<학술논문>
DOI http://dx.doi.org/10.3795/KSME-A.2014.38.6.637 ISSN 1226-4873(Print) 2288-5226(Online)
유한요소법을 이용한 원자로 상부헤드 CRDM 관통노즐 J-Groove 보수용접 영향 분석
김주희
*†
· 유삼현*
· 김윤재**
* 육군사관학교, ** 고려대학교
Effects of Repair Weld of Reactor Pressure Vessel Upper Head Control Rod Drive Mechanism Penetration Nozzle on J-Groove Weldment Using Finite
Element Analysis
Ju Hee Kim
*†
, Sam Hyeon Yoo*
and Yun Jae Kim**
* Korea Military Academy, ** Korea Univ.
(Received February 7, 2014 ; Revised April 1, 2014 ; Accepted April 1, 2014)
- 기호설명 - ψ : 경사각 (Inclination angle)
r o : 노즐 외반경 (Nozzle outer radius) r i : 노즐 내반경 (Nozzle inner radius) λ : 열 전도율 (Thermal conductivity)
Q i : i 번째 용접비드 체적 열속 (Body heat flux of i th weld bead)
η : 아크 효율 (Arc efficiency)
V i : i 번째 비드 용접 전압 (Weld voltage of i th bead)
I i : i 번째 비드 용접 전류 (Weld current of i th bead)
v : 용접 속도 (Welding speed)
Key Words: FE analysis(유한요소해석), RPV(원자로압력용기), CRDM(제어봉구동장치), PWSCC(일차수응력부 식균열), J-Groove weld(J 그루브 용접), Repair weld(보수용접), Shrink fitting(억지끼워맞춤)
초록: 국내 가압경수로형 원자로의 압력용기 상부헤드에는 많은 제어봉구동장치(CRDM) 노즐이 분포한다.
이들 노즐은 억지끼워맞춤(Shrink fitting) 방식으로 결합되어 용접 처리 된다. 용접에 의해 발생되는 인장잔류응력은 일차수응력부식균열을 발생시키는 주요 요인이다. 이러한 이유로 최근 15 여 년 동안 관통노즐 용접부 부위에서 균열 발생 사례가 증가하고 있으며, 이를 극복하기 위해 다양한 방안이 모색되고 있다. 또한 용접과정에서 발생되는 불필요한 결함은 일차수응력부식균열(PWSCC)을 가속화 시키는 원인이 되기도 한다. 원자로 제작과정에서 용접에 의한 결함은 보수용접에 의해 즉시 수리가 이루어 진다. 기존의 연구에서는 정상적인 용접과정에서 발생되는 잔류응력을 예측하였으나, 본 연구에서는 용접과정에서 발생되는 결함을 보수하기 위해 실시되는 보수용접이 용접잔류응력에 미치는 영향을 분석하였다.
Abstract: In pressurized water reactors, the upper head of the reactor pressure vessel (RPV) contains numerous control rod drive mechanism (CRDM) nozzles. These nozzles are fabricated by welding after being inserted into the RPV head with a room temperature shrink fit. The tensile residual stresses caused by this welding are a major factor in primary water stress corrosion cracking (PWSCC). Over the last 15 years, the incidences of cracking in alloy 600 CRDM nozzles have increased significantly. These cracks are caused by PWSCC and have been shown to be driven by the welding residual stresses and operational stresses in the weld region. Various measures are being sought to overcome these problems. The defects resulting from the welding process are often the cause of PWSCC acceleration. Therefore, any weld defects found in the RPV manufacturing process are immediately repaired by repair welding. Detailed finite- element simulations for the Korea Nuclear Reactor Pressure Vessel were conducted in order to predict the magnitudes of the repair weld residual stresses in the tube materials.
† Corresponding Author, [email protected]
Ⓒ 2014 The Korean Society of Mechanical Engineers
1. 서 론
가압경수로 원자로는 고온의 냉각수에 의해 높 은 압력하에 가동된다. 그리고 일정한 핵반응을 통제하기 위해 많은 제어봉구동장치가 상부헤드에 용접으로 접합되어 있다. 국내 원전에서는 호기별 로 상이하지만 보통 30~80 여 개의 CRDM 관통노 즐이 억지끼워 맞춤(Shrink fitting) 방식으로 용접되 어 있다. 최근 연구보고에 따르면 이러한 상부헤 드 CRDM 관통노즐 J-그루브 용접부에서 일차수응 력부식균열에 의해 냉각수가 누출되는 사고가 종 종 발생하는 것으로 알려져 있다. (1~3) 이러한 냉각 수 누출사고 원인은 용접에 의한 인장잔류응력과 응력부식균열에 민감한 재료 그리고 고온 농축된 붕산수에 의한 수화학적 환경이 원인인 것으로 판 명되었다. (1~3)
일차수응력부식균열은 앞에서 언급한 3 가지 조 건 중 하나라도 동일 환경 내 존재하지 않으면 발 생하지 않는 것으로 알려져 있다. (1~4) 이들 조건 중 재료와 운용환경은 인위적으로 제어할 수 없기 때문에 용접에 기인한 인장잔류응력을 제어하는데 많은 노력이 투자되어왔다. 또한 용접과정에서 발 생하는 결함은 균열진전을 가속화시키기 때문에 발견 즉시 보수용접이 이루어진다.
