대한기계학회논문집 A권, 제35권 제1호, pp. 107~114, 2011 107
<학술논문> DOI:10.3795/KSME-A.2011.35.1.107 ISSN 1226-4873
레이저산란패턴 기반 나노 래핑 표면 거칠기의 실험적 모델링 및 추정에 관한 연구
§홍 연 기* · 김 경 범**†
* 국립충주대학교 산업대학원, ** 국립충주대학교 항공ㆍ기계설계학과
Study on Experimental Modeling and Estimation of Roughness of Nanoscale Lapping Surface Based on Laser Scattering Patterns
Yeon Ki Hong* and Gyung Bum Kim**†
* Gigavis Co., Ltd.,
** Aeronautical & Mechanical Design Engineering, Chungju Nat’l Univ.
(Received July 12, 2010 ; Revised November 16, 2010 ; Accepted November 22, 2010)
1. 서 론
최근, IT/BT/ST/NT 산업의 급속한 성장으로 초 정밀 가공이 발전함에 따라 기계메커니즘이나 부 품의 초소형화와 함께 마이크로, 나노미터 단위의 고정밀도가 요구되고 있다. 이러한 요구는 제품의 품질과 성능, 수명에 영향을 미치는 표면구조의
기하학적 특성과 이를 측정 및 평가하는 검사기기 의 중요성을 부각시켰다. 표면 구조의 기하학적 특성으로 표면 거칠기가 대표적이라 할 수 있다.
제품의 품질을 결정하는 표면 거칠기의 평가방법 은 크게 접촉식과 비접촉식 평가방법으로 나눌 수
있다.(1,2) 현재 접촉식 평가방법은 촉침식(stylus)으
로 측정 압력으로 가공면의 표면에 결함을 야기할 수 있고, 촉침 마모로 인해 측정값의 오류가 나타 날 수 있다. 또한, 표면의 평가 속도가 느려 인프 로세스(in-process) 측정에 적합하지 않은 단점이 있다.
비접촉식 평가방법으로 개발된 SPM(scanning Key Words: Laser Scattering(레이저산란), Nano Lapping Surface(나노 래핑 표면), Surface Roughness(표면 거칠기) 초록: 본 논문에서는 나노 래핑 표면의 형상과 레이저산란 패턴 사이의 실험적 모델링에 관한 연구를 하였다. 우선, 반사표면에서 나타나는 산란광 속성들을 고찰하여 암시야 기반의 레이저산란 검사 메커니 즘을 구성하였다. 이 메커니즘을 이용한 레이저산란 패턴 분석의 경우, 나노 래핑 표면 형상으로부터 산 란된 레이저산란 성분은 불규칙하게 사선형태로 교차됨을 알 수 있다. 또한, 실험 계획법을 기반으로 도 출된 매개변수로 적용된 최적의 레이저산란 영상에서 나노 래핑 표면 거칠기와 레이저산란 성분 사이의 상관관계를 회귀분석법을 이용하여 수학적 모델링을 시도 하였다. 이 모델의 검증을 위해 나노 래핑 표 면 3 종류의 거칠기에 대해 50 번의 반복실험을 수행한 결과, 제시된 수학적 모델은 실제 거칠기 값에 근접하게 추정할 수 있음을 보였다.
Abstract: In this study, a correlation between the roughness of nanoscale lapping surface and its laser scattering pattern has been identified experimentally. The characteristics of laser scattering on a reflected surface are investigated, and a laser scattering mechanism is newly designed by adopting the dark-field method. Laser scattering patterns resulting from nanoscale lapping shape are in the shape of crossed irregular lattice. In addition, optimum laser scattering images are obtained by the design of experiment, and the roughness of nanoscale lapping surface is estimated using regression analysis certain useful features of the laser scattering patterns. The results of fifty experiments on three types of nanoscale lapping surfaces show that the roughness of nanoscale lapping surfaces can be accurately estimated by the proposed mathematical modeling method.
§ 이 논문은 2010 년도 대한기계학회 동역학 및 제어부문 춘계 학술대회 (2010. 6. 3.-4., 광주과기원) 발표논문임.
† Corresponding Author, [email protected]
© 2011 The Korean Society of Mechanical Engineers
홍 연 기 · 김 경 범 108
probe microscope), AFM(atomic force microscope)등은 나노미터 수준의 분해능을 갖고 있지만, 높은 측 정 환경 수준을 요구하고, 오랜 평가 시간이 소요 되는 취약점이 있다. 접촉식과 비접촉식 측정의 단점을 보완하면서 기상(on the machine)측정이나 인프로세스 측정이 가능한 영상처리 기반의 머신 비전 시스템의 경우 영상처리 알고리즘에 대한 의 존도가 높아 시스템의 가격상승과 검출 신뢰성, 처리속도에 대한 문제점이 야기되고 있다.(3~6) 따 라서 마이크로 단위의 표면 평가가 가능하고 영상 처리 알고리즘의 의존도가 낮은 레이저산란 기반 의 검사시스템에 관한 정량적 연구가 필요하다.
