http://dx.doi.org/10.5369/JSST.2017.26.3.214 pISSN 1225-5475/eISSN 2093-7563
PCAS 공정에 의한 고융점 소결체 열전달 해석 및 특성분석
남효은1,2 · 장준호2 · 박현국2 · 오익현2+
Thermal Characteristic Simulation and Property Evaluation of
High Melting Point Materials by Pulsed Current Activated Sintering Process
Hyo-Eun Nam1,2, Jun-Ho Jang2, Hyun-Kuk Park2, and Ik-Hyun Oh2+
Abstract
In this study, the effects of internal heat treatment associated sintering temperatures were simulated by the Finite Element Method (FEM). The sintering mechanism of pulsed current activated sintering process (PCAS) is still unclear because of some unexplainable heat transfer phenomena in coupled multi-physical fields, as well as the difficulty in measuring the inte- rior temperatures of metal powder. We have carried out simulation study to find out thermal distributions between graphite mold and Ruthenium powder prior to PCAS process. For PCAS process, heating rate was maintained at 100
oC/min the sim- ulation indicates that the sintering temperature range was between 1000
oC to 1300
oC under 60 MPa. The heat transfer inside the Ruthenium sintered-body sample was modelled through the whole process in order to predict the minimum interior temperature. Thermal simulation shows that the interior temperature gradient decreased by graphite punch length and cal- culation results well agreed with the PCAS field test results.
Keywords: High melting point materials, Pulsed current activated Sintering, Simulation, Density, Joule heat
1. 서 론
금속을 분말의 형태로 가열하여 치밀화시키는 소결의 역사는 매우 오래되었지만, 그 중에서도 금속 분말의 성형체에 직접 전 류를 흘려 주울(joule) 열로써 소결하고자 한 저항 소결법은 1910 년대에 독일에서 처음 시도되었다. 이후, 1990년 일본에서 펄스 전류활성 소결(Pulsed Current Activated Sintering, PCAS)이란 명칭으로 개발된 펄스 소결장치는 안정된 방법으로 전력을 공 급하는 방법을 택함으로써 학계와 산업계에서도 이를 이용한 연 구가 활발하게 이루어지게 되었다[1]. 펄스전류활성 소결공법은 기존의 소결법에 비해 현저하게 짧은 시간에 용이하게 소결체
및 반응생성물이 얻어지는 점이 두각을 나타내어 인공위성 및 군사관계의 부품, 그리고 의료소재와 같은 특수 분야에서 고융 점 소재의 분말야금에 그 응용성이 확장되고 있다.
루테늄은 하드디스크의 메모리 향상에 필요한 소재로 초전도 성질, 화학적 안정성 및 열전도성에 높은 우수성을 가지고 있어 CoCrPt-SiO
2계 수직 기록매체의 하지층으로 이용되고 있다. 하 지만 루테늄 소재는 약 2,300
oC 정도로 주조법에 의한 타겟 제 조는 매우 어려우며, 최근에 개발된 PCAS 공법이 타겟 제조에 가장 적절한 것으로 알려져 있다. 하지만 현재까지 루테늄에 대 한 온도조건에 따른 물성이나, PCAS 장비를 사용한 루테늄 소 재의 최적 소결공정 조건이 알려져 있지 않으므로 고밀도를 갖 는 타겟의 제작에 어려움이 있었다. 고융점 루터늄 소재의 고밀 도화를 위해서는 소결과정에서 가압 공정이 필수적으로 요구되 며, 균일한 밀도를 갖기 위한 열전달 공법과 타겟 직경에 따른 적절한 소결온도를 찾는 것이 관건이다.
본 연구에서는 10 mm, 50 mm, 100 mm의 직경을 갖는 타겟 의 예비 실험을 통해 루테늄 소재의 소결공정조건을 도출 후 이 조건들을 컴퓨터 시뮬레이션 입력데이터로 변환시켜 측정 불가 능한 루테늄 소결체 내부 온도를 예측하고자 하였다. 시뮬레이 션의 신뢰도가 확보된다면 향후에 PCAS 공정을 적용하여 고융 점 소재의 소결체의 소결조건을 찾는 노력을 줄일 수 있을 것 으로 사료된다.
