Adaptive 방법을 이용한 관재액압성형조건 도출
허성찬† ․ 김 정* ․ 강범수**
Derivation of Loading Conditions for Tube Hydroforming Process using Adaptive Method
Seong-Chan Heo, Jeong Kim and Beom-Soo Kang
Key Words: Tube Hydroforming(관재액압성형), Loading Condition(하중조건), Forming Limit Curve(성형한계선도)
Abstract
Determination of loading conditions for tube hydroforming(THF) process that implies an amount of the increment in axial feeding and internal pressure for each step is one of the most important constituents at the process design level. On account of the fact that those design factors mentioned above are imposed simultaneously during the process, suitable loading conditions are required to obtain robust products without any failure such as buckling, necking, bursting and so on. In which, especially, bursting is well known as the most frequently occurred failure in general THF process. In this study, therefore, determination of the loading condition based on the adaptive method was carried out to obtain safe loading paths. In addition, forming limit curves are applied to evaluate the derived loading conditions by using the simulation results. Consequently, it is found that described method in this study for THF process design is useful and has a feasibility.
† 부산대 항공우주공학과 대학원
E-mail : [email protected]
TEL : (051)510-1531 FAX : (051)512-4491
* 부산대 항공우주공학과** 부산대 ERC/NSDM
1. 서 론
관재액압성형 기술은 부품의 경량화뿐만 아니 라 고강도의 부품을 생산할 수 있으며 부품의 일 체화를 구현할 수 있다는 이점을 가지고 있다
1). 관재액압성형 공정에 있어서 관재의 내부에 부여 되는 압력(internal pressure)과 관재의 끝에서 소재 를 밀어 넣는 피딩(feeding)은 부품의 성형성을 결 정하는 주요 성형인자이다. 이와 같은 하중조건 은 관재 두께의 과도한 감소를 방지하기 위하여 관재의 끝단에 축방향으로의 압축력을 가하여 소
재를 유입시키는 동시에 확관변형을 일으키기 위 하여 관재 내부에 압력을 동시에 가한다.
그러나 이와 같이 두 하중이 동시에 부여되는
경우 부적절한 성형조건에서는 불량이 빈번히 발
생하며 주로 발생하는 성형불량은 Fig.1과 같이
좌굴(buckling), 주름(wrinkling), 터짐(bursting) 등으
로 구분될 수 있다
2). 좌굴은 성형 공정 초기의
낮은 압력 하에서 축방향 힘이 과도하게 주어졌
을 때 발생하며, 주름은 공정 중 과도한 축방향
힘으로 인하여 상대적으로 두께가 얇은 부위에서
나타난다. 터짐현상은 관재 미소 요소에 인장력
이 크게 가하여지는 조건 즉, 높은 내압으로 인
하여 국부적으로 나타나는 소성불안정현상의 결
과로서 발생하는 성형불량이다. 이와 같이 관재
액압성형 공정의 하중조건은 성형성에 상당히 민
감하게 영향을 미치므로 적절한 하중조건의 도출
과 정밀한 제어기술이 요구된다.
Bursting Buckling Wrinkling Bursting Buckling Wrinkling
Fig. 1 General failure modes in tube hydroforming process
그럼에도 불구하고 일반적으로 관재액압성형 공정의 하중조건은 시행착오법이나 경험에 의존 한 방법에 의하여 획득하여 제품의 최소 요구사 양을 만족시키는데 그치고 있다
3). 이와 관련하여 축대칭 형상을 가지는 관재의 액압성형공정을 설 계한 사례도 있지만
4)비대칭 형상의 부품에 대하 여 적용할만한 하중조건 도출기법은 사례가 많지 않다. 이에 본 연구에서는 비대칭 형상을 갖는 액압성형부품에 대한 성형공정 도출 방법으로서 Adaptive 방법을 제시하고 이를 적용하여 엔진크 래들(engine cradle)부품의 하중조건을 도출하였으 며 성형안정성 검증을 위하여 성형한계선도를 이 용하였다.
