스칸듐을 첨가한 7000계열 알루미늄 합금의 기계적 특성
이경환†·조수연 *
신성대학교 제철산업과, *한국폴리텍II대학 인천캠퍼스 신소재응용과
Mechanical Properties of 7000 Series Aluminium Alloys with Scandium Addition
Kyong-Hwan Lee† and Soo-Youn Cho*
Department of Steel Industry, Shinsung University, Chungnam 343-861, Korea
*Department of Applied Advanced Materials, Korea Polytechnic II Incheon, Incheon 403-719, korea
Abstract
The microstructures of self-designed 7000 series Aluminium alloys added with Sc are observed. Moreover, the mechanical prop- erties of the Sc-added Aluminium alloys are evaluated as a function of tensile temperature to establish the conditions of a following extrusion process. New casting conditions in the aluminium alloys added with Sc could be established by changing the casting speed and stirring time in the existing casting conditions of Aluminium alloys. The Sc addition results in Al3(Sc,Zr) precipitates in the cast alloys, and leads to the formation of equal-axed grains and fine grains. After homogenization heat treatment at 450oC, the Sc-added Aluminium alloys showed the highest elongation values in the temperature ranging from 300~400oC.
Key words : 7000 series Al alloy, Sc addition, Casting, Mechanical properties, Elongation.
(Received March 26, 2012 ; Accepted August 27, 2012)
1. 서 론
스칸듐(Sc)은 1879년 스웨덴의 분석화학자인 Nilson이 발견 한 금속으로 Sc 관련 합금에 대해서는 1979년 Wiley가 본격적 인 연구를 시작한 이후 산업적인 주목을 받고 있다. 즉, 구소련 에서는 MIG 29기를 제작하는데 응용하였으며, 이후 독일, 프랑 스 등의 유럽과 일본, 캐나다, 미국 등 여러 나라에서 각종 합 금의 첨가원소로서 꾸준하게 연구를 진행하여 왔다.
이 중 Sc이 미량 첨가된 Al 합금의 경우 매우 미세한 크기 의 Al3Sc 분산상이 형성되면서 결정립이 미세화되고 결과적으 로 강도 및 피로파괴의 증가와 초소성에 의한 성형성이 향상 되는 결과들이 보고된 바 있다 [1-3]. 이와 같은 Sc 첨가에 따른 Al 합금의 강도 향상은 Al3Sc 분산상의 부정합 생성으로 인한 격자 변형의 발생과 변형된 격자에 의한 전위이동 및 결 정립 성장의 방해 현상으로 해석되고 있다 [4].
아울러 1320oC의 용융점을 가지는 Al3Sc 상의 형성으로 고 온에서의 열적 안정성과 내열성, 그리고 용접성 및 재결정 억
제성 등이 향상된다. Sc 및 Zr 합금원소의 복합 분산강화에 의한 고강도계 Al 합금 개발에 대한 연구가 지속되고 있다.
또한 Sc의 첨가는 결정립을 미세화시키므로 고온균열(hot cracking)에 대한 저항성을 증가시킨다 [5,6]. 이와 같은 고온 균열의 감소는 Sc 첨가 Al 합금의 용접성 및 가공성을 향상 시킬 수 있을 뿐만 아니라 고온재료로서의 물성을 개선시킬 수 있다.
Al 합금에서 고강도 및 고인성화는 강(steel)의 대체소재로 사용하기 위한 가장 중요한 요구사항이다. 고강도계 Al 합금 중 7000계열 합금은 압출용 Al 합금으로서 Al 합금 중 가장 강도가 우수한 합금이며, 2000계열 Al 합금과 더불어 항공기 구조재와 기계부품, 선박 및 자동차의 부품과 구조재로서 널리 사용되고 있다. 7000계열 Al 합금의 우수한 비강도 특성은 수 송기기의 구조재, 특히 항공기 분야와 전기 자동차의 차체 및 군수품용 재료로서의 적용에 매우 유리한 측면이 있다. Sc의 미량첨가에 따른 7000계열 Al 합금의 특성 향상은 고강도 Al 합금의 상용화 가능성을 제시하고 있다. 일예로 Air Bus사에
†Corresponding author: Kyong-Hwan Lee
[Tel: +82-41-3501-533, E-mail : [email protected]]
서는 Sc이 첨가된 Al 합금의 우수한 성형성을 이용하여 항공 기 부품을 개발하기 위한 연구가 진행되고 있다.
