Development of Powder Injection Molding Process for a Piezoelectric PAN-PZT Ceramics
Jun Sae Han, Dong Yong Parka, Dongguo Lin, Kwang Hyun Chungb, Ravi Bollinac, and Seong Jin Park*
Department of Mechanical Engineering, Pohang University of Science and Engineering (POSTECH), Pohang 37673, Korea
aSolar Thermal Laboratory, Korea Institute of Energy Research (KIER), Daejeon 34129, Korea
bKyungwon Industry, Co. Ltd., 1260-4, Shihung-si, Kyonggi-do 15084, Korea
cMahindra Ecole Centrale, Survey No: 62/1A, Bahadurpally Jeedimetla, Hyderabad 500043, India (Received February 4, 2016; Revised March 21, 2016; Accepted March 28, 2016)
···
Abstract A powder injection molding process is developed and optimized for piezoelectric PAN-PZT ceramics.
Torque rheometer experiments are conducted to determine the optimal solids loading, and the rheological property of the feedstock is evaluated using a capillary rheometer. Appropriate debinding conditions are chosen using a thermal gravity analyzer, and the debound specimens are sintered using sintering conditions determined in a preliminary investigation.
Piezoelectric performance measures, including the piezoelectric charge constant and dielectric constant, are measured to verify the developed process. The average values of the measured piezoelectric charge constant and dielectric constant are 455 pC/N and 1904, respectively. Powder injection molded piezoelectric ceramics produced by the optimized process show adequate piezoelectric performance compared to press-sintered piezoelectric ceramics.
Keywords: Powder injection molding, PAN-PZT, Piezoelectricity, Microstructure, Piezoelectric ceramics
···
1. Introduction
Piezoelectric materials are one of the important func- tional materials which have the unique electrical proper- ties of energy transduction. Among various types of piezoelectric materials, lead zirconate titanate (PZT) is one of the widely used piezoelectric ceramics due to its superior dielectric and piezoelectric performances. The ferroelectric and piezoelectric nature of PZT ceramics has led to numerous applications in electronic devices, such as actu- ators, sensors and transducers. Furthermore, PZT ceram- ics could be modified or doped with different additives, which make them suitable for specific applications.
Koval et al. [1] reported about PMN-PZT for high per- formance, Gao et al. [2] reported about PZN-PZT and Chao et al. [3] reported about PZT-PMN-PZN ceramics.
Among the various PZT systems, Kim et al. [4] have suggested about the mixture of Pb(Al0.5Nb0.5)O3 (lead
aluminium niobate, PAN) and PZT (PAN-PZT) which have the optimized piezoelectric properties as 340 pC/N of d33 with 392oC of high curie temperature. PAN-PZT is one of the promising piezoelectric ceramic materials for the special applications where the temperature stability is required at high temperature.
As a way of manufacturing, conventional powder met- allurgy methods, well known as a press-sinter method was a common fabrication technique for producing of PZT ceramics. Prepared power was pressed in die and then sintered in a closed crucible. For the complex shaped ceramics such as piezoelectric composite applica- tions, cutting and machining are needed after sintering.
Although it was the most common fabrication process for the complex shaped piezoelectric ceramics, there have several limitations and drawbacks. The size of trans- ducer pattern is limited by the thickness of dicing saw and the decrease of uniformity is one of the major obsta-
*Corresponding Author: Seong Jin Park, TEL: +82-54-279-2182, FAX: +82-54-279-5899, E-mail: [email protected]
<PM리뷰>
cles. The shape of transducer is limited and the degrada- tion of property due to the thermal and the mechanical damage of post processing were the major drawbacks for the processing of PZT ceramics using this approach.
Additionally, dicing is a time-consuming process with higher production costs and low production rates.
In order to overcome these drawbacks, our work focused on the fabrication of PAN-PZT ceramics based on the net-shape manufacturing process, powder injection mold- ing (PIM). PIM is a fabrication technique for manufactur- ing of complex shapes in high volumes and has an advantage for processing of expensive materials by mini- mizing material losses and easy recyclability. The PIM for PZT ceramics doesn`t require machining or dicing because it can directly produce the complex shaped green parts. Many researchers have investigated on the fabrica- tion of micro-scale metals and ceramic part by using PIM as optimizing its process. Shibo et al. [5] investigated about the PIM process for Ti-6Al-4V alloy, Jihui et al. [6]
investigated about W-20 wt.%Cu alloys and Aggarwal et al. [7] investigated about niobinum PIM process.
