Journal of Welding and Joining, Vol.34 No.5(2016) pp33-40
1. 서 론
최근 전세계적으로 화력 발전소의 CO
2저감과 발 전효율을 향상시키고자 증기터빈의 작동온도를 700~
760 ℃, 증기압 35 MPa의 극초임계압(Hyper Super-
Critical or Advanced-Ultra Super-Critical) 조 건으로 높이려는 기술적 노력이 진행되고 있다
1,2). 이 러한 차세대 고효율 발전설비를 실현시키기 위해서는 보일러에 사용되는 증기관 재료가 기존에 비해 고온 강도, 경도, 내산화성 및 용접성 등이 더 우수해야 한 다. 현재 사용되는 재료는 Fe계 페라이트/마르텐사이
Inconel 740H 니켈기 초내열합금과 TP316H 스테인리스강의 이종금속 SMA 용접부의 미세조직과 크리프 파단 특성
신경용
*
․이지원*
․한정민**
․이경운**
․공병욱**
․홍현욱*, †
*
창원대학교 신소재공학부
**
두산중공업 기술연구원 소재기술개발팀
Microstructure and Creep Fracture Characteristics of Dissimilar SMA Welds between Inconel 740H Ni-Based Superalloy and TP316H Austenitic Stainless Steel
Kyeong-Yong Shin*, Ji-Won Lee*, Jung-Min Han**, Kyong-Woon Lee**, Byeong-Ook Kong** and Hyun-Uk Hong*
,
†*Department of Materials Science and Engineering, Changwon National Universityo, Changwon 51140, Korea
**Materials Technology Development Team, Corporate R&D Institute Doosan Heavy Industries & Construction, Changwon 51711, Korea
†Corresponding author : [email protected]
(Received July 25, 2016 ; Revised August 25, 2016 ; Accepted September 12, 2016)
Abstract
The microstructures and the creep rupture properties of dissimilar welds between the Ni-based superalloy Inconel 740H and the non-stabilized austenitic stainless steel TP316H have been characterized. The welds were produced by shielded metal arc (SMA) welding process with the AWS A5.11 Class ENiCrFe-3 filler metal, commonly known as Inconel 182 superalloy. Postweld heat treatment at 760 ℃ for 4 hours was conducted to form γ΄ strengthener in Inconel 740H. The austenitic weld metal produced by Inconel 182 had a dendritic microstructure, and grew epitaxially from the both sides of Inconel 740H and TP316H base metals. Since both Inconel 740H and TP316H did not undergo any solid-state transformation during welding process, there were no heat-affected-zone (HAZ) sub-regions and the coarsoned grains near the weld interface were limited to a narrow region. The hardness of Inconel 182 weld metal was ~220 Hv. The gradual hardness decrease was detected at HAZ of TP316H, and the TP316H base metal displayed the lowest hardness value (~180 Hv) whilst the Inconel 740H showed the highest hardness value (~400 Hv). Fracture after creep occurred at the center of weld metal, regardless of creep condition. It was found that during creep the cracks initiated and propagated along interdendritic regions and grain boundaries at which Laves particles enriched in Nb, Si and Cr were present. The appropriate design of weld metal was discussed to suppress the creep-induced cracking of the present dissimilar weld.
Key Words : Superalloy, Stainless steel, Dissimilar weld, Microstructure, Creep
ISSN 2466-2232
Online ISSN 2466-2100
트(ferritic/martensitic) Cr-Mo 계통 P92(9Cr-0.5Mo- 1.8WVNb)강과 Fe계 오스테나이트계 ASME SA240 TP316H(16Cr12NiMo) 스테인리스강 등이며, 이들 은 최대 600~650 ℃까지 운전 온도의 한계를 가지 고 있다
3-5). 이로 인해, 고온 크리프 특성이 우수한 Ni계 석출경화형 Inconel 740H 초내열합금을 응력 과 열이 집중하는 일부 구간에 사용을 고려하고 있다.
