있었으며, 미세하고 균일한 구형의 초정을 얻을 수 있 는 방법임을 확인 할 수 있었다.
Table 1. Chemical composition of AM100A Mg alloy(mass%).
Al Zn Mn Si Fe Ni Cu Mg
10.10 0.11 0.30 0.03 0.001 0.0008 0.002 Bal.
Fig. 1. Schematic diagram of inclined cooling plate.
Fig. 2. The optical microstructures of AM100A Mg alloy fabricated by (a) as-cast, (b) permanent mould casting, and (c) semi solid method.
Fig. 3. SEM micrographs of AM100A Mg alloy fabricated by (a) as-cast, (b) permanent mould casting, and (c)semi solid method.
3.2 냉각판 최적 조건
미세하고 구형인 초정을 정출시키기 위한 냉각판 최적 조건 을 설정하기 위하여, 용탕의 주입온도와 냉각판 각도 변화에 따른 AM100A 마그네슘 합금의 미세조직 변화를 관찰하였다.
냉각판의 길이와 몰드 상태를 일정하게 유지한 뒤, Table 2의 실험 순서의 제조 조건에 따라 제조한 합금 빌렛의 미세조직 변화를 Fig. 4에 나타내었다. 원소재로 사용된 잉곳의 조직과 금형주조 후 수냉하여 제조한 AM100A 마그네슘 합금 빌렛의 미세조직과 비교 하였을 때, 냉각판으로 제조된 모든 빌렛의 조직은 아닌 미세하고 구형에 가까운 초정을 가짐을 관찰하였 으며, 용탕 주입온도가 증가할수록, 냉각판 각도가 낮아질수록 초정의 크기는 조대해지는 것으로 나타났다. 그리고 Table 2의 실험 순서에 제조된 빌렛 중 5번과 7번 시험 제조 조건의 광 학 현미경 조직이 다른 것에 비해 미세하고 구형화 하는 초정 을 정출하는 것으로 나타났다.
각 실험의 미세조직에 나타난 초정 크기 및 구형화도를 화 상분석기를 이용하여 측정하여 Fig. 5에 나타내었다. 화상 분 석기를 이용한 초정의 크기 및 구형화도를 측정한 결과, 냉각 판으로 제조된 합금 빌렛의 초정의 크기는 50 µ m~70 µ m로 나타났고, 용탕의 주입온도가 높아질수록, 냉각판 각도가 감소 할수록 조대해지는 것으로 나타났다. 용탕 주입온도와 냉각판 각도 변화에 따른 초정의 크기 변화는 용탕의 주입온도가 602
oC에서 622
oC로 변화했을 때 평균 14.3 µ m, 냉각판 각도 가 40
o에서 60
o로 변화했을 때 평균 7.5 µ m 로 증가하였다. 그
리고 초정의 구형화도는 1.35~1.51로 나타났으며, 용탕 주입 온도가 낮아질수록, 냉각판 각도가 증가할수록 구형화 하는 것 으로 나타났다. 이상의 결과로 비춰볼 때 냉각판 법으로 AM100A 마그네슘 합금을 제조할 시, 초정의 크기 변화는 냉 각판 각도보다 용탕의 주입온도가 보다 더 큰 영향을 미치는 것으로 나타났으며, 이 후 냉각판 법을 이용하여 이 합금 빌 렛을 제조할 시에 냉각판 각도보다 용탕의 주입온도에 더 큰 비중을 두어야 할 것으로 사료된다.
Fig. 6 은 냉각판 경사각도의 변화에 따른 초정의 크기 변화 및 분포를 정규분포곡선으로 나타낸 것으로써, 초정의 크기 변 화가 현저한 시편 1번, 4번, 7번의 합금 빌렛을 비교하였다.
Fig. 6 에서는 냉각판 경사각도가 증가할수록 미세하고 구형화에 가까운 초정을 가지고 비교적 균일한 크기의 초정으로 분포함 을 알 수 있었으며, 이러한 결과는, 냉각판의 각도가 증가함에 따라 상대적으로 낮은 주입온도에서 냉각판 상에 흐르는 용탕 이 냉각판과의 접촉시간이 감소하게 되어 결정 유리를 일으킬 수 있는 과냉도를 실현할 수 있었기 때문으로 사료된다.
그리고 Kim과 Lim[8]은 냉각판으로 제조한 A356 알루미늄 합금의 경우, 냉각판 경사각도가 증가할수록 초정의 크기는 조 대해 진다고 보고하였으나, 본 연구의 AM100A 마그네슘 합 금에서는 상반된 결과가 나타났다. 이러한 결과는 상대적으로 마그네슘 합금이 알루미늄 합금보다 비열은 높지만, 동일한 부 피에서 마그네슘 합금이 약 1.7배 더 가벼워 온도 변화가 크 Table 2. Experimental procedure for optimum condition of cooling
plate.
Control factor No.
