자동차 전장부품 무연솔더 접합부의 파괴모드 특성에 관한 연구
전 유 재1)․김 도 석2)․신 영 의*2)
중앙대학교 대학원 기계공학부1)․중앙대학교 기계공학부2)
A Study on the Fracture Mode Characteristics of Automotive Application Component Lead-free Solder Joints
Yu-Jae Jeon1)․Do-Seok Kim2)․Young-Eui Shin*2)
1)
Graduate School of Mechanical Engineering, Chung-Ang University, Seoul 156-756, Korea
2)
School of Mechanical Engineering, Chung-Ang University, Seoul 156-756, Korea (Received 14 February 2011 / Accepted 27 June 2011)
Abstract : In this study, the characteristic of fractured portion and shape on solder joints were investigated according to the thermal shock test for Automotive Application Component using Sn-3.0Ag-0.5Cu solder, which has a outstanding property as Lead-free solder. The value of pull and shear strength was decreased in principle after 432 cycles thermal shock test. In addition, fracture mode was verified by using EDS and SEM to observe fractured shape on the solder joints before and after thermal shock. In before thermal shock test, the fracture mode revealed typically solder layer's fracture mode. In after thermal shock test, we identified multiple fracture mode of the ductile and brittle fracture. Even though same composition of solder was used to experimental for estimating. the fracture mode varied on the fracture portion's height and the directional angles of shear strength. In conclusion, we identified that mechanical strength was affected on the solder layer's fracture mode.
Key words : Automotive application component(자동차 전장부품), Lead-free solder(무연솔더), Fracture mode(파 괴모드), Pull strength test(인장강도 시험), Shear strength test(전단강도 시험), Thermal shock test(열충격 시험)
1. 서 론
1)
자동차 산업은 20세기의 단순교통수단이 아닌 21 세기에 들어서면서 고지능화, 고급차량 중심의 안 전성 및 편의성을 가진 기술을 적용함에 따라 전기, 전자 및 초고속 정보통신 기술을 융합한 전장 부품 이 탑재되고 있다. 현재 전자화된 지능형 자동차의 전장부품은 다기능화, 고집적화, 경박 단소화 되어 가고 있다. 이런 추세에 따라 지금까지 크게 문제되 지 않았던 자동차 전장 부품들에 대한 기계적인 신 뢰성에 대한 문제점들이 많이 발생되고 있다.1,2)
이러한 자동차 전장부품(Automotive Application
*
Corresponding author, E-mail: [email protected]
Component)의 경우 다른 전기・전자 제품에 비해 훨 씬 가혹한 환경에 노출되어 있기 때문에 신뢰성 시 험 또한 다른 제품들보다 가혹한 조건이 요구되기 에 대부분의 국내 완성차 업체에서 자체 시험법 및 규격을 가지고 자사 제품의 신뢰성 확보를 위해 노 력을 기울이고 있다.3,4)
자동차는 2만 여개의 부품으로 조립・생산되는 대 표적인 종합기계 산업으로 자동차 부품 산업은 수 출에 있어 크게 비중을 두고 있으며, 자동차 산업이 발전함에 따라 자동차 전장부품의 관심은 날로 증 대대고 있다. 하지만, 기존에 자동차 전장 부품의 실 장재료로는 Sn-Pb 솔더가 사용되고 있었으며, 환경 규제 법안(RoHS/WEEE)이 제정되어 Pb(납)성분의
유해성 때문에 사용이 제한되고 있다. 자동차 전장 부품 실장용 재료로서 무연솔더(Lead-free)의 연구 가 활발히 진행되고 있으며, 이에 따른 무연솔더의 접합공정 및 접합부의 신뢰성 평가에도 많은 관심 을 가지게 되었다.
따라서, 본 연구에서는 열충격 시험을 통해 Sn-3Ag-0.5Cu의 무연솔더가 사용된 일부 자동차 전 장 부품의 몇 가지 부품을 선정하여 무연솔더 접합 부의 기계적・열적 특성 및 금속학적 고찰을 통해 무 연솔더 접합부의 파괴모드 특성을 분석하였다.
2. 실험방법 2.1 시편
본 실험에서 사용된 자동차 전장 부품은 Sn- 3Ag-0.5Cu 솔더를 이용해 240°C 피크(Peak)온도로 하여 평균 220°C에서 약 60초 동안 리플로우(Reflow) 공정을 통해 접합된 실제 차량에 실장 되는 QFP (Quad Flat Package)와 R chip을 이용하여 실험하였다.
Fig. 1은 실험에 사용한 QFP와 R chip을 나타낸다.