Inconel 740H 합금은 극초임계압 조건에서 작동하 는 차세대 고효율 화력발전소에 적용하고자 최근 개 발된 합금으로서, 단련용(wrought)합금으로는 크리 프 강도가 가장 우수하다. 본 합금은 기존 Inconel 740 합금의 장기 노출에 의한 η상 석출을 억제하여 열적 안정성을 향상시키고, Nb 함량을 1.5 wt%로 줄여 용접성을 개선하고자 개발한 것이 특징이다
6). 본 합금의 주강화상인 Ni
3(Al,Ti) 조성의 γ′상은 구 형의 미세한 석출물로서, L1
2결정구조(ordered fcc 결정구조)를 가지며, 기지와 정합관계로 석출한다
6,7). 본 합금에는 Al, Ti 함량이 1.4 wt%로 동일하게 조 정하여 γ′상의 열적안정성을 향상시켜 장시간 고온에 도 Ni
3(Ti,Nb) 조성의 η상(hcp 결정구조)으로의 변 태가 억제된다
8). 고온 크리프 강도가 우수한 Inconel 740H 초내열합금을 일부 구간에 적용시킨다면, 기존 재료인 TP316H 스테인리스강과 이종 용접이 필연적 으로 수행해야 하며, 이러한 이종 용접부의 고온 크리 프 특성이 중요하다. 즉, 용접에 따른 미세조직 해석 및 이종 용접부의 크리프 특성과 변형/파단 거동 등 의 체계적인 연구가 반드시 선행되어야 한다. 기존 문 헌들을 살펴보면, TP316H 스테인리스강과 Ni계 초 내열합금간의 이종 용접 관련한 연구가 많지 않고
9), 특히 Inconel 740H간의 이종 용접 연구는 전무한 실정이다. 따라서, 본 연구에서는 TP316H 스테인리 스강과 Inconel 740H의 이종 용접에 따른 용접부 미세조직 해석과 크리프 특성에 대한 고찰을 하고자 한다.
2. 실험 방법
본 연구에서 사용한 소재는 열간 압연된 TP316H와
Inconel 740H이며, 외경은 320 mm, 두께 22mm 파 이프 형태로 구입하였다. TP316H는 초기 1040 ℃에 서 용체화 처리(solution annealing)되어 수냉된 상 태이며, Inconel 740H는 1150 ℃/1시간 용체화처 리 후 수냉된 상태로 원주용접을 실시하였다. 이종 용 접 이음부는 J-groove를 이용하였다. 초층용접(root pass)은 가스 텅스텐 아크 용접(Gas Tungsten Arc Welding, GTAW)으로 수행하였으며, 이 후 적층 용 접은 피복 아크용접(Shielded Metal Arc Welding, SMAW)을 이용하였다. 이때, 용접재료는 니켈기 합금 Inconel 82/182를 사용하였다. 본 용접재료는 열팽 창계수(Coefficient of Thermal Expansion, CTE) 가 높은 오스테나이트계 합금과 CTE가 낮은 페라이 트계 강을 용접시 통상적으로 사용된다
10-13). AWS ERNiCr-3에 해당하는 Inconel 82(직경 2.4mm, DCSP)는 초층용접에, ENiCrFe-3에 해당하는 Inconel 182(직경 3.2mm, DCRP)는 SMAW 용접재료로 각각 사용되었다. Table 1에 모재 및 용접재료의 화 학적 조성을 표시하였다. 용접후 열처리(Post-Weld Heat Treatment, PWHT)는 760 ℃/4시간 실시하 였다. 고온 크리프 시험은 게이지 지름 6 mm, 게이 지 길이 27.3 mm인 봉상형 시편을 이용하여 용접선 길이 방향과 인장 응력 방향이 수직하도록 기계가공 하였다. 크리프 시험은 600 ℃/185 MPa, 650 ℃/
125 MPa, 700 ℃/75 MPa의 세가지 조건으로 대 기 중에서 수행하였다.
미세조직 관찰을 위한 방법으로 0.5 ㎛까지 기계적 연마를 한 후 65 ml 질산(HNO
3), 18 ml 아세트산 (CH
3COOH)과 증류수 17 ml를 혼합한 용액으로 TP316H측을 에칭하였다. 한편, Inconel 740H측의 에칭을 위해서 100 ml 염산(HCl)과 0.5g 삼산화크 롬(CrO
3)을 혼합한 용액을 사용하였다. 미세조직 및 파단면 분석을 위해 Jeol社의 JSM-5800 주사전자현 미경(SEM: Scanning Electron Microscopy)을 사 용하였다. 상분석(phase identification)을 정밀 분 석하기 위해 Jeol社의 JEM-2100F 투과전자현미경 (TEM: Transmission Electron Microscopy)을 사 용하였다. TEM 시편은 3mm 지름의 디스크를 용접
Material C Mn P S Si Cr Mo V Al Ti Nb Co W Fe Ni
TP316H 0.065 1.65 0.017 0.002 0.40 16.38 2.08 - - - - - - Bal. 13.40
Inconel 740H 0.048 0.24 <0.001 0.001 0.005 25.36 0.005 - 1.39 1.36 1.56 20.04 - 0.23 Bal.