2. 피딩 영향부 검토 및 부분모델 선정
2.1 피딩영향부의 성형특성
Fig.2와 같이 꺾임이 많은 형상을 가지고 있는 부품의 관재액압성형 공정에서는 피딩이 성형성 에 영향을 미치는 영역이 제한적일 것이라는 것 을 직관적으로 알 수 있다. 따라서 공정의 하중 조건을 도출할 때 피딩영향부(feeding affect zone) 이외의 부분을 굳이 고려하지 않아도 될 것이라
Fig. 2 Example of bent hydroforming part
Fig. 3 Schematic view of finite element simulation model for hydroforming process of engine cradle
예상할 수 있다. 또한 피딩영향부에 해당하는 부 분모델만을 이용할 경우에는 하중조건 도출 시 소요되는 시간을 크게 단축시킬 수 있을 것이다.
피딩의 영향이 없는 부위는 피딩에 무관하게 예비성형체(preform)을 적절히 굽히거나 강제로 변형을 일으켜서 확관 시 변형이 원활히 진행되 도록 설계하여 성형불량을 예방한다. 그러나 피 딩영향부는 다른 부위에 비하여 확관에 의한 변 형량이 많으므로 예비성형체의 설계만으로는 한 계가 있으며 따라서 터짐이나 주름이 발생하기 쉽다. 특히 관재액압성형 공정에서 가장 빈번히 발생하는 터짐은 회복이 불가능한 성형불량이다.
그러므로 관재액압성형에 있어서 피딩영향부를 고려한 적절한 하중조건 도출은 필수적으로 요구 되는 공정설계 요소이다.
2.2 피딩영향부를 고려한 부분모델 선정
본 연구에서 이용된 엔진크래들의 해석모델은 Fig.3과 같으며 Fig.2와 마찬가지로 피딩영향부가
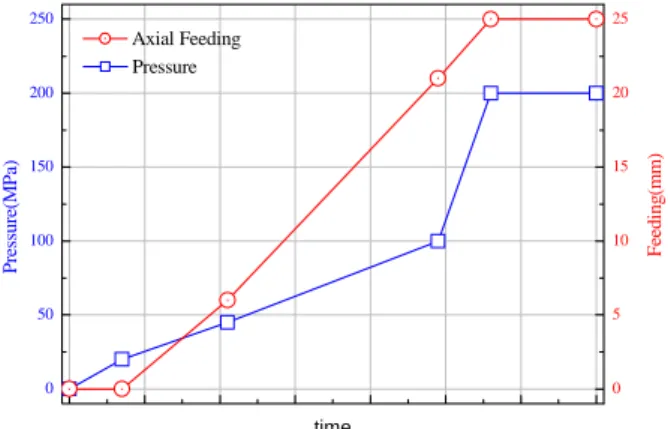
0 50 100 150 200 250
0 5 10 15 20 25 Pressure
Feeding(mm)
Pressure(MPa)
time Axial Feeding
Fig.4 Loading conditions to investigate the effect of
axial feeding on formability
예비성형체의 양쪽 끝에 제한되어 있는 형상이 다. 그러므로 하중조건 도출을 위하여 피딩영향 부를 적절히 선택할 필요가 있다. 이를 위하여 Fig.4와 같은 하중조건(최대압력: 200MPa, 최종피 딩: 25mm)에 대하여 동일한 압력조건에 피딩을 부여한 경우와 피딩 없이 압력만 부여한 경우에 대하여 각각 해석을 수행하여 Fig.5와 같이 두께 감소율을 비교하였다.
압력만 가한 경우에는 Fig. 5(a)와 같이 피딩영 향부로 고려되는 부위에서 약 25%의 과도한 두 께감소율이 나타나는데 반하여 피딩을 부여한 Fig. 5(b)의 결과에서는 약 22%정도의 두께감소율 을 보인다. 그러나 피딩영향부를 제외한 나머지 부위에서는 거의 동일한 두께감소율을 나타내고 있음을 볼 수 있다. 따라서 본 연구에서는 피딩 의 유무에 따라 두께변화율의 차이를 나타내는 부분에 여유분의 길이를 더하여 Fig. 6과 같은 부 분모델을 선정하여 하중조건 도출에 이용하였다.