1전남대학교 기계공학부(School of Mechanical System Engineering, Chonnam National University)
Gwangju 61186, Republic of Korea
2한국생산기술연구원 서남지역본부(Korea Institute of Industrial Technology (KITECH)),Gwangju 61012, Republic of Korea
+Corresponding author: [email protected]
(Received: May. 22, 2017, Revised: May. 25, 2017, Accepted: May. 27, 2017)
This is an Open Access article distributed under the terms of the Creative Commons Attribution Non-Commercial License(http://creativecommons.org/
licenses/bync/3.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
2. 연구 방법
2.1 고밀도 루테늄 소재
루테늄은 초전도성질과 화학적 안정성 및 열전도성에 높은 우 수성을 가지고 있어 CoCrPt-SiOㅊㅋ-계 수직 기록매체의 하지 층으로 이용되고 있다. 하드디스크의 면 기록 밀도를 증가시키 기 위해 자성막 결정립의 크기가 나노미터이어야 하나, 이런 나 노미터크기의 자성기록층은 60~70
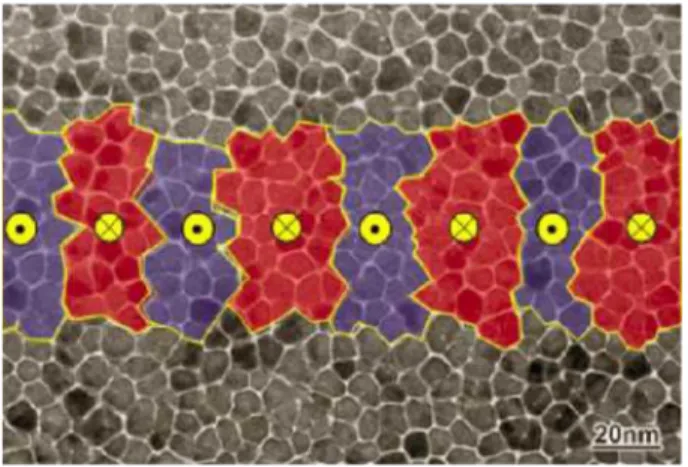
oC의 온도에서도 자화가 흔 들리는 결함을 갖게 되므로, 기록된 정보를 유지하고 적은 전기 에너지로 자기이방성을 높이기 위해서는 다층막을 형성시키는 방법을 채택하고 있다. 정보가 기록되는 디스크의 경우는, 디스 크를 구성하는 자기입자 (magnetic grain)의 크기가 작고 균일 해야 하며, 자기입자 간의 자기적 상호작용(exchange coupling, 인접한 자기입자끼리 상호작용하는 힘)은 작을수록 좋다. 보통 한 개의 비트는 수십에서 수백 개의 자기입자로 구성이 되며 비 트와 비트 간의 경계는 그림과 같이 자기입자의 결정입계(grain boundary) 를 따라 형성되는데 Fig. 1과 같이 통상 지그재그 형 태의 모양을 갖는다[2].
Fig. 2 는 (a)의 균질한 입자 구조, (b)의 불균질한 입자 구조에
따른 비트 트랙션의 비교 모식도로 비트 간의 경계가 불균일하 면 재생헤드로 비트 패턴을 읽을 때 노이즈 성분으로 작용하기 때문에 신호대 잡음비(signal to noise ratio, SNR)가 감소하게 되고 비트를 읽어낼 때 발생하는 에러율(bit error rate, BER)도 증가하게 되므로 가급적 비트 경계선의 불균일을 최소화 하여 야 하며, 그렇게 하기 위해서는 자기입자의 크기가 작고 균일한 것이 유리하다[3]. 그리고 이를 구성하는 연자성층과 반자성층 의 입자의 크기가 균일하여야 자기적 상호 작용이 안정적이며, 상하 자성층 사이에 균일한 입자의 루테늄 연자성층을 다층으 로 쌓아올린 수직 자기기록방식(perpendicular magnetic recording, PMR) 으로 하드디스크를 제조함으로써 기존 수평기록 방식에 비해 안정적이면서 약10배 이상의 기억용량을 증가시키고 있다.
2.2 펄스전류 활성 소결공법
펄스전류활성 소결공법은 시료 내부에 펄스 직류전류를 직접 통전하여 시료분말의 저항에 의해 자체 발열 할 뿐 아니라 순 간의 직류 전류ON-OFF 함으로서 발생하는 고온의 방전 플라 즈마가 막대한 열원이 되며, 흑연 몰드 또한 직류 펄스 전류에 의해 동시 발열되므로 단시간에 매우 빠른 승온이 가능해진다.
더욱이 입자 사이에 형성된 방전 플라즈마는 전력량 대비 열적 효율성이 높아 낮은 온도, 짧은 시간에 소결이 가능하다.
Fig. 3 은 펄스전류활성 소결의 개념도로 소결초기에 ON-OFF DC pulse 에너지로 분말 사이의 틈에 발생되는 고온 플라즈마 를 이용하여 과량의 전류에 의해 입자간의 플라즈마가 생성되 고 이로써 열이 자발적으로 발생된다. 이 열에 의해 입자간 접 촉부위에 목(neck)이 생성되면서 전류에 의한 joule heating 소 결로 이어진다. 소결이 어느 정도 진행되면 플라즈마는 더 이상 발생되지 않지만 펄스 형태로 가해지는 전류에 의해 시편은 더 욱 치밀하게 된다[4,5].
Fig. 4 는 펄스전류활성 소결 장비의 모식도이며, 펄스 전류 활성 소결 과정을 살펴보면 다음과 같다[6].