본 논문에서는 나노 래핑 표면의 거칠기와 레이 저산란 패턴 사이의 실험적 모델링에 관한 연구를 하였다. 먼저 암시야 기반으로 개발된 레이저 산 란 시스템에서 최적의 레이저산란 패턴을 갖는 매 개변수를 도출하였다. 이 매개변수를 적용한 레이 저산란 패턴 분석을 통해 표면 거칠기와의 수학적 모델링을 시도하였다. 여기서 도출한 수학적 모델 링의 검증 실험을 통해 제시된 모델링이 실제 거 칠기 값에 근접하게 추정할 수 있음을 보였다.
2. 암시야 레이저 산란시스템
본 논문의 실험에 적용한 암시야(dark-field) 검 사 기법의 기본적인 원리는 표면에 조사되는 광의 정반사영역을 제외한 곳에 카메라를 위치시키는 것으로 만일 표면이 완전한 경면이라면 산란된 광 의 강도가 작아 균일한 어두운 영상을 나타내고, 광이 조사된 표면에 스크레치와 같은 결함이 존재 할 경우에 입사한 광이 다양한 방향으로 산란되기 때문에 영상에 밝은 결함 마크를 나타낸다.(7,8) 이 검사법은 표면 결함 검사에 있어서의 표준 방법으 로 현미경 검사에서 주로 사용되고 있으며, 보통 광학 표면의 스크레치에 대한 검사를 수행한다.
암시야 검사 시스템은 다른 시스템과 비교하여 가 격이 저렴하고, 데이터 처리량이 빠른 장점이 있 어 인프로세스 검사 시스템에서 광범위하게 사용 되고 있고, 결함을 검출할 수 있는 이론적 분해능 보다 실제 분해능이 높다는 강점이 있다.
산란광 속성에 대해 알아보면 일반적으로 알려 진 기하학적인 고려 안에서, 반사표면의 기하학적 반사 속성은 입사한 광의 복사조도(irradiance)에 대한 반사된 광의 복사조도(radiance)의 비로 정의 되는 양방향 반사율 분포함수(BRDF; bidirectional reflectance distribution function)로 그 특성을 묘사할
수 있고 양방향 반사율 분포함수의 인자들을 통해 알아보면, 결국 반사율, 색상, 조직, 광택 등의 물 리상수들이 일정하게 유지된다면, 표면 위에서 나 타나는 산란광은 결국 표면의 마이크로 형상에 의 해 변화 된다는 것을 알 수 있다. 이처럼 표면 정 보를 내포한 산란광의 속성이 기하광학적인 측면 이 두드러지기는 하나 빛의 전자기적 특성을 함께 고려하면 광의 파장, 표면물질의 전도성, 광의 파 장과 관계된 표면 거칠기 범위, 광의 입사 방향과 검출기 사이의 기하학적 관계, 입사광의 복사 조 도와 선속 등에 의해 산란광의 양상이 변화함을 알 수 있다.(9) 또한, 표면으로부터 반사되는 광의 방향은 입사광과 표면의 경계면이 이루는 각도 즉, 입사각(incident angle)에 의해 결정되는데 표면의 마이크로 형상은 이 입사각에 영향을 미쳐서 반사 광의 광로(light ray)를 편향시킨다.
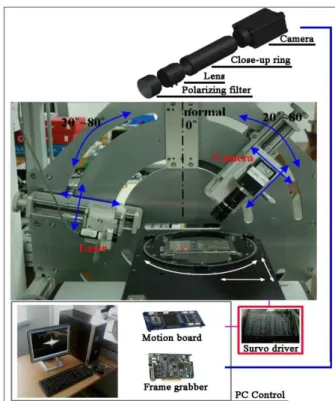
이상에서 고찰한 광과 표면과의 관계를 바탕으 로 Fig. 1 과 같은 암시야 기반의 비전 검사 시스 템을 개발하였다. 기구부의 경우 평판의 중심을 바라보며 호를 그리는 레일을 따라 움직이게 함으 로써 입사평면에 카메라의 중심축을 일치시킴과 동시에 레이저의 정반사성 점광원을 영상의 중앙 에서 검출되게 하였다. 또한 레일을 표준 법선에
Fig. 1 Laser scattering vision system for the evaluation of surface roughness
레이저산란
Fig. 2 Nano lapping using AFM 대해 원주
하게 가공함으로써 유롭게 하였다 위각으로 인한 록 360°회전이 로써 표면 형상에 면 안에서 구현 가능하게
카메라는 크기 4.65µm 사용하였고 을 사용하였다 Co Ltd.의 No. 130 을 만들 때 거칠기(Ra)가 에 Rubert No.130 특징을 보여주는 Fig. 2 의 AFM 사선방향의 결을 따라 나타남을 알
만약, 시편의 산과 골 사이의 공결의 방위각의 어날 것이라 이저산란광 산 부분에서 로 예상된다
3.
