Technical Papers
초고장력 강판을 적용한 Cowl Cross Member의 레이저 용접 적용에 관한 연구
박동환a*, 윤재정a, 김근영bA Study on Laser Welding Application of the Cowl Cross Member for Ultra-High Strength Steel
Dong Hwan Parka*, Jae Jung Yuna, Kun Young Kimb
a Gyeongbuk Hybrid Technology Institute, 24-24, Goeyeon 1-gil, Yeongcheon-si, Gyeongsangbuk-do, 770-170, Korea
b Sewon R&D Center, 554, Dalseodae-ro, Dalseo-gu, Deagu 704-920, Korea
ARTICLE INFO ABSTRACT
Article history: A cowl cross is a part of the car’s instrument panel used to maintain the rigidity of the vehicle body side. The application of laser welding has the benefits of speed and thermal deformation compared to arc welding. An ultra–high strength steel sheet is used to reduce the weight of the vehicle body parts. Generally, formability of such a steel sheet is poor because its elongation is very low. For this reason, a method for cold forming of an ultra-high strength steel sheet is required.
This paper describes how to improve the formability and weldability of the ultra- high strength steel sheet. Mechanical tests of this material were also performed to evaluate the welding properties of CO2 (GMAW) and those of laser welding.
Received 3 June 2014 Revised 14 July 2014 Accepted 26 August 2014
Keywords:
High strength steel Cowl cross Laser welding Scanner Forming die
* Corresponding author. Tel.: +82-54-330-8020 Fax: +82-54-330-8029 E-mail address: [email protected] (Dong Hwan Park).
1. 서 론
자동차 메이커들은 알루미늄과 플라스틱 등 경량재료가 경량화 를 극대화 할 수 있을 것으로 보고 있으나 이로 인한 원가 상승으로 많은 제약을 받아 경량재료 적용량이 급증하지는 않을 것으로 예상 되며 기존 철강 소재의 인장강도를 높혀 차체 경량화를 높이는 기 술은 자동차의 경쟁력 향상을 위해서 반드시 확보해야 될 중요 핵 심기술이다[1].
최근 자동차 차체 업체는 초고장력강 소재를 사용하여 비용 상승 을 최소화하면서 소재 두께를 줄여 차체 중량을 감소시키고 있다.
또한 원격 레이저 용접을 적용하여 생산성을 향상시켜 일부 고급 차종에 적용할 계획을 하고 있다[2].
전 세계적인 연비규제 강화 추세와 연비 성능이 차량 판매를 좌 우하는 중요한 요소로 부각되고 있어 경량화를 위한 대안으로 고강 도강을 사용하는 추세이지만 고강도강은 강도가 증가함에 따라 신 장률이 감소하여 성형성이 악화되고 있는 단점을 지니고 있어 본 연구에서는 이러한 고강도 강판 성형 시 성형성 향상을 위해 사전 에 성형 해석을 실시하여 균열, 주름 부위를 예측하고 용접 중 발생 된 열변형을 최소화 하고자 하였다[3].
본 연구에서는 기존 양산에 적용되고 있는 부품들을 경량화하였 으며, 고강도 강판 성형의 문제점인 밴딩 성형 문제점을 보완하고 자 하였다. 또한 고강도 강판을 Cowl Cross 멤버에 적용하여 현재 CO2를 100% 보호가스로 사용하여 용접하는 GMAW 용접 방법 대신 레이저 용접을 적용하여 용접속도 증가, 용접 열변형 감소,
Fig. 2 Nakazima specimens of FLD test
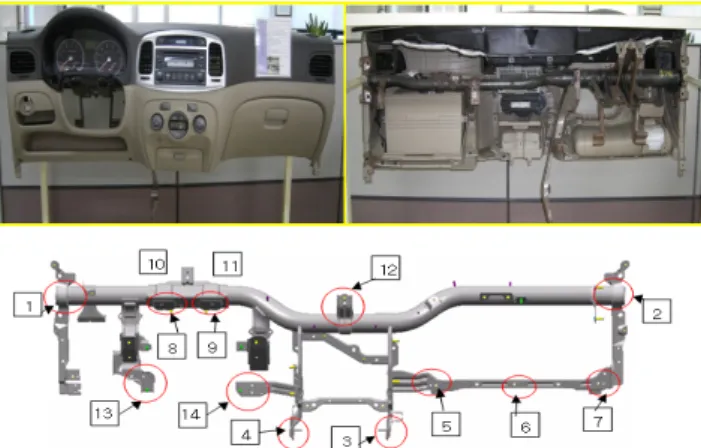
Fig. 3 Result of FLD test Fig. 1 Cowl cross member of instrument panel
CO2가스 및 스패터 발생으로 인한 작업환경을 개선하여 양산 차 종에 적용시키고자 하였다.