Inconel 82 0.05 7.0 - - 0.5 15 - - - 0.1 2.0 - - Bal. 69.0
Inconel 182 0.015 2.8 - - 0.1 19.6 - - - 0.37 2.68 - - Bal. 72.6
Table 1 Chemical compositions of the base metals and welding wire/electrode
부에서 채취하여 연마에 의해 제작한 후, 60% 에탄올, 10% 과염소산과 30% 부탄올을 섞은 전해액을 사용 하여 -25 ℃ 온도에서 20 V 전압으로 더블 제트 전해 연마기를 통해 전해 연마하여 얻었다.
3. 실험 결과 및 고찰 3.1 초기 모재 미세조직
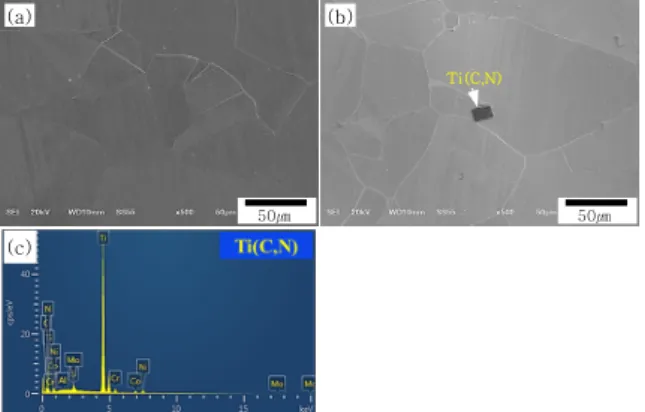
용접전 모재의 미세조직을 관찰하여 Fig. 1에 나타 내었다. TP316H 스테인리스강은 등축정(equiaxed) 의 γ 결정립들이 균일하게 분포하고 있으며, 그 크기 는 약 50~80 ㎛ 범위이다. Type 316강에 흔히 관 찰되는 10% 미만의 δ-페라이트는 관찰되지 않았다.
상기 δ-페라이트 잔류 분율은 Ni 당량 (equivalent) 과 Cr 당량의 비(ratio)에 따라 결정되는 응고 모드 에 영향을 받으며, 동일한 FA 모드(L → L+δ → L+δ+γ → γ+δ)라도 첨가원소와 냉각속도의 미소 한 차이에 의해 δ-페라이트 분율이 차이가 난다
14). TP316H강은 316강 대비하여 탄소함량이 약 2배 정 도 높아 오스테나이트 영역이 보다 넓어, 상대적으로 δ-페라이트 분율이 줄었다고 판단된다. Inconel 740H 합금도 등축정 γ 결정립들이 균일하게 분포하고 있으 며, 그 크기는 약 80~100 ㎛ 범위이다. 응고중에 정 출되어 고온 열간가공중에 제거되지 않은 faceted Ti (C,N)이 드물게 관찰되며, 이들은 입내 혹은 입계에 불규칙하게 존재한다.
3.2 이종 용접부 미세조직 및 경도분포
Fig. 2는 앞서 언급한 용접조건에서 얻어진 이종 용접부의 미세조직을 나타낸다. 매크로 조직상에서 기 공, 균열 등의 용접결함이 관찰되지 않아 적정 용접조 건에서 얻어진 용접부로 판단할 수 있다. TP316H 측
면의 융융선(fusion line)과 열영향부(Heat-Affected- Zone, HAZ)를 살펴보면, Fig. 2(b)와 같다. Inconel 182 용접금속이 용융선 근처의 TP316H 결정립을 따라 epitaxial하게 성장하는 것을 관찰 할 수 있다.
용접금속과 TP316H 모재사이에 폭이 약 20~30 ㎛ 크기의 층(layer)이 존재한다. 이는 unmixed zone 이며, 용접중에 모재 끝단 부분이 완전히 용융되지만 용접재료와 희석(dilution)되지 않고 그대로 응고한 영역이다. 모재쪽 방향으로 unmixed zone 바로 옆의 영역은 용접중 최고온도가 고상선(solidus temper- ature)보다는 높고 액상선(liquidus temperature) 보다는 낮아 부분적으로 용해한 partially melted zone 이 생성된다. 하지만, 본 연구에서의 모재들은 모두 단련(wrought) 합금이고, 석출상이 용접전에 존재하 지 않아, 결정립계 melting 혹은 석출상 주변의 조성 적 액화(constitutional liquation)가 발생
15)하지 않 기 때문에 partially melted zone이 뚜렷이 구분되 지 않는다. Partially melted zone 바로 옆의 HAZ 는 상변태가 발생하지 않아 최고 온도별로 뚜렷이 구 분할 수는 없으나, 용융선 근처 HAZ는 열영향에 의 해 다소 조대한 결정립이 제한적으로 관찰된다.
