한국표면공학회지 J. Korean Inst. Surf. Eng.
Vol. 49, No. 5, 2016.
http://dx.doi.org/10.5695/JKISE.2016.49.5.439
<연구논문>
ISSN 1225-8024(Print) ISSN 2288-8403(Online)
함정용 패키지 에어콘 응축기 핀튜브(Cu-Ni 70/30) 누설파괴 원인 분석
박형훈a, 황양진b, 이규환b,*
a국방기술품질원 부산센터, b재료연구소 표면기술연구본부
Failure Analysis of Condenser Fin Tubes of Package Type Air Conditioner for Navy Vessel
Hyoung Hun Parka, Yang Jin Hwangb, Kyu Hwan Leeb,*
a
Busan Center, Defense Agency for Technology and Quality, Busan 48250, Korea
b
Surface Technology Division, Korea Institute of Materials Science Changwon, 51508, Korea
(Received October 11, 2016 ; revised October 25, 2016 ; accepted October 29, 2016)
Abstract
In 2015, a fin tube (Cu-Ni 70/30 alloy) of package type heat exchanger for navy vessel was perforated through the wall which led to refrigerant leakage. This failure occurred after only one year since its installation.
In this study, cause of the failure was determined based on available documents, metallographic studies and computational fluid dynamics simulation conducted on this fin tube. The results showed that dimensional gap between inserted plastic tube and inside wall of fin tube is the cause of the swirling turbulent stream of sea water. As a result of combination of swirling turbulence and continuing collision of hard solid particles in sea water, erosion corrosion has begun at the end of inserted plastic tube area. Crevice corrosion followed later in the crevice between the outer wall of plastic tube and inner wall of fin tube. It was found that other remaining tubes also showed the same corrosion phenomena. Thorough inspection and prompt replace- ment will have to be accomplished for the fin tubes of the same model heat exchanger.
Keywords :Heat exchanger, Fin tube, Cu-Ni alloy, Erosion corrosion, Crevice corrosion, Sea water
1. 서 론
함정에서 널리 사용되는 패키지 에어콘은 에어콘 1대로 냉방과 난방을 동시에 할 수 있도록 설계된 것으로서, 압축기, 수액기, 증발기, 팬, 응축기 및 전 기히터 등으로 구성되어 있다. 냉방 작동은 압축기 에 의하여 압축된 액체상태의 냉매가 증발기를 통해 서 증발되면 저온의 가스가 발생되면서 증발기는 저 온으로 변하게 된다. 여기에 팬으로 공기를 불어 넣 으면 공기가 차가워지면서 냉방이 되는 원리이다. 증
발기를 통과한 냉매 가스는 응축기로 들어와서 나 가는 사이에 해수의 열을 빼앗아 냉매가스가 냉각 되어 액체의 냉매로 변하고 다시 압축기로 이동하 는 일을 반복한다. 응축기는 해수를 직접 펌핑하여 응축기 내부에서 핀 튜브를 통해 2회 돌아서 출구 로 방출된다. 이때 유입된 해수는 냉매와의 열교환 으로 입수 때의 수온 보다 높아진 온도로 나가면서 열을 방출한다. 여기서 핀 튜브란 냉동장치에서 냉 매와 냉각수, 냉매와 공기간의 전열(傳熱)저항이 큰 쪽에 표면적을 증가시켜 열 교환을 양호하게 하도 록 외경에 핀을 부착한 튜브이다. 이 때문에 열교 환 효율을 극대화하기 위해 핀 튜브는 열전도도가 우수한 소재를 사용하여 되도록 얇게 제작하는 것 이 유리하나 반대 급부적으로 기계적, 물리적 혹은 부식 측면에서는 취약하다.
