* (주)삼양감속기 생산기술팀
+ 교신저자, 선문대학교 기계공학과 (pyoun@sunmoom,ac,kr) 주소: 336-708 충남 아산시 탕정면 선문로 221번길 70
Multi-con와 ALPT을 활용한 TiAlN코팅층 표면연마 초경호브의 절삭특성 및 공구수명 평가
천종필*, 편영식+
(Manuscript received: Jun, 27, 2012 / Revised: Jul, 31, 2012 / Accepted: Aug, 29, 2012)
Evaluation Tool Life and Cutting Characteristics of Carbide Hob TiAlN Coating Surface Polishing Using Aero Lap Polishing Technology and Multi-con
Jong-Pil Cheon*, Young-Sik Pyoun
+Abstract
SCM420 steel cutting gear to improve the durability is quenched. When quenching, increases surface hardness, a change of the physical properties and machinability or fall. This study, using a solid carbide hobs skiving hobbing gear cutting finishing. And cutting tool solid carbide TiAlN coating hove when TiAlN coating on the surface of multi-con polishing hob conducted aero lap nano polishing for each cutting. Experimental results conducted aero lap nano coating on the surface polishing tool machinability was excellent. And aero lap nano polishing tool results were reduced 2.5 times the tool wear compared to TiAlN coated tools. Excellent results were 1.42 times longer tool life.
Key Words : Skiving(경화표면 절삭), Plasma assisted chemical vapour deposition(PACVD 플라즈마 화학적 기상 증착법), Aero
lap polishing technology(ALPT: 에어로랩 연마기술), Multi-con(복합연마제), Tool wear(공구마멸)
1. 서 론
최근 항공우주, 자동차, 첨단산업에서 강도를 유지하면서 경 량화를 도모하기 위해 난삭재(difficult-to-machine materials) 의 이용이 증가하고 있으며
(1)또한 강성과 마멸저항을 증가시 키기 위하여 재료를 담금질로 하여 사용하는 추세이다. 그에 따라 재료가 점차 고급화 하여 무게를 줄이는 것과 아울러 에너 지의 연비를 낮추는 획기적인 방안으로 연구는 확산되어 지고 있다. 이에 따라 절삭성이 나빠지는 것이 중요한 요소로 대두되 고 있다.
절삭공구는 모재와 마찰마모가 일어나면서 공구날은 돌발적
인 파손(catastrophic fracture), 치핑(chipping), 절삭날의 결손 등이 생기기 쉬고
(2), 양호한 절삭성능은 기대하기 어렵다.
따라서 절삭 공구 재료의 개발은 절삭가공의 능률향상에 크 게 공헌해 왔다. 그리고 연삭가공 외에는 수단이 없었던 경화 강의 가공을 가능하게 한 점이 큰 특징이라 할 수 있으며 특히 초경합금, 소결다이아몬드, 세라믹, CBN공구는 경화강의 절삭 에 그 특징을 발휘하고 있다. 또한 기상(vapour) 코팅기술을 점 목하여 공구수명과 절삭성을 한층 향상시키고 있다.
최근에는 플라즈마 화학적 기상 증착법(PACVD : plasma assisted chemical vapour deposition)의 기상 코팅기술은 코팅 표면은 딤플구조(dimple structure) 우수한 윤활작용을 가져오
Technical Papers
Table 1 Chemical composition of SCM420H steel
Element C Mn P S Cu Ni Cr Mo
wt. % 0.2 0.83 0.012 0.008 0.12 0.05 1.12 0.16
Table 2 Pinion helical gear specification Tooth profile Full depth tooth
Module 2
Pressure angle 20°
Number of tooth 15
Helical angle & hand of helix 25° RH Finishing Skiving
Gear tolerance JIS 2
Table 3 Heat treatment conditions of SCM420H steel
Hardness Quenching Tempering
HRC30 920℃ / 300min 180℃ / 180min 며, 다층막 코팅층은 다층막으로서 부하에 대한 저항을 극대화
시켜주어 표면경도가 높은 난삭재를 양호한 절삭성능을 발휘 하고 있다
(3~5). 그러나 아직도 절삭 중에 일어나는 미세한 기계 진동으로 날카로운 공구날의 코팅막이 파손과 더불어 절삭성 이 갑자기 떨어지는 것을 예방하는 경질의 표면을 나노연마로 공구수명을 개선할 필요가 있다.