가) 스파크 방전 개시 단계: 기계적인 가압(applied mechanical pressure) 상태의 루테늄 원료분말에 직접 ON-OFF DC pulse 에너지를 가하면 분체 입자 간극이나 접촉점에 초 기에 마이크로 방전이 발생하여 분체 표면 부 입자에서 전자가 나온다.
Fig. 1. The concept image correlated with bit, bit traction, and par- ticle.
Fig. 2. The bit traction image affected by the particle size and uni- formity.
Fig. 3. The generation of plasma discharges by current flow (Left)
and sintering process induced by joule heat (Right).
나) 스파크 플라즈마 형성 단계: 대전류 펄스 에너지에 의한 스파크 플라즈마 칼럼이 형성되어 고온 상태로 되고 입 자 표면에 흡착되어 있는 산화물이나 불순물 등을 제거 하여 분체 표면이 활성화되고, 입자가 이온화된다.
다) 입자 증발, 용융 단계: 스파크 플라즈마에 의해 국부적으 로 분체 표면부의 입자가 증발, 용융되어 많은 입자로 구 성된 방전 칼럼이 형성되고, 분체 표면의 국부에 증발, 용 융 층이 형성된다.
라) 방전 충격 압력에 의한 입자의 스퍼터링 단계: 계속해서 통전시키면 방전 충격 압력(spark impact pressure)이 축 적되어 증발, 용융된 입자들이 스퍼터링 되어 분체와 분 체간의 접촉부 주위로 몰린다.
마) 목(neck) 형성 단계: 루테늄 압분체 접촉부 주위로 많은 입자들이 모이면, 목이 형성되고 joule 열에 의한 열 확산 과 대전류에 의한 전계 확산이 동시에 생기기 때문에 접 촉부 주위까지 입자는 더욱 활성화 되고 매질 이동이 촉 진되므로 이후 일반적인 소결법에 비해 치밀화 속도가 빠 르게 진행되어 감에 따라 소결이 완성된다.
바) 한편, 이때 사용되는 흑연 분말성형 몰드는 펀치부와 다 이부가 존재하는데 펀치부를 가압하게 되면 고온가압소 결 (Hot Pressing)이 가능해진다. 그러나 고온 가압 소결 시에는 펀치부에 가해지는 하중이 한계치를 넘으면 고온 에서 펀치나 다이가 파열 될 수 있으므로, 흑연의 고온물 성을 파악하여 파단이 일어나지 않는 범위 내에서 펀치 부 하중을 조절해 주어야 할 것이다. 흑연몰드는 진공 챔 버 내에 장착되어 있으며, 소결 시에는 불활성가스 분위 기에서 소결되도록 챔버 내의 환경을 조절 할 수 있게 되어있다.
2.3 선행 연구 결과
본 연구의 최종목표는 직경 100 mm 루테늄 소재를 제조 하 는 것이나 루테늄 소재의 소결조건에 대한 정보가 없고, 고가
소재이기 때문에 직경 10 mm 크기로 예비 실험을 진행하였으 며, 직경 100 mm 제조를 위한 가열속도 및 소결온도(파이로미 터를 통해 읽은 흑연몰드 표면온도) 조건을 찾아보고자 하였 다. 흑연펀치의 직경에 따른 최대 압축강도가 137 MPa 이므 로, 안전율이 n=2 이상이 되도록 펀치의 직경에 따라서 최대가 압 하중을 계산하면 시편 직경 10 mm인 경우 약 546 kgf, 직 경 100 mm인 경우 약 54,940 kgf로 계산된다. 또한, 소결압력 은 10~100 mm 직경까지 최대 가압하중에 근접한 60 MPa의 동일한 압력 값을 입력하여 소결 초기부터 완료까지 유지하였다.
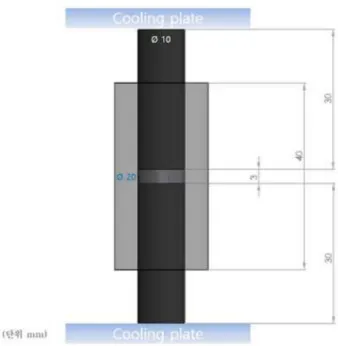
Fig. 5 는 PCAS 공법을 통하여 직경 10 mm x 두께 3 mm 루 테늄 소재 예비 실험의 다이와 펀치 구조도로 펀치 상하부에는 냉각수를 흘려 장비와 절연을 시켰으며, 펀치의 길이는 펀치 직 경의 최소 3배가 되도록 하여 펀치를 통한 연직방향으로 열전 도 열량이 최소화 될 수 있도록 하였다. 루테늄 분말을 흑연 다 이에 충진 한 후 펄스전류활성 소결 장치 내부에 장입하여 약 1×10
-3Pa 의 고진공 상태를 유지하면서 루테늄에 60 MPa의 압 력이 가해지도록 한 후에 소결온도를 상승시키기 위한 직류 펄 스 전류를 통전시켰다. 이때 목표로 한 소결온도까지 분말 성형 체의 온도를 상승시키는 승온속도에 따라 너무 급작스런 가열 은 열 충격에 의한 다이와 펀치의 파손이 우려됨으로 적절한 승 온속도를 찾는 것이 중요하다.