Cowl Cross 멤버는 Fig. 1에서 보는 것처럼 자동차의 계기판 (instrument panel) 하부에 장착되며 차체 좌우의 강성을 보완하는 동시에, 조향장치(steering column)를 지지하는 역할을 하며 또한 각종 전자부품과 전선이 Cowl Cross 멤버에 장착되기 때문에 Fig.
1에서 보이는 것처럼 수많은 작은 브라켓(bracket)들이 용접되어 있다.
각종 전자부품과 전선이 Cowl Cross 멤버에 장착되기 때문에 수많은 작은 브라켓(bracket)들이 용접되어 CO2 (GMAW)용접으 로 조립되고, 용접공정 중에 열변형이 발생되어 Cowl Cross 멤버 의 형상이 변하게 되는 단점이 있기 때문에 형상변형으로 칵핏모듈 조립단계와 차량 장착단계에서 조립을 할 수 없게 되므로 용접 변 형을 최소화해야 한다.
본 연구에서는 초고강도 강판의 성형성 및 용접성 향상 방안을 개발하여 Cowl Cross멤버에 적용 시키고자 하며 부품의 형상정밀 도를 높혀 성형된 고강도 강판에 레이저 용접을 적용하여 변형을 최소화한 Cowl Cross 멤버를 제작하고자 하였다. 또한 고품질 Cowl Cross 멤버를 제작하기 위해서는 레이저 용접 시 발생하는 플라즈마 방사 신호를 실시간 모니터링 하여 용접성을 확보하는 방법도 검토 되고 있다[4,5].
2. 소재 물성 시험
2.1 상온 FLD (Forming Limit Diagram) 시험
FLD는 박판의 성형한계를 보여주는 지표로서 소재가 네킹이나 크랙 없이 변형할 수 있는 최대 한계를 알 수 있는 시험으로 SGAFC 1180 (두께 1.2 mm) 소재를 대상으로 FLD 시험 시편을 제작하여 만능박판성형시험기에서 성형한계 시험을 진행하였다. 일반적인 냉연강판의 FLD 시편은 직사각형의 형상으로 가공하여 시험을 진
행하는 반면 초고장력강의 FLD 시편은 Fig. 2에서 보는 바와 같이 비철금속에 사용하는 FLD 시편으로 가공하여 보다 안정적인 크랙 이 발생할 수 있도록 하였다. 돔장출 시험 조건은 블랭크 압력 80 톤, 펀치압력 20톤을 사용하였으며 Fig. 3은 FLD 시험 결과를 나 타낸다. 펀치 이송거리를 살펴보면 25~135 mm 시편은 대략 16 mm 정도의 펀치가 상승한 뒤에 시편 파단이 일어났으며 이후 150~200 mm 시편은 대략 24 mm 정도 펀치가 상승한 뒤에 시편 파단이 발생하였다. 두 번째로 각 시편에 걸리는 펀치력을 살펴보 면, 25 mm 시편은 3톤, 50 mm 시편은 5톤, 75 mm 시편은 5.5톤, 100 mm 시편은 7톤, 125 mm 시편은 10톤, 135 mm 시편은 8.5 톤, 150 mm 시편은 12톤, 200 mm 시편은 16톤 정도의 펀치력이 측정되었다.
SGAFC 1180 소재 기준으로 시편의 사이즈가 클수록 펀치 상 승높이가 높아지는 것을 확인할 수 있었고 사이즈가 클수록 성형이 더 잘되는 것을 알 수 있다. 또는 성형시에 시편의 사이즈가 클수록 펀치력이 많이 필요하게 된다.