For the piezoelectric materials, each process of PIM was not fully developed and little work has been reported based on the fabrication of 1-3 piezoelectric composite structure. Liu et al. [8] reported about the micro struc- ture fabrication of piezoelectric materials but there was a critical slumping problem due to an inappropriate pro- cessing condition. Kim et al. [9] reported about the fabri- cation of micro sized piezoelectric ceramic for the 1-3 piezoelectric composite structure but in their research, characterization results of PIMed piezoelectric ceramic was not included. The process development and optimi- zation for PIM process is a worthy of investigation since inappropriate conditions widely brings critical defects such as crack, slumping, short shot and low perfor- mances. Also in the aspects of piezoelectric properties, characterization should be completed to verify the opti- mized properties. Especially, according to reports by Stan- imirovic et al. [10], Zlatkov et al. [11] and Gu et al. [12],
PIMed piezoelectric parts show higher piezoelectric prop- erty than the conventional press-sintered parts even though the machining or dicing was not conducted. The reasons were briefly mentioned as homogeneous micro- structures in PIM specimen but the comparisons and analysis were not fully developed. This work focuses to be report on the optimization and comparison of PIM and press-sinter method with focus on the microstructures of both shaping methods.
In this research, the process of PIM including mixing, injection molding, debinding and sintering was devel- oped and optimized based on experimental approaches.
Rheological and thermal property of PAN-PZT feedstock was evaluated and the piezoelectric performances of sin- tered parts were characterized. The effects of shaping methods were investigated in the aspects of piezoelectric properties, crystal structure and the microstructure. Piezo- electric performances of PIMed specimens showed simi- lar or 10% higher value than the conventional press- sintered specimen while showing the 455 pC/N of the piezoelectric charge constant and the 1904 of the dielec- tric constant.
2. Experimental Procedures
2.1. Materials
The synthesized Pb(Al0.5Nb0.5)O3-Pb(Zr0.52Ti0.48)O3 [PAN- PZT] ceramic powder provided by Kyungwon Industry Co. Ltd., was used in this study. Important characteris- tics of the powder including particle sizes, distribution slope parameter, pycnometer density, piezoelectric charge constant and the dielectric constant are summarized in Table 1. The particle size distribution was measured by the particle size distribution analyzer based on laser scat- tering techniques (Horiba LA-950V2) as shown in Fig. 1.
The distribution slope parameter (Sw) which represents how broadly particle is distributed was calculated by Eq.
(1). The pycnometer density, which was used as a refer- ence value for the theoretical density was measured by
Table 1. Characteristics of piezoelectric PAN-PZT powder Particle size
(D10)
Particle size (D50)
Particle size (D90)
Distribution slope parameter (Sw)
Pycnometer density
Piezoelectric charge constant (d33)
Dielectric constant
0.97
(µm) 2.13
(µm) 4.53
(µm) 3.82 7.98
(103 kg/m3)
420
(10−12 C/N) 1880
ε33T⁄ε0
( )
the automatic helium pycnometer (Micrometrics Accu- Pyc 1330). The reference piezoelectric performances includ- ing the piezoelectric charge constant and the dielectric constant were provided by the powder vendor. Fig. 2 shows the shape morphology of provided powder observed by the scanning electron microscopy (SEM Philips XL30S FEG). It is observed that the fine powders are irregular in shape and agglomerated. Measured mean particle size was up to 2.13 µm which is a bit higher than the empirical observations made in the SEM. This is attributed to that fact that the agglomeration of the powder skewed the laser particle size to slightly higher value.