용접에 의해 발생되는 인장잔류응력은 용접과정 에서 발생하는 다양한 변수에 의해 결정된다. 특 히 입열량을 결정하는 용접방식과 비드(bead)수는 잔류응력 분포에 가장 큰 영향을 미친다. (4) CRDM 관통노즐의 용접잔류응력은 여러 문헌에서 수치해 석적 방법으로 예측하였으며, (4~7) 3 차원 유한요소 해석에 대한 접근 방법도 소개되어 있다. (8) 하지만 대부분의 문헌은 단순 용접기인 잔류응력을 제시 하고 있을 뿐 용접과정에서 발생하는 결함에 대한 보수용접을 다루지는 않았다. 관통노즐의 보수용 접은 J-그루브 용접부의 결함부위에 대한 부분적 인 기계적 가공 후 접합되므로 잔류응력에 영향을 줄 것으로 예상된다. (8, 9)
따라서 본 연구에서는 보수용접이 실시된 CRDM 관통노즐 J-그루브 용접부의 잔류응력 확 인하기 위해 중앙부 및 경사부 노즐에 대한보수용 접 유한요소해석을 수행하여 잔류응력 결과를 비 교하였다.
2. 유한요소해석
2.1 형상 및 재료
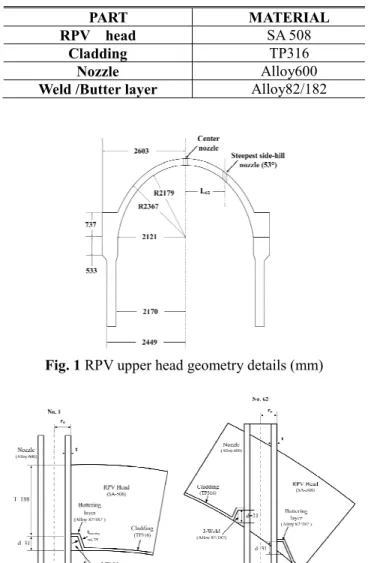
원자로 상부헤드 CRDM 관통노즐 용접부는 J- Groove 형상을 갖는다. Fig. 1 은 유한요소해석을
Table 1 RPV CRDM Nozzle materials (4~9)
PART MATERIAL
RPV head SA 508
Cladding TP316
Nozzle Alloy600 Weld /Butter layer Alloy82/182
Fig. 1 RPV upper head geometry details (mm)
Fig. 2 Geometry details of CRDM nozzle J-Groove weld
Fig. 3 CRDM J-Groove weld geometry (1)
위한 원자로의 일반적인 형상을 보여준다. (9) 보수 용접이 수행된 원자로를 대상으로 중앙부 노즐 (ψ=0°)과 최외곽 노즐(ψ=53°)에 대한 유한요소해석을 수행하였으며, 세부형상은 Fig. 2 와 같다. 상부헤드 관 통노즐 용접부에 대한 형상은 경사부 위치에 따라 상 이하지만 Fig. 3 과 같이 J-그루브 각도(θ), 용접기저부 폭(a), 용접 깊이(d)는 일정하게 제작된다. (9)
Table 1 에서는 원자로 상부헤드를 구성하고 있
는 재료를 보여준다. 저합금강인 SA508 Gr. 3 C1.1 로 제작된 원자로 압력용기 상부헤드와 니켈 기저 합금인 Alloy 600 관통노즐, Alloy 82/182 버터링 및 J-그루브 용접부, TP316 Stainless steel 클래딩 용접 부로 구성되어 있다. 이와 같이 상부헤드 전체에 분포하는 CRDM 관통노즐의 용접부 형상은 경사 부 위치별로 상이하며, 이종금속으로 접합처리되 어 복합한 용접 특성을 갖는다. 따라서 유한요소 해석을 위해서는 복잡한 형상의 모델링이 수반되 어 3 차원 해석이 필요하다.
2.2 유한요소해석 방법
본 연구에서는 유한요소해석을 위한 상용 해석 코드인 ABAQUS 를 사용하여 용접잔류응력 해석 을 수행하였다. (10) 이미 알려진 바와 같이 용접잔 류응력 해석은 용접에 대한 과도 열 해석을 수행 하여 얻어진 온도이력을 바탕으로 응력 해석을 수 행한다. (4~8)
이와 같은 용접 메커니즘의 특성 때문에 용접에 의한 잔류응력 해석을 위해서는 재료의 상변화를 반영하는 열적 물성과 열구배에 의한 재료 변형을 반영할 수 있는 기계적 물성이 동시에 고려되어야
(a)
(b) Fig. 4 Thermal property distributions of CRDM penetration
tube material
(a)
(b)
(c)
(d)
Fig. 5 Mechanical property distributions of CRDM
penetration tube material
한다.
용접 잔류응력은 아크열의 높은 온도에 의해 국부 용융을 유발하고 이로 인해 발생하는 불균일한 온도 구배와 이종금속 구조물의 재료물성 불일치에 의해 발생된다. 따라서 용접 시 발생하는 열 분포 및 확 산에 대한 정확한 정보가 중요하다. 유한요소해석을 통해 실제 용접 과정을 모사하기 위해서는 용접비드 에 대한 순차적 생성기술이 필요하다. 이러한 현상 을 모사하기 위해 ABAQUS 에서 제공하는 <MODEL CHANGE> 옵션을 사용하였다. 이는 최초 모델링에 서 용접비드에 대한 요소 망(mesh)을 생성시켜주고, 열해석 시 모든 용접부 비드를 비활성화시킨 후 용 접 순서에 맞춰서 용접비드에 해당하는 요소망들을 순차적으로 활성화시키는 방법이다. (4~8, 10)
2.2.1 용접해석을 위한 재료물성
앞에서도 언급했듯이, 용접 모사를 위해서는 상 온에서부터 용융점 이상의 높은 온도에 대한 특성 을 고려해야 되며, 특히 다층 용접 시 반복적인 용융/응고/재용융(Re-melting)과정을 겪게 된다. 용 접 잔류응력은 이러한 모재와 용접 재료들간의 용융 과 응고 과정을 반복하면서 발생되는 복잡한 온도구 배 및 이종금속에 의한 재료 물성 불일치에 의해 발 생된다. (7) 그러므로, 유한요소해석을 위해서는 용접 부를 구성하고 있는 각 재료들의 온도에 대한 열 및 기계적 물성이 반드시 확보되어야 한다.
