액체로켓 연소기용 Inconel 718 주조 및 단조 합금의 전자빔 용접부 미세조직 및 극저온 특성
홍현욱*,†․배상현*․권순일*․이재현*․도정현**․최백규**․김인수**․조창용**
*
창원대학교 신소재공학부
**
한국기계연구원 부설 재료연구소 내열재료연구실
A Study on Microstructures and Cryogenic Mechanical Properties of Electron Beam Welds between Cast and Forged Inconel 718 Superalloys for Liquid Rocket Combustion Head
Hyun-Uk Hong*
,
†, Sang-Hyun Bae*, Soon-Il Kwon*, Je-Hyun Lee*, Jeong-Hyeon Do**, Baig-Gyu Choi**, In-Soo Kim** and Chang-Yong Jo***Department of Materials Science and Engineering, Changwon National University Changwon 641-773, Korea
**High Temperature Materials Research Group, Korea Institute of Materials Science Changwon 641-831, Korea
†Corresponding author : [email protected]
(Received September 27, 2013 ; Revised December 12, 2013 ; Accepted December 13, 2013)
Abstract
Characterization of microstructures and cryogenic mechanical properties of electro beam (EB) welds between cast and forged Inconel 718 superalloys has been investigated. Optimal EBW condition was found in the beam current range of 36~39 mA with the constant travel speed of 12 mm/s and arc voltage of 120 kV for 10 mm-thick specimens. Electron beam current lower than 25 mA caused to occur the liquation microfissuring in cast-side heat affected zone (HAZ) of EB welds. The HAZ liquation microfissure was found on the liquated grain boundaries with resolidified γ/Laves and γ/NbC eutectic constituents. EBW produced welds showing a fine dendritic structure with relatively discrete Laves phase due to fast cooling rate. After post weld aging treatment, blocky Laves phase and formation of γ΄+ γ΄΄ strengtheners were observed. Presence of primary strengthener and coarse Laves particles in PWHT weld may cause to reduce micro-plastic zone ahead of a crack, leading to a significant decrease in Charpy impact toughness at -196℃.
Fracture initiation and propagation induced by Charpy impact testing were discussed in terms of the dislocation structures ahead of crack arisen from the fractured Laves phase.
Key Words : Superalloy, Electron beam welding, Cryogenic, Microfissure, Fracture toughness, Laves, Dislocation
1. 서 론
Inconel 718 합금은 대표적인 니켈-철기(Ni-Fe based) 석출경화형 초내열합금으로서, 650℃까지의 중간온도 영역에서 우수한 고온강도, 가공성과 용접성을 확보하도록 Nb을 첨가하여 개발된 내열소재이다
1-3). 본 합금의 주강화상인 디스크 모양의 γʹʹ상은 Ni
3Nb 조
성으로 기지와 정합관계를 갖는 준안정상으로 DO
22결 정구조(ordered bct 결정구조)로 석출한다
2,4,5). Ni
3(Al,Ti) 조성의 γʹ상은 구형의 미세한 석출물로서, L1
2결정구조(ordered fcc 결정구조)를 갖으며, 기지와 정 합관계로 석출한다. 본 합금에는 Al, Ti 함량이 적어 γʹ 상이 미량석출하기 때문에 보조 강화상으로 알려져 있 고, γʹʹ과 γʹ의 부피분율의 합은 약 20%이다
2,4,5). 준안 정상인 γʹʹ은 고온에서 조대화된 후 결국 조성은 동일하
연 구 논 문
Element C Cr Ni Fe Mn Mo Al Ti Nb
wt% 0.064 18.9 Bal. 19.3 0.11 2.9 0.58 1.1 5.0
Table 1 The chemical composition of cast Inconel 718 investigated in the present study 나 DO
a결정구조(orthorhombic 결정구조)인 안정한
δ상으로 변태한다
2,4-6). Inconel 718 합금에서 δ상은 850~1000℃ 온도범위를 지나는 다중 열처리 동안 γ 기지에서 직접 석출하거나, 이미 존재하는 Laves 혹은 NbC 계면에서 석출하기도 한다
7). Laves상은 Inconel 718 합금의 전형적인 TCP (Topologically Closed- Packed)상으로서, 육방정계 MgZn
2형의 결정구조로 기지조직에 비해 Cr과 Nb을 많이 함유한 (Fe, Cr)
2(Nb,Ti) 조성을 갖는다
7-9). Laves상은 주조 혹은 용접 중 응고과정에서 최종적으로 응고될 때 γ 기지와 공정 반응(eutectic reaction)에 의해 생성된다.