직경 10 mm의 루테늄 타겟 예비실험 결과 가압하중은 펀치 의 압축강도를 넘지 않도록 하여 루테늄 분말에 소결압력 60 MPa을 주었는데 이 하중은 흑연 펀치의 고온 압축강도 보다 낮 은 안전한 값으로 여겨졌다. 상대밀도 측정결과 승온속도 60
oC/
min 에서 99%로 결정립의 치밀화 및 생산속도 면에서 적합한 것
Fig. 4. A schematic diagram of Pulsed Current Activated Sintering (PCAS).
Fig. 5. A schematic diagram for fabrication Diameter 10 mm Ru
materials by PCAS process.
같으므로 직경 100 mm의 상용화 타겟을 제조 할 때 이 승온속 도로 가열할 것이다. 소결온도는 다이 표면온도가 1000
oC, 1100
oC, 1200
oC 일 때의 3가지 조건에서 진행하였는데, 1200
oC일 때 루테늄 소결체의 길이 수축의 정도와 치밀화가 우수하였으나, 제조하고자 하는 루테늄 타겟의 직경이 100 mm인 경우에는 size effect 가 있기 때문에 더 높은 온도까지를 검토해 보아야 할 것으로 보인다.
2.4 수치해석
2.4.1 시뮬레이션의 필요성
최근 연구에서는 실험 시 발생하는 문제점을 예측하기 위한 시뮬레이션 실험이 점차 일반화되고 있다. 실험만을 통하여 문 제를 해결하기 위해서는 그 과정이 매우 복잡하고 시간과 비용 이 많이 들게 되므로 선행적으로 시뮬레이션을 통해 결과를 예 측한 뒤 오차를 줄여 나가는 것이 효율적이기 때문이다. 또한 실험으로 측정하기 어려운 결과나 현상들을 컴퓨터 시뮬레이션 을 통하여 얻을 수 있으며 문제 발생 시 컴퓨터상에서 바로 문 제의 원인을 수정하여 결과를 예측하는 것 또한 단시간에 가능 하다. 루테늄 소재는 2300
oC 이상의 높은 융점으로 주조가 불 가능하며 희소금속으로 다수의 실험 시 비용 부담이 매우 크기 때문에 시뮬레이션 실험이 선행되어야 한다. 특정하기 어려운 재료의 거동을 예측하고 실험 시 발생할 수 있는 문제점을 예 측하여 불필요한 비용과 시간의 낭비를 줄일 수 있기 때문이 다. 그러나 극히 짧은 시간에 생기는 치밀화 제어 및 소결기구 의 영향에 대해서는 아직 불명확한 점이 많아 논의의 대상이 되 고 있으며, 더욱이 대전류 통전방식으로 인해 시편의 온도와 측 정온도가 일치하지 않기 때문에 온도제어의 불명확성과 같은 기 술적인 문제점도 지적되고 있다. 소결공정에서 가장 중요한 온 도 측정은 몰드에 삽입된 열전대 혹은 챔버 외부에서 적외선 방 사온도계를 이용하여 온도를 측정하여 소결공정을 제어하고 있 다. 두 가지 온도 측정방법 모두 실제 소결체 내부 온도가 아닌 외부의 온도를 기준으로 소결 온도를 예측하기 때문에, 최적의 소결 공정 조건을 찾기 위해서는 다수의 실험을 감수해야만 했 다. 이전의 실험적인 시행오차 방법에 의한 소결조건을 구하는 방식에서 컴퓨터 시뮬레이션을 통해 공정변수를 최적화시키는 방식이 점차 일반화되고 있다. 컴퓨터 시뮬레이션을 통해 실제 실험을 위한 모델의 크기, 요소성분, 그리고 물리적 계산 과정 을 체계적으로 잘 유도하고 해석 결과를 실험에 알맞게 적용한 다면 최소한의 실험으로 균일한 밀도를 갖는 대면적 루테늄 타 겟 제조가 가능하다.