최근에는 코팅기술과 나노연마기술의 융합기술이 연구가 진 행되고 있다. 표면의 나노연마는 고온에서의 마찰 및 마모를 개선하여 마찰계수를 낮게 하여 에너지 효율을 높이려는 기술 로 연구개발을 하고 있다. 특히 항공기, 자동차 엔진의 피스톤 링, 정밀 다이캐스팅 금형, 그리고 냉간단조 금형에서는 적용하 여 수명향상의 효과를 얻고 있다. 이에 따라 날카로운 절삭공구 의 경질 코팅막의 나노연마가 가능하게 되어 공구수명 연장과 가공정밀도가 향상되어지고 있다
(6~7). 이 신기술의 나노연마는 복합연마제(multi-con)를 사용하는 에어로랩 연마기술(ALPT : aero lap polishing technology)을 활용하고 있는데 아직 국내 에는 잘 알려지지 않은 신기술이다.
본 논문에서는 SCM420 강재를 담금질을 하여 경화처리 한 기어를 솔리드 초경호브를 이용하여 절삭을 하였다. 기존의 TiAlN코팅 초경호브와 에어로우랩 연마기술을 적용한 초경호 브를 절삭실험에 의하여 평가하였다. 성능평가는 절삭수량, 공 구마모 및 가공오차를 중심으로 실시하였으며, 이를 이용하여 솔리드 초경호브의 국산화 개발을 위한 기초자료와 산업현장 에서 생산성향상의 적정조건을 제시하고자 한다.
2. 본 론
2.1 에어로랩 연마기술
샌드블라스트(sand-blast) 머신에 복합연마제를 공기압 0.5~
0.8MPa으로 분사압으로 공작물의 표면에 활주시켜 발생하는 마찰력에 의해 연마가 이루어지는 기술이다. 특징으로는 코팅 한 날카로운 절삭공구, 냉간단조 금형 등의 연마로 많이 적용하 고 있다. 기계장치는 연마제를 분사한 알갱이를 회수, 운반, 투 입, 투사, 분출, 그리고 낙하를 순환 조절하는 장치로 낙하장치 하부에서 회수한 복합연마제를 벨트 콘베이어를 이용하여 장 치 상부의 슈트에 운반하고, 슈트로부터 분사 로타리 안으로 복합연마제를 투입시키면 복합연마제는 로타리 디스크를 회전 시켜 일어나는 원심력으로 투사되어 노즐을 통하여 분사되는 구조이다
(6). 국내에서는 이에 대한 연구가 진행되고 있다.
2.2 복합연마제
탄성고무와 다이아몬드 입자가 #3000~#6000를 혼합하여 가류공정으로 완성된 제품을 크기가 0.5~2mm 이형물체로 절단된 알갱이를 만들어 유분을 함유한 복합연마제이다. 복합
연마제 알갱이는 유분을 17% 함유된 상태가 최적의 탄성력을 유지할 수 있다.
2.3 스카이빙 기어절삭기술
절삭한 기어를 담금질을 한 후 치차의 정도를 높이기 위한 마무리 작업으로 연삭숫돌에 의한 기어연삭과 솔리드 초경호 브와 스카이빙머신에 의한 스카이빙 기어절삭 방법이 있다.
스카이빙 기어절삭은 절삭된 기어를 호브의 외경과 절삭속도 에 의해 호브의 회전수가 계산되고, 호브 날의 나사산수, 피치, 나선각과 공작물의 외경과 잇수에 따라 주축 오리엔테이션이 결정된다. 그리고 호브장착 주축과 연결된 메인 주축의 회전수 가 동기제어로 회전하는 호브는 절삭이송으로 기어의 이빨 (tooth)을 창성하는 절삭가공법이며, 절삭한 기어의 등급은 JIS 1~2급 정밀도를 얻는다. 그리고 가공방법으로 습식과 건식으 로 구분되는데 공구수명과 공작물의 정밀도를 얻기 위해 습식 방법이 많이 사용되고 있다.
3. 실험방법
3.1 실험재료 및 시험편
본 연구의 시험편은 피니언기어로 소재는 SCM420H로 압연
한 재료로서 화학성분은 Table 1에 보는 바와 같다. 기어사양
은 Table 2, 침탄담금질은 Table 3의 조건으로 실시한 유효경
화 깊이 0.8mm, 심부경도 HRC 30, 표면경도 HRC 61, 가공여
유는 125㎛이다.