Fig. 2(c)는 용접금속의 미세조직을 보여주는데, γ 단 상의 수지상 조직(columnar dendritic structure)이 잘 발달된 것을 알 수 있다. 평균 수지상 간격(Dendrite Arm Spacing: DAS)은 약 20~25 ㎛ 내외로 관찰 된다. 평균 수지상 간격은 용접 냉각속도와 특정한 관계 가 있는데, Wang 등
16)은 그 둘 사이에 λ = 104.47 ×
T
-0.31회귀식을 도출하였다. 여기서, λ는 수지상 간격
을, T는 냉각속도를 나타낸다. 상기 수식에 의거하여, 본 연구에서의 적정 SMAW 용접조건에서의 냉각속도
Ti(C,N)
(a) (b)
50㎛ 50㎛
(c)
Fig. 1 Initial microstructures of base metals : (a) TP316H
stainless steel, (b) Inconel 740H superalloy and (c) SEM/EDS of Ti(C,N) shown in Fig. 1(b)TP316H IN 740H TP316H
IN 740H Weld metal
Weld metal
Unmixed zone
Unmixed zone 5mm
5mm 50㎛50㎛
50㎛
50㎛ 50㎛50㎛
(a) (b)
(c) (d)
Fig. 2 Macro and Microstructures of dissimilar weld :
(a) macro cross-section, (b) TP316H sided zone, (c) weld metal and (d) Inconel 740H sided zone는 약 101 ℃/s ~ 207 ℃/s 범위내에 존재할 것으로 유추할 수 있다. Fig. 2(d)는 Inconel 740H측의 용 융선과 HAZ를 나타낸다. 앞서 언급한 TP316H와 마찬가지로 일정한 폭을 갖는 unmixed zone이 관찰 되며, 용접금속이 용융선 근처의 Inconel 740H 결 정립을 따라 epitaxial하게 성장하는 것을 관찰 할 수 있다. 아울러, 용융선 근처에 조대 결정립을 갖는 HAZ가 관찰된다.
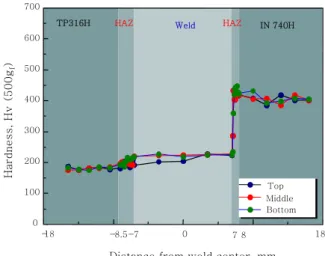
이종 용접부의 경도분포를 얻고자, 비커스 경도기를 이용하여 500 g 하중으로 측정하였다. 판재 두께 방 향으로 상·하면 직하 5 mm 지점과 중심부에 대하여 용접부를 가로질러 측정하였다. Fig. 3에서 보듯이, Inconel 740H가 약 400 Hv 경도값으로 가장 높았고, 용접금속이 약 200 Hv, TP316H 모재가 약 180 Hv 순으로 관측되었다. Inconel 740H측의 HAZ에서 급 격한 경도 증가 혹은 감소가 관찰되지 않고, 전반적으 로 일정하였다. TP316H측 HAZ 역시 급격한 경도 변화는 관측되지 않았으나, 전반적으로 모재방향으로 갈수록 조금씩 낮아지는 경향을 보인다.
3.3 이종 용접부 크리프 특성 및 파괴 고찰
크리프 시험은 600 ℃/185 MPa, 650 ℃/125 MPa, 700 ℃/75 MPa의 세가지 조건으로 대기 중에서 수 행하였으며, 크리프 수명은 각각 6142.6 hr, 2581.5 hr, 3915.7 hr으로 측정되었다. 본 연구에서 상기의 세 가지 크리프 조건은 USC 조건 및 HSC 조건을 고려 한 증기온도인 600~700 ℃ 범위에서 온도를 설정하 였으며, USC 조건인 600 ℃에서 가속화를 위해 50
℃구간으로 분할하여 온도범위를 설정하였다. 또한 각 온도별 응력은 크리프 수명이 대략 3,000~5,000 시간 내외에 파단되는 응력범위로 설정하였다. 이를 Larson-
Miller parameter[LMP = T(lnt
r+20)]를 이용하 여 크리프 수명곡선을 작도하였다. 이때, T는 크리프 시험온도(절대온도), t
r은 크리프 수명(hr 단위)을 나타 낸다. Fig. 4와 같이 TP316H와 Inconel 740H 모재 는 각각 문헌
8,17)을 참고하여 본 연구의 이종 용접부와 함께 비교하였다. 그림에서 보듯이, TP316H/Inconel 740H 이종 용접부의 크리프 특성은 Inconel 740H 모재보다 훨씬 열위하며, TP316H 보다 저하되어 나 타난다. 이는 이종 용접부의 크리프 변형이 Inconel 740H보다 크리프 강도가 낮은 용접금속이나 TP316H 측 용융선과 HAZ에 집중되어 파괴가 발생한다는 것 을 암시한다.