(a) QFP (b) R Chip
Fig. 1 Image of specimens2.2 열충격 시험
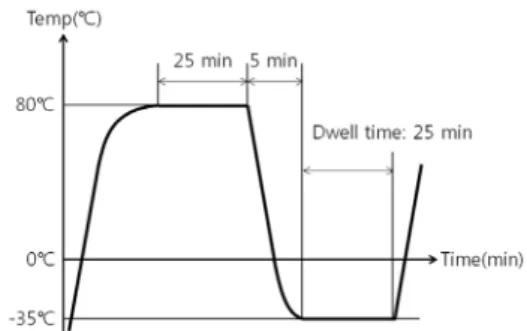
장기적인 신뢰성에 가장 큰 영향을 미치는 열에 대한 특성을 확인하기 위하여 대표적인 가속 환경 시 험방법중의 하나인 열충격 시험(Thermal shock test) 을 ESPEC社 TSE-11-A를 이용하여 수행하였다.5) 열 충격 시험 조건은 N社와 R社 의 사내규격을 적용하 여 Fig. 2와 같이 저온구간 -35°C와 고온구간 80°C에 서 각각 25분씩을 유지시켰으며, 램핑(Ramping) 시 간은 10분으로 하여 총 60분을 1싸이클로 하였다. 열 충격 시험의 싸이클 횟수 또한 사내규격을 적용하여 총 432싸이클의 열충격 시험을 수행하였다.
Fig. 2 Temperature profile of thermal shock cycle
(a) (b)
Fig. 3 Schematic diagram of mechanical test ((a) Pull & (b) Shear test)
2.3 기계적 강도시험 및 파단면 관찰 QFP와 R chip의 기계적 강도를 알아보기 위해 열 충격 시험 전・후의 시편을 RHESCA 社의 PTR-1000 의 시험 장비를 사용하여 QFP는 JIS Z 3198-6, R chip 은 JIS Z 3198-7에 준하여 167㎛/s 속도6,7)로 Fig. 3과 같은 방법으로 시편의 기계적 강도값을 측정하였 다. Fig. 3(a)는 Pull test로서 QFP를 45°로 고정하여 리드(Lead)를 훅(Hook)에 건 뒤 당겨서 접합부인장 강도를 측정한다. Fig. 3(b)는 Shear test로서 테이블 에 칩을 180°(수평)로 고정시켜 Jig를 통해 Chip를 뒤에서 앞으로 밀어 전단강도를 측정한다.
기계적 강도 시험을 통해 무연솔더 접합부의 파 괴모드 및 금속학적 고찰을 하기 위해 파단부위를 SEM(Scanning Electron Microscope), EDS(Energy Dispersive x-ray Spectroscopy) 및 광학현미경(Opti- cal Microscope)을 통해 분석하였다.
3. 결과 및 고찰
3.1 열충격 시험 후 기계적 강도 변화 432싸이클의 열 충격 시험 후에도 미세균열 및 열
(a) QFP (b) R Chip
Fig. 4 Cross section of (a) QFP & (b) R Chip solder joints after specimens of thermal shock test
(a) QFP
(b) R chip
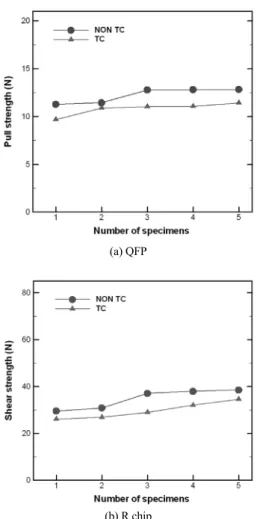
Fig. 5 Mechanical strength variation of (a) QFP & (b) R chip
에 의한 피로 파괴는 관찰되지 않았으며, 접합부의 외부 형상 또한 변화가 없다는 것을 Fig. 4를 통해 확 인 할 수 있었다.
Fig. 5에 열충격 시험 전・후의 기계적 강도의 특 성을 알아보기 위해 기계적 강도의 변동값을 나타 내었다. 열충격 시험 후 QFP는 열충격 시험 전 평균
12.3N에서 10.4N으로 R chip은 34.8N에서 29.7N으 로 기계적 강도값이 낮아지는 것으로 나타났다.