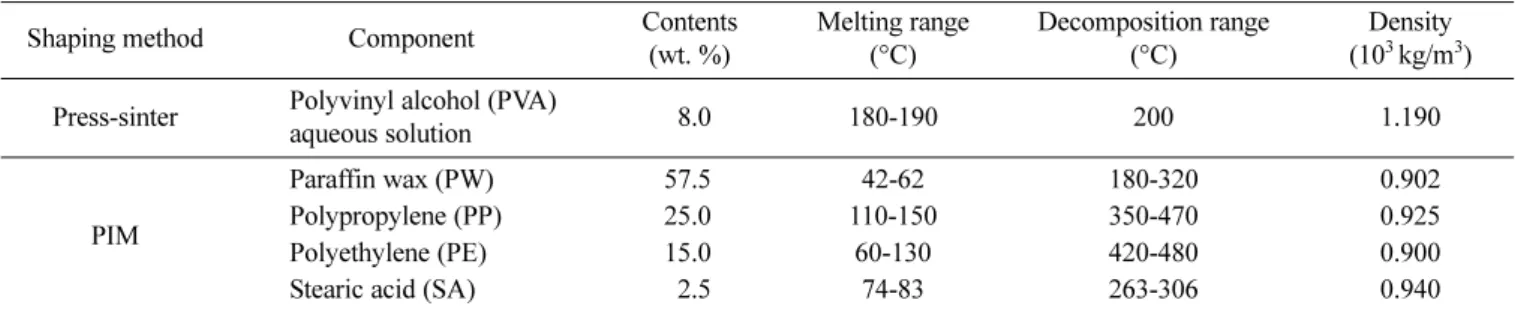
(1) Two types of binder systems were used for press-sinter method and PIM. An aqueous solution of 8 wt.% polyvi- nyl alcohol (PVA) and 92 wt.% water was used as a binder for green body formation in press-sinter method.
The wax-polymer binder system, mixture of paraffin wax (PW), polypropylene (PP), polyethylene (PE) and stearic acid (SA) were used as binder system for PIM. PP and PE were used as a primary binder to work as backbone polymers, which strengthen the primal products. PW was used as a secondary binder to enhance the rheological property of feedstock and SA was used as a surfactant.
The characteristics and the weight contents of binders are summarized in Table 2.
2.2. Development of PIM process for sample prep- aration
Process steps in PIM including mixing, injection mold- ing, debinding and sintering were developed and opti- mized based on experimental approaches. The mixing process was developed with the torque rheometer (HAAKE Rheomix, PolyLab QC Lab Mixer) experiment to deter- mine the appropriate mixing ratios. While the powder was added to batch, mixing torque were measured and analyzed. The mixing process was conducted with the twin extrude mixer at 160°C using the 45 volume% of solids loading. The homogeneity and rheological prop- erty of feedstock were evaluated using the plate type (MCR101 Anton Paar) and the capillary type rheometer (RH7 Bohlin Instrument), respectively. Injection mold- ing process was conducted with the conditions of 80 MPa injection pressure, 160°C injection temperature and 45°C mold temperature using molding machine (TR 30EH, Sodick Plustech). For the binder removal, two step debinding process including solvent and thermal
Sw 2.56
log10(D90⁄D10) ---
=
Fig. 1. Particle size distributions of PAN-PZT powder.
Fig. 2. Morphology of PAN-PZT powder.
Table 2. Characteristics of binder system
Shaping method Component Contents
(wt. %)
Melting range (°C)
Decomposition range (°C)
Density (103 kg/m3) Press-sinter Polyvinyl alcohol (PVA)
aqueous solution 8.0 180-190 200 1.190
PIM
Paraffin wax (PW) 57.5 42-62 180-320 0.902
Polypropylene (PP) 25.0 110-150 350-470 0.925
Polyethylene (PE) 15.0 60-130 420-480 0.900
Stearic acid (SA) 2.5 74-83 263-306 0.940
were performed. Solvent debinding was conducted in a bath of N-hexane at 50°C for 12 hour and the thermal debinding was conducted in argon (Ar) atmosphere according to the developed thermal schedule using the thermal gravity analyzer (TGA/DSC 1, Mettler Toledo).
Sintering process was conducted in a closed crucible with the preliminary developed sintering conditions [13]
which including 1250ºC of sintering temperature and 2 hour of sintering holding time. For the comparison of pow- der injection molded specimen with the press-sintered specimen, press sinter specimen was prepared with the preliminary developed optimized conditions [13] which including 100 MPa of compaction pressure, 1250ºC of sintering temperature, and 2 hour of sintering holding time.
2.3. Sample characterization
After sintering, silver was deposited as electrodes and the poling process was conducted in an oil bath under at 150°C, at a voltage of 1.5 kV/mm and a holding time of 50 min. The density, piezoelectric charge constant and the dielectric constant were measured and compared with respect to the shaping processes; press-sinter and PIM.