그리고 부분모델을 이용하여 Adaptive 해석을 수행할 때 Fig. 7의 절단면에서의 구속조건을 정 의하기 위하여 앞서 언급한 두 가지 하중조건에 따른 해석결과로부터 절단면에 포함된 여섯 개
(a) pressure without axial feeding
(b) pressure with axial feeding Fig. 5 Thinning ratios(%) of hydroforming simulation for each loading conditions
Fig. 6 Partially selected analysis model for adaptive simulation
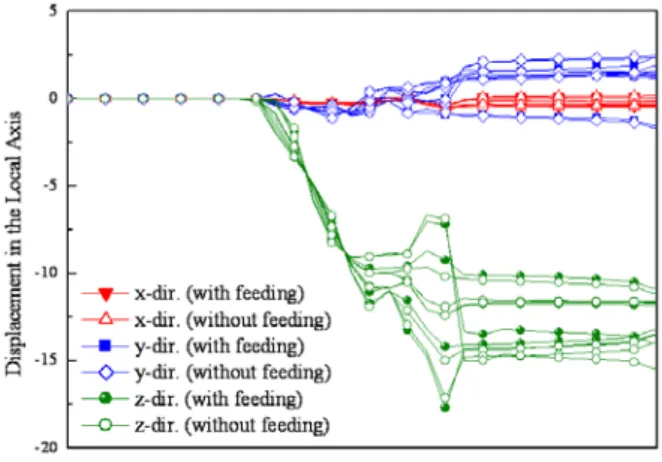
Fig. 7 User defined local coordinate system for investigation of nodal displacement
Fig. 8 Displacements in the local coordinate system for each axis
절점의 축방향 변위를 조사하였다. 그 결과 Fig.
8에서 보여주듯이 절단면에 수직한 방향(지역좌
표계 X방향)의 변위는 거의 없고 확관이 발생하
는 방향(지역좌표계 Y, Z방향)에 대해서만 변형
이 발생함을 알 수 있었으며 이로부터 부분모델
을 이용한 해석 시 절단면 수직방향으로의 변위
가 없다고 가정하여 구속조건을 부여하였다. 결
론적으로 약 20,000개의 면요소(shell element)로
이루어진 엔진크래들 전체모델로부터 피딩영향부
에 해당하는 약 2,800개의 요소로 구성된 부분모
델을 추출하여 하중조건 도출에 이용함으로써 해
석 소요시간을 단축시켰다.
Fig. 9 Adaptive algorithm to derive the loading conditions of hydroforming processes for an engine cradle
3. Adaptive 방법을 이용한 관재액압성형 공정의 하중조건 도출
Adaptive
5,6)
.
. Fig.9
.
n Adaptive
. Adaptive
10%
200MPa (calibration) .
, (1) . Levy-Mises
(plane stress) (uni-axial stress)
c
i.
0 5 10 15 20 25 30 35 40
0 25 50 75 100 125 150 175 200
Internal Pressure (MPa)
Axial Feeding (mm)
time Axial Feeding Internal Pressure Axial Feeding Internal Pressure
Feeding
Pressure
Fig. 10 oading conditions for engine cradle using adaptive simulation
.
1ln
0
1 100 (%)
2
i
n K
c
ie
σ ε
⎛ ⎞
= ⎜ − ⎟ ×
⎝ ⎠ (1)
Swift
(K), (n), (
) ,
( ) ( 1 ~ n)
i Y
i i
σ
=σ
+ ×δσ
=(2)
.
,
n .
(maximum thinning ratio) c
i(P')
(F) ,
(P) . ANSYS LS-DYNA
Fig.10
200MPa, 30mm .