*
Corresponding Author : Kyu Hwan Lee
Surface Technology Division, Korea Institute of Materials Science
Tel : +82-55-280-3545 ; Fax : +82-55-280-3570
E-mail : [email protected]
함정용 패키지 에어콘의 핀 튜브는 튜브 플레이 트의 구멍에 삽입하여 확관 접합 가공이 된 후에 응축기에 설치된다. 핀 튜브의 내부에는 상당히 높 은 압력과 빠른 유속으로 해수가 흐르기 때문에 해 수 부식, 침식 부식, 갈바닉 부식, 선택적 부식, 파 울링 부식 및 응력부식 등의 위험성이 크다. 그러 므로 핀 튜브의 소재 선정은 이러한 위험성과 함께 에어콘 작동 조건, 사용 유속, 수압 및 타 부품과의 연결 방법 등 엔지니어링 측면까지 고려되어야 하 며, 해외 선급협회나 관련 엔지니어링 컨설팅 기관 등에서는 소재 선정에 대한 가이드를 마련해 놓고 있다[1-5].
여러 소재들 가운데 Cu-Ni 합금은 다른 동 합금 에 비해 내식성 등 여러 가지 우수한 특성으로 인 해 해양 구조물, 선박 및 해수 담수화 설비에 사용 되어져 왔다. 그 중에서 Cu-Ni 90/10과 Cu-Ni 70/30 합금 소재는 오랫동안 해수 파이프와 열교환기에 적 용되어왔고 각국의 규격으로도 선정되어있다[6,7].
특히 Cu-Ni 70/30 합금은 강도와 허용 최대 유속이 높고 투자율이 작기 때문에 주로 해군 함정용으로 적용이 되고 있으나 소재 가격이 비싸기 때문에 잘 사용되지 않는다. 반면에 Cu-Ni 90/10 합금은 적절 한 기계적, 화학적 성질과 함께 경제성도 갖추고 있 기 때문에 해수 플랜트의 튜브 및 파이프 소재로는 거의 대부분을 차지하고 있다[8-13].
이번에 냉매 유출 현상이 발생한 패키지 에어콘 은 2015년에 함정에 설치된 것으로, 약 1년간 사용 한 시점에서 응축기의 핀 튜브에 관통 피트가 발생 하여 냉매가 누설되었다. 기존에는 핀 튜브가 Cu- Ni 90/10 합금을 사용하였으나, 2014년도에도 조기 부식 문제가 발생하여 소재를 Cu-Ni 70/30 합금으 로 변경한 것인데도 불구하고 1년정도 되는 짧은 사용기간에 다시 누설현상이 발생한 것이다.
본 논문에서는 Cu-Ni 70/30 합금으로 이루어진 함정용 패키지 에어콘 응축기 핀 튜브 누설파괴 원 인을 분석하고 그 방지대책을 제안하고자 하였다.
이를 위해 응축기와 핀 튜브에 대하여 육안검사, 합 금 성분 및 미세조직 분석, 그리고 파손 부위에 대 한 SEM 및 EDS 분석 등을 수행하였고 마지막으 로 방지 대책에 대하여 제안하였다.
2. 손상부위 검사 및 분석
2.1. 외관검사
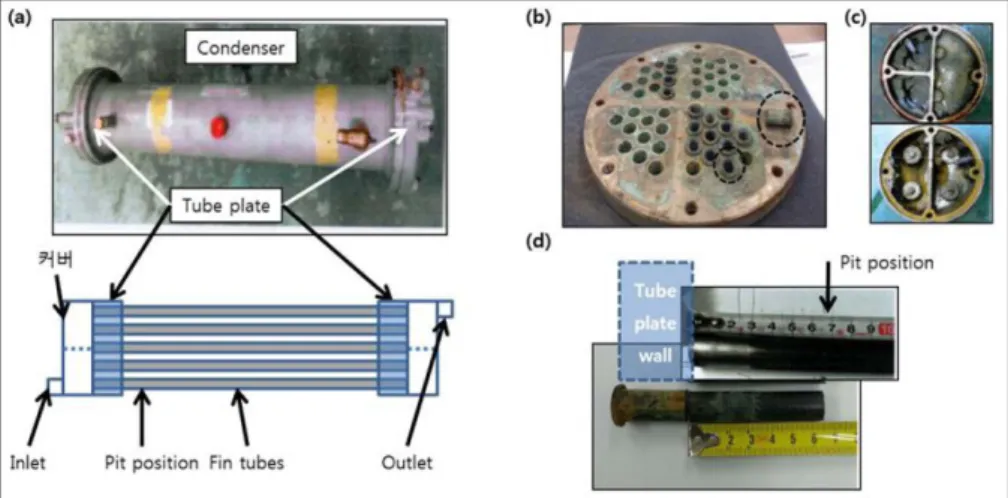