The bulk density was measured using the Archimedes method and the capacitance of piezoelectric ceramic was measured using the impedance analyzer (Agilent 4294A) by converting it to a dielectric constant. The piezoelec- tric charge constant was measured using the d33 meter (Piezotest PM100). For the further comparisons, crystal structures of sintered specimen were analyzed using the X- ray diffractometer (XRD RIGAKU D/MAX-2500/PC) and the microstructures were observed using the SEM.
3. Results and Discussion
3.1. Development of PIM process for PAN-PZT ceramics
3.1.1. Mixing
In order to develop the PIM process, the solids loading defined as the volumetric ratio of solid powder to the total volume of powder and binder is a critical parameter.
According to German and Bose [14], when the binder is too little in the feedstock, high viscosity with trapped air pocket brings difficulty in molding with the possibilities of cracks. When the binder is too excessive in the feed-
stock, flashing and inhomogeneities in the molded com- ponent is observed which later lead to slumping problem during debinding stage. Between the less and the excess, the critical composition where the particles are packed tightly is encountered and our feedstock is formulated with slightly less than this critical solids loading. The torque rheometer experiments were conducted to deter- mine the critical solids loading of PAN-PZT feedstock. In a typical PIM feedstock with spherical powders, erratic tendency in the excessive powder loading is widely observed but in PAN-PZT powder it has an irregular and agglomerated shape that the torque doesn`t become erratic but stabilized since there are no point contacts between particles. In order to analyze the torque behavior, mean mixing torque was calculated. Fig. 3 shows the tendency of mean mixing torque with respect to the powder load- ing ratio. Tendency of mean mixing torque shows three ranges with different slopes; first for 43 to 46 vol.%, sec- ond for 46 to 48 vol.% and third for 48 to 50 vol.%.
According to Barreiros et al. [15], at the critical solids loading, slope of mean mixing torque is widely changed and 46 to 48 vol.% was determined as the critical solids loading. Appropriate mixing ratio was determined as 45 vol.% which is slightly lower than critical, for better mix- ing and injection molding.
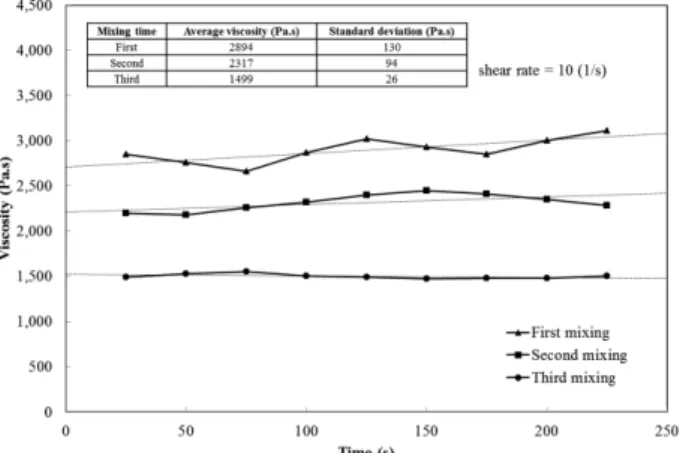
For the homogeneous feedstock preparation, number of times for feedstock mixing in the twin extruder needs to be optimized. Fig. 4 shows the viscosity deviation of feedstock with respect to repeated mixing cycles in a constant shear rate of 10 (1/s) as a function of mixing time. As the mixing time increased, average viscosity shows a decreasing tendency while the standard devia- Fig. 3. Tendency of mean mixing torque with the solids loading.
tion reduced. When the feedstock is not fully mixed, vis- cosity becomes erratic with the high deviation of viscosity.
As repeating the mixing cycle to three, standard devia- tion is reduced and the homogeneous viscosity was mea- sured. In order to formulate homogeneous feedstock in PAN-PZT with the twin extruder, at least three cycles of mixing are required in this study.
3.1.2. Rheological property of feedstock
After formulating the feedstock, rheological properties were evaluated using the capillary rheometer. In a capil- lary rheometer, the fluid is forced by a piston through the capillary. For a pseudo-plastic fluid, the viscosity of feed- stock η can be expressed as Eq. (2) with the variations in the reference factor B, the flow activation energy E, the gas constant R, the power law exponent n and the shear rate . For non-Newtonian fluids, the velocity profile is not parabolic and the shear rate at the wall needs to be corrected. Eq. (3) is the well-known Weissenberg-Rabion- owitsch equation reported by Mascosko [16] where is the true shear rate at the wall, is the shear rate for a Newtonian fluid, n means powder law exponent.