2.2 인장 시험
SGAFC 1180 소재에 레이저 용접을 실시하여 인장시험(KSB 0801 KS 5호 시험편)을 실시하였다. 레이저 용접은 4 kW 디스크
Fig. 4 Image of tensile test result
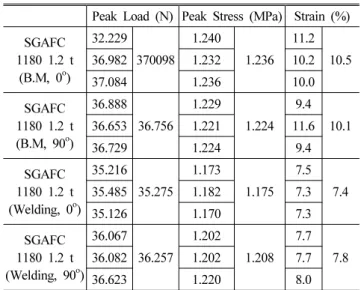
Table 1 Result of tensile test
Peak Load (N) Peak Stress (MPa) Strain (%) SGAFC
1180 1.2 t (B.M, 0o)
32.229 370098
1.240
1.236 11.2
10.5
36.982 1.232 10.2
37.084 1.236 10.0
SGAFC 1180 1.2 t (B.M, 90o)
36.888 36.756
1.229
1.224 9.4
10.1
36.653 1.221 11.6
36.729 1.224 9.4
SGAFC 1180 1.2 t (Welding, 0o)
35.216 35.275
1.173
1.175 7.5
7.4
35.485 1.182 7.3
35.126 1.170 7.3
SGAFC 1180 1.2 t (Welding, 90o)
36.067 36.257
1.202
1.208 7.7
7.8
36.082 1.202 7.7
36.623 1.220 8.0
Fig. 5 Image of micro vickers hardness test
Fig. 6 Result of micro vickers hardness test 레이저 용접기를 사용 하였으며 레이저 용접 출력은 4 kW이며 용
접 속도는 7 m/min으로 실시하였다. 인장시편은 SGAFC 1180 소재에 대해 압연방향과 동일한 0°, 압연방향과 직각인 90° 방향별 로 각 3개씩 인장시험을 실시하였다.
인장시험은 MTS의 INSTRON 8801 장비를 사용하여 시험 속 도: 2 m/min, 폭: 25 mm, 소재 두께: 1.2 mm의 조건으로 시험을 진행하였다. Fig. 4는 인장시험 후 시편 사진을 보여주고 있으며 SGAFC 1180 소재는 인장시편의 대각선 방향으로 절단되는 형상 을 보이고 있는데 이는 연신율이 높은 소재의 경 우 Nec-king 현상 이 발생하면서 파단 되는 반면 SGAFC 1180 소재의 경우는 연신 율이 매우 낮아 Nec-king 현상이 발생되지 않고 소재가 파단될 때 나타나는 형상으로 판단된다. 레이저 용접 소재의 인장시험 결과 는 모두 열영향부에서 파단이 일어나는 것을 확인할 수 있었다.
인장 시험에 사용된 레이저 용접 시편은 용접부에 Sagging 현상 이 생기거나 비드상부가 함몰되어 단면이 줄어드는 현상은 발생 되지 않았다.
Table 1은 최대인장강도 및 연신율을 나타난 것으로 최대 인장 강도 평균 결과를 비교한 결과 SGAFC 1180 소재는 약 1,230 MPa의 인장강도를 보여주고 있으며 레이저 용접 소재는 1,192 MPa의 인장강도를 보여주고 있어 모재 대비 약 96.9% 인장강도 를 가지는 것을 확인할 수 있었다.
2.3 경도 시험
SPRC 340 (두께 0.8 mm) 및 SPFC 1180 (두께 1.0 mm) 소재 의 레이저 용접 후 완전 용입 및 부분용입 용접부에 마이크로 비커 스 경도기를 사용하여 경도를 측정하였으며, Fig. 5는 SPFC 1180 소재의 경도를 측정한 사진을 나타낸 것으로 SPFC 1180 소재를 레이저 출력 6 kW, 용접속도 4 m/min(완전용입), 6 m/min(부분 용입)의 조건에서 용접한 시편을 하중 1 kg, 0.2 mm 간격으로 30
포인트를 측정한 현미경 사진이다.
Fig. 6은 SPRC 340 및 SPFC 1180 소재의 레이저 용접부의 마이크로 비커스 경도를 측정한 결과를 보여주고 있으며 SPRC 340 소재의 경우 경도값이 모재는 100 Hv 이하가 나오는 반면 용접부는 150 Hv 이상 나오는 것을 확인할 수 있었다.