그림 1 (a)는 응축기 실물과 그 내부의 모식도 및 튜브를 관통한 피트의 위치를 나타낸 것이다. 냉각 수로 사용되는 해수는 입수구를 통해 들어와 반대 편으로 흘러간 다음 그림 (b)의 튜브플레이트를 덮 고 있는 커버(그림 (c))의 칸막이에 의해 다시 되돌 아오고 입구측의 커버에서 다시 출구로 총 2회 왕 복을 하면서 유출이 된다. 응축기 내부에 핀 튜브 는 튜브 플레이트에 확관 접합을 통해 연결이 되어 있었다. 튜브 플레이트와 핀 튜브는 소재가 각각 Cu-Ni 90/10과 Cu-Ni 70/30으로 달랐다. 소재가 다 른 이유는 2014년도 일어난 핀 튜브의 부식 사고 에 대한 개선책으로 소재를 Cu-Ni 70/30로 업그레 이드 하였으나, 튜브 플레이트용 소재는 입수하지 못하여 기존 소재인 Cu-Ni 90/10를 그대로 사용하 였기 때문이었다. 핀 튜브의 내부에는 플러그 형태 의 길이 10.5 cm의 검은색 플라스틱 튜브가 삽입 이 되어 있었다. 이 튜브는 높은 수압으로 인한 인 입부의 침식 방지와 재질 차이에 의한 갈바닉 부식 방지 목적으로 설치한 것이었다[14]. 그림 1의 (d) 는 누설 파괴가 발생한 핀 튜브로서 플라스틱 튜브 의 위치와 관통 파괴가 일어난 위치를 나타낸 것으 로 플라스틱 튜브의 끝단 위치와 관통 피트가 발생
Figure 1. Damaged condenser; (a)schematic diagram, (b) tube plate, (c) cover and (c) damaged fin tube.
한 지점이 일치하는 것으로 관찰되었다.
2.2. 소재 성분 및 미세조직 검사
사용된 핀 튜브의 소재는 표 1에서와 같이 일본 JIS 규격을 따르는 Cu-Ni 70/30 성분의 JIS H330 C7150T이었고, EDS 분석결과도 주요 성분의 함량 은 규격을 따르는 것으로 확인이 되었다.
그림 2(a)는 파손된 부분의 핀 튜브를 길이방향 으로 절단한 것인데 핀 튜브 내부에는 열교환 효율 을 향상시키기 위해 해수의 와류를 유도하기 위한 권선형의 홈이 형성되어 있었다. 튜브를 절단하고 마 운팅 후 연마하여 미세조직을 관찰하였다. 그림 2의 (b)와 (c)의 미세조직 사진에서 핀 부위에서 용접의 흔적 없이 연속적인 미세조직을 나타내는 것으로 보아 핀 가공은 3-roll rolling 공정으로 제조된 것 으로 판단이 되며, 미세조직 상으로 결함이나 개재 물 등은 관찰되지 않았으므로 제조 공정 중에 손상 파괴와 관련된 불량 요인은 발생하지 않은 것으로 판단된다. 다만 파괴가 일어난 부위와 가까운 (b)의 경우 내벽이 얇아져 있어 손상 부위 주변의 핀 튜 브 내부는 움푹 패어져 있는 형태임을 예상할 수 있다.
2.3. 누설 부위 관찰
누설이 있는 부위를 튜브 길이 방향으로 절단하 여 내부를 관찰하였다. 핀 튜브의 내부에는 퇴적물 이 골 사이에 덮여있지만 밀착력 없이 표면을 긁으
면 쉽게 떨어져 제거되었다. EDS로 이 퇴적물의 조 성을 분석한 결과 Cu, Ni, Fe와 Si, Al, Na, K, Ca 성분들이 관찰 되었다. 앞의 세 가지 원소인 Cu, Ni, Fe는 소재로부터 기인한 것으로 생각이 되나, Si, Al은 해수에 포함된 미세한 모래 등의 입자이 고 K, Ca, Na 등은 해수의 염분에서 기인한 것으 로 판단이 되었다. 함정으로 유입되는 해수에는 미 생물, 어패류, 조류, 돌, 모래 등이 포함되어 있어 씨체스트 커버와 스트레이너로 일단 여과가 된다.