Fig. 4 Multi-con picture
Fig. 5 Coating hob of aero lap before and after surface Table 4 Specifications of measuring system
List Name Model name Maker
Machine tool
Skiving machining 300CNC Koepfer Aero lap polishing
machining YT-300H Okamoto Tool &
Coating
Carbide hob
(Φ60×L60×N12) Module 2 Schnyder PACVD coating TiAlN Oerlikon balzers Gear tester Gear measuring tester P65 klingelnberg
(a) 300CNC M/C (b) Workpiece spindle Fig. 1 Skiving hobbing machine
Fig. 2 TiAlN coating carbide hob
Fig. 3 Gear tester(Klingelnberg P65) 3.2 실험설비 및 검사장치
본 실험에 사용된 실험 장치로 기어절삭은 스카이빙 호빙머 신, 공구 및 코팅은 TiAlN코팅을 한 초경호브, 코팅표면 연마 머신은 에어로랩 연마머신, 기어를 측정은 기어측정기로 실험 장치 사양은 Table 4와 같으며, Fig. 1은 스카이빙머신, Fig.
2은 TiAlN코팅 초경호브, Fig. 3은 기어측정기를 나타내고 있
다. 그리고 자료조사를 통하여 초경호브는 독일 DIN3968 규격 의 품질등급은 AAA급을 적용하였다. 또한 스카이빙 호빙머신 은 절삭 정밀도가 매우 높은 DIN 4급의 기어를 제작할 수 있는 정밀한 기어절삭 장비이고, 기어측정기 역시 DIN 1급 기어를 측정할 수 있다. 또한 에어로랩 연마 머신은 일본의 okamoto회 사의 YT-300H 모델로 머신을 사용하여 공기압 0.5MPa, 투사각 도 60°, 투사속도는 120km/sec의 절삭조건으로 실험하였다. 그 리고 연마제는 탄성고무와 다이아몬드 입자가 #3000~#6000를 혼합된 크기가 0.5~2mm 이형물체로 절단된 복합연마제로 Fig. 4에 나타내고 있다.
4. 실험결과 및 고찰
4.1 에어로랩 연마 전후 호브표면 측정에 대한 결과 및 고찰 에어로랩 연마 절삭조건은 공기압 0.5MPa, 투사각도 60°, 투 사속도는 120km/sec의 절삭조건으로 실험하였다. 그리고 연마 제는 탄성고무와 다이아몬드 입자가 #3000~#6000를 혼합된 크기가 0.5~2mm 이형물체로 절단된 Fig. 4의 복합연마제로 실험을 하였다..
Fig. 5는 코팅한 호브를 에어로랩 전후의 표면사진으로 확대
투영기로 호브느 40배, 절삭날은 300배로 확대하여 촬영한 표면
사진을 나타났다. 또한 처리 전은 표면이 광택이 없고, 처리 후는
표면이 광택과 경면이 나타났다. 그리고 Table 5의 TiAlN 코팅한
Table 5 TiAlN coating characteristic Micro vickers hardness(HV) 3,500
Coefficient of friction 0.3
Coating thickness(㎛) 2.5
Cutting temperature(℃) 800
Cutting speed(m/min) 100~180
(a) Gear profile and lead cutting error
(b) Gear specing cutting error Fig. 6 Hobbing cutting error
Table 6 Skiving cutting speeds condition
List Type V(m/min) F(mm/rev)
Experimental
condition (a) SKH55 and TiCN 100 0.8 Experimental
condition (b)
Carbide hob and
TiAlN 150 1.0
Experimental condition (c)
Carbide hob and
TiAlN+ALPT 150 1.0
Table 7 Hob cutting work of measurement data
Measurement section Action data
Profile(left flank) 16.9~34.7㎛
Profile(right flank) 10.9~29.1㎛
Lead(left flank) 30.7~31.1㎛
Lead(right flank) 29.5~37.1㎛
Tooth to tooth spacing(left flank) 12.6㎛
Tooth to tooth spacing (right flank) 12.8㎛
Total index variation 30.6~39.1㎛
Run-out 35.0㎛
호브 치형의 표면조도를 측정한 결과 Ra 0.26㎛, 에어로랩 연마 를 실시한 호브는 0.12㎛으로 2배 낮은 측정값이 나타났다.