SPRC 340 및 SPFC 1180 소재의 2매 용접부는 경도값이 모재
Table 2 Simulation conditions of forming Material Density 7.8 × 10-6 kg/mm3 Young's modulus 210 Gpa
Thickness 1 mm
Poisson's ratio 0.3
velocity Holding: 2 m, Stamping: 5 m/sec
Fig. 7 Schematic diagram of die and process
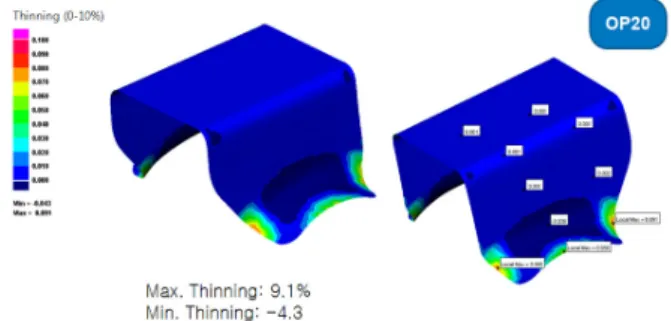
Fig. 8 Result of forming simulation
Table 3 Simulation conditions of heat deformation Laser welding 6 kW, 4.0 m/min CO2 welding 120 A, 19 V, 2.8 m/min Film coefficient 25 W/m2
Emissivity 0.8
Starting temperature 20°C
Fig. 9 Deformation result of CO2 & laser welding 는 100 Hv 이하가 나오는 반면 용접부는 300 Hv 이상 나오는
것을 확인할 수 있었으며 열영향부가 관찰되지 않았다.
SPFC 1180 소재의 경우 경도값이 모재는 350 Hv 이상이 나오 는 반면 용접부는 400 Hv 이상 나오는 것을 확인할 수 있었다.
특히 SPRC 340 및 SPFC 1180 소재의 레이저 용접 열영향부는 250 Hv 나오는 것을 확인할 수 있었다.
3. 성형 해석
3.1 판재 성형 해석
Cowl Cross 단품에 대해 Pam-Stamp 성형해석 프로그램 을 활 용하여 초고장력 박판 소재의 성형 해석을 수행하였으며 기존 재질 은 SGAFC 440 (두께 1.4 mm)이며 변경 재질은 SPFC 1180 (두 께 1.0 mm)이다. 강도가 향상되는 것을 고려하여 경량화 효과를 위해 두께를 0.4 mm 경량화하여 성형해석을 수행하였으며 판재성 형해석 조건은 Table 2에 나타내었다.
기존 공정으로 성형 해석을 실시한 결과 파단이 발생될 확률이 매우 높아 공법 변경을 위해 기존 1공정에 2공정으로 나 누어 성형 해석을 실시하였다. 1공정에서는 날개부만 성형하고 2공정에서는 가운데 부분의 90도 성형을 실시하는 공법으로 변경하여 성형해석 을 진행하였다. Fig. 7은 1공정과 2공정의 금형 모식도를 나타내며 1공정 성형해석 결과 금형 모서리 R 부분이 너무 작아 파단이 발생 할 것으로 예상되어 모서리 R 부분을 크게하여 성형 해석을 진행 하였다. Fig. 8은 상부 금형에서 모서 리 R (반경) 값을 변경하고 펀치는 모서리 R 값을 변경하여 성형해석을 수행한 결과 약 9%
정도의 두께 감소율을 보여 성형 시 파단이 발생하지 않음을 예측 할 수 있었다.
3.2 용접 열변형 해석
SPFC 1180 소재의 성형해석 결과를 바탕으로 Cowl Cross 부 품인 SSR UNIT 단품과 Cowl Cross의 파이프(STK 500, 두께 1.8 mm)를 조합하여 CO2 (GMAW) 및 레이저 용접 열변형에 대 한 해석을 수행 하였다. 용접 열변형해석은 SYS-WELD 프로그램 을 사용하여 용접해석을 수행하였으며 열변형해석 조건은 Table 3에 나타내었다. SGAFC 440 소재의 경우 아연도금이 용접부에 미치는 영향에 대해서는 고려하지 않았다. Fig. 9는 SGAFC 440 소재의 용접 열변형량 해석 결과 CO2 (GMAW) 용접시 약 0.63 mm의 변형량이 관찰되었으며 레이저 용접의 경우 약 0.13 mm의 변형량이 관찰되며 CO2 (GMAW) 용접대비 약 79% 정도 변형이 감소될 것으로 예상되었다. Fig. 10은 SPFC 1180 소재의 용접
Fig. 10 Deformation result of CO2 & laser welding
Fig. 11 Image of laser welding and jig
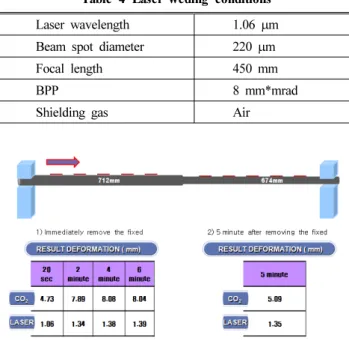
Table 4 Laser weding conditions
Laser wavelength 1.06 µm
Beam spot diameter 220 µm
Focal length 450 mm
BPP 8 mm*mrad
Shielding gas Air
Fig. 12 Result of welding thermal deformation
Fig. 13 Image of Force (N)-Time (Sec) 열변형량 해 석 결과 CO2 (GMAW) 용접 시 약 0.32 mm의 변형
량이 관찰되었으며 레이저 용접의 경우 약 0.24 mm의 변형량이 관찰되며 CO2 (GMAW) 용접대비 약 25% 정도 변형이 감소될 것으로 예상되었다.