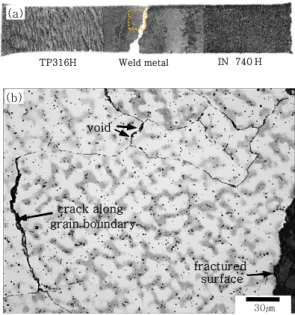
Fig. 5는 600 ℃/185 MPa 조건에서 크리프 파단 된 시편을 나타낸 것으로서, LMP가 25,075으로 가 장 낮은 조건이다. 그림에서 알 수 있듯이, 크리프 변 형에 의해 Inconel 182 용접금속 중앙에서 파단이 발생하였다. 파단면 근처 길이방향 단면조직 관찰에서 응고 결정립계에서 균열이 생성되어 전파[Fig. 5(b) 화살표]하는 것을 확인하였다. 파단면 근처의 응고 조 직들은 응력축 방향으로 눈에 띄게 연신되지 않았다.
이는 크리프 동안 변형이 주로 응고 결정립계에 집중 되어 취성파단을 나타냄을 반영한다. 응고 결정립계에 서 기공(void)이 자주 관찰되는 점으로 미루어, 기공 생성과 합체에 의한 입계파단(intergranular fracture) 임을 유추해 볼 수 있다.
Fig. 6과 7은 각각 650 ℃/125 MPa (LMP 25,711) 및 700 ℃/75 MPa (LMP 27,509) 조건 에서 크리프 파단된 시편을 나타낸 것이다. 앞서 언급 한 600 ℃/185 MPa (LMP 25,075) 조건과 마찬 가지로 모두 Inconel 182 용접금속 중앙에서 파단이 발생하였다. Fig. 6(b)에서 보듯이 파단면 근처 응고
TP316H HAZ Weld HAZ IN 740H
0 100 200 300 400 500 600 700
Distance from weld center, mm Hardness, H v (500g
f)
Top Middle
-8.5 0
-18 -7 78 18
Bottom
Fig. 3 Microhardness traverse of dissimilar weld
22500 25000 27500 30000 32500 35000
10 100
: TP316H base metal [17]
: IN 740H base metal [8]
: present dissimilar weldment
Applied str e ss (MPa )
Larson-Miller parameter, T(lnt
r+20)
Fig. 4 Comparison of creep rupture lives in terms of lar-
son-miller parameter결정립계에서 기공(void)이 상당량 관찰된다. 이는 기공 생성과 합체에 의한 입계파단임을 뒷받침 해준다.
Falat 등
18)은 TP316H강을 T91 페라이트/마르텐 사이트계 내열강과 Inconel 82 용접재료로 용접한 이종 용접부에 대해 크리프 특성을 고찰하였다. 크리 프 파단은 T91측 intercritical HAZ(ICHAZ)에서 발생하는 Type IV 파단을 확인하였고, 그들은 ICHAZ
의 결정립계에서 microvoid가 생성되어 파단에 이른 다고 보고하였다. Type IV 파단은 페라이트 강 용접 부의 모재와 열영향부(HAZ) 사이에서 발생하는 크리 프 파단이다. 이 Type IV 파단은 후열처리나 크리프 동안 결정립 미세화, HAZ의 연화, M
23C
6의 조대화나 Laves상이 파단의 요인으로 알려져 있다. 또한, 이 파단은 용접부 ICHAZ에서의 microvoid 생성이 파단 형성에 치명적이며 조기파단을 조장한다. 본 연구의 경 우 T91강 보다 크리프 강도가 훨씬 우수한 Inconel 740H 초내열합금을 이용하여 이종 용접부를 제조하 였으며, 이때 TP316H측에서 파단이 발생하지 않고, 용접금속에서 파단이 발생한 것이다. 앞서 언급한 바 와 같이 본 연구에서 고찰한 크리프 조건에서의 파단 기구는 용접금속의 결정립계를 따라 기공이 생성되어 합체되어 파단되는 것이다.