2.4.2 유한요소모델
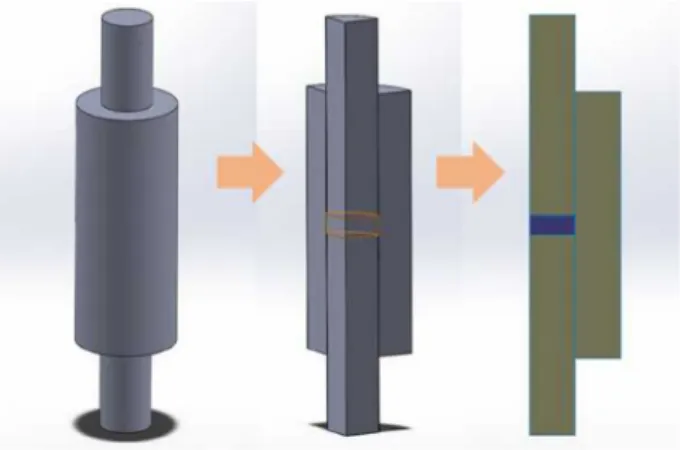
Fig. 6은 PCAS 공법의 열전달 시뮬레이션을 위한 흑연몰드 종축 단면의 구조설계 개념도이다. 그림에서 A는 press 영역 B
는 punch 영역 C는 루테늄 소결체 영역 D는 다이몰드 영역이 다[7]. A, B, D 영역은 흑연으로 구성되어 있으며, C는 루테늄 소결체로 남아공 임팔라㈜의 순도 99.97%와 평균 10 μm 입도 분포를 갖는 응집된 분말로 구성되어 있다. Fig 7은 직경 10 mm 소결체의 전산모사를 위한 리모델링 과정으로 해석 대상의 3차원 설계 시 모델이 원통형 Z축 대칭이기 때문에 해석시간 단 축을 위해 2D의 형태로 재설계하였고 시뮬레이션 초기조건에 축 대칭으로 전부 동일한 값을 갖도록 하였다. 사각형 요소(Tetra Type Element) 를 적용하여 Mesh의 조밀도 설정 하였으며, 직경 10 mm소결체의 경우는 총 1,376개의 유한요소와 1,520개의 절 점으로 구성하였고, 직경 100 mm 루테늄 소결체의 경우는 총 13,860 개의 유한요소와 14,631개의 절점으로 구성하였다.
Fig. 6. A schematic diagram of sintering mechanism for numerical analysis. (A) press, (B) graphite punch, (C) ruthenium pow- der, (D) graphite mold.
Fig. 7. 2D finite element re-modeling from the 3D model for reduc-
ing analysis time.
2.4.3 해석조건
펄스전류활성 소결의 가열 원리는 일정한 전류가 흐를 때 전 기저항에 의해 발생된다. PCAS 소결의 열원인 줄열(Joule heat) 은, 전류가 흐름으로 발생된 열이다. 흑연 몰드 상하부 끝단에 서로 다른 전압이 있는 경우 전압이 높은 곳에서 낮은 쪽으로 전류가 흐르며 흑연몰드와 루테늄 소결체에 줄열에 의한 heat generation Q가 발생한다. 이때 흐르는 전류를 I 흑연의 저항을 R
G루테늄의 저항을 R
Ru라고 하였을 때 발생하는 heat generation Q는 다음과 같이 나타낼 수 있다.
인가된 전기에너지는 흑연몰드와 루테늄의 Joule heating 이 외에 전도와 복사로 인해 소비된다. PCAS 장비 챔버 내부는 진 공이므로 열전달 시뮬레이션의 경계 조건으로 흑연 몰드와 수 냉판(Cooling Plate)사이의 전도열전달과 흑연 몰드로부터 방출 되는 복사열전달을 고려하여야 한다.
첫 번째 경계조건으로 흑연 스페이서와 수냉판 사이에서 발 생하는 전도에 의한 열전달이 있으며 방정식은 다음과 같다.
h
conv: Constant heat transfer coefficient T : Surface temperature of the ruthenium T
water: Cooling plate temperature
두 번째 경계조건으로 흑연 몰드로부터 챔버 내부로 방사되 는 복사열전달이 있으며 방정식은 다음과 같다.
: The Stefan- Boltzmann constant ε: emissivity
T: The temperature of the emitting surface T
wall: The temperature of absorbing surface
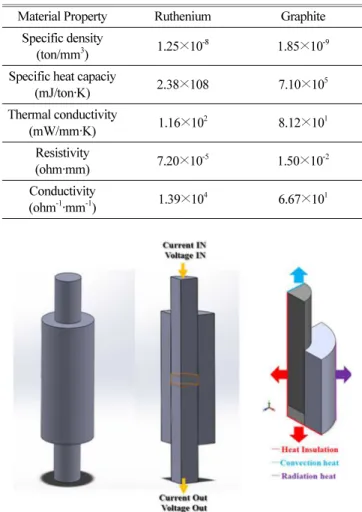
흑연몰드의 방사량(Surface Emissivity)을 1에서 0.7까지 순차 적으로 감소시켜 적용한 결과 Emissivity 0.8에서 적외선 방사 온도계의 소결온도에 근접하게 수렴하는 결과를 보였다. Table.
1 에 해석에 필요한 흑연몰드 및 루테늄의 기본 물성인 밀도, 비 열, 열전도도, 비저항 전기전도도를 나타냈다. Fig. 8은 열전달 시뮬레이션에 적용된 heat generation Q의 (전류/전압) 의 입력 방향 및 전도와 복사에 의한 heat flux 설정을 위한 개념도이 다. 본 연구에서 사용된 해석 소프트웨어는 2가지로 MSC. Marc/
Mentat v.2014 및 Solidworks Simulation v. 2014이다. MSC.
