ISSN 1225-7591(Print) / ISSN 2287-8173(Online)
Optimization of Spark Plasma Sintering Temperature Conditions for Enhancement of Thermoelectric Performance
in Gas-Atomized Bi 0.5 Sb 1.5 Te 3 Compound
Kwang-yong Jeong, Chul Hee Lee, Peyala Dharmaiah, and Soon-Jik Hong*
Division of Advanced Materials Engineering, Kongju National University, 275, Budae-dong, Cheonan 31080, Republic of Korea
(Received March 31, 2017; Revised April 17, 2017; Accepted April 20, 2017)
···
Abstract We fabricate fine (<20 µm) powders of Bi
0.5Sb
1.5Te
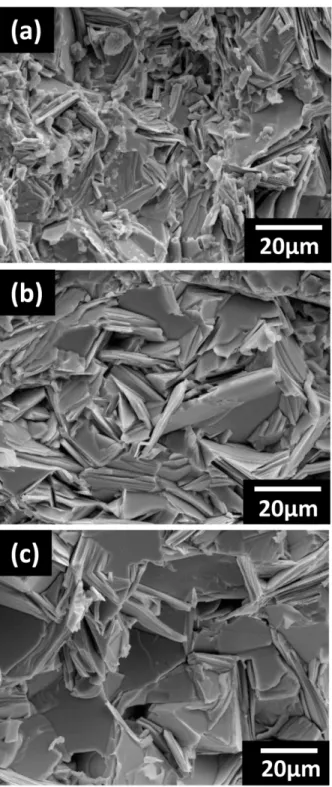
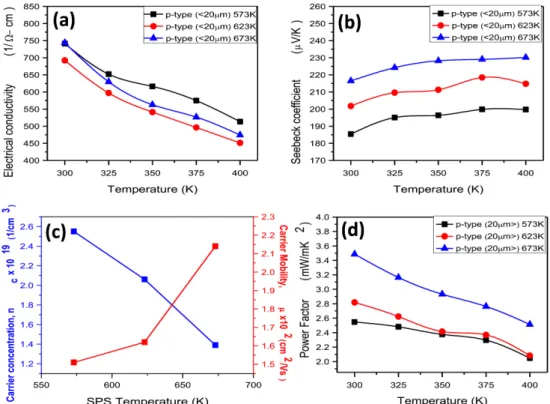
3alloys using a large-scale production method and subsequently consolidate them at temperatures of 573, 623, and 673 K using a spark plasma sintering process. The microstructure, mechanical properties, and thermoelectric properties are investigated for each sintering temperature. The microstructural features of both the powders and bulks are characterized by scanning electron microscopy, and the crystal structures are analyzed by X-ray diffraction analysis. The grain size increases with increasing sintering temperature from 573 to 673 K. In addition, the mechanical properties increase significantly with decreasing sintering temperature owing to an increase in grain boundaries. The results indicate that the electrical conductivity and Seebeck coefficient (217 µV/K) of the sample sintered at 673 K increase simultaneously owing to decreased carrier concentration and increased mobility. As a result, a high ZT value of 0.92 at 300 K is achieved. According to the results, a sintering temperature of 673 K is preferable for consolidation of fine (<20 µm) powders.
Keywords: Bismuth telluride, Gas-atomization, spark plasma sintering, thermoelectric materials, grain boundaries
···
1. Introduction
The energy recovery from waste heat in an eco-friendly manner is attracting more and more interest due to the increased demand for fossil fuels and environmental mat- ters. Thermoelectric materials (TE) can directly extract electricity from the waste heat which exists in heat engines, car exhausts, and pipes carrying hot fluids [1, 2].
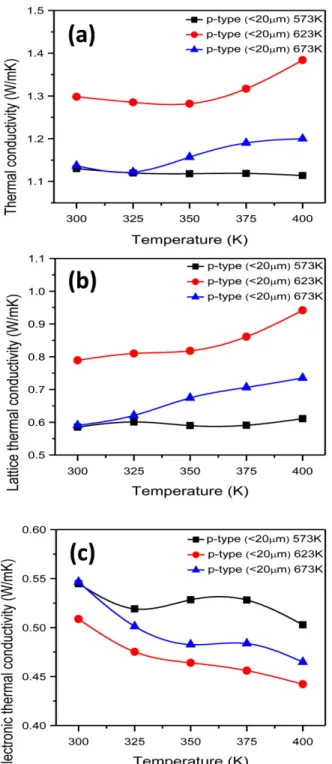
The conversion efficiency of TE materials can be gauged by a dimensionless figure of merit, ZT = S
2σT/ (κ
e+ κ
L), where S, σ, κ
e, κ
L, and T are the Seebeck coefficient, the electrical conductivity, the electronic and lattice contribu- tions to total thermal conductivity (κ) and the absolute temperature [3]. S, σ, and κ
eare strongly interrelated with electronic properties, while κ
Ldepends on the crystal structure and chemical bonding. Commercially available thermoelectric materials showed low ZT ( ≤ 1) which lim- its the large-scale applications of the thermoelectric devices.
In order to get high ZT; several approaches have been developed and explored with theoretically and experi- mentally to enhance power factor S
2σ through optimal doping/band engineering [3, 4] and reduce κ
Lby nano- structuring or phonon scattering [5].
Bi
2Te
3-based alloys (e.g., Bi
2Te
3, Sb
2Te
3, Bi
0.5Sb
1.5Te
3, and Bi
2Se
0.3Te
2.7) are known as the most widely used thermoelectric materials at room temperature (300- 500 K) and lots of work has been done to improve their performance [6, 7]. Zheng et al. [8] proposed a melt-spin- ning combined with plasma activated sintering method to synthesize Bi
0.5Sb
1.5Te
3alloys, by which the maximum ZT reached 1.22 at 340 K. This was mainly due to an increase in phonon scattering by dislocations, nanopre- cipitates, random distribution of grains and twin boundar- ies. Xu et al. [9] obtained a high ZT of 1.36 at 400 K by zone melting and hot deformation process. These combi- nation processes induce a donor-like effect and point
*Corresponding Author: Soon-Jik Hong, TEL: +82-41-521-9387, FAX: +82-41-568-5776, E-mail: [email protected]