Table 1 에서 제시된 원자로 압력용기 CRDM 관통 노즐을 구성하는 재료의 상온(25°C)에서부터 용융점 에 이르는 열 및 기계적 재료물성은 Figs. 4, 5 에서 보여주고 있다. Fig. 4 는 구성재료의 열적 물성으로 노즐 재료인 Alloy 600, 용접재 및 버터링 용접재인 Alloy 82/182, 상부헤드 재료인 SA 508 및 클래딩 용 접재료인 TP 316 의 재료물성을 각각 나타낸다. Fig. 5 는 이들 재료의 기계적 물성으로 열팽창율, 탄성계 수, 항복강도 및 극한강도를 각각 나타낸다. 이상에 서 살펴본 재료물성은 재료 생산자의 실험 데이터 및 문헌을 참고하여 재생산된 결과이다. (11~13)
2.2.2 용접 열해석
J-그루브 용접부와 같은 다층용접 시 용접비드 에 의한 열 전달은 식 (1)에 따라 각 노드에서 비 선형 과도 열 이력에 대한 계산을 수행한다.
T T T T
q c x λ x y λ y z λ z ρ t
∂ ∂ + ∂ ∂ + ∂ ∂ + = ∂
∂ ∂ ∂ ∂ ∂ ∂ ∂ (1) 여기서, T, λ, q, ρ 및 c 는 각각 온도, 열전도율, 내 부 열생성률, 밀도 및 비열을 나타낸다. (4~8)
열해석 시 입열은 ABAQUS 에서 제공하는 체적 열속(body heat flux)을 통해 구현하였으며, 체적 열 속은 식 (2)를 통해 각각의 패스에서 입열량을 산 출할 수 있다. (4~8)
i ( / 3 ) i i
i
Q W m V I
A v t η
= ∆ (2)
여기서 η 는 용접효율로서 피복아크용접(SMAW) 의 경우 0.7~0.8 의 값을 가지므로, 평균값인 0.75 를 사용하였다. 그리고, V i , I i , A i 는 각각 i 번째 용 접비드의 용접전압, 전류, 단면적을 나타내며, v 는 용접속도, ∆ t 는 용접시간을 나타낸다. (4~8)
2.2.3 용접 응력해석
용접 응력해석은 열해석에서 해석된 동일한 유한요 소 모델을 사용한다. 응력해석은 과도 열해석으로부 터 얻어진 각 노드에서의 온도이력(시간에 따른 온도 변화)을 받아 수행된다. 이때 재료들간에 상이한 기계 물성으로 인해 용적의 변화가 발생하고, 이로 인해 수축과 팽창을 반복하면서 열응력이 발생한다.
또한 응력 해석 시에는 용융에 따른 응력풀림효과 (Annealing effect)를 고려해야 한다. 이를 위해 각 재료의 응력풀림 온도를 용융온도 범위에서 설정 하였다. J-그루브 다층 용접에서 고온의 비드에 의 해 각 재료는 용융과 냉각에 의한 반복하중을 받 게 된다. 이 때문에 재료의 가공경화모델을 선정 해야 하는데 본 연구에서는 일반적으로 보수적 결
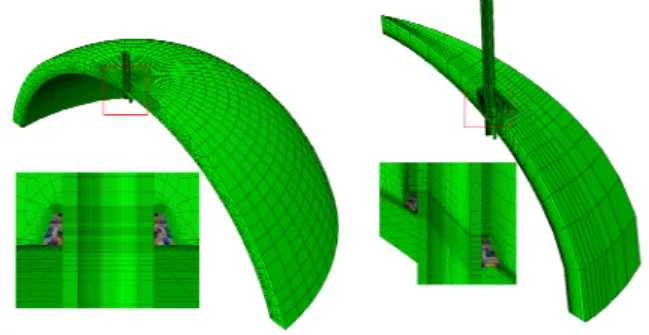
Fig. 6 FE Model for RPV CRDM nozzle (a) center
nozzle (b) steepest side-hill nozzle
Fig. 7 Schematic diagram of repair weld in Korean RPV (9)
Table 2 FE analysis case in this study
Model Location of RW Angle of RW(°) Depth & Width ratio of RW (%) Center
nozzle (#1)
-
45
25 & 50 90
180
Steepest side-hill nozzle
(#62)
Up-hill
45
25 & 50 90
180
Down-hill
45
25 & 50 90
180
Fig. 8 FE geometry of repair weldment
과를 반영할 수 있다고 알려진 등방성경화모델 (Isotropic hardening model)을 사용하였다. (4~8)
2.3 유한요소 모델 및 보수용접 정보 2.3.1 유한요소 모델
Fig. 6 은 유한요소해석을 위해 선정된 원자로 상부헤드 (a) 중앙부 노즐과 (b) 최외곽부 노즐의 모델 형상을 보여준다. 중앙부 노즐의 경우 축대 칭 모델로 형상화 할 수 있지만 부분적인 보수용 접을 형상화 하기 위해서는 3 차원 유한요소모델 이 필요하다. 열해석과 응력해석에 사용된 요소는 3 차원 8 절점 1 차요소를 사용하였으며, 중앙부 노 즐의 경우 46,694 개의 절점과 42,120 개의 요소가 사용 되었으며, 경사부 노즐의 경우 46,000 개의 절점과 46,000 개의 요소가 사용되었다. 비드수는 용접부 단면적을 고려하여 총 25 개 비드를 사용 하였다.