그럼에도 불구하고 스트레이너의 여과 한도는 약 8mm 정도로 이보다 작은 고상 입자는 응축기와 핀 튜브 내부로 유입이 될 수 밖에 없다. 특히 우리나 라에서 서해나 연안을 운항할 경우 해수 내에는 다 량의 미세 모래나 진흙 가루 등 고형 물질은 더욱 많이 유입된다.
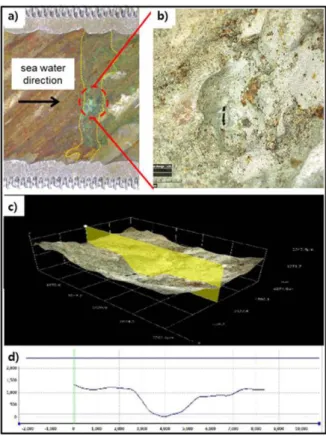
누설이 있었던 부위를 확대 관찰한 결과 그림 3 의 (a)에서와 같이 전체 내부에 원주 방향으로 홈 이 패어져 있었고 특히 튜브의 하부 쪽이 약간 더
Table 1 Chemical composition of fin tube alloy
Composition (at%) Cu Ni Mn Fe
JIS H3300 C7150T spec. - 29.0 ~ 33.0 0.20 ~ 1.0 0.401 ~ 1.0
EDS measured 65.59 32.71 0.85 0.85
Figure 2. (a) Cross section and optical micrographs of the tube walls; (a) cross section of fin tube, (b) & (c) optical micrographs for circled area.
Figure 3. Band shape eroded area of fin tube; (a) Inside
of fin tube, (b) enlarged pitting area and (c) 3D & 2D
profile along the longitudinal direction.
심하였다. 원주 방향 홈을 따라가다 보면 6시 방향 의 하부에 그림 3의 (b)와 같이 관통 피트가 발견 이 되었고, 이 피트는 핀 튜브 안쪽에서부터 시작 하여 외부로 성장하여 관통한 것으로 판단되었다.
피트 주위에는 특별히 부식 생성물이나 스케일이나 퇴적물이 적고 비교적 타 부위보다 표면이 깨끗한 것이 발견되었다. 또한 그림 3의 (c)에서 보이는 듯 이 홈의 형태는 해수가 들어오는 방향은 가파르고 흘러나가는 방향으로는 약간 완만하여 비대칭적인 형태를 띠고 있었다.
특이한 점은 원주 방향의 홈이 형성된 위치는 튜 브 플레이트 안쪽 벽으로부터 약 6.5 cm 부근이며, 튜브 내부에 삽입된 플라스틱 튜브의 끝단의 위치 와 일치한다는 것이었다. 그러므로 원주 방향의 침 식 홈이, 삽입된 플라스틱 튜브와 유관한지 여부를 알아보기 위하여 파괴된 핀 튜브 주변의 다른 핀 튜브를 절단하여 내부를 관찰하였다.