열충격 시험 후 단면관찰을 통해 외관상의 변형 이 없는 것은 Fig. 4에서 확인할 수 있었다. 열충격 시험 후의 기계적 강도값의 변화는 열충격 시험에 의해 팽창과 수축의 반복적인 열피로를 준 결과, 솔 더 접합부 사이의 열팽창 계수 차이로 인한 파괴로 보여진다. 또한 IMC(Intermetallic Compound)층의 성장 및 특성 때문에 기계적 강도 값이 변화된 것으 로 사료된다. 파단부의 위치, 솔더의 성분, 파단형태 또한 기계적 강도 값에 영향을 미칠 수 있으므로 파 단부에 따른 금속학적 분석이 필요하다.8)
3.2 열충격 시험 후 QFP 파괴모드 분석 Fig. 6은 열충격 시험 전·후 QFP의 인장시험을 통 해 파단면을 비교 관찰한 시편이다.
열충격 시험을 하기 전의 시편인 Fig. 6(a)는 광 학현미경을 통해 분석한 결과 전형적인 솔더 접합 부의 솔더층 파괴로 안정적인 파괴 모드를 나타냈 으며, 열충격 시험 후의 시편인 Fig. 6(b)는 그림에 서 나타난 것과 같이 솔더 접합부의 솔더층, Cu 패 드(Pad)와 PCB(Printed Circuit Board)기판 등의 다 양한 파괴모드가 관찰되었다. Cu 패드와 PCB기판
(a) Before
(b) After
Fig. 6 QFP Pull test of (a) before & (b) after thermal shock test
에서의 파괴는 원자재 불량의 원인으로 일어 날 수 있다고 사료되지만, 열충격 시험전의 파괴모드를 감안할 때 원자재의 불량보다는 열충격에 의해 발 생되는 수축과 팽창에 따른 열응력에 의해 Cu 패드 와 솔더 접합부의 접합력이 열악해진 결과라고 판 단된다.
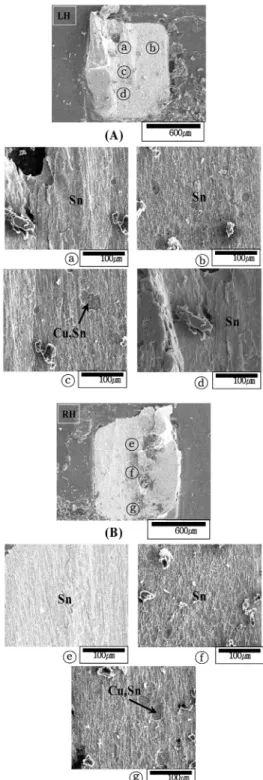
3.3 열충격 시험 후 R chip 파괴모드 분석 Fig. 7, 8은 열충격 시험 전 R chip의 전단시험을 실시한 시편의 파단면을 EDS 및 SEM을 이용하여 비교 관찰한 시편이며, Fig. 9, 10은 열충격 시험 후 의 파단면을 EDS 및 SEM을 이용하여 비교 관찰한 시편이다. Fig. 7은 EDS를 통한 솔더 파단면의 정성 적인 분포를 나타낸다. 솔더의 분포는 왼쪽과 오른 쪽 시편 모두 Sn만이 확인되었으며, 이는 전형적인 솔더층 파괴로 안정적인 파괴 모드로 분석된다. 보다 정확한 파단위치를 확인하기 위하여 SEM으로 관찰 한 결과를 Fig. 8에 나타내었다. 분석한 결과 Fig. 8
ⓒ,ⓖ를 제외한 ⓐ, ⓑ, ⓓ, ⓔ, ⓕ에서 Sn원소가 검출 되었으며, 전체 파단면의 면적 중 ⓒ,ⓖ부분에서는 Sn 및 Cu 원소가 혼합된 Cu3Sn 금속간 화합물이 검 출되었다. 즉, Sn, Cu 원소의 검출양이 파단면의 면 적중에서 많은 영역을 차지하는 ⓐ, ⓑ, ⓓ, ⓔ, ⓕ에 서 검출된 원소의 양보다 현저히 떨어지며, 솔더층 과 Cu패드 계면부근에서 솔더층인 Sn과 Cu 패드층 의 Cu의 확산반응에 의해 IMC가 계면부분에 형성
Fig. 7 EDS analysis of R Chip (before thermal shock test)
Fig. 8 SEM analysis of R Chip (before thermal shock test) 된 것으로 판단된다. 즉, ⓒ,ⓖ에서 Cu, Sn 원소가 검 출된 것은 파단부위가 Cu 패드에 가까운 솔더층에
서 파단되었으며, ⓐ, ⓑ, ⓓ, ⓔ, ⓕ의 파단부위는 솔 더층 내부에서 파단된 것으로 사료된다.