Marc/Mentat 을 통하여 전자기장 현상으로 발생되는 발생열을 구 하고 이를 Solidworks Simulation을 통해 전류 전압의 일정한 값이 인가되는 소결완료 구간을 준 정상상태로 가정하여 온도 분포에 대한 해석을 수행하였다. 본 해석 대상은 heat flux의 방 향이 정해져 있으며 매질이 없는 진공 상태이므로 효율적인 3
차원 모델의 과도해석을 위하며 2가지 시뮬레이션 프로그램을 사용하여 선행실험을 통해 측정된 온도 물성치를 적용하여 준 정상상태로 가정된 열전달 해석을 수행하였다. 시뮬레이션에 적 용한 물성 및 입력 조건은 예비실험을 통해 얻은 수치로 적용하였다.
2.4.4 해석 조건 데이터
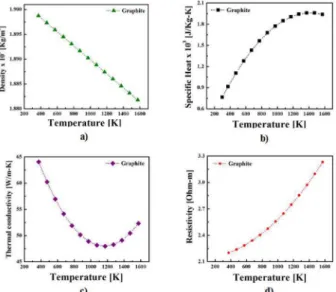
펄스전류활성 소결을 통한 루테늄 소결 열전달 시뮬레이션을 위해서 시뮬레이션 위해서는 Joule heating 과정에서 발생하는 발열현상과 그에 따른 열의 흐름을 모사해야 하므로 예비실험 을 통해 얻은 온도별 물성데이터를 시뮬레이션에 적용해야 한 다. Fig. 9는 흑연의 재료특성으로 a)는 밀도, b)는 비열, c)는 열 전도도, d)는 비저항 e)는 루테늄의 저항 변화를 온도에 따른 물 성치를 그래프로 나타냈다. 그리고 Fig. 10에 온도에 따른 루테 늄의 저항 변화를 그래프로 나타냈고 위의 두 물성데이터를 이 용하여 해석 결과가 실제 적외선 방사온도계가 측정한 몰드 표 면온도와 근사하도록 하여 시뮬레이션의 정확도를 높였다.
또한, Joule heating에 의한 열전달 해석과 동시에 접촉저항에 Q = I
2( R
G+ R
Ru)
Q
conv= h
conv( T T –
water)
Q
rad= σε T (
4– T
wall4) σ
s= 5.67 10 ×
–8W m ⁄
2– K
4Table 1. Basic properties of ruthenium and graphite materials for the heat transfer simulation
Material Property Ruthenium Graphite Specific density
(ton/mm
3) 1.25 ×10
-81.85 ×10
-9Specific heat capaciy
(mJ/ton·K) 2.38 ×108 7.10 ×10
5Thermal conductivity
(mW/mm·K) 1.16 ×10
28.12 ×10
1Resistivity
(ohm·mm) 7.20 ×10
-51.50 ×10
-2Conductivity
(ohm
-1·mm
-1) 1.39 ×10
46.67 ×10
1Fig. 8. The schematic diagram of input conditions for the heat trans-
fer simulation.
의한 열전달 해석을 고려하기 위하여 목적 소결온도까지 전류 와 전압을 가할 때 측정된 전기저항을 루테늄의 발열량으로 환 산하여 접촉저항에 의한 열전달의 변수를 고려한 해석을 추가 해 시뮬레이션의 정확도를 높이고자 하였다.
3. 결과 및 고찰
3.1 직경 100 mm, 두께 3 mm Ru 소결체 해석결과
Fig. 11 및 12는 소결온도 500
oC 부터 1300
oC 까지 내부 열 전달 전산해석 결과이다. 소결온도가 500
oC, 600
oC, 700
oC, 800
oC, 900
oC, 1000
oC, 1100
oC, 1200
oC 및 1300
oC 일 때 루테늄 소결
체의 온도는 각각 529
oC, 632
oC, 738
oC, 848
oC, 1050
oC, 1140
oC, 1262
oC, 1562
oC, 1821
oC로 예측되었다. 루테늄 소결체 중앙에 서 소결체와 흑연몰드 계면까지의 온도편차는 소결온도가 500
oC 에서 21
oC, 600
oC에서 26
oC, 700
oC에서 30
oC, 800
oC 에서 35
oC, 900
oC에서 52
oC, 1000
oC에서 66
oC, 1100
oC 에서 80
oC, 1200
oC에 서 99
oC, 1300
oC 에서 123
oC로 예측되었다.
3.2 직경 100 mm, 두께 3 mm Ru 소결체 등온공법 실험 결과
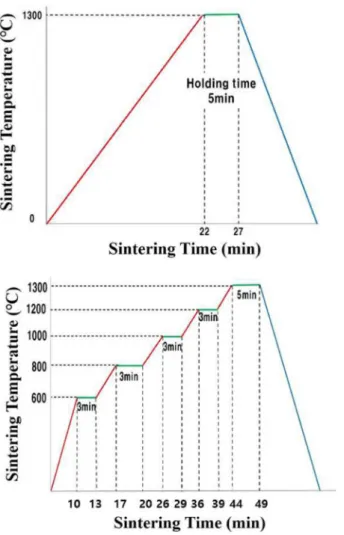
Fig. 13 은 직경 100 mm 루테늄 소결체 제조를 위한 PCAS 공 법 중 가열공정으로 a)는 기존의 등온구간 없이 목적 소결온도 까지 가열하였던 공법이며 b)는 4번의 등온구간이 추가하여 내 부 온도편차 최소화를 위한 공법이다[8].