나노 래핑 특징을 알아보기 진행하기 앞서 레이저 입사각의 는 광을 분해하기 기준에 의해
레이저산란패턴
Nano lapping specimen and using AFM
방향으로 0°
가공함으로써 레이저와 하였다. 검사 스테이지의
인한 형상변화 회전이 가능한
형상에 의해 획득할 수 있는 가능하게 하였다.
해상도(resolution) 1392x 1040 µm 4.65µm 를
레이저는 636.6nm 사용하였다. 실험에
No. 130 시편 때 주로 이용되는
가 각각 0.05µm No.130 시편과 보여주는 AFM
AFM 측정 영상에 가공결이 서로 산(peak)과 알 수 있다.
시편의 방향과 사이의 경사면에서의 방위각의 영향을 것이라 예상된다.
검출 시 상당량의 부분에서 정반사성
된다.
. 나노 래핑
래핑 표면에서 알아보기 위해
앞서 제어인자들에 입사각의 경우
분해하기 위해선 의해 입사각이
패턴 기반 나노
pecimen and its 3D
0°와 20°~80°까지 레이저와 카메라의 스테이지의 경우 형상변화의 관계를
스테이지로
의해 편향되는 산란광을 있는 거의 모든 .
(resolution) 1392x 1040 를 갖는 CCD 636.6nm 파장을 실험에 사용한 검사표면은
(10) 중 경면(
이용되는 래핑 가공된 µm, 0.1µm, 0.2 시편과 래핑 표면의
AFM 측정 영상을 영상에 나타낸
서로 직교하여 골(valley)이
평행하게 광이 경사면에서의 편향되는
영향을 받아 입사평면 . 이는 입사
상당량의 광량이 성분이 강하게
래핑 표면의
표면에서 나타나는 레이저산란 실험을 수행하였다 제어인자들에 대하여
표면위의 두 위해선 식 (1)에 한정된다. 이
나노 래핑 표면
its 3D description
까지 이동 가능 카메라의 위치를
경우 시편의 알아볼 수 있도
구성하였다 산란광을 입사평 모든 실험조건을 (resolution) 1392x 1040 에 픽셀 CCD Area 카메라를 파장을 갖는 점광원 검사표면은 Rubert
(specular surface 가공된 표면으로 , 0.2µm 이다. Fig.
표면의 3 차원 형상 영상을 나타내었다 나타낸 바와 같이 직교하여 각각의 가공
이 불규칙적으로 광이 조사된다면 편향되는 광로는 입사평면 밖으로 평면 안에서 광량이 감소되고 강하게 나타날 것으
표면의 패턴분석
레이저산란 패 수행하였다. 실험을 대하여 고찰하였다
두 점에서 편향되 에 나타낸 레일리
이 입사각은
표면 거칠기의
ption
가능 위치를 자 시편의 방 있도 구성하였다. 이 입사평 실험조건을
픽셀 카메라를 점광원
Rubert specular surface)
으로 Fig. 2
형상 내었다.
같이 두 가공 불규칙적으로
조사된다면 광로는 가 밖으로 벗 안에서 레 되고,
것으
패턴분석
패턴 실험을 고찰하였다.
편향되 레일리 입사각은 스
No.
1 2 3 침입사각 surface) 여기려 사가
여기서 (root mean 파장 의 파장이 의 검출각은 과 포함한 최소로 사이의
여기서 number 로 자이다 변화시키므로 각도에 본 란 자들은 꿔가면서 의 Table 1 Fig. 3 진화한
실험적 모델링
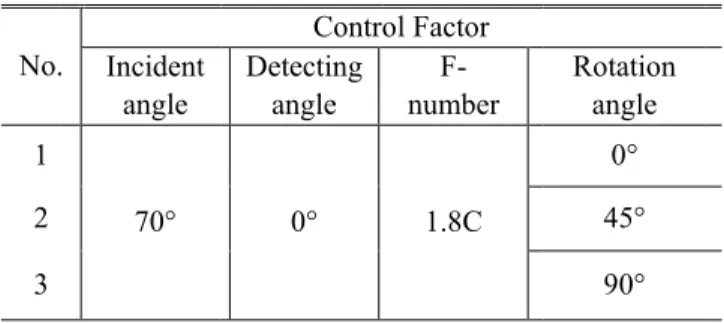
Table 1 Control factors of laser scattering system
No. Incident angle
70°
침입사각(grazing angle) surface)을 이상적인 여기려 할 때 사가 일어나게
여기서 σrms
(root mean square 파장, θ 는 입사각을i
최대치가 약 파장이 636.6nm
최소값은 θi
검출각은 정반사 관련하여 영향을 포함한 선행실험을 최소로 나타나는 사이의 경계범위를
φ θ φ θ 여기서,φ 는d
mber 는 조리개 수렴하는 전체적인 자이다. 그리고 변화시키므로 입사된 각도에 따라 전혀
실험은 표면의 패턴을 알아보는 자들은 고정하고 꿔가면서 실험
수준을 정하여 Table 1 의 조건으로 Fig. 3 의 이미지를 진화한 영상이다
모델링 및 추정에
Control factors of laser scattering system Control Factor
Detecting angle
0°
(grazing angle)으로서 이상적인 광학 표면
사용된다. 즉 하는 최소 조건이
rms 8cos σ <
rms 는 제곱 평균 square surface roughness)
입사각을 의미한다 약 0.2µm 이고
636.6nm 이므로 레일리기준에 66.5
θi > °와 같이 정반사 성분을 피하는
영향을 받는다 선행실험을 통해 영상에서 나타나는 레이저 입사각과 경계범위를 식 (2)와
20 , 20
d i d i
φ <θ − °φ >θ + ° 는 카메라의
조리개 구경의 크기를 전체적인 광량을 그리고 시편의 회전각
입사된 레이저의 전혀 다른 레이저산란 표면의 형상에 따라
알아보는 것에
고정하고 시편의 회전각을 하였다. Table 1 정하여 실험을 조건으로 획득한 이미지를 경계치 영상이다.