(2)
(3) Fig. 5 shows the relations between natural logarithm of shear rate and natural logarithm of shear viscosity for the temperature of 150, 160 and 170°C. The flow behavior exponent n which indicates the shear sensitivity was obtained by using the slope as 0.37. Fig. 6 shows the
relations between viscosity and temperatures where the corrected shear rate was 178.75 s−1. The value of flow activation energy E which indicates the influence of tem- perature on the viscosity of the feedstock was deter- mined as a 12.86 kJ/mol−1.
3.1.3. Debinding behavior
Thermal gravimetric analysis was conducted using pre- pared feedstock to develop the thermal debinding condi- tions. Fig. 7 shows the tendency of weight loss percent and the calculated weight loss rate of binder in feed- stock. As temperature increases, each component of the binder is decomposed in a step wise manner and com- plete loss of binders is observed at 480°C. The decompo- sition phenomenon was divided into two stages first from 200 to 350° and the second from 400 to 480°C. In the first stage, PW and SA were decomposed and the peaks of weight loss rate are observed at 285°C. In second stage,
γ·
γ·
w
γa
η γ(· T, ) Bexp ERT---
⎝ ⎠⎛ ⎞γ·n 1–
= γ·
w 1
4---γ·a3 1 n--- +
=
Fig. 4. Feedstock homogeneity with respect to the mixing
time and mixing cycles. Fig. 5. Correlation of shear viscosity and shear rate to calculate n.
Fig. 6. Rheological behavior of feedstock on temperature plotting the ln η γ⁄·n 1– vs 1/T to calculate the E.
PP and PE were decomposed and the peaks of rate-loss were observed at 470°C. As the temperature was further increased, weight percent of feedstock was certainly decreased over 650°C. Pb loss in the PAN-PZT brings the peaks of loss rate which appeared at 705°C. For the thermal debinding, open type crucible is widely required to emit the binder system. Based on thermal gravity anal- ysis, stable debinding condition was determined as crti- cial and is slightly before the temperature at which Pb loss occurs. Appropriate thermal debinding conditions were developed with three holding stages at 250, 450 and 600°C as summarized in Table 3. The PW, SA will be decomposed in the first holding and the PP, PE will be decomposed in the second holding. Remaining binder will be removed during the last holding stage which was determined as slightly lower than Pb loss temperature.
3.2. Sample characterization 3.2.1. Material properties
Table 4 summarizes the materials properties of sin- tered parts by the press-sinter process [13], PIMed and the reference by powder vendor. For each press-sinter and PIM, 5 samples were sintered and polled at the same condition and average results are reported. The reference value of the powder sample, which is also prepared through the press-sinter process, was provided from ven-
dor. In bulk density, both developed methods reached up to near full density. In conventionally processed ceram- ics, piezoelectric and dielectric property is widely follow- ing the trends of density. So the higher piezoelectric and dielectric properties could be expected in press-sintered specimen due to its higher density. However, both prop- erties show similar or even little higher value in PIMed specimen. Especially for the piezoelectric charge con- stant, it reaches up to 110% of reference from the pow- der vendor. Considering all these parameters doesn`t have any relations with sample dimensions, it can be suppose that the shaping method (compaction or injection mold- ing) for green parts bring about a difference in final prop- erties. In order to verify the reasons for little higher piezoelectric properties in PIM, crystal structure and microstructure were furtherly analyzed.