2.4. 주변 핀 튜브 관찰
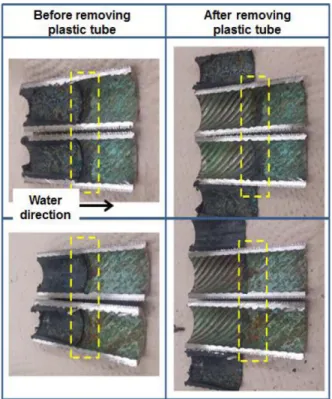
그림 4는 단면 절단된 핀 튜브의 내부로 플라스 틱 튜브 제거 전 후의 모습이다. 노란 점선으로 표 시한 지점의 검은 부분이 플라스틱 튜브인데 육안 관찰에서 플라스틱 튜브 끝단 이후의 핀 튜브 내부 가 패어져있는 것을 명확히 확인 할 수 있었다. 플 라스틱 튜브를 제거하면 일부 플라스틱 튜브와 핀
튜브의 내측이 맞닿은 부분으로도 일부 침식이 관 찰되었다. 추가로 10여개의 또 다른 튜브들을 절단 하여 관찰한 결과, 모두 유사한 상태가 관찰되었고, 일부 시편에서는 플라스틱 튜브의 끝단에 스케일이 쌓여 있는 경우도 있었다. 핀으로 긁으면 쉽게 제 거되었고 그 하부는 넓게 심한 침식 현상을 나타냈 다. 그 중 가장 심한 시편을 확대하여 관찰한 것이 그림 5이다 플라스틱 튜브 끝단과 나란히 급격하게 홈이 파져있고 해수의 진행방향으로 완만하고 넓은 침식의 흔적이 명확하게 드러났다. 이는 해수 혹은 해수와 함께 유입된 고상 입자들에 의해 핀 튜브의 내벽은 침식 부식이 일어난 것으로 볼 수 있다. 다 만 전형적인 침식 부식의 증거인 스케일이 없는 깨 끗한 표면과 말발굽 모양의 침식 흔적 중에서 말발 굽 모양의 침식 흔적이 관찰되지 않았다[15-17]. 그 러나 그림 3의 (c)를 보면 원주 방향의 침식이 전 체적으로 유입방향으로 가파르고 유출방향으로 완 만한 모양을 하고 있으므로 원주 방향 전체적으로 보면 침식된 형태가 말발굽 모양이라고 간주할 수 있다.
3. 고찰 및 검증
단면을 관찰한 모든 핀 튜브 내부는 발생된 홈의 형태와 스케일이 없는 것으로 보아 침식부식일 확 률이 크다. 여러 연구에 의하면 Cu-Ni 소재는 비교 적 침식 부식에 강한 소재이나, 임계 유속을 넘어
Figure 4. Cross sectional cut of another tubes; (a) as cut and (b) after removing plastic tubes.
Figure 5. Eroded inside wall of fin tube after removing
plastic tube.
서면 급격하게 침식부식이 진행 되기 때문에, 설계 임계 유속은 Cu-Ni 90/10 소재는 3.5 m/s, Cu-Ni 70/30 소재는 4.5 m/s으로 제시되어 있다[1, 6-7].
제조사에서는 설계 유속을 2.78 m/s로 제작하였 고, 실제 운전 시험 결과에서도 설계 유속보다 낮 은 유속이 측정 되었다. 그러나 함정에서는 실제 운 전 시에는 응축기를 위한 전용 펌프를 사용하는 것 이 아니라 함정 내에 하나의 대용량 공용 펌프로 여러 설비에 공급을 하게 되어 있으며, 타 설비에 공급이 되지 않을 경우는 공급 유속이 빠르고 타 설비에 공급이 될 경우는 공급 유속이 낮아지는 경 우가 발생할 개연성이 있다. 또한 유속이 임계 유 속 이하로 느리다고 하더라도 해수에 포함된 많은 고형 입자들은 임계 유속보다 훨씬 낮은 유속에서 도 침식 부식을 일으킬 수 있다[18,19].
침식이 일어난 위치는 모든 튜브에서 삽입된 플 라스틱 튜브의 끝단과 일치하여 원주 방향으로 침 식이 발생하였으며, 대부분은 스케일 없이 침식 부 위가 노출되어 있었지만, 일부는 퇴적물이 덮여 있 는 것도 관찰되었다. 퇴적물은 스케일과는 다른 형 상을 띠고 있고 쉽게 제거되었으며, 제거된 퇴적물 하부에는 침식 현상이 일어나 있었다. 퇴적물의 유 무는 응축기 내에서도 핀 튜브의 위치에 따라 유속 이 다르다는 것을 나타내는 증거라고 할 수 있다.
즉, 퇴적물이 없는 튜브는 해수의 유속이 퇴적물이 쌓인 핀 튜브에 비해 빨랐고, 퇴적물이 있는 튜브 는 유속이 비교적 느렸던 것으로 예상할 수 있다.