최근, Inconel 718 합금은 높은 강도와 더불어 양호 한 주조성(castability) 때문에 액체로켓엔진의 연소기 헤드로 사용이 고려되고 있다
10). 연소기 헤드의 작동환 경을 살펴보면, 액체산소와 연료의 폭발로 인한 추진력 때문에 연소기 내부는 극저온 고압환경에 놓이게 된다.
한편, 연소기 헤드 제작시 주조재와 단조재간의 전자빔 용접(Electron Beam Welding: EBW)이 사용되고 있으므로
11), Inconel 718 주조 및 단조 합금간의 EB 용접부 극저온 특성에 대한 평가 및 해석이 절실히 필 요한 실정이다. Inconel 718의 고밀도 에너지용접에 관련한 대부분의 문헌은 주로 단련용 합금 (wrought alloy)에 국한되어 용접부의 상온 및 고온특성을 다루
고 있고
7,9,12-14), 그나마 주조합금의 경우에는 용접열영
향부(Heat Affected Zone: HAZ)에서 발생하는 액화 균열에 초점이 맞추어져 있다
15-17). 게다가 Inconel 718 합금은 주로 500~650℃ 온도범위에서 사용되는 고온 용 소재이므로, 대부분의 데이터가 고온에만 국한되어 있다. 따라서, 본 연구에서는 Inconel 718 주조 및 단 조합금간의 EBW 용접변수에 따른 용접조건 최적화와 더불어 미세조직과 극저온 특성의 상관관계를 고찰하여 바람직한 EB 용접부를 얻기 위한 미세조직 제어 방안 에 관하여 토론하고자 하였다.
2. 실험 방법
본 연구에서 사용한 소재는 Inconel 718 주조 및 단 조 합금이고, Table 1에 화학적 조성을 표시하였다.
단조합금은 미국 Special Metals社에서 구입한 직경 31mm의 봉상소재로서 용체화 처리재이다. 주조합금은 재료연구소에서 직접 진공 유도 용해로를 통해 제조하
였다. 진공 유도 용해로에서 길이 100mm × 폭 40mm
× 두께 60mm 잉곳을 주조한 후, 두께 방향으로 10mm 씩 절단하여 용접시편으로 사용하고자 하였다. 용접부 특성에 주조결함인 기공(porosity)의 영향을 없애고, 편석부위에 생성하는 Nb함량이 높은 Laves와 δ상을 효과적으로 용해시키기 위해 HIP(Hot Isostatic Press) 처리를 아르곤 가스 100MPa 분위기에서 1163℃ 온도, 4시간 동안 실시하였다. 이 후, 1052℃ 온도에서 1시 간 동안 용체화 처리를 실시한 후 EB 용접을 수행하였 다. EB 용접은 최대 출력 30kW의 독일 Probeam社 모델 EBG30-150 K230 용접기를 사용하였다. EB 용접조건은 진공도 4 × 10
-4mbar에서 120kV 전압 과 12mm/s 용접속도를 일정하게 유지시키면서 전류를 20~75mA 범위에서 일정간격 변화시켜면서 최적 조 건을 도출하고자 하였다. EB 용접 후 γʹʹ과 γʹ을 기지내 에 석출시키고자, 일반적인 이중시효열처리를 실시하였 다. 즉, 718℃ 온도에서 8시간 동안 시효한 후 55℃/hr 의 냉각속도로 621℃까지 서냉하고 이 온도에서 8시간 동안 한번 더 시효처리 한 후 공냉하였다.
EB 용접부 인장시험은 게이지 지름 6mm, 길이 25mm 환형시편을 사용하여 용접부가 게이지 중앙에 위치하 도록 하였다. 인장시험은 -196℃ 온도에서 변위제어 0.125mm/min 속도로 시험하였다. 극저온 온도를 유 지하기 위해 액체질소가 계속하여 공급되어 시험편 게 이지가 액체질소와 평형온도를 유지하도록 냉각챔버를 설 계하였다. 샤르피 충격시험은 길이 55mm × 폭 10mm
× 두께 10mm의 표준시편을 사용하여 용접부가 시편 중앙에 위치하도록 하였다. 노치는 용접선 방향과 수직 하며, 융합부(fusion zone)에 놓이도록 기계가공하여 -196℃ 온도에서 충격시험하였다.