Fig. 9. Physical, thermal, and electrical properties of graphite mold depending on temperatures ; a) Density, b) Specific Heat, c) Thermal conductivity, d) Resistivity.
Fig. 10. Variations in the resistance of Ru materials as a function of sintering temperature.
Fig. 11. FEM results of Ru sintered-body as a function of sintering temperature.
Fig. 12. Changes in internal temperatures of Ru sintered-body as a
function of sintering temperature; a) 500
oC, b) 600
oC, c)
700
oC, d) 800
oC, e) 900
oC, f) 1000
oC, g) 1100
oC, h)
1200
oC, and i) 1300
oC.
Table 2에 직경 100 mm, 두께 3 mm 루테늄 소결체 제조를 위한 공정 파라미터를 나타냈다. 내부 열전달 시뮬레이션 결과 와 소결체 수축길이 구간을 바탕으로 소결체 내부 온도편차를 최소화를 위하여 목적 소결온도 이전에 각각 600
oC, 800
oC, 1000
oC, 1200
oC 에서 3분의 등온구간을 설정하였다. 등온구간에서는 전
류가 인가되지 않아 줄열에 의한 발열 상태가 아니므로 루테늄 중앙(0 mm)에서부터 외곽(± 50 mm) 방향으로의 불균일한 열전 달이 최소화하여 균일한 상대밀도를 갖도록 하였다.
3.3 직경 100 mm, 두께 3 mm Ru 소결체 특성분석 결과
Fig. 14 는 상기 Fig. 13 (b)의 등온구간을 적용한 PCAS 공 법으로 제조된 직경 100 mm 소결체의 위치에 따른 상대 밀도 결과를 나타낸 그림이다. 소결온도 1300
oC 에서 소결된 루테늄 소결체 (1~6)의 위치별로 와이어 커팅 한 후 각각의 샘플에 대 하여 아르키메데스 방법을 이용하여 밀도 분석을 진행하였다.
직경 100 mm 소결체의 상대밀도는 평균 95% 이상의 값을 나 타내었고, 기존의 (a)공법에서 제작된 타겟의 상대밀도와 비교 하여 (b)의 루테늄 타겟의 중앙(0 mm)의 평균 97%, ±25 mm 영역의 평균은 약 96%, ±50 mm 영역의 평균은 약 93%로 나 타나 (a)공법보다 평균 4% 높은 상대밀도를 보여주었다.
Fig. 15 는 루테늄 분말 및 1300
oC 에서 소결된 루테늄 소결체 의 XRD 상분석 결과이다. 루테늄은 hexagonal 결정구조를 가 Table 2. Process parameters for fabricating Ru target with a thick-
ness of 3 mm and diameter 100 mmØ
Parameter Target size
100 mmØ - Thickenss : 3 mm
Voltage (V) 7.7
Current (A) 18,500
Applied pressure (Kgf) 47,927
Time step condition (3 mins)
Step 1. 600
oC Step 2. 800
oC Step 3. 1000
oC Step 4. 1200
oC
Heating rate(
oC/min) 60
Fig. 13. Optimized conditions of the Ru sintered-body for mini- mizing temperature variation during the PCAS process.
Fig. 14. The relative density of Ru sintered-body as a function of position.
Fig. 15. XRD patterns of Ru powder and sintered-body.
지며, 격자 상수 (a=2.7, b=2.7, c=4.275, α=90, β=90, γ=120)를 가진다. 루테늄 분말은 (002) 우선 배향특성을 나타내며, (010), (011), (012), (110), (013) 의 회절 면을 가지는 poly-crystalline 구 조를 가짐을 확인하였다. 소결온도 1300
oC 에서 제작된 루테늄 타겟은 루테늄 원료 분말과 유사하게 (002)우선 배향 결정면을 나타내었으며, (010) (012) (110) (013)과 같은 회절면도 함께 관 찰되었다.