Angle of cooling plate(degree)
Pouring temp.(
oC)
1 40 602
2 40 612
3 40 622
4 50 602
5 50 612
6 50 622
7 60 602
8 60 612
9 60 622
Fig. 4. The optical microstructures of AM100A Mg alloy with different experimental conditions.
Fig. 5. The size and aspect ratio of primary phase of AM100A Mg
alloy with different experimental conditions.
냉각판으로 제조한 반응고 AM100A 마그네슘 합금의 미세조직 및 열간 압출성 -김대환·성영록·심성용·이상용·김광삼·임수근
−147
−기 때문이라고 생각된다. 이로 인해, 냉각판 표면상에서 과냉의 효과가 증가하게 되고, 합금 용탕이 냉각판 상을 흐르면서 이 과냉의 효과가 크게 나타나 초정의 정출이 더 활발히 일어나 게 된다. 그리고 이렇게 정출한 초정은 냉각판의 각도가 증가 하면, 냉각판과 용탕의 접촉시간이 감소하여 냉각판 상에서 응 고하지 않고, 냉각판 표면에서 유리되어 미세한 초정으로 존재 하여 금형까지 주입된 결과라고 본다.
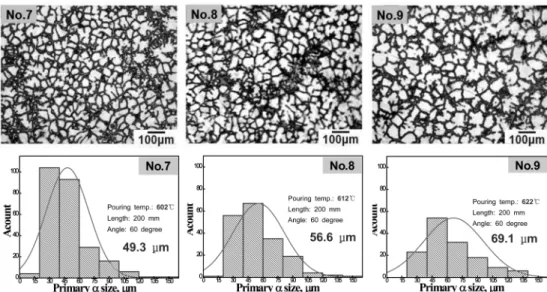
Fig. 7 은 용탕 주입온도 변화에 따른 초정의 크기 변화 및 분포를 정규분포곡선으로 나타낸 것으로써, 초정의 크기 변화가 가장 큰 시험 7번, 8번, 9번의 실험 조건에서 제조된 합금 빌 렛의 금속현미경 조직을 비교하였다. 용탕 주입 온도 변화에 따른 초정의 크기 변화 및 분포는 용탕 주입온도가 높을수록 초정의 크기는 조대하고 다양한 크기의 초정이 분포하며, 낮을 수록 미세하고 균일한 크기의 초정이 분포하는 것으로 나타났 다. 이 결과는 냉각판 상에서 생성되어 유리된 결정이 용탕의 주입 온도가 낮으면 유리된 대부분의 결정들이 핵으로 생성되
어 성장을 하지만, 용탕의 주입 온도가 높으면 일부만이 핵으로 성장하고 나머지 결정은 재용해되기 때문이다[11]. 그리고 주입 온도가 높을수록 합금의 응고속도가 느려져 초정의 조대화가 일어나고, 초정의 조대화에 의한 불규칙한 핵 성장이 일어나기 때문에 다양한 크기의 초정이 분포하는 것으로 생각된다.
냉각판 최적 조건을 설정하기 위한 이번 실험에서, 가장 미 세하고 구형에 가까운 초정을 가지는 조건은 7번 실험 조건으 로 용탕 주입온도 602
oC, 냉각판 각도 60
o로써 이때의 평균 초정의 크기는 49 µ m로 나타났다.
3.3 열간 압출
냉각판 최적 조건에서 제조한 반응고 빌렛과 금형주조에 의 해 제조한 빌렛을 직경 45 mm, 길이 70 mm로 기계 가공하여 램 속도 2.4 mm/sec, 압출비 25 : 1, 압출온도 380
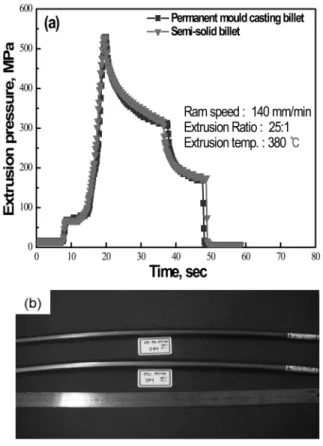
oC 조건하에 서 열간 압출하였을 때의 압출시의 압력 변화와 제조된 두 압 출재의 실물 사진을 각각 Fig. 8의 (a)와 (b)에 나타내었다.
Fig. 6. The optical microstructures and distribution of Primary α size of AM100A Mg alloy with the variation angle of cooling plate at 602
oC.
Fig. 7. The optical microstructures and distribution of primary α size of AM100A Mg alloy with variation of pouring temperature at 60
o.
마그네슘 합금은 압출 가공 시에 산화에 의하여 흑갈색으로 변색하는 동시에 양단부에 미소한 균열이 발생하고 균열이 크 게 진전하는 경우가 많다. 본 실험의 압출 조건에서는 두 압 출재 모두 표면의 산화나 미소 균열등이 관찰되지 않았으며, 표면이 아주 미려한 압출재를 제조할 수 있었다. 하지만, 두 빌렛을 압출하기 전, 압출을 위한 최대 압출 압력이 금형주조 에 의한 빌렛보다 미세하고 구형의 초정을 갖는 반응고 합금
빌렛이 보다 더 적은 압력으로 압출 될 것이라 예상하였지만, 압출 결과 큰 차이가 없음을 Fig. 8(a)에서 확인할 수 있었다.