미세조직 및 파단면 분석을 위해 Jeol社의 JSM-5800
주사전자현미경(SEM: Scanning Electron Microscopy)
을 사용하였다. 상분석(phase identification)과 전위
구조 등을 정밀 분석하기 위해 Jeol社의 JEM-2100F
투과전자현미경(TEM: Transmission Electron Micro-
scopy)을 사용하였다. TEM 시편은 3mm 지름의 디
스크를 용접부에서 채취하여 연마에 의해 제작한 후,
60% 에탄올, 10% 과염소산과 30% 부탄올을 섞은 전
해액을 사용하여 -25℃ 온도에서 20V 전압으로 더블
제트 전해연마기를 통해 전해연마하여 얻었다. 샤르피
(a) (b)
10 ㎛ 50 ㎛
Fig. 1 Microstructures of Inconel 718 base metal : (a) cast alloy after HIP and solution treat- ment, (b) forged alloy after mill-annealing
Beam current(mA)
60
50
40
30
20
10
Partial /Porosity Narrow bead
Acceptable Over bead
Weld soundness
Electron beam welding Thickness : 10mm Travel speed : 12mm/s
Beam size Φ0.3, Overfocus+30 Beam size Φ0, On focus
36~39mA
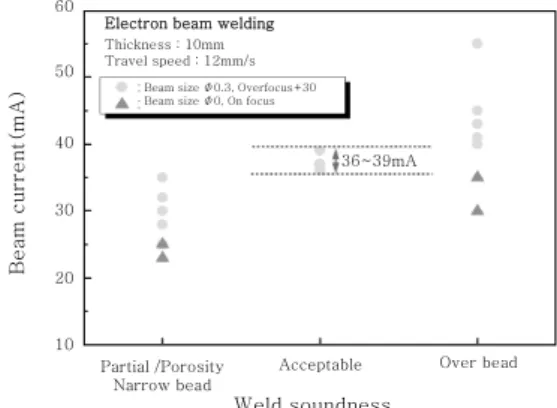
Fig. 2 Determination of optimal EBW condition to obtain sound EB welds showing full penetra- tion with no weld defects
시험 후 파단면 근처에 존재하는 균열 선단(crack tip) 에서 전위구조를 고찰하기 위해 집속이온빔(Focused Ion Beam: FIB)을 이용하여 TEM 시편을 제작하기 도 하였다.
3. 실험 결과 및 고찰 3.1 초기 모재 미세조직
Fig. 1은 EB 용접전 초기 미세조직을 나타낸다. 주 조재의 경우, HIP 및 용체화 처리로 인해 Laves와 δ 상들이 기지내에 용해되어 사라지고, 주조합금 특성상 불규칙한(irregular) 결정립계와 이를 따라 생성된 길 이 약 10㎛ 내외의 NbC가 관찰된다. 기공은 관찰되지 않았으며, 수지상간 영역 혹은 결정립계 부근에 contrast 차이로 나타나는 편석의 흔적이 보이지 않았다. 이러한 사실로부터, 본 실험의 HIP 및 용체화 처리는 미세조 직을 균질화하는 데에 효과적임을 시사한다. 단조재의 경우, Fig. 1(b)에 보듯이 미세한 등축정(equiaxed) 의 γ 결정립들이 균일하게 분포하고 있으며, 그 크기는 약 20~25㎛ 범위이다.
3.2 적정 EB 용접조건 도출
두께 10mm의 Inconel 718 주조 및 단조재를 기계 가공하여 I-groove 맞대기 EB 용접을 실시하였다. 총 24번의 시험용접을 수행하였으며, 빔 전류, 빔 크기, 빔 초점 등을 주요변수로 삼아 변화시키며 용접부 건전 성을 파악하였다. EB 용접부 건전성은 완전용입(full penetration) 및 백비드(back bead) 형성유무, 비드 외관, 기공유무, HAZ 액화균열 유무 등을 기준으로 파 악하였다. Fig. 2에 보듯이, 일정한 120kV 전압과 12mm/s 용접속도에서 빔 전류가 36~39mA 범위로 제어될 경우 건전한 용접부를 얻을 수 있다. 이 때, 빔 은 0.3mm circle 형상으로 제어하였다. 이 경우 키홀 (keyhole)이 막히지 않고 안정적으로 유지되어 cavity 생성을 효과적으로 방지할 수 있음을 확인하였다. 이와 더불어, 빔 초점을 용접표면 보다 1.5% 높게 설정
(overfocus)하여 cavity 발생 확률과 용입깊이 편차를 감소시키고자 하였는데, 빔 전류가 36~39mA 범위에 서는 충분히 완전용입이 형성되는 것을 확인하였다.