4. 용접성 실험
4.1 용접 열변형량 측정 실험
Cowl Cross 파이프의 CO2 (GMAW) 및 레이저 용접 시 용접 열변량을 측정하기 위해 별도 지그를 제작하고 용접 로봇을 활용하 여 용접을 실시하였다. 파이프의 열변형량은 한쪽면의 고정부를 풀 어서 파이프의 휨 정도를 하이트 게이지를 사용하여 최초 높이와 용접 후 높이를 비교하여 열변형량을 관찰하였다. Fig. 11은 레이 저 용접 및 지그 사진을 보여주고 있으며 레이저 용접 조건은 출력 은 4 kW로 고정하고 두께 2.0 mm 파이프는 용접 속도를 5.5 m/min를 적용하였으며 두께 1.8 mm 파이프에는 6.0 m/min을 적 용하여 이면 비드가 발생하는 조건으로 용접 실험을 진행하였다.
레이저 용접 조건은 Table 4에 나타내었다. Fig. 12는 CO2
(GMAW) 및 Laser 용접을 10점 실시 후 용접 변형량을 측정한 결과를 나타낸 것으로 레이저 용접 시 변형량은 약 1.06~1.39 mm 정도의 변형량이 관찰되었으며 CO2 (GMAW) 용접은 약 4.73~
8.04 mm 정도 의 변형량이 나타나 CO2 (GMAW) 용접 대비 매 우 낮은 변형량을 확인하였다.
4.2 단품 용접부 피로내구 시험
SGAFC 440 (두께 1.4 mm) 및 SPFC 1180 (두께 1.0 mm) 소재를 적용한 Cowl Cross 단품의 용접부 피로내구 수명을 확인 하기 위해 3축 유압 시험기를 활용하여 피로 내구 시험을 진행하 였다. 장비는 MTS社에서 제작한 장비로 15 kN 유압엑츄에이터 를 활용하였으며 Fig. 13은 하중-시간 그래프를 나타내는 사진으 로 ±200 N의 하중을 1 cycle/sec 속도로 피로 내구 시험을 진행 하였다.
Fig. 14는 SGAFC 440 소재를 적용하여 단품을 레이저 용접 실시 후 ±200 N의 하중으로 피로내구 시험을 진행한 결과 16,595 cycle에서 용접부 파단이 발생하였고, SGAFC 440 단품의 경우 CO2 (GMAW) 용접 후 30,834 cycle에서 용접부 파단이 관찰 되 었는데 이는 레이저 용접 단품에 비해 54% 정도 낮은 값을 보이고
Fig. 14 Fatique test result of laser welding
Fig. 15 Image of the fracture surface
Fig. 16 Fatique test result of laser welding
Fig. 17 Image of x-ray CT system
Fig. 18 Image of x-ray CT (SPFC1180) 있다.
SGAFC 440 소재의 경우 아연도금강판으로 CO2 (GMAW) 용 접의 경우 아연도금 강판에 대한 영향은 적은 반면 레이저 용접을 적용한 단품에 대한 피로시험 결과 Fig. 15에서 보는바와 같이 용 접부 파단면에서 기공이 많이 발생되는 것을 확인할 수 있었다.
Fig. 16은 SPFC 1180 소재를 Cowl Cross Pipe에 레이저 용접 을 실시하여 피로내구 시험을 진행한 사진으로 ±200 N의 하중으 로 피로내구 시험 진행한 결과 50,000 cycle (13시간 53분)동안 파단이 발생되지 않았다. 이는 CO2 (GMAW) 용접의 피로 내구 시험 결과에 비해(39,896 cycle) 레이저 용접 적용 시 피로 내구 수명이 향상된 것을 확인할 수 있었다.
4.3 단품 용접부 비파괴 시험
SGAFC 440 소재 및 SPFC 1180 소재 단품을 Cowl Cross 파이프에 CO2 (GMAW) 및 레이저 용접을 실시하여 용접부에 대 한 비파괴 시험을 실시하였다. Fig. 17은 파이프에 용접 후 비파괴
시험을 위해 파이프를 절단하여 비파괴 검사 장비에 샘플을 넣고 촬영한 사진을 보여주고 있다. 용접부 비파괴 시험 결과 SGAFC 440 및 SPFC 1180 단품 모두 CO2 (GMAW) 용접부에는 비파괸 시험 사진으로 관찰이 가능한 기공은 발생하지 않았다.