첨가원소를 통한 합금의 물성 향상법은 합금의 개량화가 쉽 고, 기존 합금의 주된 특성의 변화 없이 특정 기능만을 향상시 킬 수 있는 가능성이 있다. 따라서 Sc이 미량 첨가된 Al 합금 의 우수한 특성들을 고려하여 본 연구에서도 Sc 함유 7000계 열 Al 합금을 직접 설계, 주조하여 그 미세조직을 관찰해 보 았다.
한편 Sc이 미량 첨가된 Al 합금은 고강도의 기계적 특성을 나타내는 반면에 압출(extrusion) 가공을 하는 경우에는 열간 가공에 의한 균열의 발생이나 압출성이 저하될 가능성이 있다.
따라서 본 연구에서는 적정 압출가공 온도를 설정하고자 온도 에 따른 주조합금의 기계적 물성을 평가해 보았다.
2. 실험 방법 2.1 합금 설계
본 연구에서 사용된 모합금은 7000계열 Al 합금에 미량의 Sc을 첨가한 조성으로 설계하였다. 이러한 합금설계의 목적은 Sc을 미량 함유시켜 7000계열 Al 합금에서 나타나는 여러 가 지 단점(응력부식 균열, 내식성 저하 등)을 보완하고, 이미 사용 되고 있는 고강도 7000계열 Al 합금보다도 우수한 기계적 성 질을 부여하는 것이다.
보다 구체적으로 언급하면 7000계열 고강도 Al 합금 중 A7049 Al 합금을 기본으로 하여 성분 원소량을 미세 변경한 다음, 미량의 Sc을 첨가한 합금조성을 B1, A7050 Al 합금을 기본으로 하여 성분 원소량을 미세 변경한 다음, 미량의 Sc을 첨가한 합금조성을 B4로 명명하였다. 또한 7000계열 Al 합금 중 압출성이 우수하여 산업용, 구조용으로 널리 사용되고 있는 A7029 Al 합금의 성분을 조정한 후, 이 합금에 미량의 Sc을 첨가한 합금을 B2 및 B3로 각각 명명하였다. Al 합금 설계 시 첨가되는 Sc의 양은 0.2 wt.%가 보편적이나, Sc이 고가인 점과 연구의 차별화를 위하여 0.1 wt.% Sc가 함유된 조성으로 합금을 설계하여 그 기계적 특성을 평가해 보았다. 위 4가지 합금 조성은 Table 1과 같다.
2.2 용해 주조
철강의 용해주조 방식과 알루미늄의 용해주조 방식에는 약간
의 차이가 있다. 철강의 경우, 주조 초기에는 용강을 연속주조 기의 턴디쉬로 이송한 후, 몰드로 주입하게 되고 더미바헤드의 이동에 따라 슬라브가 형성되고 TCM 에 의하여 적정 길이로 절단되는 과정을 거치게 된다. 알루미늄의 용해주조에는 반사로 와 알루미늄 전용 연속주조기가 사용되어 진다. 반사로에서 용 해 한 후에 출탕을 개시하면 탈가스가 이루어지고 용강에서의 턴디쉬 역할과 유사한 분배기(distributor)로 용탕이 이동되어 여러 개의 몰드로 주입된다.
또한 용강에서의 더미바와 유사한 역할을 하는 하몰드(down mold)의 하강에 의하여 직선의 빌렛(약 6 m정도)이 만들어진다.
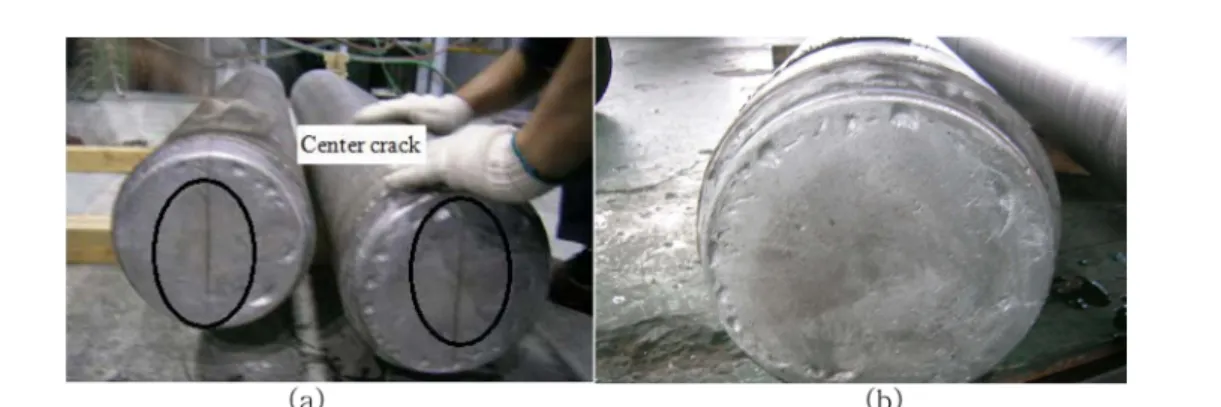
주조 시, 하몰드와 접촉되어 최초 형성되는 빌렛의 단면에 center crack이 발생되면 빌렛의 전체에 center crack이 진행되 므로 Fig. 3(a)와 Fig. 3(b)에서 보는 바와 같이 빌렛의 단면검 사를 아주 세밀하게 시행하여야 한다.