Abdul Jawwad 등
9)은 Inconel 718 단조합금에 대 하여 EB 용접할 경우 완전용입이 아닌 부분용입(partial penetration) 용접시 다수의 기공이 존재하고 기계적 특성을 저하시킨다고 하였다. 한편, Richards 등
16)은 Inconel 718 주조합금에 대하여 EB 용접속도를 달리 하여 HAZ 고온균열감수성 평가를 수행하였다. 그들에 따르면, 용접속도가 느릴수록 bead aspect ratio(폭/
깊이 비)가 2이상 클수록, 초기 결정립 크기가 작을수 록 고온균열저항성은 개선된다고 보고하였다. 본 연구 에서는 EB 용접속도가 12mm/s로 고정되었으므로, 결 국 빔 전류값에 의해 입열량(heat input)이 결정된다.
즉, 입열량이 클수록(용접속도가 느릴수록 혹은 전류값
이 클수록) HAZ 고온균열 저항성은 향상된다는 의미
와 동일하다. 하지만, Inconel 718의 연속냉각변태
(Continuous Cooling Transformation: CCT)곡선
18)에 따르면, 용접 입열량이 클수록(혹은 냉각속도가 느
릴수록) 냉각도중 조대한 Laves상과 δ상이 수지상간
영역에 생성되어 주요강화원소인 Nb 결핍을 조장하여
기계적 특성을 저하시킬 것으로 예측된다. 그러므로,
HAZ 고온균열이 생성되는 것을 회피하면서 동시에 조
대한 Laves상의 생성을 억제하는 적절한 입열량의 통
제가 필요하다. 본 연구에서는 10mm 두께의 Inconel
718 합금에 대해 적정 입열량에 해당하는 빔 전류 범
위는 36~39mA임을 도출하였다. Fig. 3은 적정 EB
용접조건 범위에서 얻어진 양호한 EB 용접부 미세조직
을 나타낸다. 1회 pass에 의해 완전용입이 잘 이루어
졌으며, fusion zone의 폭도 적당하다. 기공이나 HAZ
고온균열 등도 관찰되지 않는다. Fusion zone은 미세
수지상 구조로 관찰되고, 이는 EBW 특성상 빠른 냉각
(a)
(b) (c)
(d) (e)
1mm
200㎛ 200㎛
200㎛ 200㎛
Fig. 3 Macro and Microstructures of EB weld produced by optimal EB condition : (a) macro cross-section of EB weld, (b)~(e) microstructures corresponding marked area shown in Fig. 3(a)
(a) (b)
(c)
1mm
25 ㎛
10 ㎛
(a) (b)
(c)
1mm
25 ㎛
10 ㎛
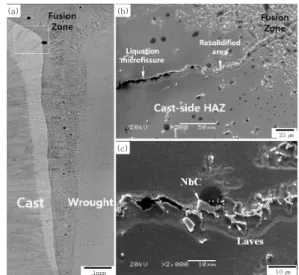
Fig. 4 Liquation microfissure formed in cast-side HAZ of EB weld produced by low EB current of 23mA : (a) macro cross-section of EB weld, (b) and (c) microstructures corresponding marked area shown in Fig.
4(a). Note that γ/NbC and γ/Laves eutectic constituents are present in the resolidified grain boundary
(a)
(b)
5 ㎛
(a)
(b)
5 ㎛
Fig. 5 (a) SEM micrograph of EB weld fusion zone and (b) SEM/EDS showing Laves particle
에 의해 얻어진 것이다.