Fig. 9에 열충격 시험 후 EDS를 통해 R Chip의 전 단시험을 실시한 파단면을 전체적으로 맵핑(Map- ping)하여 솔더의 정성적인 분포를 나타내었다. Fig. 9 를 통하여 Sn, Ag의 솔더 분포를 확인하였다. 솔더 성분이 검출되지 않은 부분은 PCB기판과 Cu패드부 의 박리로 인해 성분이 검출되지 않은 것으로 판단 된다.
열충격 시험 전의 Fig. 7에서 검출된 Sn 성분과는 다른 Ag성분이 추가로 검출되고, 아무런 솔더성분 도 검출 되지 않았으므로, 열충격 시험 후의 파괴모 드가 복합적으로 변하였다는 것을 쉽게 확인할 수 있다. 파괴부의 조금 더 정확한 원인과 그 위치를 확 인하기 위해 SEM으로 분석한 파괴 모드를 Fig. 10에 나타내었다.
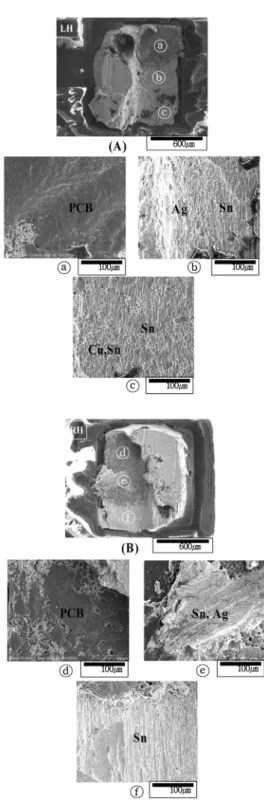
Fig. 10 ⓐ에서는 PCB 모재 성분이 검출되었으 며, ⓑ에서는 각각 Sn과 Ag, ⓒ에서는 Cu, Sn의 복 합적인 솔더와 Sn이 검출되었다. 또한, ⓓ는 ⓐ와 같은 PCB모재 성분이 검출되었으며, ⓔ는 Ag와 Sn의 다양한 성분이 검출되었고, ⓕ는 Sn만이 검 출되었다.
Fig. 10에서 ⓐ와 ⓓ는 열충격에 의한 솔더 접합부 의 파괴가 아닌 PCB기판과 Cu패드부의 박리 현상
Fig. 9 EDS analysis of R Chip (after thermal shock test)
Fig. 10 SEM analysis of R Chip (after thermal shock test) 으로 이종재료의 열팽창 계수에 의해 파괴된 것으 로 사료되며, 자동차 전장부품의 신뢰성 평가 시 솔
더 접합부의 이상 유·무외에 패드 접합부 및 모재인 이종재료간의 접합상태도 고려하여야할 것으로 판 단된다. Fig. 10 ⓑ를 통하여 Ag가 검출된 부위와 Sn 이 검출된 파괴 모드를 확인해 본 결과 Ag가 검출된 파단면은 취성 파괴모드를 보이고 있다.
Sn이 검출된 파단부는 이와는 조금 다른 연성파 괴모드를 가지고 있는 것으로 확인되었으며, 이는 열충격 시험전의 전형적인 솔더층 파괴모드와 비슷 한 양상을 보였다.
Fig. 10 ⓒ는 ⓑ와 마찬가지로 Sn이 검출된 파단 부는 전형적인 솔더층 내부의 파괴모드를 하고 있 으며 ⓕ또한 같은 파괴 모드를 가지고 있다. Fig. 10
ⓒ에서 Cu, Sn이 검출된 파단부는 Cu6Sn5의 성장으 로 인한 IMC층에서 파괴가 일어 난 것으로 분석되 며, 파단부의 형상은 연성과 취성의 복합적인 파괴 모드를 하고 있다.
또한, Fig. 10 ⓔ는 Sn과 Ag가 복합적으로 검출되 었고, 파괴 모드는 매우 거칠고, 불균일하게 나타났 으며, 이는 Ag3Sn인 IMC층으로 사료된다.
자동차 전장부품의 장기적인 신뢰성을 평가 시 열충격에 의해 기계적 강도가 낮아지는 것을 Fig. 5 에 의해 확인할 수 있었다. 파괴모드 역시 열충격 시 험 전과 후를 비교하였을 때, 확연하게 구분되는데 열충격 시험 전 파괴모드는 QFP나 R chip 모두 전형 적인 솔더층 내부 파괴로 안정된 파괴모드를 보이 고 있다.