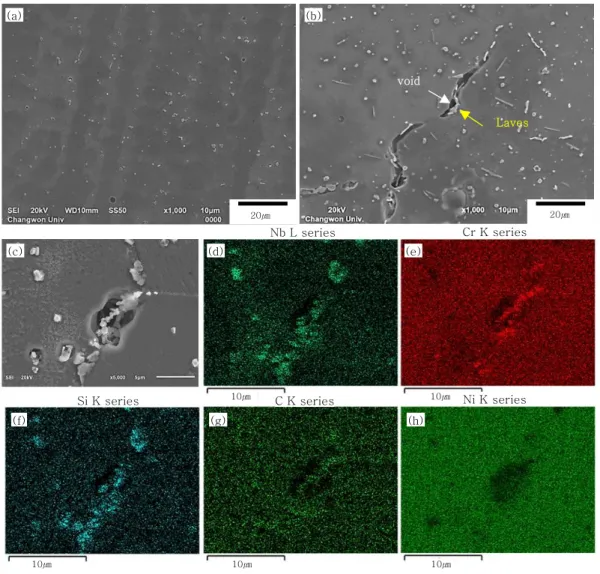
기공의 결정립계 생성에 대한 우선적 장소(preferen- tial site)를 자세히 고찰하고자 파단면에서 다소 떨 어진 약 200~300 ㎛ 영역내에서 SEM 분석을 행하였 다. Fig. 8(b)에서 보듯이, 특정한 입계 입자(particle) 에서 기공이 선택적으로 생성되어 균열로 성장하는 모 습을 관찰 할 수 있다. 기공 주변의 입계 입자를 확대 하여 SEM/EDS 성분을 분석한 결과 Fig. 8(c-h)와 같이 Nb, Cr, Si 성분이 enriched되어 있다. 용접금 속은 용접에 의해 급가열된 용융부가 응고되어 형성 된 것으로서, 주조조직(cast structure)을 나타낸다.
용접금속은 γ 수지상(dendrite) 응고 모드에 의한 미 세구조를 나타내며[Fig. 2(c)], 가장 늦게 응고하는 결정 립계와 수지상간 영역(interdendritic region)에는 Nb,
crack along grain boundary
fractured surface void
?
TP316H Weld metal IN 740 H
(b)
30㎛
(a)
Fig. 5 Macro and Microstructures of dissimilar weld
fractured under 600 ℃/185 MPa : (a) macro cross- section, (b) weld metal near fractured surface [high magnification of box area in Fig. 5(a)]TP316H Weld metal IN 740H
weld metal
void
50㎛
(a)
(b)
Fig. 6 Macro and Microstructures of dissimilar weld
fractured under 650 ℃/125 MPa : (a) macro cross-section, (b) weld metal near fractured sur- faceTP316H Weld metal IN 740H
weld metal void
fractured surface (a)
50㎛
(b)
Fig. 7 Macro and Microstructures of dissimilar weld
fractured under 700 ℃/75 MPa : (a) macro cross-section, (b) weld metal near fractured sur- faceCr, Si, C 원소들이 편석대(segregation zone)를 조장한다. 특히, Nb은 분배계수(distribution coeffi- cient)가 1보다 훨씬 작아 최종 응고까지 액상으로 몰 리는 경향이 높다
19). 따라서, Nb가 첨가된 Inconel 718, 625 초내열합금을 용접할 경우, 최종 응고하는 결정 립계와 수지상간 영역에는 NbC와 Nb-rich Laves가 공정반응(eutectic reaction)에 의해 정출한다
20-24). Laves상은 TCP(Topologically Closed-Packed)상 으로서, 육방정계 MgZn
2형의 결정구조로 (Ni,Fe,Cr)
2(Nb,Ti,Si) 조성을 갖는다
21). 본 연구의 용접금속은 Inconel 82/182에 의해 형성되었으며, 이들은 Table 1에 나타낸 바와 같이 Nb을 2 wt%이상 높게 함유 한다. 그러므로, 본 연구의 용접금속 역시 Inconel 718, 625 초내열합금과 동일하게 응고과정을 겪을 것으로 판단할 수 있다. 이러한 고찰로부터, Fig. 8(b)의 결 정립계 입자들은 Laves상으로 판단할 수 있고, Laves
상 입계 주변에는 Nb, Cr, Si, C 원소들이 편석대 (segregation zone)가 존재함을 알 수 있다. 이러한 결정립계에 존재하는 Laves상과 Nb-rich 편석대가 크리프 변형동안 응력이 집중되어 기공 생성에 유리 한 장소를 제공한다는 것을 확인할 수 있었다. 한가지 더 주목할 점은 크리프 시험전의 용접금속은 Fig. 8(a) 와 같이 결정립계 혹은 수지상간 영역에 NbC와 Laves 상이 작게 존재하지만,크리프 동안에 Nb-rich 편석대 로부터 충분한 Nb을 공급받아 Laves상이 조대화 된 것을 알 수 있다.