한편, 빔 전류가 25mA 이하로 낮아지면, Fig. 4와 같이 기공과 함께 주조합금의 HAZ에서 고온균열이 발 생한다. 빔전류가 낮아지면 입열량도 작아지고, 이로 인해 급열과 급냉 효과가 더욱 심해진다. 급열에 의해 주조재의 결정립계에 존재하는 NbC가 완전히 용해되 지 않고, 계면 근처 기지에는 Nb 용질원자의 농도가 상당히 높아지게 된다. 이로 인해, 계면근처는 공정반 응에 의해 결국 melting이 발생하게 되어 액상필름이 입계를 따라 형성할 것으로 유추된다. 이는 조성적 액 화(constitutional liquation) 현상으로 알려져 있다
15-17,19-21)
. 이후 급냉 동안에는 액상필름이 재응고되나, 일부 최종 응고되는 액상은 인장잔류응력에 의해 분리 되어 균열을 만드는 것으로 판단된다. 만일 입열량이 크다면, 액상이 생성될 가능성도 낮고, 만일 생성되더 라도 천천히 냉각되어 액상 healing 현상에 의해 균열 이 발생할 확률도 낮아진다
21). Fig. 4(c)에 보듯이 HAZ 액화균열 근처에는 액상필름이 재응고될 때 생성 되는 공정반응물(eutectic constitute) γ/NbC 와 γ/
Laves가 관찰된다. 이는 Knorovsky 등
8)이 보고한 Inconel 718 합금의 응고순서와도 일치한다.
액화균열이 주조재 HAZ에만 발생한 이유는 단조재 에 비해 주조재가 결정립계가 월등히 조대하고, 결정립 계에 Nb 편석정도가 높기 때문으로 판단된다.
3.3 EB 용접부 미세조직 고찰
Fig. 5는 적정 용접조건에서 얻어진 EB 용접부의 fusion zone을 나타낸다. 평균 수지상 간격(Dendrite Arm Spacing: DAS)은 5~6㎛로 관찰된다. Odabaşi 등
12)은 718 합금을 대상으로 레이져 용접시 입열량을
74.5J/mm에서 126.6J/mm로 증가할 경우, 평균 수 지상 간격이 1.06㎛에서 2.30㎛로 증가한다고 보고하 였다. 본 연구에서 사용한 입열량은 약 304J/mm이고, 이를 상기의 Odabaşi 등의 식
12)에 대입하여 수지상 간격을 예측하면 실제 관찰한 5~6㎛와 잘 일치한다.
한편, 평균 수지상 간격은 용접 냉각속도와 특정한 관
(a)
(c) (d)
(b)
200 ㎛
50 ㎛
Fig. 6 TEM micrograph of EB weld fusion zone : (a) laves phase and (b) its SADP, (c) very fine γʹand γʹʹ precipitates in matrix and (d) their SADP
Testing EB weld Base metal
Vickers microhardness
Fusion zone HAZ Base metal
488 Hv 462~471 Hv
464 Hv
- - 465Hv
Cryogenic tensile property
YS (0.2%) UTS Elongation
Fractured position
1177 MPa 1310 MPa
8.7%
Base metal
1046 MPa 1313 MPa 11.9%
- Cryogenic
CVN impact toughness
Notch centered in fusion zone
14.9 J 30.2 J
Table 2 Summary of cryogenic mechanical properties
of EB weld
(a)
(b)
10 ㎛
5 ㎛
(a)
(b)
10 ㎛
5 ㎛
Fig. 7 SEM micrographs after charpy impact test at –196℃ : (a) cross-section and (b) fractured surface
계가 있는데, Wang 등
22)은 그 둘 사이에 아래와 같은 회귀식을 도출하였다.
λ ×
(1) 여기서, λ는 수지상 간격을, T는 냉각속도를 나타낸다.
상기 수식 (1)에 의거하여, 본 연구에서의 적정 EB 용 접조건에서의 냉각속도는 약 6.1 × 10
3℃/s ~ 1.0 × 10
4℃/s 범위내에 존재할 것으로 유추할 수 있다.
한편, 수지상간 영역에서는 Nb원자 편석에 의해 최 종 웅고물인 Laves가 관찰된다. SEM/EDS 분석결과, 기존 문헌과 마찬가지로 Nb, Cr, Fe, Mo 등의 성분 함량이 높다. Image analysis에 의해 Laves상의 평 균크기는 약 3㎛이며, 평균 분율은 3.3% 정도로 측정 되었다. Fig. 6은 Laves상과 γ 기지의 TEM 관찰 결 과이다. Laves 형상은 SEM에서 확인한 바와 같이 blocky 모양이 주로 관찰되었다. γ 기지내에는 EB 용 접후 시효열처리에 의해 γʹʹ과 γʹ 석출상이 정합관계를 유지하며 균일하게 분포하였다.