2.3.2 보수용접 정보
원자로 상부헤드 관통노즐에 대한 보수용접 정 보는 국내원전의 보수용접 정보를 통해 확인하였 다. Fig. 7 은 국내 원전인 K-3 호기 원자로관통노즐 의 보수용접에 대한 형상을 보여준다. (4) J-그루브 용접이 완료된 후 발생된 결함은 그림에서 보는 바와 같이 결함부를 제거한 후 다시 부분 용접을
Fig. 9 CRDM penetration nozzle geometry in WH type (d=28, 31 mm, θ=22.5°)
실시하였다. 이를 바탕으로 보수용접에 대한 일반 적인 특성을 확인하기 위해 Fig. 8 과 같이 원주방 향(θ)과 용접 단면의 깊이(D)와 폭(W)에 대한 보 수용접을 형상화 하였다. Table 2 는 본 연구에서 수행된 해석대상을 보여준다. 원주방향 길이변화 에 대한 보수용접 영향을 확인하기 위해 A RW =45, 90, 180°3 가지 case 를 선정하였으며, 보수용접 단면적 변화에 대한 영향을 확인하기 위해 D/W=25, 50% 를 선정하였다. 경사부 노즐의 경우 상부(Uphill) 및 하부(Downhill) 용접부에 대해 보 수용접이 수행된 경우도 해석을 수행하였다.
2.4 유한요소해석 결과 검증 2.4.1 FE 해석결과와 비교
용접잔류응력에 대한 유한요소해석은 열해석과 응력해석을 순차적으로 수행해야 하기 때문에 많은 변수가 수반되며, 변수들의 적용 범위와 방법에 따 라 상이한 결과가 나올 수 있다. 기존 연구 (4~8) 에서 이러한 변수에 대한 적절한 범위가 제시되었지만, 관통노즐의 복잡한 형상과 다양한 재료물성에 대한 유한요소해석 결과의 검증은 반드시 수반되어야 한 다. 따라서 본 연구에서는 기존의 유한요소해석에 대한 연구 결과 (2,3) 를 재현 및 검증함으로써 해석 결과에 대한 신뢰성을 확보하였다.
Fig. 9 는 해석결과 검증을 위해 적용된 WH
(Westinghouse) 원자로 CRDM J-그루브 용접부 형
상을 보여준다. Cheng et al.은 J-그루브 용접부에
대한 유한요소 해석결과를 제시하였으며, 본 연구
에서 동일한 해석 절차와 방법으로 결과를 비교하
였다. 그림에서 보는 바와 같이 용접부 깊이와 J-그
루브 각은 각각 d=28, 31 mm 와 θ=22.5 °인 2 가지
형상에 대한 유한요소 해석결과를 비교하였다. 해
석결과로 얻어진 잔류응력 결과 비교는 Fig. 9 에서
보는 바와 같이 J-그루브 용접부 상부 1mm 지점
(Crack plane)에서 추출된 축 방향 잔류응력이다.
Fig. 10 Comparison with FE results and Cheng el al.’s results (3)
Fig. 11 Geometry of mock-up used in experiment and dimension of mock-up (14)
(a) Ogawa’s FE model (b) Kim‘s FE model Fig. 12 Different FE model for comparison with FE results
Fig. 10 에서 보는 바와 같이 문헌에서 (2,3) 제시하 는 잔류응력 크기와 경향을 비교적 잘 예측하고 있음을 알 수 있었다. 하지만 해석결과가 다소 차 이가 나는 이유는 각 해석자가 사용한 재료물성과 기타 용접해석에 대한 입열모델, 재료경화모델 및 용접부 형상에 대한 모델링 등의 불일치에서 기인 한 것으로 판단된다.
2.4.2 실험결과와 비교
앞에서 제시된 용접잔류응력 해석 결과는 2 차원
(a)
(b)
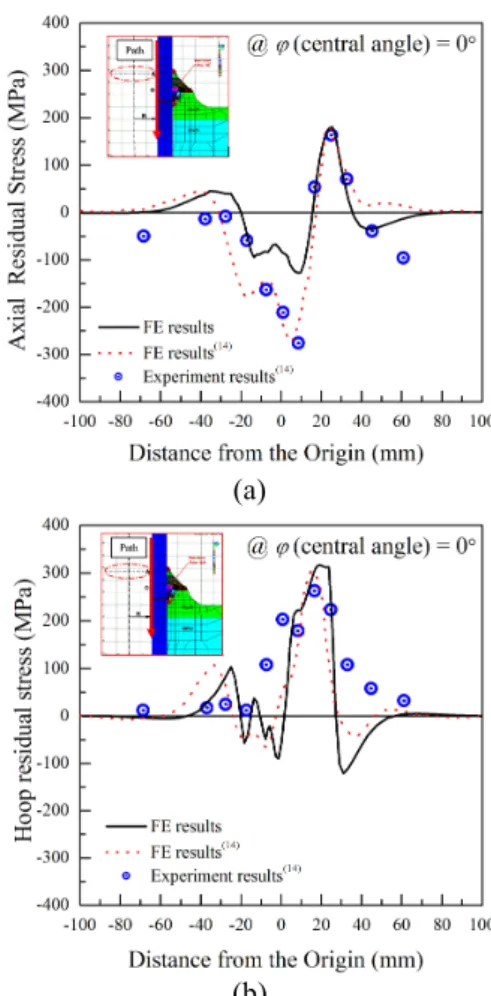
Fig. 13 Comparison of FE results with experimental results
축대칭 모델의 유한요소해석 결과이다. 하지만 본 연구에서 수행하고자 하는 보수용접에 대한 유한요 소해석은 3 차원 모델에 대한 해석결과를 제시해야 한다. 따라서 관통노즐에 대한 3 차원 유한요소해석 결과의 유용성 검증이 필요하므로 문헌 (14) 에서 제 시된 실험결과와 유한요소해석 결과를 비교하였다.