추정에 관한 연구 Control factors of laser scattering system
Control Factor F- number
1.8C
으로서 거친
표면(specular surface) 즉, 표면이 완만한
조건이 도출될
8cos i
λ
θ 평균 제곱근
surface roughness), λ 는 의미한다. 실험
이고, 조사되는 레일리기준에 의해
같이 제한된다 피하는 암시야 받는다. 다양한
영상에서 정반사 입사각과 카메라 와 같이 도출하였다
20 , 20
d i d i
φ <θ − °φ >θ + ° 검출각을 의미한다 크기를 조절하여 광량을 제어하는
회전각도는 표면 레이저의 광로를
레이저산란 패턴을 따라 나타나는
목적 있으므로
회전각을0°, 45
Table 1과 같이 수행하였고 획득한 이미지 이다
값(threshold) 50
연구 109 Control factors of laser scattering system
Rotation angle
0°
45°
90°
표면(rough (specular surface)처럼
완만한, 정반 도출될 수 있다.
(1)
표면거칠기 λ 는 레이저의 시편의 σrms 조사되는 레이저의
의해 입사각 제한된다. 카메라의 암시야 검사 기법 매개변수를 정반사 성분이 카메라 검출각 도출하였다.(11,12)
20 , 20
< − ° > + ° (2)
의미한다. F- 조절하여 카메라 제어하는 중요한 인 표면 형상을 광로를 변형 시켜 패턴을 만든다 나타나는 레이저산 있으므로 다른 인 45°, 90°로 바 제어인자들 고 Fig. 3 은 이다. Fig. 4는 (threshold) 50으로 이 109
(rough 처럼
반
표면거칠기 레이저의
rms
레이저의 입사각 카메라의 기법 매개변수를 성분이 검출각
- 카메라 인 형상을 시켜 만든다. 레이저산
인 바 제어인자들 은 는 이
홍 연 기 · 김 경 범 110
Fig. 3 Laser scattering image for 3 rotation angles
Fig. 4 Binary image of laser scattering for 3 rotation angles
이 실험을 통해 얻은 영상에서 시편각도가 0°와 90°에서 두드러지는 특징을 나타내고 있다. Fig. 2
의 AFM 측정 영상과 비교하면 교차된 사선이 랜
덤하게 나타나는 가공결의 특징을 영상에서 별과 유사한 모양으로 반영되었다. 또한 영상의 중앙에 서 나타나는 성분은 사선의 교차점에서 편향된 산
란광 성분이라 판단된다. 시편각도 45°의 경우 영
상의 중앙에서 수직방향으로 강한 성분이 CCD 센 서로 획득되어 영상이 포화하였다. 이는 교차된 두 가공결 중 하나가 레이저 입사방향에 수직으로 정렬되어 나타나는 성분이라 판단된다. 이런 경우 영상을 분석하기 곤란하므로 0°와 90°의 별모양을 레이저산란 패턴으로 선정하였다.
4. 레이저산란 매개변수 선정
나노 래핑 표면에서 나타나는 레이저산란 패턴 의 특징을 명확하게 표현하는 고품질 영상을 취득 하기 위해 실험계획법 중 하나인 다구찌 직교배열 법(Taguchi orthogonal array)을 이용하여 레이저산란 매개변수의 최적조건을 선정하는 실험을 수행하였
다.(13,14) 실험을 진행하기 앞서 제어인자들의 적절
한 수준을 정하여 내측 직교배열표(inner array)에 배치하여야 한다. 레이저 입사각의 경우 기구적
제한과 식 (1)의 레일리기준의 만족 여부를 고려
하여 레일리 기준을 만족하지 않는 60°와 만족하
는 70°, 80°로 결정하였다. 이를 통해서 레일리기
준에 의한 영향도 함께 고려할 수 있을 것이다.