3.4 EB 용접부 극저온 기계적 특성 고찰
적정 용접조건에 의하여 얻어진 EB 용접부에 대하여 -196℃ 인장 및 충격시험 결과를 Table 2에 정리하였다.
상온 비커스 경도값을 살펴보면, EB 용접부의 fusion zone은 빠른 냉각속도에 의한 조직 미세화로 모재 보 다 다소 높은 값을 나타내었다. 극저온 인장 결과를 살펴 보면, 모재 대비 EB 용접부가 항복강도가 약 100MPa 이상 증가하였고, 연신율은 다소 감소하였다. 인장 파 단은 모재에서 발생하였으며, 이는 EB 용접부의 건전
성을 반영한다. 극저온 샤르피 충격시험 결과를 살펴보 면, 모재 대비하여 EB fusion zone이 약 절반 이하의 낮은 충격인성 값을 나타내었다.
EB 용접부 충격인성이 모재대비 절반 이하로 저하된
이유를 살펴보고자, 충격시편 파면과 절단면을 관찰하
여 Fig. 7에 나타내었다. Fig. 7(a)에 알 수 있듯이,
충격파단면 근처의 모든 미세 균열들이 Laves상으로부
터 기인되는 것을 알 수 있다. 아울러 Laves상들은 모
두 파단되어 있음이 관찰된다. 따라서, 주균열(primary
crack) 선단에서 형성된 응력집중에 의하여 취약한
TCP 상인 Laves상이 우선 파단되고, 파단된 Laves로
부터 미세 균열이 모재로 전파하는 양상으로 이해할 수 있
200 nm
40 nm (a)
(b)
Fig. 8 TEM micrograph showing fractured Laves particle present near fractured surface after Charpy impact test at -196℃ : (a) low magnification and (b) high magni- fication claiming that brittle crack from Laves propagates into γ matrix containing γʹʹ+γʹ strengtheners
200 nm
100 nm
(b) (a)
Fig. 9 TEM micrograph showing fractured Laves particle present near fractured surface after Charpy impact test at -196℃ : (a) low magnification and (b) high magnification claiming that crack from Laves is blunted at γ matrix without γʹʹ+γʹ strengtheners
다. 충격 파단면은 연성파괴의 대표적인 형태인 dimple 구조를 나타내고 있으나, Fig. 7(b)에서 보듯이 dimple 중심에는 파단된 Laves상이 존재한다. 이는 절단면 관 찰 결과와 동일하게 Laves상에서 균열이 쉽게 개시됨 을 의미한다. 그러므로, 모재 대비하여 EB 용접부가 충격인성이 크게 저하되는 이유는 취약한 Laves상이 수지상간 영역에 다량 존재하기 때문이다.
Laves상이 파괴되면서, 균열 개시점으로 작용한다 할 지라도, Laves상을 둘러싼 γ기지가 균열을 arresting 할 정도로 충분히 ductile한다면 충격인성이 저하되지 않을 것이다. 즉, Laves상 뿐만 아니라 γ기지의 취약 함으로 쉽게 균열이 기지내로 전파하는 것도 충격인성 저하의 한 요인이다. γ기지가 균열을 arresting할 정도 로 충분한 연성이 없는 이유는 시효열처리 동안 석출하 는 γʹʹ과 γʹ 석출상에 기인한다. EB 용접후 시효열처리 유무에 따른 Laves상 근처의 균열거동을 고찰하였다.
즉, EB 용접후 시효처리를 하지 않고 극저온 충격시험 을 실시하여, Laves로 부터 개시된 미세 균열 거동을 비교하여 보았다. 샤르피 파단면 근처에 존재하는 균열 선단에서 전위구조를 고찰하기 위해 FIB를 이용하여 TEM 시편을 제작하였다. Fig. 8은 시효 열처리를 실 시한 EB 용접부 파면 근처에서 파괴된 Laves상을 나 타내다. 시효처리에 의해 γ기지내에는 γʹʹ과 γʹ 석출상이 존재한다. Laves상의 파괴로부터 생성된 미세 균열이
γ기지로 sharp하게 전파하는 것을 알 수 있다. 이 때, γʹʹ과 γʹ 석출상을 포함하는 γ기지는 미세균열을 arresting할 정도의 충분한 micro-plastic 영역을 만 들지 못하는 것을 알 수 있다.