Fig. 3(a)는 빌렛의 단면에 수직으로 crack이 관찰되는 불량 한 경우이고 Fig. 3(b)의 빌렛은 단면에 crack이 관찰되지 않 는 양호한 빌렛을 표시한다. 주요 용해주조 설비는 반사로, 홀 딩로, GBF탈가스처리기, 전자교반기, Air Slip 주조기를 사용 하였다.
본 연구에서는 500 kg급의 연속주조 양산 설비를 이용하여 Table 2와 같이, 75-90 mm/min의 주조 속도, 20-40 min의 탈 가스 및 교반으로 공정 조건을 변화시켜 가며 용해 주조를 실 시하였다. 이후 제조된 빌렛(billet)의 조직 검사 및 기타 특성 평가를 통해, 75 mm/min의 주조 속도와 40 min의 탈가스 및 교반공정에서 최적의 주조 조건이 선택되었다.
빌렛은 차후의 압출 실험을 위하여 단면이 9 inch인 원형으 로 만들어 졌으며, 주조된 빌렛 의 조성은 유도결합 플라즈마 분광광도기(inductively coupled plasma-atomic emission spec- trometer, ICP-AES)를 통하여 주요 8가지 성분에 대해 정량적 으로 측정, 분석하였다.
Table 1. Composition of Al Alloys used in this study. (unit: wt.%) Element
Sample Zn Mg Cu Zr Sc Cr Mn
B1 8.50-9.20 1.80-2.50 2.00-2.50 0.09-0.13 0.08-0.12 0.02-0.04 < 0.01
B2 5.00-6.00 1.80-2.40 0.20-0.50 0.09-0.13 0.08-0.12 0.02-0.04 0.20-0.40
B3 5.00-6.00 2.60-2.90 0.20-0.50 0.10-0.14 0.08-0.12 < 0.01 0.20-0.40
B4 7.80-8.80 2.00-3.00 2.00-3.00 0.10-0.14 0.08-0.12 < 0.01 < 0.01
7075(KS D 6759) 5.10-6.10 2.10-2.90 1.20-2.00 <0.25 - 0.18-0.28 < 0.30
Table 2. Conditions of B1 Al alloys melt casting process.
Casting
Conditions 1st 2nd 3rd
Temperature (oC) 710 710 710
Speed (mm/min) 90 80 75
Time of stirring &
degassing time (min) 20 30 40
설계 합금(Table 1)의 용해주조 후 유도결합 플라즈마 분광광 도기를 사용하여 제조 합금의 성분을 분석한 결과(Table 3), 모 든 빌렛에서의 합금 성분이 설계 합금의 스펙 내에서 검출됨을 확인할 수 있었다. 특히 Sc의 경우 산화율이 높아서 용해시 회 수율이 떨어지는 문제가 있으나, 본 연구에서는 모든 빌렛에서 설계 합금의 스펙 내에 존재하는 Sc 함량을 측정할 수 있었다.
2.3 미세조직 관찰
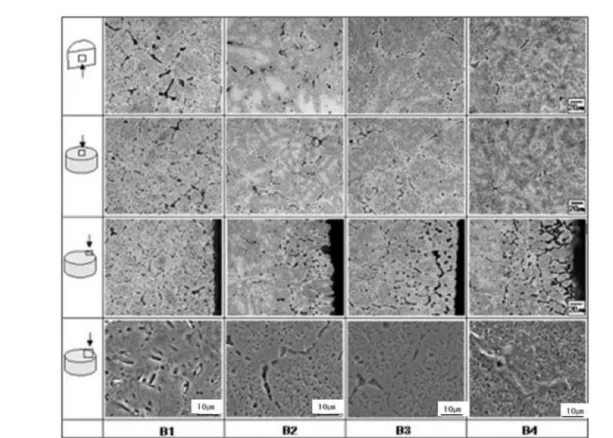
주조 합금의 미세조직을 관찰하기 위하여 빌렛을 Fig. 1과 같이 단면부위 및 중심부위와 측면 길이 방향의 시편을 채취 하여 연마를 실시하였다. 명확한 조직을 관찰하기 위하여 켈러 부식액으로 연마면을 부식시켰는데, 5 sec 경과 후 시편을 꺼내 서 증류수로 세척한 다음 air blowing으로 건조하였다. 시편의 미세조직은 광학현미경과 주사전자현미경을 통하여 관찰하였다.