카메라의 검출각은 레이저 입사각에 따라 표면에 서 산란광이 편향되는 정도가 달라지므로 인자의
수준 결정 방법 중 하나인 슬라이딩(sliding) 기법
을 이용하여 수준을 정하였다.(15) 또한 사전 실험
에서 식 (2)와 같은 경계를 카메라 검출각의 범위
Table 2 Selected factors and levels
Control factor Level
1 2 3
A. θi 60 70° 80°
B. φd 0 θ -i 40° θ -i 20°
C. e - - -
D. F-number 1.8 4 4
Noise factor 1 2 -
E. Focus O X -
F. Noise
illumination O X -
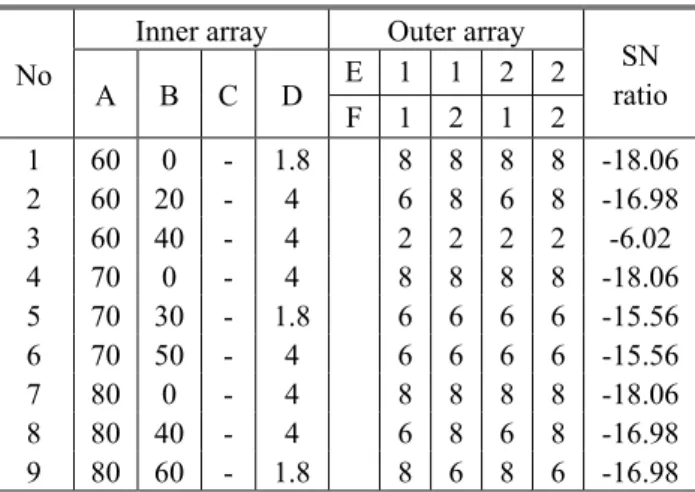
Table 3 Orthogonal array for selecting optimum conditions in nano lapping surface
No
Inner array Outer array
SN ratio
A B C D E 1 1 2 2
F 1 2 1 2
1 60 0 - 1.8 8 8 8 8 -18.06
2 60 20 - 4 6 8 6 8 -16.98
3 60 40 - 4 2 2 2 2 -6.02
4 70 0 - 4 8 8 8 8 -18.06
5 70 30 - 1.8 6 6 6 6 -15.56
6 70 50 - 4 6 6 6 6 -15.56
7 80 0 - 4 8 8 8 8 -18.06
8 80 40 - 4 6 8 6 8 -16.98
9 80 60 - 1.8 8 6 8 6 -16.98
로 정하여 0°, θi° -40°,θi° -20°으로 수준을 정하였다. F-number의 경우 1.8C, 4C, 8C, 16C 의 범위가 있지만
8C, 16C 의 경우 조리개의 구경이 너무 작아 블러링
(blurring) 현상이 발생하므로 1.8C와4C두 수준만 사 용하였다. 외측 직교배열표에 배치할 인자는 초점 양 호와 불량, 조명 잡음 유/무로 정하여 실험 결과의 강
건성을 높였다. 선정한 인자 들을 Table 2에나타내었
고, 인자와 그 수준을 고려하여 L943직교배열 표를 사용하였다. Fig. 5는 Table 3의 실험계획표를 적용하 여 획득한 레이저산란 영상들 중 잡음이 없는 조건에 서의 영상을 대표적으로 나타내었다.
다음으로 고려할 사항은 품질특성으로 획득하는 결과물의 특성치이다. 이는 품질특성함수를 도출 하여 정량화하는 방법과, 값이 정량적으로 주어지 지 않거나 품목 식별 테스트와 같이 범주형으로 얻어질 때 사용하는 계수 분류치가 있다. 본 실험 으로 얻어지는 레이저산란 패턴은 불규칙한 표면 에서 불규칙적으로 편향되는 산란광들에 의한 특 징 이어서 품질 특성함수를 도출하는데 많은 문제 점이 존재하였기 때문에 계수 분류치를 적용하였 다. 레이저산란 패턴의 두드러짐과 영상의 포화
레이저산란패턴 기반 나노 래핑 표면 거칠기의 실험적 모델링 및 추정에 관한 연구 111
Fig. 5 Binary images of laser scattering pattern for a in nano lapping surface(Ra 0.1µm)
유무 등을 고려하여 상, 중, 하로 분류한 뒤 각각 -8 점, -4 점, -2 점을 적용하여 그 값을 10 점에서 빼 주는 방법으로 특성값을 표현하였다. 계수분류치 의 경우 최적조건을 도출하기 위한 목적함수로 식 (4)와 같은 망소특성 함수를 사용한다.
2 1
10 log 1
n
i ij
i
SN y
n =
= −
∑
(4) 아래첨자 i, j 는 각각 실험번호와 실험의 반복수 를 의미한다. 망소특성은 결과물의 특성값이 작으 면 작을수록 높은 SN 비를 반환해 준다. Table 4 는 계수 분류치를 이용하여 얻은 레이저산란 패턴에 관한 특성값과 식 (4)를 적용하여 구한 SN 비를 나타낸다.Table 3 에 주어진 SN 비를 이용하여 최적 조건 을 선정하기 위해 인자들 각각의 수준별 효과를 식 (5)를 적용하여 Table 4 와 같이 구하였다.