이상의 결과로부터 TP316H/Inconel 740H 이종 용접부의 크리프 특성을 향상시키기 위해서는 용접금 속에서 크리프 파단을 억제하는 것이 효과적인 방안 일 것이다. 앞서 언급하였듯이, Inconel 82/182로 용접한 용접금속은 결정립계에 Nb, Cr, Si, C 원소 들이 편석대를 형성할 뿐만 아니라 Laves상을 정출
(c)
void
Laves
20㎛ 20㎛
(a) (b)
(c) (d) (e)
(f) (g) (h)
Nb L series Cr K series
C K series
10㎛ 10㎛
Ni K series
Si K series
10㎛ 10㎛ 10㎛
Fig. 8 SEM micrographs of weld metal (a) before and (b) after creep fracture under 700 ℃/75 MPa. (c) SEM micro-
graphs showing grain boundary particles providing the preferential site for void formation. SEM/EDS elemental mapping : (d) Nb, (e) Cr, (f) Si, (g) C and (h) Ni하기 때문에 이들의 생성을 최대한 억제해야 한다. 용 접 직후 결정립 크기가 크게 성장하지 않으면서, 편석 대를 제거하고 Laves상을 용해하는 온도 범위인 1000~1100 ℃에서 용체화 처리를 한 후 760 ℃/4 시간 시효처리를 하여 Inconel 740H 측에 γ′상을 석출시키는 PWHT 설계가 유용할 것으로 제안할 수 있다. 아울러, 용접재료 선정에 있어 Inconel 82/182 대신 크리프 강도가 우수한 Inconel 625 혹은 Inconel 740을 사용하여 용접금속에 집중되는 변형을 모재쪽 으로 분산시키는 방안도 효과적이라 판단된다.
4. 결 론
Inconel 740H 니켈기 초내열합금과 TP316H 오 스테나이트계 스테인리스강을 Inconel 82/182 용접 재료를 이용하여 얻은 이종 용접부에 대해 미세조직 과 크리프 파단 특성의 상관관계를 고찰하였다. 주요 결과를 정리하면 다음과 같다.
1) 이종 용접부에서 기공, 고온 균열 등의 용접결함이 관찰되지 않아, 두 합금의 이종 용접성(weldability)은 우 수하다고 판단할 수 있다. TP316H와 Inconel 740H 은 용접중에 상변태가 발생하지 않는 합금으로서, 두 합금 모두 20~30 ㎛ 폭을 갖는 unmixed zone이 관찰되며, 모재의 결정립을 따라 eptitaxial하게 용접 금속이 성장하였다.
2) 이종 용접부의 경도는 TP316H가 180Hv로 가 장 낮게 관측되었고, 크리프 특성은 Inconel 740H 모재보다 훨씬 열위하며, TP316H 모재보다 저하되 게 관찰되었다.
3) 이종 용접부는 크리프 조건에 관계없이 용접금 속에서 파단이 되었다. 주요 파단기구는 용접금속내의 결정립계에서 기공이 생성되고 합체하여 진전된 균열 이 입계 파단을 야기한다.
4) 크리프 변형동안 용접금속의 결정립계에 존재하 는 조대 Laves 입자와 주변의 Nb, Cr, Si 편석대가 기공 생성에 유리한 장소를 제공함을 확인하였다.
후 기
이 논문은 2015~2016년도 창원대학교 자율연구과 제 연구비 지원으로 수행된 연구결과임.
References
1. R. Viswanathan, K. Coleman and U. Rao, Materials for Ultra-Supercriticla Coal-Fired Power Plant Boilers, Int.
J. Pressure Vessels & Piping, 83 (2006) 778-783
2. T.-U. Kern, K. Wieghardt and H. Kirchner, Material and Design Solutions for Advanced Steam Power Plants, Proc. 4th Int. Conf. on Advances in Materials Technology for Fossil Power Plants, R. Viswanathan et al., ed., ASM International, Materials Park, OH, (2005) 20-34
3. J.F. Henry, J.D. Fishburn, I.J. Perrin, B. Scarlin, G.N.
Stamatelopoulos, R. Vanstone, Advanced Supercritical Technology-A Vital Component of Future Power Ge- neration, Proc. 29th
Int. Conf. on Coal Utilization and Fuel Systems, US DOE, ASME, (2004) 1028-1042
4. W.S. Chang, B.H. Yoon, Y.G. Kweon and G.J. Lee, Improve-ments in Strength and Weldability of Cr-Mo Steel Plates for Pressure Vessels and Boiler, Journal of KWJS, 20 (2) (2002) 150-159 (in Korean)
5. S.C. Kim, T.W. Shin, I.J. Moon, B.S. Jang and J. H. Koh, A Study of Characteristics on the Dissimilar Metals (STS 316L-Carbon Steel, ASTM A516-70) Welds made with GTAW, Journal of KWJS, 33 (4) (2015) 345-351 (in Korean)
6. C. Yan, L. Zhengdong, A. Godfrey, L. Wei and W. Yuqing, Microstructure Evolution and Mechanical Properties of Inconel 740H during Aging at 750 ℃, Mater. Sci. Eng.