Fig. 11 은 문헌에서 사용된 원자로 CRDM 관통 노즐 목업(Mock-up)과 구성재료 및 크기를 보여준 다. Fig. 12 는 목업을 형상화하여 수치해석을 위해 모델링 된 유한요소모델을 보여준다. 문헌에서 제 시된 용접정보와 재료물성은 동일하게 사용하였으 며, 제시되지 않은 해석 변수는 일반적인 용접절 차서를 참고하였다.
Fig. 13 은 문헌의 실험 및 해석 결과와 유한요 소해석 결과값을 비교한 그림이다. 그림에서 알 수 있듯이, 중앙 각(Central angle : φ) 0° 지점에서 축(Axial) 방향 및 원환(Hoop) 방향 응력결과는 문 헌에서 제시된 실험 및 해석 결과와 유사하며 경 향을 잘 예측하고 있다.
문헌의 해석 결과값은 이동열원(Moving heat source)
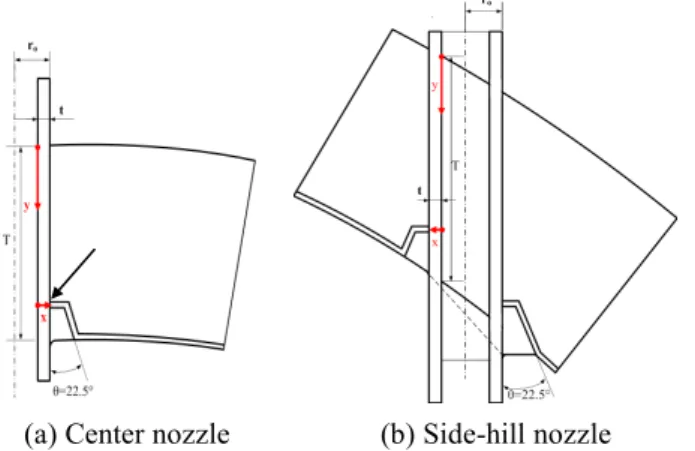
(a) Center nozzle (b) Side-hill nozzle Fig. 14 Path for residual stress index (x : axial stress, y :
hoop stress)
0.0 0.2 0.4 0.6 0.8 1.0
-200 -100 0 100 200
Center nozzle(No. 1) Side hill nozzle(No. 62)
A RW =180 ° D/W = 25%
Solid mark : No repair Open mark : After repair
Distance along the nozzle thickness (x/t)
A x ia l st re ss , M P a
r o =50mm, t=16.67mm
(a)
0.7 0.8 0.9 1.0
0 100 200 300 400 500
Center nozzle(No. 1) Side hill nozzle(No. 62)
A RW =180 ° D/W = 25%
Solid mark : No repair Open mark : After repair r o =50mm, t=16.67mm
Vertical distance to top of RPV head (y/T)
H o o p s tr es s, M P a
Weld root
(b)
Fig. 15 Comparison of the residual stress for different nozzle location(Center and steepest side-hill nozzle)
을 모사할 수 있는 용접해석 전용 프로그램인 Quick welder 를 사용했으며, 본 논문의 유한요소해석 결 과는 유한요소해석 상용 프로그램인 ABAQUS 를 이용하여 “all at once” 방법으로 얻어진 결과이다.
비록 유한요소해석을 위해 사용된 프로그램과 열 원모사방법이 다르지만 해석결과는 충분히 신뢰성
0.0 0.2 0.4 0.6 0.8 1.0
-200 -100 0 100
200 D/W = 25%
Distance along the nozzle thickness (x/t)
A x ia l st re ss , M P a
r o =50mm, t=16.67mm Center nozzle
No-Repair A RW = 45 ° A RW = 90 ° A RW = 180 °
Increasing A RW
(a)
0.7 0.8 0.9 1.0
0 100 200 300 400 500
Vertical distance to top of RPV head (y/T)
H o o p s tr es s, M P a
r o =50mm, t=16.67mm Center nozzle
No-Repair A RW = 45 ° A RW = 90 ° A RW = 180 ° D/W = 25%
Weld root
(b)
Fig. 16 Comparison of the residual stress for different repair weld angle A RW at center nozzle
있다는 것을 확인할 수 있다. 이러한 결과는 3 차 원 용접잔류응력 해석 및 예측의 어려움을 고려해 볼 때 그 유용성을 충분히 입증해 주고 있다고 볼 수 있다. 따라서 본 연구에서 제시하고 있는 용접 잔류응력해석 절차 및 방법이 실제 용접과정을 적 절하게 모사하고 있음을 확인하였다.
3. 결과비교
유한요소해석을 통한 용접잔류응력 결과는 Fig. 14 에서 표시된 균열예상지점인 Crack Plane 즉, 용접 기 저부 상부 1mm 지점에서 노즐 두께방향(x)으로 축 방 향 응력과 노즐 내면(y)에서의 원환 방향 응력을 비교 하였다. 경사부 노즐의 경우 상부(Up-hill) 용접면과 하부(Down-hill) 용접면에서의 응력결과를 비교하였다.