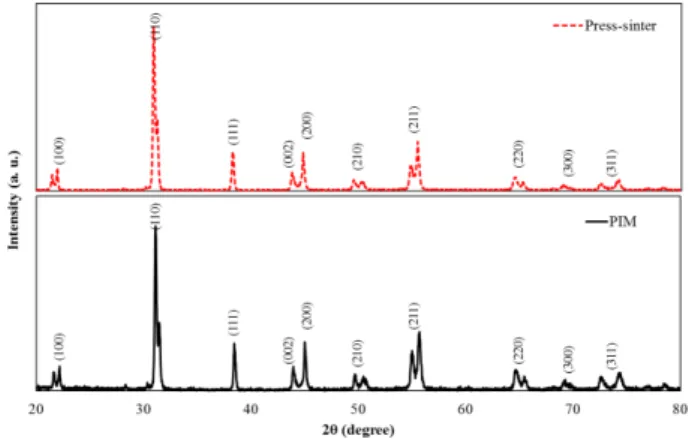
3.2.2. Crystal structures
Fig. 8 shows the X-ray diffraction pattern of both sin- tered specimen through press-sinter and PIM. Each parts shows similar diffraction pattern with the PZT-pervoskite structure. The tetragonality of PZT crytal with represents the ratio of the tetragonal (002) and rhomobohedral (200) peak was achieved as 0.50 and 0.48 for PIM and press- Fig. 7. Weight percent and loss rate of binder in feedstock
with respect to temperature for PAN-PZT feedstock.
Table 3. Thermal debinding schedule for PAN-PZT Stage Heating rate
(°C/min)
Debinding temperature (°C)
Holding time (min)
1 2 250 180
2 1 450 180
3 1 600 30
Table 4. Properties of PAN-PZT ceramics with respect to shaping methods; PIM, press-sinter and reference
Shaping methods
Bulk density, ρ (103 kg/m3)
Piezoelectric charge constant,
d33 (pC/N)
Dielectric constant,
εT33/ε0
PIM 7.71±0.2 455±10 1904±50
Press-sinter [1] 7.84±0.2 415±10 1680±50
Reference 7.98 420 1880
Fig. 8. Crystal structures of the PAN-PZT ceramics with respect to shaping method.
sinter, respectively. Conventionally, larger tetragonality brings increase of piezoelectric performances but the difference was small in our case. The same sintering condition brings similar crystal structures for both processing con- ditions. Refer to reports by Wang et al. [17], the pyro- chlore peak which was widely observed in the excessive high temperature or long holding time in sintering was not observed.
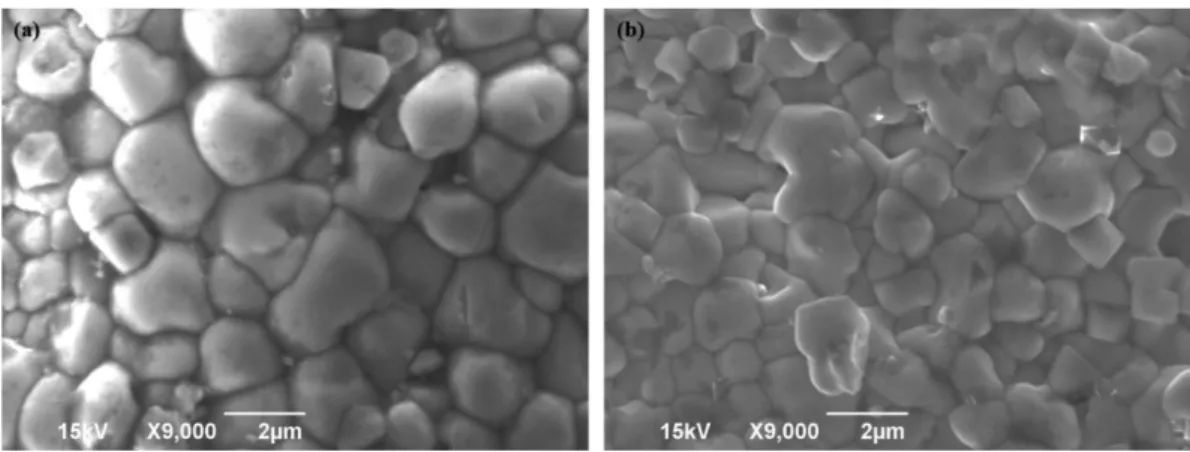
3.2.3. Microstructures
Fig. 9 shows the microstructure of sintered surface with respect to the shaping methods. Although the same sin- tering conditions were used with the same initial pow- der, they show little different microstructures. In PIMed specimen, the microstructure shows larger grains with the better homogeneity which means of similar grain size and shape than the press-sintered microstructure. Espe- cially, for press-sintered specimen, the grain shapes become angular. These differences originated from the shaping methods of green parts. In PIM, polymeric binder deformed and carries the ceramic powder and the powder is not directly affected by the shaping pressure. But in compac- tion, although the large amount of PVA binder was used, powder was directly affected by shaping pressure and it brings some changes in the ceramic powder, reduction in particle size being significant. Such difference in green stage brings more homogeneous and larger grains in PIMed specimen versus angular grains in press-sinter method. According to reports by Kamel et al. [18], con- ventionally, larger grains result in the higher piezoelec- tric performances since it reduces the mismatch of domain. These differences in microstructures results in
the little higher piezoelectric and dielectric performances of PIMed specimen although the density and the crystal structure were similar.
