This is an Open-Access article distributed under the terms of the Creative Commons Attribution Non-Commercial License(http://creativecommons.org/licenses/by-nc/3.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
Journal of Welding and Joining, Vol.32 No.2(2014) pp14-17 http://dx.doi.org/10.5781/JWJ.2014.32.2.14
14
페라이트계 스테인리스강의 마찰교반접합
안병욱
*
․최돈현**
․연윤모***
․정승부*, †
* 성균관대학교 신소재공학부
** 성균관대학교 마이크로 전자 패키징 연구소
*** 수원과학대학 신소재 응용과
Friction Stir Welding of Ferritice Stainless Steel
Byung-Wook Ahn*, Don-Hyun Choi*, Yun-Mo Yeon* and Seung-Boo Jung*
,
†*School of Advanced Materials Science and Engineering, Sungkyunkwan University
**MEPL, Sungkyunkwan University
***Department of Advanced Materials Application, Suwon Science College
†Corresponding author : [email protected]
(Received April 28, 2014 ; Revised April 30, 2014 ; Accepted April 30, 2014)
Abstract
Ferritic stainless steels are widely used in the construction industry and in exhaust manifolds due to their low cost and relatively superior stress corrosion cracking resistance and pitting corrosion resistance compared to austenite stainless steels. Ferritic stainless steels are currently welded by various welding process including gas tungsten arc welding (GTAW), electron resistance welding (ERW) and laser beam welding. However, when these stainless steels are welded by fusion welding, some problems occur in the fusion zone (FZ) and heat affected zone (HAZ). First, the ductility of the weld is reduced due to the grain growth in the FZ and HAZ. Second, as its HAZ is frequently sensitized during welding, corrosion resistance deteriorates in this region due to the Cr depletion zone. To prevent these problems, it is recommended that ferritic stainless steels be welded with a low heat input. In this study, recent researches in the view of friction stir welded ferritic stainless steels are briefly reviewed.
Key Words : Friction stir welding, Ferritice stainless steel, Mechanicl property
ISSN 1225-6153 Online ISSN 2287-8955
1. 서 론
스테인리스강은 고강도, 우수한 내마모 특성을 갖는 강재로서 우수한 특성을 바탕으로 조선, 석유 플랜트, 자동차 등 매우 다양한 산업분야에서 사용되고 있다.
하지만 일반 용융 용접을 스테인리스강에 적용 시 용접 부의 결정립 성장으로 인한 연성 저하가 일어날 뿐만 아니라 광범위한 열 영향부가 형성되어 입계 부식과 같 은 용접 결함이 발생된다. 이러한 문제점을 해결 하기 위해서는 용접 전 예열 공정 및 용접 후 후열처리 공정 을 반드시 해야하는 번거로움이 발생한다 1) .
마찰교반접합 (Friction Stir Welding)은 1991년
영국 TWI에서 개발한 고상 접합 법으로서 접합 공정은 다음과 같다. 접합시키고자 하는 판재를 단단히 고정시 킨 채 마찰교반접합용 툴을 일정한 회전속도를 갖고 재 료 내에 삽입한다. 그 다음 판을 이동시켜 고상상태에 서 핀과 재료 사이에 마찰에너지를 발생시키고 이 에너 지는 마찰열로 변화하여 재료를 연화시킨다. 열에 의해 연화된 재료는 회전하는 툴에 의해 기계적으로 교반이 되어 고상상태에서 접합이 이루어지게 된다.
이러한 고상 접합 법인 마찰교반접합을 스테인리스강 에 적용할 경우 앞서 언급한 용융 용접에서 발생하는 문제점인 용접부 연화 및 광범위한 열영향부 영역 생성 을 최소화 할 수 있어 용융 용접 시 부수적인 공정들을 최소화 시킬 수 있는 장점이 있다.
특 집 논 문
페라이트계 스테인리스강의 마찰교반접합
大韓熔接․接合學會誌 第32卷 第2號, 2014年 4月 141
15
(a)
(b) (c) (d)
BM SZ HAZ
1mm
50㎛ 50㎛ 50㎛
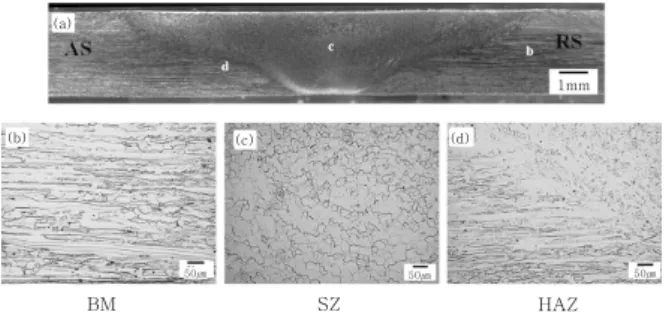
Fig. 1 (a) Cross-section perpendicular to the welding direction of the weld and related microstruc- tures indicated in the macrograph: (b) BM, (c) SZ, and (d) HAZ
(a) (b) (c)
100nm 100nm 100nm
Fig. 2 TEM micrographs and Cr profiles near grain boundary by EDS analysis in (a) BM, (b) SZ and (c) HAZ
BM SZ HAZ
(a)
(b) (c) (d)
1mm
50㎛ 50㎛ 50㎛
Fig. 3 (a) Cross-section and (b)-(d) optical micro- graphs after copper sulfate-sulfuric acid solution test
마찰교반접합기술 적용의 대부분은 알루미늄 (Al)합 금, 마그네슘(Mg)합금 및 구리(Cu)합금 등과 같이 융 점이 비교적 낮은 재료에 한정되어 왔으나 최근에는 철 강재료와 같이 비교적 융점이 높은 재료에 마찰교반접 합이 적용되고 있다. 철강재료의 마찰교반접합에 관한 연구보고는 툴재질 및 접합장치의 문제로 알루미늄 합 금과 같은 비철재료의 경우에 비하면 상대적으로 적다.