1
{ }
1
A x y z
m n n n
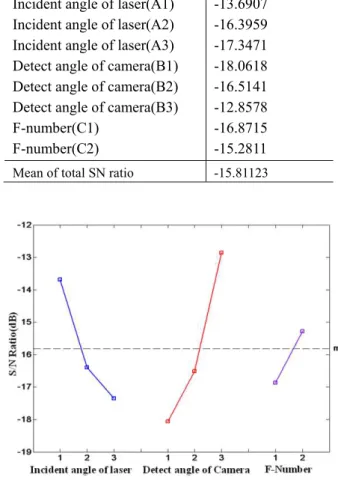
=n + + (5) 아래첨자 A1 은 A 인자의 첫 번째 수준을 의미 하 고 x, y, z 는 각각 A1 이 포함된 실험의 SN 비를 나타 낸다. n 은 A1 이 포함된 실험의 총수를 의미한다. 레 이저산란 패턴에 영향력 있는 제어인자를 선정하기 위해 Table 4 를 이용하여 ANOVA (analysis of variance) 그래프를 Fig. 6 과 같이 도시하였다.
ANOVA 그래프를 분석한 결과 레이저 입사각 60°, 카메라 검출각 40°, F-number 4 일 때 최적 의 레이저산란 패턴을 얻을 수 있는 조건임을 도 출하였다. 선정된 레이저산란 제어인자들과 그 수 준이 유의한지 확인하기 위해 검증실험을 수행
Table 4 Means of SN ratio for each factor levels Control factor Effect of levels Incident angle of laser(A1)
Incident angle of laser(A2) Incident angle of laser(A3) Detect angle of camera(B1) Detect angle of camera(B2) Detect angle of camera(B3) F-number(C1)
F-number(C2)
-13.6907 -16.3959 -17.3471 -18.0618 -16.5141 -12.8578 -16.8715 -15.2811 Mean of total SN ratio -15.81123
Fig. 6 ANOVA graph for selecting optimum conditions
Fig. 7 Optimum laser scattering binary image of each surface roughness
하여 Fig. 7 과 같은 영상을 획득하였다. 이 영상에 서 거칠기의 증가에 따라 산란광 분포량이 증가함 직관적으로 확인할 수 있었다. 이를 정량적으로 알아보기 위해 Fig. 8 과 같이 검사표면의 거칠기 와 산란광 분포량을 그래프로 나타내었다.
홍 연 기 · 김 경 범 112
Fig. 8 Distribution amounts of laser scattering features for each surface roughness
5. 나노 래핑 표면과 레이저산란 패턴과의 상관관계
레이저 산란광의 분포량 변화와 표면거칠기 값 사이의 관계성을 좀더 명확하게 수학적으로 규명 하기 위해 회귀분석법(regression analysis)을 시행하 였다. 회귀분석법은 측정값들을 가장 잘 만족시키 는 회귀표면 혹은 회귀선의 인수를 구하는 문제로, 독립변수와 종속변수 사이의 관계를 규명하거나, 회귀선을 이용하여 새로운 독립변수의 일정한 값 에 대응되는 종속변수의 값을 예측하고자 할 때 사용되는 통계적 방법 중 하나이다.(16) 회귀분석법 에서 변수들 사이의 관계를 나타내는 수학적 모델 을 회귀식이라 하고, 서로 관계를 가지고 있는 변 수들 중에서 다른 변수에 의해 영향을 받는 변수 를 종속변수라 하며, 종속변수에 영향을 주는 변 수를 독립변수라 한다.
본 논문에서는 레이저산란광의 분포량과 표면거 칠기 값 사이의 관계가 회귀식이 되고, 표면거칠 기 값이 종속변수가 되며, 영상에 획득되는 레이 저산란광의 분포량이 독립변수가 된다. 그리고 독 립변수의 개수가 한 개이므로 식 (6)에 나타낸 단 순 선형회귀분석법을 사용하였다.
Y Ra( )=β0+β1x pixel( )+ε (6) 여기서 Y 는 종속변수를 의미하고, x는 독립변 수를, ε는 어떤 독립변수에 대한 실제 종속변수의 값과 예측된 종속변수의 값과의 차이를 나타내며
잔차(residual)라 부른다. 단순 선형회귀방정식의
인수를 구하기 위해 계산된 예측값과 측정값 사이 의 오차를 최소화하는 방법으로 오차의 제곱합을 최소로 하는 최소 자승법(method of least squares)을
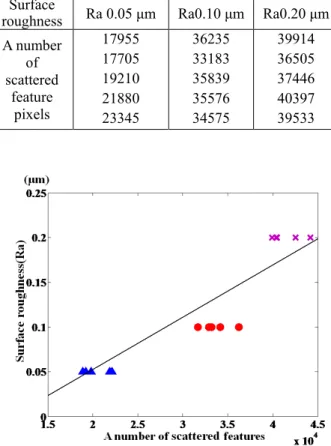
Table 5 Distribution amount of laser scattering features Surface
roughness Ra 0.05 µm Ra0.10 µm Ra0.20 µm A number
of scattered
feature pixels
17955 17705 19210 21880 23345
36235 33183 35839 35576 34575
39914 36505 37446 40397 39533
Fig. 9 Illustration of linear regression model between scattered features and nano lapping surface roughness
이용하였다. 최소 자승법은 식 (7)과 같이 나타낼 수 있다.