이는 압출 압력의 변화에 미세 조직이 미치는 영향보다 압출 방법, 압출비, 압출온도, 변형속도, 금형과 컨테이너에서의 마찰 조건 등의 주요 인자가 미치는 영향이 크기 때문으로 생각되며, 추후 이에 대한 연구가 더 진행되어야 할 것으로 사료된다.
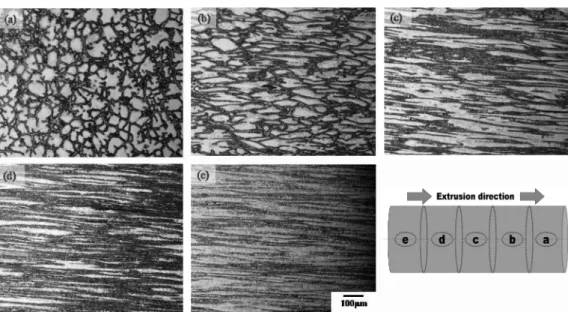
Fig. 9 와 Fig. 10은 각각 금형주조 압출재와 반응고 압출재 의 정상 상태 도달 부위를 알아보기 위하여 압출 초기부에서 부터 약 300 mm부위까지 50 mm 간격으로 절단하여 압출 부 위별 미세조직 관찰하여 나타내었다. 25 : 1의 압출비로 압출 하였을 때, (a)압축대, (b)(c)(d) 변형대 및 (e) 최종 정상상태 의 압출재의 조직을 보여 주는 것이다.
Fig. 9 의 금형주조 압출재의 경우, 조대한 수지상 조직이 압 출 응력에 의해 연신되는 과정을 관찰할 수 있었고 압출금형 을 통과하면서 연신된 조직은 열간 압출을 행하는 동안 동적 재결정에 의하여 압출재의 정상 상태 부위에서 아주 미세한 등축 조직을 관찰할 수 있었다. 이는 두 압출재 모두에서 관 찰할 수 있었으며 압출재의 기계적 특성이 압출 이전의 빌렛 보다 향상되는 원인이라 생각되며, 간단한 경도 측정 시험 결 과로 확인할 수 있었다.
Fig. 10의 반응고 압출재의 경우, 금형주조 압출재의 정상 상태부가 평균 약 250 mm 이후에서 나타나는데 비해, 압출재 의 정상 상태부는 평균 200 mm 전·후로 변형대 구간이 짧음 을 관찰할 수 있었다. 이는 반응고 압출용 빌릿이 금형주조에 의해 제조된 빌릿보다 더 미세하고 구형화 된 초정을 가지고 있어 조대한 수지상 조직을 지닌 금형 주조한 빌렛보다 열간 압출시 받는 응력 전달이 더 용이했기 때문이라 사료된다.
4. 결 론
본 연구에서는 반응고 AM100A 마그네슘 합금 제조를 위하 여 경사 냉각판법의 최적 조건을 설정하였고, 이 최적 조건에 서 제조한 빌렛을 열간 압출 후, 다음과 같은 결론을 얻었다.
Fig. 8. The extrusion pressure and its extrudates of semi-solid and permanet cast AM100A. (a) The variation of extrusion pressure and (b) the photographs of its extrudates.
Fig. 9. Optical microstructures of permanent mould casting AM100A Mg alloy billet as extrudate position (a) compaction zone, (b), (c), (d)
deformation zone and (e) extrudates.
냉각판으로 제조한 반응고 AM100A 마그네슘 합금의 미세조직 및 열간 압출성 -김대환·성영록·심성용·이상용·김광삼·임수근
−149
−1) 경사 냉각판법을 이용하여 60 µ m 미만의 미세하고 구형 화 된 초정을 갖는 AM100A 마그네슘 합금 빌렛 제조가 가 능하였다.
2) 가장 미세하고 구형화 된 초정을 갖는 경사 냉각판법의 최적 조건은 용탕의 주입 온도 602
oC, 냉각판 경사각도 60
o로 이때의 평균 초정의 크기는 49.3 µ m 이었다.
3) 압출온도 380
oC, 램속도 2.4 mm/sec, 압출비 25 : 1의 열 간 압출조건에서 표면이 미려한 압출재를 재조할 수 있었다.
4) 압출재의 정상 상태부는 금형주조 압출용 빌릿보다 더 미 세하고 구형화 된 초정을 가지는 압출용 빌렛에서 먼저 관찰 되었다.
감사의 글
본 연구는 교육과학기술부와 한국산업기술재단의 지역혁신인 력양성사업으로 수행된 연구결과임.
참고문헌