2.4 균질화 열처리
빌렛의 주조조직과 원소 분포를 관찰하면 조직 내 합금원소 가 결정입계(grain boundary) 에 집중 분포하는 매우 불균일한 상태이기 때문에 열간 압출 시 마찰 저항이 커져 압출 가공성 이 저하되고 압출 후의 조직도 나빠지게 된다. 따라서 본 연구 에서는 빌렛에 적당한 균질화 열처리를 실시하였다. 본 연구에 서는 7000계열 Al을 기반으로 한 합금에 Sc을 첨가한 합금을 설계하였으므로 가장 많이 사용되어지는 7000계열 Al 합금인 A7075 합금에서 일반적으로 시행하는 균질화 열처리 온도, 즉, 450oC에서 20 hr를 유지한 후 공냉하였다.
2.5 상온 인장시험
균질화 열처리된 제조 합금의 상온에서의 기계적 성질을 조 사해보기 위해 Sc이 첨가된 Al 합금 빌렛으로부터 시험편을 길
이 방향으로 채취하였고, Fig. 2와 같이 직경 5 mm에 표점거 리가 25 mm인 인장시편으로 가공하였다. Crosshead 속도인 변 형속도는 1.5 mm/min으로 설정하였다.
2.6 고온 인장시험
고온 인장시험에서도 상온 인장시편과 같은 규격으로 시편을 제작하였다. 고온 인장시험 시 균일한 시편온도를 확보하기 위 해서 시편이 시험 설정 온도에 도달한 후 25 min 간 유지시킨 후 고온 인장시험을 실시하였다.
고온인장 시험온도의 범위는 100~500oC이었고, 100oC 간격 으로 시험을 실시하였으며, 이에 더하여 A7075의 압출온도와 유사한 350oC에서도 시험을 수행하였다.
고온인장 시험 시의 변형속도는 압출 가공조건과 유사하게끔 항복점을 기준으로 약간의 변화를 주었으며, 항복점까지는 0.12 mm/min의 속도로, 항복점 이후에서는 1.2 mm/min로 인장 시험을 실시하였다.
3. 실험결과 및 고찰 3.1 주조 조건의 설정
합금원소가 비교적 많이 첨가된 7000계열과 2000계열의 Al 합금은 용해주조 시 주조 속도 조절에 의한 빌렛의 균열 예방 과 탈가스와 교반에 의한 내부 불순물의 제거 및 편석의 최소 화를 달성하여야 한다. 고강도 Al 합금의 경우에 고온 주조 시 냉각 과정에서의 수축응력에 의한 중심부 균열(center crack) 발생 위험이 1000계열, 5000계열 및 6000계열 등의 Al 합금 보다도 월등히 높을 뿐만 아니라, Al과 비중이 서로 다른 합금 원소들이 많아서 내부 편석의 발생 가능성이 아주 높기 때문이 다. 따라서 압출 가공에 의한 안정한 조직의 소재를 생산하기 위해서는 새로이 설계된 합금에 대해 세부적인 용해 주조공정 을 확립하는 것이 중요하다.
본 연구에서의 용해 주조온도는 일반적인 7000계열 Al 합금 의 주조 온도와 유사한 710oC로 설정하였다. 1차 주조 조건으 로는 일반적인 Al의 연속주조 속도인 90 mm/mim으로 설정하 였고, 교반과 탈가스 시간은 20 min으로 설정하여 주조를 실시 하였다. 그 결과는 Fig. 3(a)에서 나타난 바와 같이 빌렛의 중 Table 3. Contents of alloying elements measured in the cast billets.
(unit: wt.%) Element
Sample
Zn Mg Cu Zr Sc Cr Mn Ti
B1 9.02 2.41 2.67 0.10 0.08 0.03 < 0.01 0.03 B2 5.95 2.36 0.42 0.10 0.08 < 0.01 0.23 0.03 B3 5.99 2.77 0.42 0.11 0.11 < 0.01 0.29 0.04 B4 8.69 2.89 2.65 0.09 0.09 < 0.01 0.01 0.03
Fig. 1. Schematics showing (a) cutting face and observed regions (b) lateral or (c) longitudinal cutting in the billet.
Fig. 2. Dimensions of test specimen for the tensile test.