Fig. 18은 SPFC 1180 단품을 Cowl Cross Pipe에 레이저 용접
Fig. 19 Image of x-ray CT (SGAFC440)
을 실시하고 기공을 관찰하기 위해 실시한 비파괴 시험 사진으로 사진에서 보는바와 같이 용접부 내에 육안으로 관찰이 가능한 기공 은 발생하지 않았다.
SGAFC 440 단품의 비파괴 시험 결과 Fig. 19에서 보는 바와 같이 레이저 용접 적용 단품에서 많은 양의 기공이 용접부 내에 잔류 하고 있는 것을 확인하였다. 기공 발생 원인으로 SGAFC 440 소재 의 경우 아연도금강판으로 아연도금 층이 레이저 용접 시 용융부 내에서 빠져 나오지 못하고 잔류된 것으로 판단되며 이와 같은 기공 발생으로 인해 피로 내구 수명이 낮아지는 것을 확인하였다[6,7].
5. 결 론
본 연구에서는 초고장력 소재에 대한 레이저 용접 기술을 분석하 였으며 이로부터 얻은 결론은 다음과 같다.
(1) 1180 MPa급 소재를 적용한 Cowl Cross 멤버의 레이저 용접 에 대한 용접 공정 및 성형 공정 최적화를 구축하였으며 용접 및 성형 불량 개선을 위해 다양한 해석과 공정 개선 프로세스 를 설정하였다.
(2) 1180 MPa급 소재의 경우 경도값이 모재는 350 Hv, 용접부는 400 Hv 이상 나오는 것을 확인할 수 있었으며 열영향부는 250 Hv로 낮게 나오는 것을 확인할 수 있었다.
(3) 용접 열변형 해석결과 CO2 (GMAW) 용접 대비 Laser 용접 적용 시 SGAFC 440 소재의 경우 열변형량이 52.2% 감소되 었고, SPFC 1180 소재의 경우 열변형량이 20% 감소되었다.
(4) 용접 열변형량 측정을 위해 Cowl Cross 파이프에 CO2
(GMAW) 용접 10점을 실시한 후 변형량을 측정한 결과 약 8.04 mm의 파이프 변형량이 관찰되었으며, 동일한 조건으로 Laser 용접을 실시한 결과 1.39 mm의 파이프 변형량이 관찰 되었다.
(5) 아연도금강판의 레이저 용접시 내부에 기공이 많이 발생되어 피로시험 결과 CO2 (GMAW) 용접 대비 약 54% 정도의 피로 내구 수명을 보이고 있으므로 아연도금강판의 경우 용접하고 자 하는 부위에 약 0.1 mm 간격의 Gap을 생성하여 용접하면 아연증기가 배출되어 양호한 용접부를 얻을 수 있을 것으로 판 단된다.
References
[1] Choi, W. H., 2007, Development of Auto-Body Design Technology and Welding Jig for Laser Remote Welding Application, KSAE07-G0009, 62-67.
[2] Song, M. J., 2010, Laser Welding Properties of 980MPa Class High Strength Steel Sheets using Disk Laser for Car Body, KSAE10-A0491, 2772-2776.
[3] Hideyuki, 2003, Springback Simulation of Automotive Body Panel in Multi-Operation Stamping Process Using Static-Explicit FEM Code, JSAE Annual Congress 13 13-16.
[4] Lee, K. R., 2013, The Porosity Control Technology of Lap Joint Welding Using Continuous Wave Nd:YAG Laser of the Low Carbon Steel SS41, Journal of the Korean Society of Manufacturing Technology Engineers 22:4 665-672.
[5] Kim, D. H., 2012, A Study on the Monitoring of Laser Welding for S45C Steel Sheets Using Nd:YAG Laser with Continuous Waves, Journal of the Korean Society of Manufacturing Technology Engineers 21:5 814-823.
[6] Oh, K. M., 2006, The 3-Layer Laser Welding Method of Zinc Coated Steel for Car Body, KSAE06-W0022, 14-16.
[7] Yoo, Y. T., 2008, T-Joint Welding of Automobile Sheet Metal Using a High Power Fiber Laser, KSAE08-H0008, 47-51.