4. Conclusions
The powder injection molding process was developed for manufacturing of piezoelectric PAN-PZT ceramics. Entire processing steps were optimized and the sintered properties were compared to the press-sintered specimen. The final den- sity of PIMed and press-sintered specimen shows 97 and 98% of relative density, respectively. Although the density of PIMed specimen was slightly lower than the press-sintered specimen, the piezoelectric and dielectric properties show similar or even 10% higher values because of the microstruc- ture difference. PIMed microstructure shows larger and uni- form grain structure. To conclude, PIM technology with piezoelectric materials give better shaping flexibility in terms of size and shape complexity with similar or even better sin- tered piezoelectric properties while compare to the conven- tional press-sinter method.
Acknowledgements
This work was supported by the National Research Foun- dation of Korea (NRF) grant funded by the Korea govern- ment (MSIP) (No. 2011-0030075).
References
[1] V. Koval, C. Alemany, J. Briancin, H. Brunckova and K.
Saksl: J. Eur. Ceram. Soc., 23 (2003) 1157.
[2] F. Gao, C.-J. Wang, X.-C. Liu and C.-S. Tian: Ceram. Int., Fig. 9. Microstructure of sintered surface with respect to the shaping methods (a) PIM, (b) Press-sinter, both sintered at 1250oC for 2 h.
33 (2007) 1019.
[3] X. Chao, D. Ma, R. Gu and Z. Yang: J. Alloys. Compd., 491 (2010) 698.
[4] S.-J. Kim, J.-Y. Ha, J.-W. Choi, C.-Y. Kang, H.-J. Kim, D.-Y.
Jeong, M.-Y. Sung and S.-J. Yoon: J. Appl. Phys., 46 (2007) 691.
[5] G. Shibo, Q. Xuanhui, H. Xinbo, Z. Ting and D. Bohua: J.
Mater. Process. Technol., 173 (2006) 310.
[6] J. Cheng, L. Wan, Y. Cai, J. Zhu, P. Song, J. Dong: J.
Mater. Process. Technol., 210 (2010) 137.
[7] G. Aggarwal, I. Smid, S. J. Park and R. M. German: Int. J.
Refract. Met. Hard Mater., 25 (2007) 226.
[8] Z. Y. Liu, N. H. Loh, S. B. Tor, K. A. Khor, Y. Murakoshi, R.
Maeda and T. Shimizu: J. Mater. Process. Technol., 127 (2002) 165.
[9] J. H. Kim, S.-Y. Choi, J.-H. Jeon, G. Lim and S. S. Chang:
Microsyst. Technol., 19 (2013) 343.
[10] I. Stanimirovic and Z. Stanimirovic: Proc. 27th Interna- tional Conference On Microelectronics, (2010) 231.
[11] B. S. Zlatkov, E. Griesmayer, H. Loibl, O. S. Aleksi , H.
Danninger, C. Gierl and L. S. Luki : Sci. Sinter., 40 (2008) 185
[12] Y. W. Gu, T. Li, Q. F. Li, S. F. Pook and C. W. Goh: SIM Tech. Technical Reports., 9 (2008) 189.
[13] J. S. Han, K. H. Chung, R. Bollina, K. Kim, C. Joh, H. S.
Seo and S. J. Park: Ceram. Int., 41 (2015) 9328.
[14] R. M. German and A. Bose: Injection Molding of Metals and Ceramics, Metal Power Industries Federation, New Jersey (1997).
[15] F. M. Barreiros, M. T. Vieira and J. M. Castanho: Met.
Powder Rep., 64 (2009) 18.
[16] C. W. Macosko: Rheology principles, measurements, and applications, VCH PUB. Co., New York (1994).
[17] C. H. Wang, S. J. Chang and P. C. Chang: Mater. Sci.
Eng. B, 111 (2004) 124.
[18] T. M. Kamel and G. D. With: J. Eur. Ceram. Soc., 28 (2008) 851.
có óc