1 2
0 1
( )( )
( )
i i
i
x x y y
x y
y x
β
β β
− −
= −
= −
∑
∑
(7)여기서 아래첨자 i 는 측정값들을 나타낸다. 먼 저 독립변수인 레이저산란광 분포량 데이터를 얻 기 위해 최적 조건을 적용하여 나노 래핑 표면에 서 표면거칠기 별로 5 개의 레이저산란 영상을 획
득한 후 이미지 처리를 통해 Table 5와 같은 산란
광 분포량 데이터를 취득하였다. 이를 단순 선형 회귀방정식의 인수를 구하기 위해 식 (7)에 적용
한 결과 식 (8)을 도출하였다.
Y= −0.083 6.37 10+ × −6x (8)
식 (6)과 식 (7)에서 잔차를 제외한 이유는 본
분석의 목적이 회귀선을 구하여 산란광 분포량에 따른 표면거칠기 값을 추정하는데 있기 때문이다.
단순 선형회귀 방정식을 구하는데 사용한 Table 5
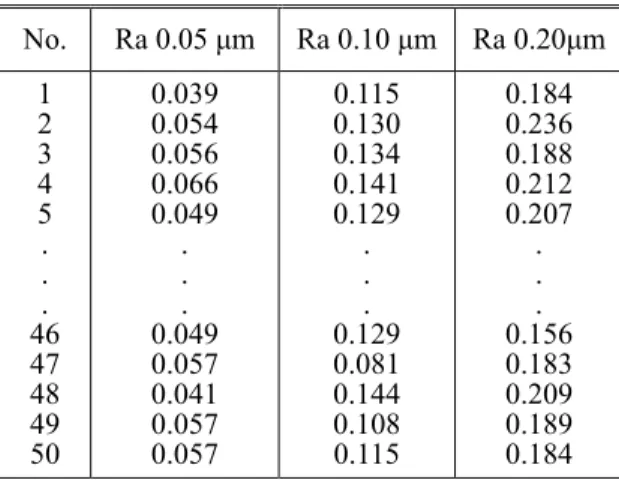
레이저산란패턴 기반 나노 래핑 표면 거칠기의 실험적 모델링 및 추정에 관한 연구 113 Table 6 Estimated surface roughness(Ra)
No. Ra 0.05 µm Ra 0.10 µm Ra 0.20µm 1
2 3 4 5 . . . 46 47 48 49 50
0.039 0.054 0.056 0.066 0.049
. . . 0.049 0.057 0.041 0.057 0.057
0.115 0.130 0.134 0.141 0.129
. . . 0.129 0.081 0.144 0.108 0.115
0.184 0.236 0.188 0.212 0.207
. . . 0.156 0.183 0.209 0.189 0.184
Table 7 Standard deviation of estimated surface roughness Surface roughness(Ra) Standard deviation
Ra 0.05 µm 0.010
0.029 0.046 Ra 0.10 µm
Ra 0.20 µm
의 데이터 값들과 단순 선형회귀선을 Fig. 9 에 나 타내었다. 이를 통해 나노 래핑 표면에서 나타나 는 레이저산란광 분포량이 증가함에 따라 표면거
칠기 값이 식 (8)의 관계로 증가함을 알 수 있었
다.
영상에 따라 차이는 있으나 대체적으로 Ra 값 에 따라 선형적으로 변화함을 알 수 있다. 좀더 면밀한 분석을 위해 실제 Ra 값을 기준으로 도출 된 모델을 통해 각 거칠기 마다 50 개의 표면거칠
기를 추정한 결과 Table 6과 같이 추정할 수 있었
다. 각 표면거칠기별 표준편차는 Table 7 과 같다. 여기서 약간의 편차가 있음을 확인할 수 있었다. 데이터 예측치가 정확한 Ra 값으로 수렴하지 못하 는 것은, 실험에 있어서 잡음의 영향이나 분석상 의 오류일수도 있겠지만, Ra 값을 포함한 모든 표 면거칠기 표현 값이 정확한 표면거칠기 값을 표현 하는 것이 아닌 표면의 전반적인 경향을 나타내는 것에 의해 발생하는 오차라고 판단되었다. 또한, 본 논문에서는 레이저 점광원의 크기만큼의 한정 된 영역을 검사하기 때문에 실제 표면거칠기 값과 의 차이를 나타내는 것이라 판단된다. 이상의 실 험을 통해 표면거칠기가 증가함에 따라 레이저산 란 패턴의 산란광 분포량이 선형적으로 증가하는 것을 실험적 모델링으로 도출하였다. 또한 검증실 험을 통해 도출한 모델링이 어느 정도 효율성을 갖는 모델임을 검증하였다.