가장 특징적인 현상은 모든 핀 튜브에서 원주 방 향의 침식이 삽입된 플라스틱 튜브의 끝단에서 일 어난 사실이다. 이 현상을 미루어 짐작해보면, 침식 부식은 플라스틱 튜브와 밀접한 관계가 있다고 예 측이 된다. 플라스틱 튜브는 길이 약 10 cm인 사출 물로서 헤드 부분은 두께가 2.0 mm, 끝단부위 두께 는 약 0.6 mm이며 핀 튜브 내부에 삽입이 되어있 다. 플라스틱 튜브를 사용한 주된 목적은 확관 접 합된 핀 튜브(Cu-Ni 70/30)와 튜브 플레이트(Cu-Ni 90/10) 사이의 갈바닉 부식을 방지하려는 것으로, 이튜브 플레이트에 노출된 이종 소재 접촉 부위를 덮도록 되어 있으나 빠른 유속에서도 이탈이 되지 않도록 플러그 형태로 플라스틱 튜브를 가공하여 삽입된 것이다. 즉, 플라스틱 튜브의 머리 부분은 노출부를 가리면서 유속에 대한 지탱을 위해 핀 튜 브 내부로 삽입하였으며 삽입 길이는 수력학적 입 구 영역(hydrodynamic entrance region) 보다 충분히 길게 설계한 것이었다.
그러나 그림 6에서와 같이 실제 핀 튜브를 플라 스틱 튜브의 끝단 부분에서 절단하여 반대편에서
관찰을 하면, 설치된 플라스틱 튜브의 끝단은 핀 튜 브 내벽과 완전히 밀착되어 있지 않았다. 플라스틱 튜브의 외경은 약 14.15 mm인데 비해 핀 튜브의 내 경은 14.34 mm로 최소 약 0.1 mm의 갭이 원주 방 향으로 늘 존재하고 있었다. 또한 플라스틱 튜브의 끝이 핀 튜브 내경의 권선형 홈이 있는 부위까지 미치기 때문에 완전 밀착은 불가능하고 틈새가 항 상 존재하게 된다. 이러한 내경의 차이와 틈새는 내 부를 통과하는 해수의 입장에서는 갑작스러운 수로 의 확장(즉, 확관의 효과)로 느껴지므로 튜브내의 유동에 변화가 발생할 것이 예상이 된다.
일반적으로 침식 부식의 가장 중요한 원인은 과 대한 유속 및 와류 그리고 유체 속에 딱딱한 고상 입자들의 함유이다[15,16]. 이미 튜브 내부의 퇴적 물의 EDS 결과에서 검출된 다량의 Si와 Al는 우리 나라 서해 및 연안의 특성을 고려하면 SiO2나 Al2O3 와 같은 해수에 포함된 모래, 진흙 및 뻘 입자에 기 인한 것이라 쉽게 예상할 수 있다. 다만 플라스틱 튜브 삽입 끝단과 침식과의 관련성을 규명하는 것 으로 손상 원인을 추론할 수 있을 것으로 판단되어 유동해석을 실시하였다.
그림 7은 플라스틱 튜브가 삽입된 핀 튜브에서 물의 유입속도를 1, 4, 10, 20 m/s로 달리하였을 때 핀 튜브 내부에서의 유체의 흐름을 예측한 것이다.
해석에 사용된 프로그램은 COMSOL v.5.2a이었고, 지배방정식으로는 turbulence k-ε모델을 사용하였다.
그림 7의 (a)는 핀 튜브에 플라스틱 튜브가 삽입된 것을 모델링한 것이다. 그림 (b)는 유동해석 결과 튜브 진행방향 거리에 따른 해수의 유속을 나타낸 그래프이다. 입수구로부터 층류로 유입되는 해수는 30 mm 지점의 확관 부위를 지나 흐름이 약간 빨라 졌으나 층류를 유지한 채 40 mm를 더 진행한다. 그 러나 플라스틱 튜브의 끝단에서 갑자기 유속이 느 려지면서 와류가 형성되는 것이 관찰되었다. 유체 흐름의 거동을 표시한 (c) ~ (f)까지를 보면 유입 유 속의 차이에 따른 유속의 차이는 있으나 유동의 거 동은 거의 대동소이하다. 플라스틱 튜브의 끝단에
Figure 6. Photographs of fin tube at the end of inserted
plastic tube.