이러한 위치에서 응력결과를 비교한 이유는 원
자로에서 실제 발생되는 균열사례를 보면 일차수
응력부식균열(PWSCC)이 노즐 내면에서 주로 발
생되는 것으로 알려져 있기 때문이다. 특히, 원주
방향 균열(circumferential crack)은 alloy 600 관통노
즐 J-그루브 용접부 상부 1mm 지점에서 노즐 두
께방향으로 주로 발생한다. (1~3,14)
3.1 Effects of the nozzle location
Fig. 15 는 원자로 CRDM 관통노즐은 경사부 위 치에 따른 잔류응력 결과를 비교한 그림이다. 그 림에서 보는 바와 같이 중앙부 노즐보다 경사부 위치의 노즐에서 용접 잔류응력이 크게 발생되고 있음을 알 수 있다. 이는 용접잔류응력은 입열량 에 큰 영향을 받으며, 입열량은 용접 단면적에 의 해 결정되기 때문이다. 기존 연구에서 확인된 바 와 같이 최외곽 노즐의 경우 상/하부 용접부 단면 적이 약 1.5 배정도 차이가 나기 때문에 응력 불균 일에 따른 결과로 판단된다. (5)
보수용접은 원주방향으로 A RW =180°, 용접단면적 비 D/W=25%에 대한 잔류응력 분포를 확인하였다.
그림에서 보는 바와 같이 축방향 응력은 노즐 내 면에서 증가하였으며, 노즐 내면의 원환방향 응력 은 용접 기저부에서 원자로 내부 방향으로 미소하 지만 증가하는 것으로 확인되었다. 전체적으로 중 앙부 노즐에 비해 외곽부 노즐이 보수용접에 대한 영향이 작은 것으로 확인되었다. 이는 경사부 노 즐의 용접단면적이 크기 때문에 열영향에 대한 저 항이 크기 때문으로 판단된다.
0.0 0.2 0.4 0.6 0.8 1.0
-200 -100 0 100
200 at Up-hill
Distance along the nozzle thickness (x/t)
A x ia l st re ss , M P a
r o =50mm, t=16.67mm
Sidel hill nozzle Increasing A RW
D/W= 25%
No-Repair A RW = 45 ° A RW = 90 ° A RW = 180 °
(a)
0.7 0.8 0.9 1.0
0 100 200 300 400 500
Side hill nozzle at up-hill
Vertical distance to top of RPV head (y/T)
H o o p s tr es s, M P a
r o =50mm, t=16.67mm
D/W= 25%
No-Repair A RW = 45 ° A RW = 90 ° A RW = 180 °
Weld root
(b)
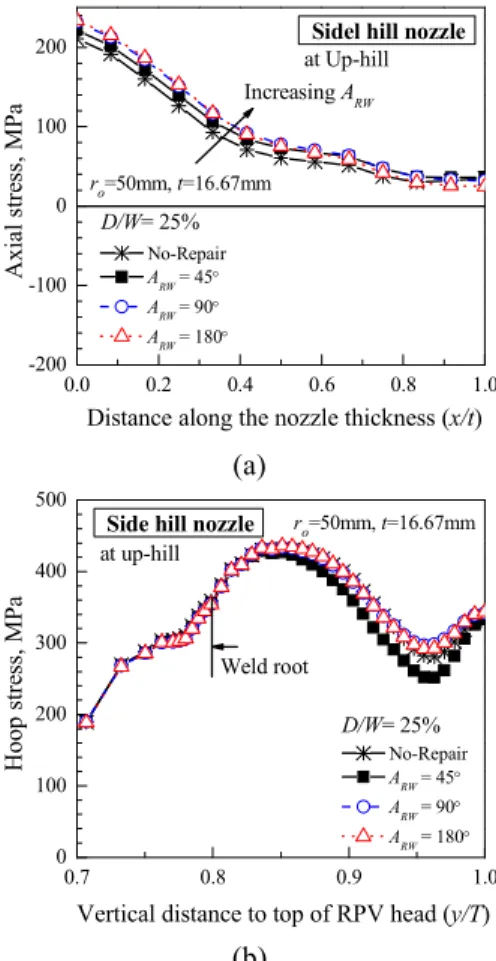
Fig. 17 Comparison of the residual stress for different repair weld angle A RW at side hill nozzle
3.2 Effects of the repair weld angle; A RW
Fig. 16 은 중앙부 노즐 J-그루부 용접부의 원주방 향 보수용접 길이 변화에 따른 잔류응력 변화를 확 인한 결과이다. 보수용접 단면적 비 D/W=25%를 일 정하게 유지한 상태에서 보수용접 길이변화에 따 른 잔류응력 변화를 확인하였다. 모든 값은 보수 용접이 실시되지 않은 잔류응력(-*-) 결과와 비 교하였다. 보수용접 길이 A RW 가 증가할수록 노즐 두께방향에 대한 축방향 응력은 노즐 내면에서 증 가하는 것을 확인할 수 있다. 반면 노즐 표면에서 의 원환방향 응력은 보수용접 길이 증가에 따라 증가하지만 최초 A RW =45°에서는 용접 기저부에서 응력이 감소하고, A RW =45°→90°→180°로 증가할수 록 J-그루브 용접부 부근에서의 응력이 증가하는 것을 확인할 수 있었다. 이는 보수용접에 의한 응 력 재분배효과에 따른 결과로 판단된다.