심부를 지나는 중심부 크랙이 발생하였고, 교반시간 부족으로 Fig. 4(a)와 같이 내부 조직에서 미용해 Sc 모합금 입자가 관 찰되었다. 이와 같은 빌렛의 중심부 균열은 여러 종류의 합금 원소가 다량 첨가된 Al 고강도 합금에서 흔히 볼 수 있는 형 상으로 급격한 냉각에 의해 발생하는 수축 응력에 의한 결함으 로 판단된다. 또한 미용해 Sc 입자의 발생은 충분한 교반이 이 루어지지 않았음을 의미한다. 특히 Sc은 산화율이 비교적 높은 원소이므로 용해 주조 시간에 의하여 그 회수율이 저하될 수 있다.
이상의 문제점을 개선하기 위해 2차 용해 주조 조건으로는 주조 속도 80 mm/min, 교반 시간 30 min으로 공정을 변경하 여 주조를 실시하였으나, 이 경우에도 Fig. 4(b)와 같이 내부 조직에서 미용해 Sc 모합금 입자가 관찰되었다. 3차 용해 주 조 조건으로 주조 속도를 75 mm/mim, 교반 시간을 40 min으 로 설정하여 주조한 결과, Fig. 3(b)와 같이 빌렛에서 중심부 크랙이 발생되지 않았으며, Fig. 4(c)에서와 같이 미용해된 Sc 모합금 입자도 관찰되지 않았다.
이상의 실험 결과로부터 Sc 등 여러 원소들이 첨가되는 고 강도 Al 합금의 용해 주조 시 주조 속도 및 교반 시간과 같 은 공정 조건의 중요성을 확인할 수 있었고, 적합한 용해 주조 조건을 확립할 수 있었다.
3.2 빌렛의 미세조직 분석
주조된 빌렛의 외견은 Al 특유의 회백색을 나타내면서도 전
체적으로 특별한 표면 이상층 및 큰 결함 영역이 보이지 않아 연주 과정에서 응고 속도가 균일하게 이루어진 것으로 판단되 었다.
조성별 미세조직의 차이를 살펴보면, B4 조성의 경우 침상 형태의 석출물들이 얽혀있고, 매우 조대화되어 있는데 비하여 B3의 경우는 석출물이 구상 형태이고, 대체적으로 골고루 분포 되어 있는 것을 관찰할 수 있었다. 또한 B1 조성의 경우 석 출물들이 조대한 석출물들과 함께 상대적으로 균일하게 분포되 어 있는데 비하여 B2는 밀집되어 있는 것을 관찰할 수 있다.
그러나 전체적인 수지상정(dendrite)의 분포는 특별한 차이를 보이지 않고 있는 것으로 보아 연주 시 냉각 또는 응고 속도 가 비교적 균일하게 이루어진 것으로 생각된다.
Sc 첨가에 따른 주조 조직의 변화를 관찰하기 위해 B4 합금 에 Sc를 첨가하지 않은 조건으로 주조를 실시하여 그 미세조직 을 주사전자현미경으로 관찰하였다(Fig. 6). 그 결과 Sc을 첨가 하지 않은 경우에 비하여 Sc을 첨가함에 따라 주조 조직이 수 지상정 구조에서 셀구조로 응고형태가 변화된 것을 관찰할 수 있었다. 이와 같이 Sc이 첨가된 Al 합금의 경우 수지상정의 주조 조직을 나타내지 않기 때문에 압출 성형에 매우 유리한 조직이 될 수 있음을 알 수 있다. Al3Sc 금속간 화합물은 주 조 시 Al의 용융 온도와 같은 659oC에서 석출되는 석출물로 알려져 있어 석출물 형성이 결정입 내부와 결정입계에 골고루 분산되어 생성될 수 있고, 이것이 주조 조직 형성 시 특정 방 향으로 조직이 성장하는 것을 억제시켜 준다.
Fig. 3. (a) Image of center crack induced by inappropriate casting conditions. Cooling speed : 90 mm/min., (b) Image of center crack induced by appropriate casting conditions. Cooling speed : 75 mm/min.
Fig. 4. SEM micrographs of B1 Al alloys after (a) first and (b) second and (c) third melt casting process.
Sc 첨가량 및 채취 부위별에 따른 평균 결정립 크기를 도시 하면 Fig. 7과 같다. 상대적으로 급냉 조건인 빌렛의 표면부에 비하여 빌렛의 내부가 큰 결정립 크기를 보여주었고, Sc의 함 유량이 0.1~0.2 wt.% 영역에서 그 함유량이 증가함에 따라 결 정립의 크기가 작아지는 결과를 보여주었다. 요컨대 Sc의 미량 첨가에 따라 결정립은 등축 형태로 변화되면서 미세하게 됨을 관찰할 수 있었다.