는 플라스틱 튜브와 핀 튜브 내벽 사이의 갭에 의 해 발생된 계단형 턱을 중심으로 소용돌이 형태의 와류가 형성되며, 유입 유속이 빨라짐에 따라 와류 의 유속도 더 빨라지는 것을 알 수 있다. 플라스틱 튜브 끝단의 와류는 층류가 흘러가는 본류보다는 유속이 떨어지기는 하지만 소용돌이 현상이 일어나 기 때문에 해수에 포함되어 있는 많은 고상 입자들 이 핀 튜브의 내벽을 수직으로 계속 충돌하게 된다.
만약 해수에 모래와 같은 딱딱한 고상 입자가 많이 포함이 되어 있다면 해수가 임계 유속인 4.5 m/s 보 다 훨씬 낮다고 하더라도 침식부식은 빠른 속도로 진행될 것이다.
지금까지의 모든 결과들을 종합하여 보면, 핀 튜 브의 손상 원인은 그림 8와 같이 침식 부식과 틈 부식이 복합적으로 관련된 것으로 추론할 수 있다.
먼저 함정에서 응축기가 작동을 하면 함정 내에 설치된 해수 펌프에 의해 해수가 인입이 되어 냉각 을 시작한다. 연근해 및 서해상을 운항하는 함정 특 성상 해수 속에는 많은 고상 물질들이 포함이 되어 있을 것은 분명하다. 씨체스트 커버 및 스트레이너 에서는 입경이 약 8 mm 이상의 입자만을 여과할 수 있기 때문에 그 이하 크기의 고상 입자는 전부
Figure 7. Results of CFD; (a) model (b) velocity diagram, stream diagrams for (b) 1, (c) 4, (d) 10 and (e) 20 m/s of inlet flow.
Figure 8. Schematic diagram of corrosion mechanism
of fin tube.
유입이 된다. 해수와 함께 유입된 고상 입자들은 플 라스틱 튜브의 끝단의 단차에 의해 발생된 소용돌 이성 와류로 인해 핀 튜브의 내벽에 충돌하면서 침 식 부식을 일으킨다. 침식 부식이 일어나면서 플라 스틱 튜브의 끝단과 핀 튜브의 내벽에는 더 큰 틈 새가 발생하며 내벽에 형성되어 있는 권선형 홈으 로 인해 침식 부식 이외에 틈 부식이 후속적으로 발생하게 된다. 특히 소용돌이성 와류의 발생은 틈 외부에 용존 산소 공급이 활발하게 되어 틈새 내외 부의 산소 농도의 차이를 더욱 크게하여 통기차 전 지 효과를 극대화하면서 틈 부식은 가속화될 것이다.
만약 유속이 느리거나 에어콘을 사용하지 않는 계절에는 플라스틱 튜브 끝단의 핀 튜브 하부 측으 로 퇴적물이 쌓이게 되면서 또 다른 틈 부식의 기 구를 따르는 퇴적물 아래부식 (Under deposition corrosion)도 또한 발생할 가능성도 있다고 판단된다.
결론적으로 튜브 플레이트와 핀 튜브 사이의 갈바 닉 부식을 방지하기 위해 삽입한 플라스틱 튜브의 끝단과 핀 튜브 내벽과의 단차 발생으로 인해 유입 되는 해수가 와류성 소용돌이를 일으켜 해수에 포함 된 다량의 고상 입자가 핀 튜브 내벽에 충돌하면서 조기에 침식 부식을 발생시키고, 이어서 침식 부식 진행에 따라 핀 튜브와 플라스틱 튜브 사이의 틈새 가 발생하면서 후속적으로 틈부식이 발생하였고 결 국에는 관통 피트까지 발전하였다고 유추할 수 있다.