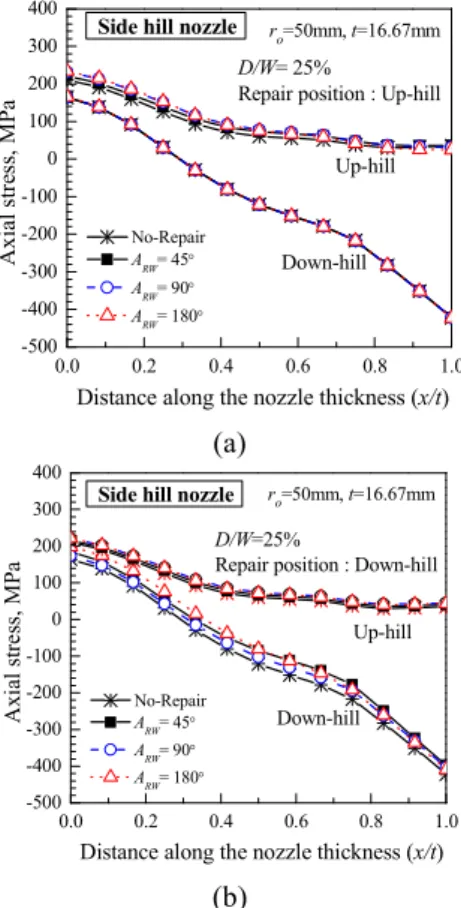
Fig. 17 은 최외곽부 노즐 J-그루부 용접부의 원 주방향 보수용접 길이 변화에 따른 잔류응력 변화 를 보여준다. 그림의 결과는 상부 용접면(up-hill) 에 보수용접이 수행된 경우이며 잔류응력 결과도 동일한 상부 용접면 주변에서 추출하였다. 상부 용접면에 보수용접이 수행된 경우 Fig. 18 과 같이 하부 용접면(down-hill) 부근에서의 잔류응력 변화 는 거의 없는 것으로 확인되었다. 반대의 경우도 마찬가지이다. 그림에서 보는 바와 같이 중앙부 노즐에서 보다 잔류응력 변화는 작지만 동일한 응 력 변화 경향을 보여주고 있음을 확인할 수 있다.
Fig. 19 는 D/W=50% 인 A RW 변화에 따른 잔류응력 결과를 보여준다. D/W=25% 경우와 유사한 잔류응 력 결과를 확일할 수 있었다. 이러한 결과는 최외 곽부 노즐의 용접 단면적이 중앙부 노즐에 비해 상대적으로 크기 때문에 보수용접에 의한 열적 영 향이 상대적으로 적게 미치기 때문으로 판단된다.
하지만 용접 단면적이 상부 용접면 보다 하부 용 접면이 넓기 때문에 하부 용접면(down-hill)에서 보수용접이 수행된 경우 잔류응력 변화가 더 큰 것을 알 수 있다.
3.3 Effects of the depth & width ratio; D/W
보수용접 길이가 일정한 상태에서 용접부 깊이
와 폭 비인 D/W 변화에 따른 잔류응력 변화를 확
인해 보았다. Fig. 20 은 보수용접 길이 A RW 가 각각
45°, 90°, 180°인 경우 D/W=25%, 50% 에 대한 중앙
부 노즐의 축방향 응력을 비교한 그림이다. 유한
요소해석 결과를 보면 D/W=25% 보수용접은 축방
향 응력을 증가시키지만 D/W=50%로 증가할 경우
노즐 내면에서의 응력은 감소함을 알 수 있다. 이
0.0 0.2 0.4 0.6 0.8 1.0 -500
-400 -300 -200 -100 0 100 200 300 400
Up-hill Side hill nozzle
Down-hill D/W= 25%
Repair position : Up-hill
Distance along the nozzle thickness (x/t)
A x ia l st re ss , M P a
r o =50mm, t=16.67mm
No-Repair A RW = 45°
A RW = 90°
A RW = 180°
(a)
0.0 0.2 0.4 0.6 0.8 1.0
-500 -400 -300 -200 -100 0 100 200 300 400
Up-hill Side hill nozzle
Down-hill D/W=25%
Repair position : Down-hill
Distance along the nozzle thickness (x/t)
A x ia l st re ss , M P a
r o =50mm, t=16.67mm
No-Repair A RW = 45 ° A RW = 90 ° A RW = 180 °
(b)
Fig. 18 Comparison of the residual stress for different repair weld angle(A RW ) at up and down hill(D/W=25%)
0.0 0.2 0.4 0.6 0.8 1.0
-500 -400 -300 -200 -100 0 100 200 300 400
Up-hill Side hill nozzle
Down-hill D/W=50%
Repair position : Up-hill
Distance along the nozzle thickness (x/t)
A x ia l st re ss , M P a
r o =50mm, t=16.67mm
No-Repair A RW = 45 ° A RW = 90 ° A RW = 180 °
(a)
0.0 0.2 0.4 0.6 0.8 1.0
-500 -400 -300 -200 -100 0 100 200 300 400
Up-hill Sidel hill nozzle
Down-hill D/W=50%
Repair position : down
Distance along the nozzle thickness (x/t)
A x ia l st re ss , M P a
r o =50mm, t=16.67mm
No-Repair A RW = 45 ° A RW = 90 ° A RW = 180 °
(b)
Fig. 19 Comparison of the residual stress for different repair weld angle(A RW ) at up and down hill(D/W=50%)
0.0 0.2 0.4 0.6 0.8 1.0
-200 -100 0 100 200
A RW = 45 °
Distance along the nozzle thickness (x/t)
A x ia l st re ss , M P a
r o =50mm, t=16.67mm Center nozzle
No repair D/W = 25%
D/W = 50%
(a)
0.0 0.2 0.4 0.6 0.8 1.0
-200 -100 0 100 200
A x ia l st re ss , M P a
Center nozzle A RW = 90 ° r o =50mm, t=16.67mm
No repair D/W = 25%
D/W = 50%
Distance along the nozzle thickness (x/t)
(b)
0.0 0.2 0.4 0.6 0.8 1.0
-200 -100 0 100 200
A x ia l st re ss , M P a
Center nozzle
No repair D/W = 25%
D/W = 50%
r o =50mm, t=16.67mm
A RW = 180 °
Distance along the nozzle thickness (x/t)
(c)
Fig. 20 Comparison of the residual stress for different repair weld angle; A RW (Center and steepest side- hill nozzle)
는 보수 용접의 단면적이 충분히 커지면 초기 용 접에 의해 발생된 인장잔류응력이 용접열에 의해 완화되어 응력 재분배 효과가 일어나는 것을 의미 한다. 따라서 보수용접이 필요한 경우 단면적의 50% 이상 초기 용접부를 제거한 후 보수용접을 실시하는 것이 바람직 할 것으로 판단된다. 또한 Figs. 16, 17 에서 살펴보았듯이 원주방향 보수용접 길이(A RW )는 가능하면 짧을수록 인장잔류응력을 완화시키는데 효과적임을 알 수 있다.