Fig. 8은 Sc이 첨가되지 않은 B1 Al 합금 조성에서 관찰되 는 석출물의 이미지를, Table 4는 energy dispersive spectro- scope(EDS)로 분석한 석출물의 조성을 보여준다. 그 결과 a와 c 상은 MgZn2 상으로, b 상은 Fe계 화합물상으로 각각 분석되
었다. 이에 비하여 Fig. 9와 같이 Sc이 첨가된 B1 Al 합금 조성의 경우 MgZn2상(b, d 상) 및 Fe계 화합물상(c 상) 외 에도 Sc가 함유된 석출상(a 상)이 관찰되어 Sc의 미량 첨가 시 석출상이 형성된다는 기존 연구결과와 일치하는 결과를 얻 을 수 있었다. a 상에서는 Zr 성분도 상당량 검출되어 결론적 으로 a 석출상의 조성은 Al3(Sc,Zr)임을 유추할 수 있었다. 이 Al3(Sc,Zr) 석출상들은 입계와 입내에 치우침이 없이 다결정 조직 내에서 전체적으로 분포하고 있음이 관찰되었다.
3.3 균질화 처리의 영향
균일하고 안정적인 기계적 특성의 부여를 위하여 본 연구에 Fig. 5. Optical or SEM micrographs observed as a function of Al alloy composition.
Fig. 6. SEM micrographs of B4 Al alloys casted (a) before Sc-addition and (b) after Sc-addition.
서 설계된 Al 합금은 일반적인 7075 Al 합금의 열처리 조건 에 따라 균질화 열처리를 실시하였다. 균질화 열처리 후 미세 조직의 변화는 Fig. 10(b)와 같다. 그림에서 관찰 되는 것처럼
균질화 열처리 전 조직은 Fig. 10(a)에서와 같이 셀형 구조로 서 결정입자 경계선이 뚜렷한 반면에 균질화 열처리 후 조직은 Fig. 10(b)와 같이 편석이 없는 안정한 조직으로 관찰되었으며, Al3(Sc,Zr) 석출상들도 보다 균일하게 분포하게 됨을 확인할 수 있었다. 결정입계가 뚜렷하지 않은 것은 균질화 열처리에 의하 여 결정입계에 있던 여러 가지 상 들이 충분한 확산이 이루어 졌고 이는 곧 정상적인 균질화 열처리가 되었음을 알 수 있다.
이에 따라 Sc 첨가에 따른 고강도 Al 합금의 균질화 열처리 조건은 일반 7000계열 Al 합금의 것과 동일하게 구현될 수 있음을 확인할 수 있었다.
3.4 상온 인장시험 결과
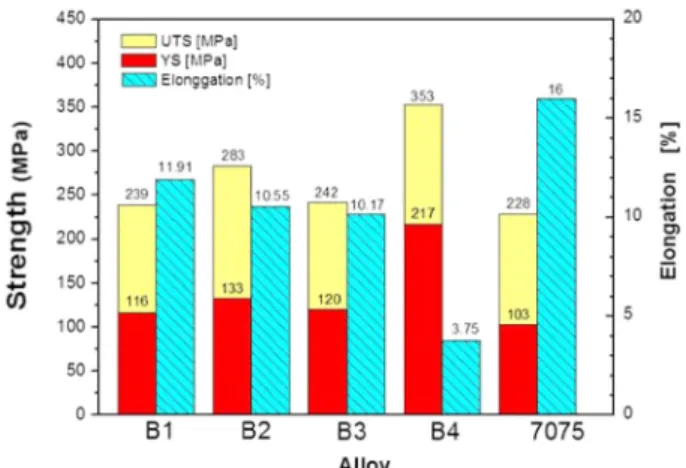
주조 빌렛의 상온 인장시험을 실시한 결과 Sc이 첨가된 Al 합금들의 응력-변형률 곡선은 Fig. 11과 같았다. 또한 이 곡선 들을 통해 측정된 항복강도(yield strength, YS), 최대 인장강 도(ultimate tensile strength, UTS) 및 연신률(elongation)을 Al
Table 4. EDS results of Sc non-added B1 aluminium alloys. (unit : wt%)
Elements
Position Al Fe Cu Mg Zn Phase
a 53.1 7.7 18.7 20.5 MgZn2
b 82.7 7.3 3.9 3.2 2.9 Fe compound
c 78.8 2.9 8.0 10.3 MgZn2
Fig. 7. Mean grain size measured with respect to observed region.