6. 결 론
본 논문에서는 나노 래핑 표면 형상의 특징에 따라 나타나는 레이저산란 패턴과 분포량과의 상 관관계를 규명하기 위한 연구를 수행하였다. 먼저 산란광 속성과 나노 래핑표면에서 산란광에 영향 을 미칠 인자들에 대해 고찰하였다. 이를 바탕으 로 개발한 암시야 레이저산란 검사 시스템을 이용 하여 실험을 수행하였다. 나노 래핑표면의 산란 패턴을 분석하고 실험 계획법을 이용하여 최적의 매개변수를 찾을 수 있었다. 또한 실험계획법을 통해 얻은 매개변수를 적용한 영상으로 회귀분석 법을 시행하여 표면거칠기와 레이저산란 패턴의 산란광 분포량과의 관계를 수학적으로 규명하였다. 도출한 회귀방정식을 토대로 레이저산란 영상들을 이용하여 표면거칠기 값을 추정해본 결과 실제 값 과 근사한 값을 얻을 수 있었다.
후 기
본 연구는 2009 년 교육과학기술부 지역대학우
수과학자지원사업(2009-0064599)과 중소기업청 산 학연협력사업의 지원을 받아 수행되었습니다. 이 에 감사 드립니다
참고문헌
(1) Zahwi, S. and Mekawi, A. M., 2001, "Some Effects of Stylus Force on Scratching Surfaces," International Journal of Machine Tools & Manufacture, 41, pp.
2011~2015.
(2) Poon, C. Y. and Bhushan, B., 1995, "Comparison of Surface Roughness Measurements by Stylus Profiler, AFM and Non-contact Optical Profiler," WEAR, 190, pp. 76~88.
(3) Kim, G. B., 2009, "A structured mechanism development and experimental parameter selection of laser scattering for the surface inspection of flat-panel glasses," International Journal of Production Research, DOI: 10.108/002075409029922844, (online published).
(4) Park, H. J. and Hwang, Y. M., 2001, "Dimensional Measurement Using the Machine Vision," Journal of Korean Society of Precision Engineering, Vol. 18, No.3, pp. 10~17.
(5) Lim, H. S., Son, S. M., Wong, Y. S. and Rahman, M., 2007, "Development and Evaluation of an On- Machine Optical Measurement Device," Machine Tools and Manufacture, 47, pp. 1556~1562.
홍 연 기 · 김 경 범 114
(6) Malamas, E. N., Petrakis, E. G. M., Zervakis, M., Petit, L. and Legat, J. D, 2003, "A Survey on Industrial Vision Systems, Applications and Tools," Image and Vision Computing, 21, pp. 171~188.
(7) Bakolias, C., "Oblique Imaging of Scattered Light for Surface Inspection, 1996," Ph. D. Dissertation, London University.
(8) Ha, T. H., 2007, "A Study on Light Scattering Characteristics of CMP-induced on Silicon Oxide Wafer Surface for Defects Detection and Classification," Ph. D. Dissertation, Osaka university.
(9) Nayar, S. K., Ikeuchi, K. and Kanade, T., 1991,
"Surface Reflection: Physical and Geometrical Perspectives," IEEE Pattern Analysis and Machine Intelligence, Vol. 13, Issue 7, pp. 611~634.
(10) http://www.rubert.co.uk/, Rubert & Co. Ltd.
(11) Han, J. C. and Kim, G. B., 2009, "A Study on the
Optical Condition Determination of Laser Scattering Using the Design of Experiment", Journal of Korean Society of Precision Engineering, Vol. 26, No. 7, pp.
58~64.
(12) Hong, Y. K. and Kim, G. B., 2010, "A Study on the Experimental Identification of Surface Roughness Using Laser Scattering Image," Journal of Korean Society Mechanical Engineers(A), Vol. 34, No. 1 pp.
35~41.
(13) Roy, R. K., 2001, "Design of Experiments Using the Taguchi Approach," John Wiley & Sons Inc.
(14) Suzuki, R., Nakmae, K. and Fujioka, H., 2005,
"Robustness Evaluation of Cost-Optimum Sampling Plan for In-Line Wafer Inspection by Using Taguchi Methods," IEEE, pp. 386~389.
(15) Cheng, S.-W., Wu, C. F.J. and Huwang, L. 2006 ,
"Statistical Modeling for Experiments with Sliding Levels,” Institute of Mathematical statistics, 52, pp.
245~256.
(16) Freund, R. J., Wilson, W. J. and Sa, P., 2006,
"Regression Analysis, 2nd Edition," Academic Press.