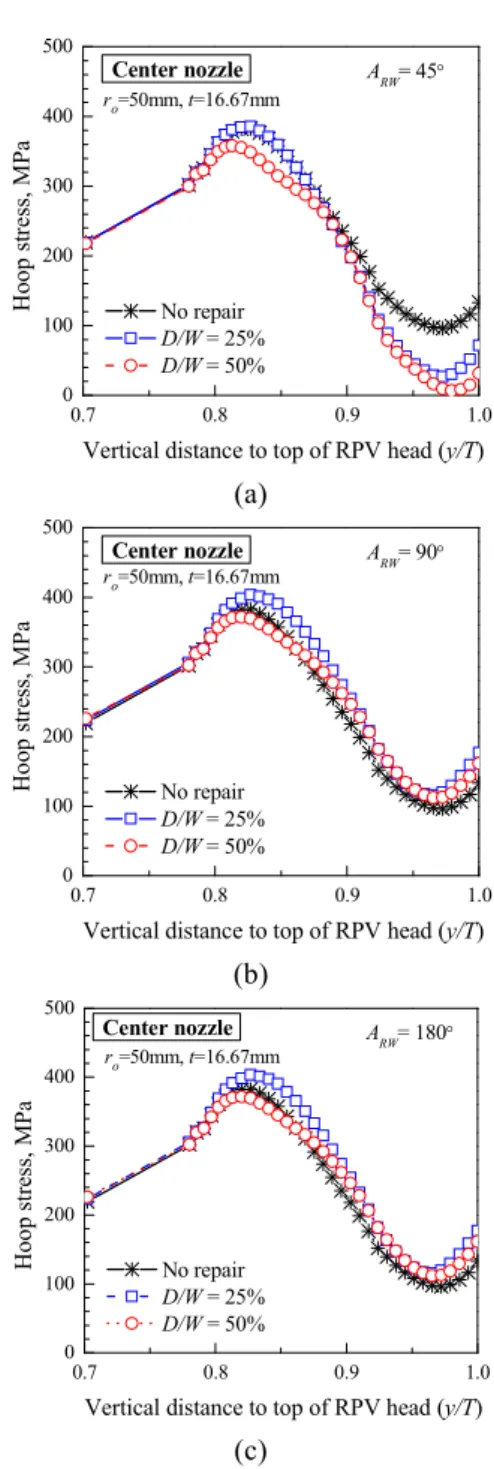
Fig. 21 은 중앙부 노즐의 원환방향 응력결과를
보여준다. 그림에서 알 수 있듯이 D/W=25% 보다
0.7 0.8 0.9 1.0 0
100 200 300 400 500
H o o p s tr es s, M P a
Center nozzle r o =50mm, t=16.67mm
A RW = 45 °
No repair D/W = 25%
D/W = 50%
Vertical distance to top of RPV head (y/T) (a)
0.7 0.8 0.9 1.0
0 100 200 300 400 500
r o =50mm, t=16.67mm
No repair D/W = 25%
D/W = 50%
A RW = 90 °
Vertical distance to top of RPV head (y/T)
H o o p s tr es s, M P a
Center nozzle
(b)
0.7 0.8 0.9 1.0
0 100 200 300 400 500
H o o p s tr es s, M P a
Center nozzle r o =50mm, t =16.67mm
A RW = 180 °
No repair D/W = 25%
D/W = 50%
Vertical distance to top of RPV head (y/T)
(c)
Fig. 21 Comparison of the residual stress for different repair weld angle; A RW (Center and steepest side- hill nozzle)
50% 에서 응력 감소함을 확인할 수 있다. 노즐 내부 표면에서의 원환방향 응력도 축방향 응력과 동일한 경향을 확인 할 수 있었다. 경사부 노즐의 경우도 마찬가지로 D/W 영향은 해당 용접면에 대 한 보수용접 시에만 영향을 받으며 반대쪽 용접 면의 응력변화는 미소한 것을 확인하였다.
4. 결 론
본 연구에서는 국내 원자로 상부헤드 CRDM 관
통노즐 J-그루브 용접부의 보수용접이 용접잔류응 력에 미치는 영향을 유한요소해석기법을 이용하여 확인하였다. 결과를 간단히 요약하면 다음과 같다.
(1) 보수용접에 대한 영향은 경사부 노즐보다 중앙부 노즐이 민감함을 확인하였다.
(2) 보수용접 길이(A RW )가 증가할수록 용접잔류 응력은 상승한다. 하지만 경사부 노즐에 대한 영 향은 중앙부 노즐보다 작다
(3) 보수용접 깊이와 폭에 대한 단면적 비 (D&W)가 증가할수록 노즐 내면의 인장잔류응력은 완화된다.
후 기
본 논문은 육군사관학교 화랑대연구소의 2014 년 도[14-군학-17] 연구활동비 지원을 받아 연구되었음.
참고문헌 (References)