A, 589 (2014) 153-164
7. Y. Chong, Z.D. Liu, A. Godfrey, L. Wang, W. Liu and Y.Q.
Weng, Heat Treatment of a Candidate Material for 700 ℃ A-USC Power Plants, J. Iron Steel Research Int., 22 (2015) 150-156
8. P.F. Tortorelli, K.A. Unocic, H. Wang and J.P. Shingledecker, Ni-Based Alloys for Advanced Ultrasupercritical Steam Boilers, Fossil Energy Crosscutting Research Program Review, US DOE, April 25, Pittsburgh, Pennsylvania, 2015 9. M. Sireesha, V. Shankar, S.K. Albert and S. Sundaresan,
Microstructural Features of Dissimilar Welds between 316LN Austenitic Stainless Steel and Alloy 800, Mater.
Sci. Eng. A, 292 (2000) 74-82
10. M. Sireesha, S.K. Albert and S. Sundaresan, Influence of High-Temperature Exposure on the Microstructure and Mechanical Properties of Dissimilar Metal Welds between Modified 9Cr-1Mo Steel and Alloy 800, Metall.
Mater. Trans. A, 36A (2005) 1495-1506
11. K. Laha, K.S. Chandravathi, P. Parameswaran, S. Goyal and M.D. Mathew, A Comparison of Creep Rupture Strength of Ferritic/Austenitic Dissimilar Weld Joints of Different Grades of Cr-Mo Ferritic Steels, Metall.
Mater. Trans. A, 43A (2012) 1174-1186
12. R.L. Klueh J.F. King, Creep and Creep Rupture of ERNiCr- 3 Weld Metal, J. Nuclear Mater., 98 (1981) 173-189 13. J.M. Gong Y. Jiang and S.T. Tu, Effect of Carbon Migration
on Creep Properties of Cr5Mo Dissimilar Welded Joints with Ni-Based and Austenitic Weld Metal, Acta
Metallurgica Sinica, 17 (2004) 560-568
14. A.F. Padilha and P.R. Rios, Decomposition of Austenite in Austenitic Steels, ISIJ International, 42 (2002) 325-337
15. H.U. Hong, I.S. Kim, B.G. Choi, Y.S. Yoo and C.Y. Jo, On the Role of Grain Boundary Serration in Simulated Weld Heat-Affected Zone Liquation of a Wrought Nickel-Based Superalloy, Metall. Mater. Trans. A, 43A (2012) 173-181
16. H.M. Wang, J.H. Zhang, Y.J. Tang and Z.Q. Hu, Rapidly Solidified MC Carbide Morphologies of a Laser- Glazed Single-Crystal Nickel-Base Superalloy, Mater.
Sci. Eng. A, 156 (1992) 109-116
17. Landolt-Börnstein, Creep Properties of Heat Resistant Steels and Superalloys, Group VIII, Vol. 2, Subvolume B, Springer, 2004
18. L. Falat, M. Svoboda, A. Výrostková, I. Petryshynets and M. Sopko, Microstructure and Creep Characteristics of Dissimilar T91/TP316H Martensitic/Austenitic Welded Joint with Ni-Based Weld Metal, Mater. Charcterization, 72 (2012) 15-23
19. J.N. DuPont, C.V. Robino, A.R. Marder and M.R. Notis, Solidification of Nb-Bearing Superalloys, Part II.
Pseudoternary Solidification Surfaces, Metall. Mater.
Trans. A, 29A (1998) 2797-2806
20. J.F. Radavich, The Physical Metallurgy of Cast and Wrought Alloy 718, Proc. Conf. Superalloy 718- Metallurgy and Applications, E.A. Loria, ed., TMS, Warrendale, PA, (1989) 229-240
21. K. Sivaprasad and S. Ganesh Sundara Raman, Influence of Weld Cooling Rate on Microstructure and Mechanical Properties of Alloy 718 Weldments, Metall. Mater. Trans.
A, 39A (2008) 2115-2127
22. M. Sundararaman, P. Mukhopadhyay and S. Banerjee, Some Aspects of the Precipitation of Metastable Inter- metallic Phases in Inconel 718, Metall. Trans. A, 23A (1992) 2015-2018
23. S.I. Kwon, J.H. Do, C.Y. Jo and H.U. Hong, Effect of Post-Weld Heat Treatment on the Microstructure and the Cryogenic Mechanical Properties of Electron Beam Welded Cast Inconel 718, Korean J. Met. Mater., 54 (2016) 29-39
24. S.I. Kwon, S.H. Bae, J.H. Do, C.Y. Jo and H.U. Hong, Charcterization of the Microstructures and the Cryogenic Mechanical Properties of Electron Beam Welded Inconel 718, Metall. Mater. Trans. A, 47A (2016) 777-787