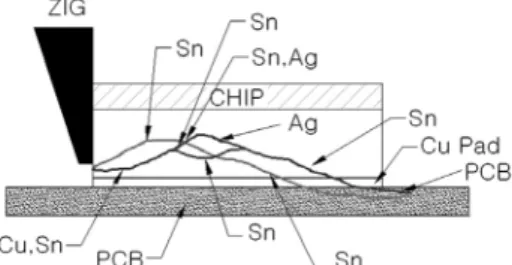
열충격 시험 후 파괴모드는 열충격 시험전의 파 괴모드와 달리 Fig. 11과 같이 파단부의 높이나 전단 강도를 받는 각도에 따라 PCB기판과 Cu패드부의 박리층, IMC층, 솔더층, 취성 및 연성파괴의 복합적 인 파괴모드를 하고 있었다 이는 열 충격시험 후 솔
Fig. 11 Fracture mode of after thermal shock test
더층 변형 및 이종재료의 변형에 의해 파괴모드에 따른 기계적 강도에 영향을 줄 수 있다고 분석된다.
또한, Fig. 10 ⓑ와ⓕ의 성분은 Sn이 검출되었지만, 파단부의 높이에 따라 각각 파괴 형상이 다르다는 것을 확인할 수 있었다.
4. 결 론
본 연구에서는 열충격 시험을 통해 Sn-3Ag- 0.5Cu의 무연솔더가 사용된 일부 자동차 전장 부품 의 몇 가지 부품을 선정하여 무연솔더 접합부의 기 계적․열적 특성 및 금속학적 고찰을 통해 무연솔 더 접합부의 파괴모드 특성을 확인할 수 있었다.
1) 열충격 시험 후 QFP와 R chip 모두 열충격 시험 전보다 기계적 강도값이 낮아지는 것을 확인할 수 있었다.
2) 열충격 시험 전 파괴는 전형적인 솔더층 파괴모 드를 가지고 있었으며, 열충격 시험 후에는 연성 파괴와 취성파괴의 복합적인 파괴모드를 확인 할 수 있었다.
3) 같은 성분의 솔더가 검출 된 파단부여도 파단부 의 높이와 전단강도의 힘을 받는 각도에 따라 파 괴모드가 다르다는 것을 확인할 수 있었다.
4) 솔더층 파괴모드에 따라 기계적 강도에 영향을 미칠 수 있다는 것을 확인할 수 있었다.
5) 향후 자동차 전장부품 장기적인 신뢰성 평가 시 솔더 접합부의 파단 형상에 대해 접합부의 면적 및 파단부의 위치 및 솔더량의 정량적인 분석을 통해 솔더링 공정과 조성이 접합 파괴모드에 미 치는 상관관계를 규명할 수 있는 기반을 마련하 여야 할 것이다.
후 기
본 연구는 2011년도 기술기반 구축(핵심)사업 (No. 10890)의 지원을 받아 수행되었으며 관계자 여 러분께 감사를 드립니다.
References
1) S. I. Son, Y. E. Shin and Y. J. Jeon, “A Study on Tensile Characteristic of QFP Lead-free
Joint for Automotive Electrical Parts,” KSPE- 10S301, pp.437-438, 2010.
2) H. J. Lee, J. Y. Lee and J. E. Oh, “Fatigue Life Assessment of Electronic Components in Auto- motive Environment,” Spring Conference Procee- dings, KSAE, KSAE09-B0195, pp.1171-1174, 2009.
3) W. B. Hampshire, The Search for Lead-free Solders, Soldering & Surface Mount Techno- logy, MCB University Press, U.K, p.49, 1993.
4) S. S. Ha, J. W. Kim and S. B. Jung, “Thermo- mechanical Reliability of Lead-free Surface Mount Assemblies for Auto-mobile Application,”
Journal of KWS, Vol.24, No.6, 2006.
5) J. S. Pak, I. J. Jo and Y. E. Shin, “Thermocom- pression Anisothropic Conductive Films(ACFs) Bonding for Flat Panel Displays(FPDs) App- lication,” Journal of KIEEME, Vol.22, No.3, pp.199-204, 2009.
6) JIS Z 3198-6, Translated and Published by Japanese Standards Association, 2003.
7) JIS Z 3198-7, Translated and Published by Japanese Standards Association, 2003.
8) Y. J. Jeon, S. I. Son, D. S. Kim and Y. E. Shin,
“A Study of Thermal Shock Characteristics on the Joints of Automotive Application Compo- nent using Sn-3Ag-0.5Cu Solder,” Journal of KIEEME, Vol.23, No.8, pp.611-616, 2010.