그러나 그 중에서도 스테인리스 강의 마찰교반접합은 툴재질의 마모문제가 일부 있음에도 불구하고 금속조직 적 특성에 관해 비교적 활발히 보고되고 있다.
따라서 본 연구에서는 마찰교반접합을 이용한 스테인 리스강을 적용한 연구 중 비교적 저가의 강재인 페라이 트계 스테인리스강의 마찰교반접합에 적용에 관한 연구 에 대하여 보고하고자 한다.
2. 페라이트계 스테인리스강의 마찰교반접합
페라이트계 스테인리스강을 피접합재로 사용하여 진 행된 연구 중 주목할 만한 연구로는 2012년 Ahn 2) 등 이 마찰교반접합된 409L 스테인리스강의 미세 조직 및 그에 따른 기계적 특성을 평가한 것을 들 수 있다. Ahn 등은 툴 회전 속도 700 rpm, 이송속도 60 mm/min의 접합조건에서 Si 3 N 4 마찰교반접합 툴을 이용하여 마찰 교반접합을 수행하였으며, 광학 단면 마크로 사진 및 미세 조직을 Fig. 1 (a)에 나타내었다. 단면 마크로 조 직 관찰 결과 접합 부 내 어떠한 내부 결함도 발견 되 지 않았으며 마찰교반접합 툴의 형상대로 교반부가 생 성된 것을 관찰할 수 있다. Fig. 1 (b)-(d)는 모재 및 교반부의 미세조직을 나타내었다. 모재의 경우 연신이 된 결정립이 관찰되었으며 교반부는 마찰교반접합에 의 해 미세한 등축정을 관찰할 수 있었다. 여타 페라이트 계 스테인리스강의 경우 마찰교반접합 시 교반부의 결 정립계에 마르텐사이트가 형성되는 경우가 있지만 409L 스테인리스강의 경우에는 마르텐사이트가 관찰되지 않았다.
접합부의 마르텐사이트 형성 여부는 접합부의 화학조성에 의 해 영향을 받으며 Balmforth-Lippold constitutional diagram에 의해 결정된다 3) . Balmforth-Lippold con- stitutional diagram의 식은 다음과 같다.
(1) (2) Balmforth-Lippold constitutional diagram에 대 입할 경우 페라이트의 분율은 최소 97Vol.%가 되며 이에 따라서 교반부내 마르텐사이트는 형성이 되지 않 았다고 보고되고 있다.
Fig. 2는 각각의 영역을 TEM/EDS 분석한 결과이 다. 일반적으로 스테인리스강을 용접 시 열영향부에서 Cr x C y 가 석출이 되어 입계부식에 악영향을 끼치는 것 으로 알려져있다. 하지만 409L 스테인리스강의 경우에 는 열영향부에서도 Cr x C y 가 관찰되지 않았으며 이에 따라 부식특성에도 특별한 악영향을 주지 않을것이라 사료된다.
Fig. 3는 각 영역에서 황산-황산동 용액을 이용하여
부식특성을 측정 한 결과이다. 교반부 및 열영향부 모
두 모재와 유사하게 어떠한 입계 부식도 관찰 되지 않
았으며 이는 Fig. 2의 TEM 관찰 결과와 부합하는 것
을 알 수 있다.