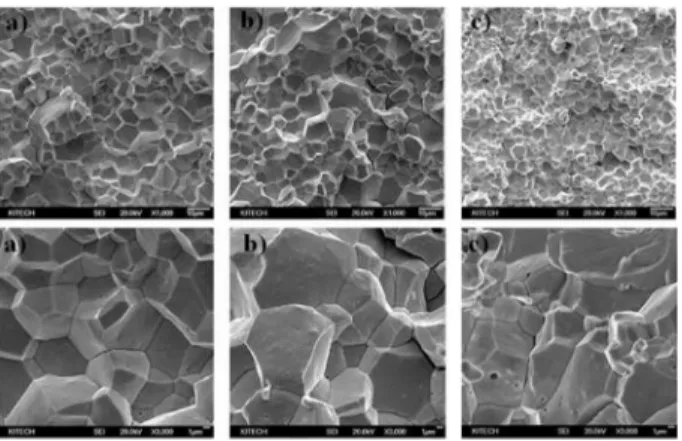
Fig. 16 은 직경 100 mm 루테늄 소결체의 위치별 파단면의 입 자크기 측정 결과로 (a) 3.85 μm (b) 3.18 μm (c) 3.12 μm 로 나 타났다. 루테늄 소결체의 0 mm 지점에서 입성장이 가장 크며,
±25 mm 지점에서 ±50 mm지점으로 갈수록 입자 성장이 발생 하지 않음을 알 수 있다. SEM 이미지에서 보는바와 같이 루테 늄 타겟의 중앙인 0 mm지점에서 ± 25mm 및 ±50 mm 지점으 로 갈수록 파단면 내 기공의 개수가 증가하였다. 이는 기공으로 인하여 단위 부피당 입자의 충진율이 감소함을 뜻하며 결국 상 대밀도 분석을 통해 확인한 결과와 유사한 특성을 나타냈다. 타 겟의 면적이 증가할수록 온도에 따른 저항 값이 감소하고 이로 인한 불균일한 열전달로 발생되는 현상으로 판단된다.
Fig. 17은 직경 100 mm 루테늄 소결체의 위치별 vicker’s 경 도 결과이다. 경도 측정 결과 0 mm 지점에서 평균 480.63 Hv,
±25 mm 지점에서 평균 443.48 Hv, ±50 mm 지점에서 평균 432.76 Hv 로 측정되었다. 직경 100 mm 루테늄 소결체의 위치에 따른 경도 분석결과, 루테늄 소결체의 중앙(0 mm)의 경도가 가장 높 고 외각(50 mm)으로 갈수록 낮아지는 경향을 보였다. 이는 소 결체의 상대 밀도와 유사한 특성을 나타내는 결과이다. 전류밀 도가 집중되어 타겟의 중앙의 발열온도가 높고 흑연몰드 계면 으로 향할수록 낮아지므로 치밀 구조의 입계 성장에 차이가 기 계적 특성인 경도분석에서도 나타난 것으로 판단된다.
4. 결 론
펄스전류활성 소결을 이용하여 고융점 루테늄 소결체 제조를 위해 소결온도 1300
oC까지 전류량을 증가시킨 결과, 전류와 전 압이 증가함에 따라 루테늄의 소결체 내부의 최대 온도는 몰드 표면온도보다 약 500
oC 높은 것으로 해석되었다. 흑연몰드는 루 테늄 소결체 제조 시 통전을 위한 매개체로 사용되었고, 펄스전 류활성 소결 중 발생하는 전기 및 열적 특성은 루테늄 소결체 의 물성을 좌우하는 중요한 변수로 작용하였다. 통전 전류량에 따른 온도별 물성치의 입력은 해석결과의 정확도를 향상시키기 위한 중요한 요인으로 판단된다. 전류량이 증가함에 따라 전체 전기저항은 100
oC ~ 600
oC 까지 급격히 감소하였고 700
oC ~ 1200
oC 까지는 점진적으로 감소하였다. 전체 전기저항 값을 루테늄의 발열량으로 환산하여 실제 예비 실험을 통해 얻은 수치로써 해 석을 수행한 결과 해석 결과의 정확도는 90% 이상으로 향상하였다.
직경 100 mm 루테늄 대면적 소결체 제조 시 전력이 인가되 지 않는 등온구간 설정하여 분말이 타겟으로 성형되는 과정 중 줄열에 의한 불균일한 열전달을 상쇄시킴으로써, 루테늄 소결체 와 흑연 몰드 사이의 온도편차가 일부 해소되었고 루테늄 소결 체 입자의 성장이 균질해져 등온공정이 없는 기존의 공정보다 평균 약 4% 높은 상대밀도를 관찰하였다.
직경 100 mm 루테늄 소결체의 열전달 시뮬레이션 결과 루테 늄 소결체 온도는 흑연다이의 표면온도보다 약 38% 높은 것으 로 예측되었으며, 온도편차 발생은 온도상승에 따른 접촉저항 및 루테늄 소결체와 흑연 몰드의 저항의 차이에 의한 현상으로 판단되어 등온구간을 설정하여 온도편차를 감소시켜 균일한 입 자성장을 유도함과 동시에 타겟의 치밀화를 위한 목적 소결온 도까지 가열이 가능하였다.
감사의 글
본 논문은 한국생산기술연구원 기관주요사업 “원천기술개발 사업(1/3) (KITECH EO-17-0015)”의 지원으로 수행한 연구입니다.
Fig. 16. SEM image of Ru sintered-body as a function of position. a) 0 mm, b) 25 mm and c) 50 mm
Fig. 17. Vickers hardness of Ru sintered-body.
REFERENCES