4. 전체모델의 성형해석 및 성형한계선도 적용을 통한 하중조건 검증
Fig.10과 같이 도출된 하중조건을 전체모델에 적용하여 해석을 수행하였다. 또한 제품의 성형 성 평가를 위하여 해석결과를 변형률 경로에 무 관한 특성을 가지고 있는 응력기반성형한계선도 (forming limit stress diagram) 에 적용하였다. 금형 과 예비성형체의 해석모델은 Fig.6과 같으며 관재 의 가공경화식은
을 이용하여 n승 경화강소성재료로 가정했고 여기서 K=559.43MPa ,n=0.243,
ε0=0.0292이다. 직관 상태의 관재 두께 는 2.0t이며 예비성형체는 위치에 따라 다른 두께 및 변형률 분포를 가지고 있다. 이상의 조건으로 부터 Fig.11과 같은 두께감소분포를 예측할 수 있 었다. 최대 두께감소율을 보이는 부분은 Engine Cradle의 아래면 중앙에서 약 18%정도의 감소율 을 보이며 이는 기존의 하중조건에 비하여 약 4%정도 개선된 것이다. 그러나 두께감소율을 이 용한 성형성 판단은 제품의 성형성 평가기준으로 서 이론적 근거가 다소 부족하다. 이에 성형품에 대하여 보다 근거 있는 이론적 성형성 평가를 위 하여 식(3)으로 표현되는 응력기반성형한계선도를 Fig.12와 같이 해석모델의 모든 요소(element)에 대하여 응력 상태를 도시하였다. Fig.12에서 볼
Thinning distribution of final product of engine cradle obtained from hydroforming process
-600 -400 -200 0 200 400 600
0 200 400 600 800
α=1 α= -1
FLSD for Tubular Material FE-Analysis Results
Major Stress [MPa]
Minor Stress [MPa]
Fig. 12 Estimation of bursting failure using FLSD
2
1 1 2
2
2 2 1
(1 )
1 2 1
(1 )
1 2 1
c c c
c c c
R R
R R
R R
R R
σ σ ε ε
ε
σ σ ε ε
ε
+ ⎡ ⎤
= + ⎢⎣ + + ⎥⎦
+ ⎡ ⎤
= + ⎢⎣ + + ⎥⎦
(3)
수 있듯이, 최종 성형 후 관재의 모든 부위에서 의 응력이 응력기반성형한계선도의 아래에 존재 함을 확인할 수 있으며 이는 결국 도출한 엔진크 래들의 성형조건이 터짐에 대하여 안전한 조건임 을 의미한다. 또한 터짐 발생기준에 비하여 주응 력 방향으로 약 50MPa 정도의 여유를 두고 있는 것을 알 수 있으므로 본 연구에서 적용된 엔진 크래들은 불량 없이 가공할 수 있을 것으로 판단 된다.
5. 결 론
본 연구에서는 비대칭 형상을 가지고 있는 관
재액압성형부품의 하중조건 도출 방법의 하나로
서 Adaptive 방법을 제안하였으며 이를 엔진크래
들 부품의 성형조건 도출에 적용하여 이론적 근
거 하에 도출한 하중조건이 안전성을 확보하고
있음을 검증하였다. 또한 성형성 평가 기준으로
소재의 변형률 경로에 무관하게 하나의 선도로
수렴하는 응력기반성형한계선도를 이용하였으며
이를 통하여 본 연구에서 획득한 하중조건이 기
존의 것보다 성형성을 개선시키고 있음을 확인하
였다. 본 연구의 결과는 향후 관재액압성형 부품
의 하중경로 설계에 있어서 제품의 형상에 무관
하게 응용 및 적용이 가능할 것으로 기대된다.
후 기
“본 연구는 교육인적자원부 지원의 제2단계 BK 21 사업과 최우수실험실 지원사업의 연구결과입 니다.” 이에 관계자 여러분께 감사드립니다.
참고문헌