4. 개선 방안
본 누설 현상의 주된 요인은 플라스틱 튜브의 설 치로 인한 갑작스런 내경 변화로 인한 침식 부식과 튜브 사이에 형성된 틈새에 의한 틈 부식으로 유추 된다. 그러므로 다음과 같은 조치를 취함으로써 이 러한 파손 현상를 방지할 수 있을 것이다.
1) 플라스틱 튜브를 사용한 목적은 이종 소재 사 용에 의한 갈바닉 부식 방지였다. 즉, 소재 수급 문 제로 튜브 플레이트와 핀 튜브를 동일 소재로 사용 하지 못하였으므로 두 부품의 소재를 모두 Cu-Ni 70/30 소재로 통일함으로써 플라스틱 튜브를 사용 하지 않도록 하는 것이 근본적인 개선 방안이라고 할 수 있다.
2) 소재 수급 문제로 플라스틱 튜브를 사용하게 되면 플라스틱 끝단부위에서 내경의 차이가 나지 않도록 플라스틱 튜브나 핀 튜브의 내경 구조를 변 경하고, 플라스틱 튜브가 핀 튜브 내벽에 완전히 밀 착하여 틈새가 발생하지 않도록 한다. 또한 내부 권 선형 홈은 플라스틱 튜브 끝단 위치 이후에 위치할 수 있도록 한다.
3) 튜브 내부에 또 다른 튜브를 삽입할 경우 단 차를 회피하기 어려울 것으로 예상이 되므로, 튜브 플레이트의 면에 가스켓의 형태나 코팅 등의 방법 으로 이종 금속의 접합부위가 노출되지 않도록 한다.
4) 함정에서는 응축기 내부로 들어가는 유속을 Cu-Ni 70/30 소재의 허용 유속 내에서 철저히 관리 할 수 있도록 정밀유량 조절기 및 유량계를 설치하 고, 응축기로 들어가는 물은 고상 입자가 포함되지 않도록 사전에 여과할 수 있도록 한다.
5) 느린 유속이나 휴지기에는 고상 입자들의 침 적에 의한 틈 부식이 일어날 가능성이 크므로 응축 기와 핀 튜브 내부에 고인 물은 완전히 제거하고 건조 상태를 유지하도록 한다.
5. 결 론
본 논문에서는 함정에 설치된 패키지 에어콘 응 축기의 핀 튜브(Cu-Ni 70/30)의 조기 누설 파괴 원 인을 조사하고 파괴 기구와 해결 방안에 대하여 논 의하였다. Cu-Ni 70/30 합금의 핀 튜브와 Cu-Ni 90/
10 합금의 튜브 플레이트가 확관 접합된 부위에서 의 갈바닉 부식을 방지하기 위해 고안하여 설치한 플라스틱 튜브는 갈바닉 부식은 방지하였지만, 플 라스틱 튜브 끝단 부위에 단차가 형성됨으로써 해 수가 소용돌이성 와류를 형성하는 원인이 되었다.
우리나라 연근해 특성상 모래 입자 등 고상 입자를 많이 포함하고 있는 해수의 유입으로 인해 플라스 틱 튜브 끝단 부위를 중심으로 우선적으로 침식부 식이 발생하였다. 또한 침식 부식이 진행되면서 플 라스틱 튜브 끝단과 핀 튜브의 내벽 사이에는 틈새 가 생기면서 틈 부식도 뒤따라 발생하였다. 이러한 현상은 누설이 생긴 핀 튜브만이 아니라 10여개의 다른 튜브에서도 동일한 현상이 관찰되었기 때문에 동일 모델의 응축기는 동일한 현상이 일어나고 있 을 것으로 판단이 된다. 그러므로 동일 모델의 응 축기는 정밀한 점검이 요구된다. 또한 침식부식이 일어나지 않도록 소재 혹은 플라스틱 튜브의 구조 변경 등 방지 방안을 강구하여야 하고, 침식 부식 을 최소화하기 위하여 인입되는 해수에 고상 입자 가 포함되지 않도록 효과적인 여과 방법 및 유속 관리 방안도 개선이 필요하다.
후 기
본 연구는 국방기술품질원 주관으로 재료연구소 의 주요사업인 ‘소재부품손상원인분석(PD60462)’의 지원에 의해 수행 되었습니다.
References