Fig. 8. SEM micrographs of Sc non-added B1 aluminium alloys.
Fig. 9. SEM micrographs of Sc-added B1 aluminium alloys.
7075 합금에서의 결과와 비교하여 Fig. 12에 도시하였다. Zn와 Mg이 가장 많이 첨가된 B4 조성의 경우 매우 높은 강도 값 에 비하여 매우 낮은 연신율을 나타내었고, B1, B2, B3 조성 은 상대적으로 유사한 응력-변형률 곡선을 나타내었다. 즉, B4 조성의 경우 Al 7075 합금에 비해 월등한 강도값을 나타내나, 매우 낮은 연신율 특성을 나타내었고, B1, B2, B3 조성은 Al 7075 합금에 비해 다소 우수한 강도값을 나타내나 연신율은 68% 수준의 특성을 나타내었다.
3.5 고온 인장시험 결과
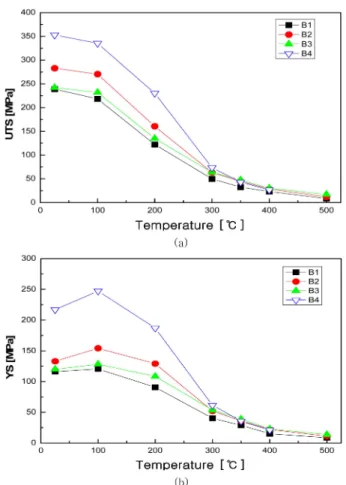
인장시험 온도 및 합금 조성에 따른 고온 인장시험의 결과, 즉, 항복강도, 최대 인장강도 및 연신률의 변화를 비교한 그래 프를 Fig. 13과 Fig. 14에 나타내었다. Fig. 13에서 B1~B4 조성의 거동을 전체적으로 고려할 때, 항복강도 및 인장강도는 앞서 상온 인장의 상대적으로 높은 결과 값에서부터 300oC에 이르기까지 지속적으로 크게 감소하는 경향을 관찰할 수 있었 다. 그 결과 300oC에 이르게 되면 항복강도 및 최대 인장강도 가 B1~B4의 조성에 관계없이 거의 일정한 값으로 수렴하게 Fig. 10. SEM micrograph of Sc-added B4 aluminium alloy (a) before homogenization heat treatment and (b) after homogenization heat treat-
ment at 450oC.
Table 5. EDS results of Sc-added B1 aluminium alloys. (unit : wt%)
Elements
Positions Al Cu Mg Fe Zn Zr Sc Phase
a 74.4 - - - 1.7 11.4 11.5 Al3(Sc,Zr)
b 76.2 2.7 10.3 - 10.8 - - MgZn2
c 79.9 9.6 - 8.6 2.0 - - Fe compound
d 72.3 3.0 12.3 - 12.4 - - MgZn2
Fig. 11. Stress-strain curves of Sc-added aluminum alloy billet at room temperature.
Fig. 12. Yield strength, ultimate tensile strength and elongation values measured as a function of aluminium alloy at room temperature.
됨을 알 수 있었다. 300oC 이상에서는 온도가 증가함에 따라 강도의 저하가 완만하게 일어났으며, 그 결과 4가지 조성의 강 도값이 보다 유사해지는 거동을 나타내었다.
Fig. 14는 Sc이 첨가된 4가지 Al 합금의 시험 온도 조건별 연신률의 변화를 보여준다. 상온에서는 낮은 연신율을 유지하던
B4 조성의 경우 타 합금 조성과 같이 100oC 이후부터 연신률 이 크게 증가하는 거동을 나타내는데, 이러한 거동이 350oC, 400oC까지 지속적으로 유지되어 350oC 이상에서는 오히려 B2 또는 B3 조성보다도 우수한 연신율 특성을 나타냄을 관찰할 수 있었다. B2와 B3 조성의 경우는 300oC에서 최대 연신율을 나타낸 후 300oC 이후부터는 연신율이 점차 감소하는 것을 알 수 있다. 마지막으로 B1 조성의 경우는 300~400oC에 걸쳐 최 고의 연신률 값을 나타내었다. 결론적으로 합금원소가 많이 첨 가된 B1 및 B4 합금의 경우가 합금원소 양이 적은 B2, B3에 비해 보다 높은 온도에서 보다 높은 연신률 값을 나타내었다.