반면, Fig. 9는 시효 열처리를 실시하지 않은 EB 용 접부 파면 근처에서 파괴된 Laves상을 나타낸다. γʹʹ과 γʹ 강화상이 없는 γ기지는 충분한 연성을 가지고 있다.
Laves상의 파괴로부터 생성된 미세 균열이 γ기지로 전 파하지 못하고 blunting 되는 것을 관찰할 수 있다.
Blunting된 균열 선단에는 상당한 밀도의 전위(dis- location)들이 관찰된다. 이로부터 Laves상이 파괴되 어 생성된 미세균열은 쉽게 전파하지 못하고, γ기지가 미세균열을 arresting할 정도의 충분한 micro-plastic 영역을 만드는 것을 알 수 있다. 따라서, EB 용접부 저온 충격인성을 저하시키는 요인은 수지상간 영역에 존재하는 blocky 모양의 Laves상 뿐만 아니라 균열 선단의 micro-plastic 영역을 작게 만드는 γ기지내의 γʹʹ과 γʹ 석출상들임이 확인된다.
4. 결 론
Inconel 718 주조 및 단조합금간의 EBW 용접변수
에 따른 용접조건 최적화와 더불어 미세조직과 극저온
특성의 상관관계를 고찰하였다. 주요 연구결과를 정리
하면 다음과 같다.
1) 10mm 두께의 Inconel 718 합금에 대해 일정한 120kV 전압과 12mm/s 용접속도에서 건전한 EB 용 접부를 얻기 위해서, 빔 전류를 36~39mA 범위로 최 적화 하였다.
2) 빔 전류가 25mA 이하로 낮아지면, 기공과 함께 주조합금의 HAZ에서 고온균열이 발생하였다. 이는 주 조재의 결정립계에 존재하는 NbC와 기지와의 공정반 응에 의한 조성적 액화에 의하여 발생한다고 판단된다.
3) EB 용접공정 특성상 빠른 냉각속도에 의해 미세 한 수지상 조직이 관찰되었으며, 수지상간 간격은 약 5~6㎛이며, 이는 약 6.1 × 10
3℃/s ~ 1.0 × 10
4℃/s 범위에 냉각속도에 해당함을 알 수 있었다. 수지상간 영역에서는 최종 웅고물인 Laves가 평균크기 약 3㎛, 평균 분율 약 3.3% 정도로 관찰되었다.
4) 모재 대비하여 EB 용접부가 극저온 충격인성이 크게 저하되는 이유는 취약한 Laves상이 우선 파괴 개 시기점으로 작용하고, 이후 파괴된 Laves상으로부터 생성된 미세 균열은 γ기지로 쉽게 전파하기 때문이다.
미세 균열 선단의 micro-plastic 영역은 γ기지내의 γʹʹ 과 γʹ 강화상들로 인해 무시할 정도로 작아 쉽게 균열 이 전파한다고 판단된다.
후 기
이 논문은 2012~2013년도 창원대학교 연구비에 의 하여 연구되었음.
Reference
1. H.L. Eiselstein : Metallurgy of Columbium-Hardened Nickel-Chromium-Iron Alloy, Advances in the Technology of Stainless Steels and Related Alloys, STP 369, ASTM (1965)
2. D.D. Krueger : The Development of Direct Age 718 for Gas Turbine Engine Disk Applications, Proc.
Conf. Superalloy 718-Metallurgy and Applications, E.A. Loria, ed., TMS, Warrendale, PA, (1989) 279- 296
3. D.G. Ahn and K.W. Byun : Investigation of Cutting Characteristics in the Sharp Corner for the Case of Cutting of Inconel 718 Superalloy Sheet using High-power CW Nd:YAG Laser, Journal of KWJS, 26 (2008) 90-96 (in Korean)
4. J.F. Radavich : The Physical Metallurgy of Cast and Wrought Alloy 718, Proc. Conf. Superalloy 718- Metallurgy and Applications, E.A. Loria, ed., TMS, Warrendale, PA, (1989) 229-240
5. M. Sundararaman, P. Mukhopadhyay and S. Banerjee
: Some Aspects of the Precipitation of Metastable Intermetallic Phases in Inconel 718, Metall. Trans.