안병욱․최돈현․연윤모․정승부
142 Journal of Welding and Joining, Vol. 32, No. 2, 2014
16
Stir zone
-12 -10 -8 -6 -4 -2 0 2 4 6 8 10 12 Distance from weld center(mm) 250
200
150
100
50
0
V icke rs h a rdness(Hv)
Fig. 4 Distribution of Vickers hardness in the weld
800
700 600 500 400 300 200 100 0
Te nsile s tr engt h(MPa)
BM FSW joint
0 5 10 15 20 25 30 35 40
Y.S U.T.S Elon.The joint Fracture location(BM)
Fig. 5 Results of tensile test and photo of fractured specimen after tensile test
Fig. 6 Optical micrographs of friction stir welded 409M ferritic stainless steel joint
500 450 400 350 300 250 200 150 100 V ick e rs h a rd n e ss, H v @0 .5N, 15se c 50
Distance from weld centreline(mm)
-12-10 -8 -6 -4 -2 0 2 4 6 8 10 12 14 16 18 20 -14
-16 -18 -20
Fig. 7 Hardness profile of friction stir welded 409M ferritic stainless steel
Fig. 4와 Fig. 5에는 마찰교반접합부의 기계적 특성 을 평가하기 위해 경도측정과 인장시험을 실시하였다.
모재의 평균경도는 약 160 Hv이였으며 교반부의 평균 경도 역시 교반부와 유사하였다. 이는 앞서 서술하였듯 이 교반부내 어떠한 상변태도 일어나지 않았기 때문에 경도 역시 유사한 것으로 사료된다. 인장 시험의 경우 항복 강도와 최대 인장강도는 각각 약 370 MPa, 약 450 MPa이였으며 이는 모재와 유사하였다. 이는 경도 분포와 경향이 일치하는 것을 알 수 있었다. 반면 연신 율의 경우 모재 대비 50%인 17%인 것을 나타내고 잇다.
Lakshminarayanan 4) 등은 409M 스테인리스강을 텅스텐 합금 툴을 이용하여 툴 회전 속도 700 rpm, 이송속도 60 mm/min의 접합조건에서 마찰교반접합을 수행하였다. Fig. 6에는 각 영역에서의 광학현미경 관 찰 결과를 나타내었다. 앞서 409L 스테인리스강과는 다르게 교반부 내 결정립계에 마르텐사이트가 생성된 것을 볼 수 있다 (Fig. 6 (b)). 이는 앞서 말하였듯이
Balmforth-Lippold constitutional diagram의 식에 의해 마르텐사이트의 분율이 결정되게 된다. Balmforth- Lippold constitutional diagram의 식에 의해 계산 한 결과 대략적으로 페라이트의 분율은 80 Vol.%를 나타내었으며 마르텐사이트의 경우 20 Vol.%의 분율 을 나타내었다. 반면에 핀의 영향을 받은 교반부 (Fig.
6 (c))) 의 경우 마르텐사이트와 페라이트가 섞여있는 타원형의 띠가 관찰되었다.
Fig. 7은 409M 스테인리스강의 접합부 경도분포를 측정한 결과이다. 앞서 서술한 409L 스테인리스강의 접 합부 경도분포와는 다르게 교반부의 경도는 약 320-380 Hv로 모재 대비 약 2배의 경도분포를 나타내고 있다.
이는 교반부에서 생성된 마르텐사이트의 영향과 결정립 의 미세화에 의한 것으로 사료된다.
Table 1은 마찰교합접합된 409M 스테인리스강의
인장실험 결과를 나타내었다. 접합부의 수직방향으로
제조된 인장 시편의 인장 시험의 경우 모재 파단이 일
어났다. 그에 따라서 항복 강도와 최대 인장 강도는 모
재와 유사한 값을 나타냈다. 이는 앞서 Fig. 7에서 나
타낸 경도 분포와 일치하는 경향을 나타 내었다. 반면
마찰교반접합부분을 제조된 인장 시편의 경우 항복 강
도와 최대 인장 강도는 모재 대비 더욱 높은 값을 나타
페라이트계 스테인리스강의 마찰교반접합
大韓熔接․接合學會誌 第32卷 第2號, 2014年 4月 143
17
Joint
Yield strength
(MPa)
Tensile strength
(MPa)
Elongation (%)
BM 364 536 31
FSW joint (Failure in BM
region)
382 574 33
FSW
(all weld) 610 906 25
Table 1 Tensile and impact property of FSW joints in comparison with the base metal
내었다. 이는 앞서 언급하였듯이 교반부에 생성된 매우 미세한 결정립 및 마르텐사이트에 의한 것으로 사료된다.
3. 맺 음 말
기존 용융용접 대비 마찰교반접합을 스테인리스강에 적용할 경우 용융용접에서 발생하는 문제점들을 대부분 해결 할 수 잇다. 그러나 그동안 동종재 위주로 연구되 어 왔다면 향후에는 스테인리스강과 이종재료와의 접합 이 요구되는 분야에 마찰교반접합기술의 적용이 기대된 다고 하겠다.
∙안병욱
∙1986년생
∙성균관대학교 신소재공학부
∙마찰교반접합, 마찰교반점접합
∙e-mail : [email protected]
∙최돈현
∙1982년생
∙성균관대학교 신소재공학부
∙마찰교반접합, 마찰교반점접합
∙e-mail : [email protected]
감사의 글
본 논문은 산업통상자원부 글로벌전문기술개발사업 (과제번호 : 10044954)으로 지원된 연구결과입니다.
Reference