요컨대 주조 빌렛 시험편의 고온 인장시험 결과 4종류의 Sc 첨가 7000계열 Al 합금 모두 300~400oC 구간에서 가장 높은 연신률 특성을 나타낸 후, 400oC 이상에서 연신률이 급격하게 떨어지는 현상이 관찰되었다. 따라서 이후의 압출 공정에서는 B1~B4의 조성별로 300~400oC 온도 구간에서 가장 연신률이 좋은 온도를 설정한 후 압출하는 것이 가장 좋은 압출 특성을 나타낼 거라 예상할 수 있었다.
4. 결 론
Sc이 미량 첨가된 7000계열 Al 합금을 직접 설계, 주조하여 그 미세조직을 관찰하고 아울러 후속 압출 공정을 설정하고자 주조 합금의 기계적 물성을 온도에 따라 평가한 결과 다음과 같은 결론을 얻었다.
1) 일반적인 Al 합금의 주조 조건보다 주조 속도를 감소시 키고, 교반 시간을 증가시킴으로써 Sc가 첨가된 Al 합금의 새 로운 주조 조건을 설정할 수 있었다.
2) Sc을 첨가한 Al 합금은 Sc을 첨가하지 않은 경우에 비하 여 미세조직이 셀형 조직으로 변화되었고, Sc의 함유량이 0.1~0.2 wt% 영역에서는 그 함유량이 증가함에 따라 주조 조직 의 결정립의 크기가 작아지는 결과가 관찰되었다.
3) 적절한 주조 및 450oC에서의 균질화 열처리 조건에 의해 본 연구의 설계 조성에서는 Al3(Sc,Zr) 석출상들이 결정입계와 입내에 걸쳐 비교적 균일하게 생성되었음을 확인할 수 있었다.
4) 최종적으로 모든 설계 조성은 온도 증가에 따라 강도가 감소하는 정도만큼 연신률이 증가하여 300~400oC 구간에서 최 고의 연신률 특성을 나타내었다. 보다 높은 온도 영역에서는 연신률이 감소하는 특성이 관찰되어 300~400oC 구간의 온도 조건에서 최적의 압출 조건을 찾을 수 있었다.
5) 설계 합금 중에서는 A7049 Al 합금 기반에 미량의 Sc 를 첨가한 B1 조성이 가장 우수한 고온 연신률 특성을 나타 내었다.
참고문헌
[1] S. Lee, A. Utsunomiya, H. Akamatsu, K. Neishi, M. Furukawa, Z. Horita and G. Langdont : Acta Mater. “Influence of scandium Fig. 13. (a) Yield strength and (b) ultimate tensile strength of Sc-
added aluminium alloys measured as a function of temperature.
Fig. 14. Elongation properties of Sc-added aluminium alloys measured as a function of temperature.
and zirconium on grain stability and superplastic ductilities in ultrafine-grained Al-Mg alloys”, 50(3) (2002) 553-564 [2] E. L. Bradley : Master Thesis, University of California at
Berkeley, “The Effect of Composition on the Mechanism of continuous Recrystallization and Superplastic Response of Aluminum-Scandium Alloys”, (1993)
[3] S. L. Verzasconi and J. W. Morris, Jr. :International Cryogenic Materials Conference Proc., Los Angeles, CA, “Cryogenic Mechanical Properties of Low Density Superplastic Al-Mg-Sc Alloys”, 24-28 (1989) 24
[4] T. D. Rostova, V. G. Davydov, V. I. Yelagin and V. V. Zakharov : Mater. Sci. Forum, “Aluminum alloys-Their physical and mechanical properties”, 331-337 (2000) 793-798
[5] D. M. Nicholson, J. H. Schneibel, W. A. Shelton, P. Sterne and W. M. Temmerman : MRS Spring Meeting Proc., San Francisco,
CA, “The Effect of Scandium on the Phase Stability of Al3Nb and Al3Zr”, 186 (1990) 229-236
[6] T. Wirtz, G. Lütjering, A. Gysler, B. Lenczowski and R. Rauh : Mater. Sci. Forum, “Fatigue properties of the aluminium alloys 6013 and Al-Mg-Sc”, 331-337 (2000) 1489-1494
[7] J. Liu and M. Kulak : Mater. Sci. Forum, “A new paradigm in the design of aluminum alloys for aerospace applications”, 331-337 (2000) 127-142
[8] B. Lenczowski, T. Hack, D. Wieser, G. Tempus, G. Fischer, J.
Becker, K. Folkers, R. Braum and G. Ltjering : Mater. Sci.
Forum, “AlMgSc alloys for transportation technology”, 331- 337 (2000) 957-964
[9] L. Meng and X. L. Zheng : Mat. Sci. Eng. A, “Overview of the effects of impurities and rare earth elements in Al-Li alloys”, 237 (1997) 109-118