A, 23A (1992) 2015-2018
6. S.T. Wlodek and R.D. Field : The Effects of Long Time Exposure on Alloy 718, Proc. Conf. Superalloy 718, 625, 706 and Various Derivatives, E.A. Loria, ed., TMS, Warrendale, PA, (1994) 659-670
7. K. Sivaprasad and S. Ganesh Sundara Raman : Influence of Weld Cooling Rate on Microstructure and Mechanical Properties of Alloy 718 Weldments, Metall. Mater. Trans. A, 39A (2008) 2115-2127 8. G.A. Knorovsky, M.J. Cieslak, T.J. Headley, A.D.
Romig, Jr. and W.F. Hammetter : Inconel 718: A Solidification Diagram, Metall. Trans. A, 20A (1989) 2149-2158
9. A.K. Abdul Jawwad, M. Strangwood and C.L. Davis : Microstructural Modification in Full Penetration and Partial Penetration Electron Beam Welds in Inconel 718 (IN 718) and Its Effect on Fatigue Crack Initiation, Metall. Mater. Trans. A, 36A (2005) 1237-1247
10. A. Ulas and E. Boysan : Numerical Analysis of Regenerative Cooling in Liquid Propellant Rocket Engines, Aerospace Sci. Tech., 24 (2013) 187-197 11. Y. Nakao and C.Y. Kang : Welding and Bonding of
Superalloys, Journal of KWJS, 8 (1990) 8-19 (in Korean)
12. A. Odabaşi, N. Ünlü, G. Göller na d M.N. Eruslu : A Study on Laser Beam Welding (LBW) Technique:
Effect of Heat Input on the Microstructural Evolution of Superalloy Inconel 718, Metall. Mater. Trans. A, 41A (2010) 2357-2365
13. G.D. Janaki Ram, A. Venugopal Reddy, K. Prasad Rao, G.M. Reddy and J.K. Sarin Sundar : Micro- structure and Tensile Properties of Inconel 718 Pulsed Nd-YAG Laser Welds, J. Mater. Process. Technol.
167 (2005) 73-82
14. J.K. Hong, J.H. Park, N.K. Park, I.S. Eom, M.B.
Kim and C.Y. Kang : Microstructures and Mechanical Properties of Inconel 718 Welds by CO2 Laser Welding, J. Mater. Process. Technol. 201 (2008) 515-520
15. W.A. Baeslack III, S.L. West and T.J. Kelly : Weld Cracking in Ta-Modified Cast Inconel 718, Scripta Metall. 22 (1988) 729-734
16. N.L. Richards, X. Huang and M.C. Chaturvedi : Heat Affected Zone Cracking in Cast Inconel 718, Mater. Charact. 28 (1992) 179-187
17. I.S. Woo and K. Nishimoto : Metallurgical Factors Contributing to HAZ Cracking Susceptibility in Cast Alloy 718 Welds and Its Improvement by Cerium Addition, Met. Mater. Int. 7 (2001) 241-249 18. C.I. Garcia, A.K. Lis, E.A. Loria and A.J. Deardo : Thermomechanical Processing and Continuous Cooling Transformation Behavior of IN 718, Proc. Conf.
Superalloys 1992, S.D. Antolovich et al., ed., TMS,
Warrendale, PA, (1992) 527-536
19. J.J. Pepe and W.F. Savage : Effects of Constitutional Liquation in 18Ni Maraging Steel Weldments, Weld.
J., 46 (1967) 411s-422s
20. R. Nakkalil, N.L. Richards and M.C. Chaturvedi : Grain Boundary Liquid Film Migration During Welding of Incoloy 903, Scripta Metall. Mater., 26 (1992), 1599-1604
21. O.A. Ojo and M.C. Chaturvedi : Liquation Micro- fissuring in the Weld Heat-Affected Zone of an Overaged Precipitation-Hardened Nickel-Base Superalloy, Metall. Mater. Trans. A, 38 (2007), 356-369 22. H.M. Wang, J.H. Zhang, Y.J. Tang and Z.Q. Hu :
Rapidly Solidified MC Carbide Morphologies of a Laser-Glazed Single-Crystal Nickel-Base Superalloy, Mater. Sci. Eng. A, 156 (1992) 109-116