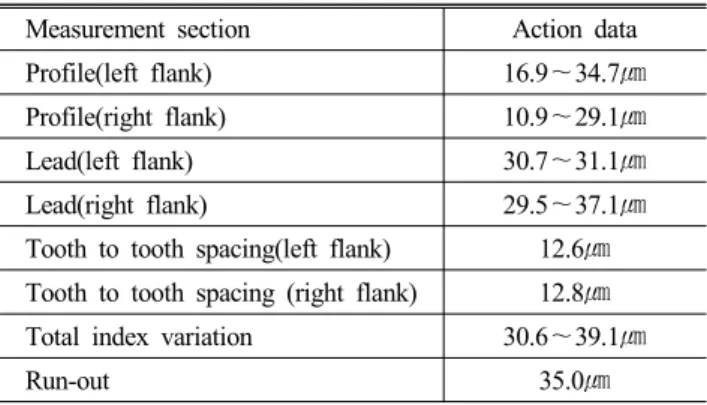
4.2 호빙 절삭 치차의 가공오차 측정에 대한 결과 및 고찰 Fig. 6은 호빙머신과 고속도공구강의 SKH55 재종의 호브에 TiCN 코팅한 A등급의 호브로 Table 6의 실험조건 (a)의 절삭
조건으로 절삭한 다음 그 공작물을 Table 3의 침탄담금질 조건 으로 침탄담금질을 실시한 후의 치형오차, 치선방향오차, 인접 피치오차, 누적피치오차, 흔들림오차를 측정한 데이터이다. 또 한 4개의 기어 이빨을 0°, 90°, 180°, 270°의 위치에서 왼쪽과 오른쪽 치면의 측정은 오차의 방향성을 관찰한 결과 방향성의 차이는 있게 미세하게 나타났다. 그리고 Fig. 6의 (a), (b)는 기 어측정기로 측정한 기록지이며, 그것을 정리한 표는 Table 7에 나타냈다. Table 7의 치차오차를 등급으로 평가한 결과 DIN 11급이며, JIS 7급으로 나타났다.
4.3 스카이빙 절삭 치차의 가공오차에 대한 결과 및 고찰 Fig. 7은 4.2장의 조건으로 가공된 공작물을 스카이빙 호빙머 신과 초경호브에 TiAlN 코팅을 실시한 A등급 호브로 Table 6의 실험조건 (b)의 절삭조건으로 절삭한 기어의 치형오차, 치선방 향, 인접 피치오차, 누적피치오차, 흔들림오차 등을 측정한 데이 터이다. 또한 4개의 기어 이빨을 0°, 90°, 180°, 270°의 위치에서 왼쪽과 오른쪽 치면의 측정은 오차의 방향성을 관찰한 결과 방향 성은 동일한 오차로 나타났다. 그리고 Fig. 7의 (a), (b)는 기어 측정기로 측정한 기록지이며, 그것을 정리한 표는 Table 8에 나타냈다. Table 8의 치차오차를 등급으로 평가한 결과 DIN 6급이며, JIS 2급으로 5등급 높은 치차정밀도를 나타났다.
4.4 호브 절삭날 등급에 의한 절삭수량으로 공구 수명에 대 한 결과 및 고찰
본 실험의 초경호브의 구분은 처음상태를 A class, 재연마로
(a) Gear profile and lead cutting error
(b) Gear specing cutting error Fig. 7 Skiving cutting error
Table 8 Skiving cutting work of measurement data
Measurement section Action data
Profile(left flank) 6.2~7.6㎛
Profile(right flank) 5.0~9.4㎛
Lead(left flank) 3.2~6.4㎛
Lead(right flank) 2.7~4.7㎛
Tooth to tooth spacing(left flank) 3.2㎛
Tooth to tooth spacing(right flank) 4.7㎛
Total index variation 7.5~9.0㎛
Run-out 9.0㎛
Fig. 8 Cutting quantity by hob blade class
Fig. 9 Skiving cutting error of TiAlN coating carbide hob 10~30% 호브날 두께가 감소된 상태를 B class, 30~60% 호
브날 두께가 감소된 상태를 C class, 60~90% 호브날 두께가 감소된 상태를 D class로 구분하고, 동일 등급에서 재연마 횟수
를 1 times, 2 times, 3 times으로 나타냈다.
Fig. 8은 Table 6의 실험조건 (c)의 절삭조건으로 절삭한 가 공수량으로 나타났다. TiAlN코팅한 호브는 A등급에서 1,500 개, D등급은 200개로 7.5배로 나타났으며, TiAlN코팅한 호브 에 에어로랩 연마를 한 A등급 호브는 1,700개, D등급은 350개 로 약 5배의 차이가 나타났다. 본 실험의 결과는 A등급의 처음 상태에서는 절삭부하에 대한 미세한 기계진동에 충분한 강성 을 유지하지만, D등급은 호브의 절삭날은 재연마로 인해 두께 가 줄어들면서 절삭부하와 충격부하로 인한 미세한 기계진동 이 호브의 절삭날에 굽힘 및 충격강도가 약해지기 때문으로 판 단된다. TiAlN코팅 호브에 에어로랩 연마 전후의 절삭성과 공 구수명은 약 1.42배 차이가 나타났고, 에어로랩 연마한 호브가 약 2,000개 절삭한 수량이 크게 나타났다.
4.5 TiAlN코팅 초경호브의 스카이빙 가공오차에 대한 결과 및 고찰
Fig. 9는 TiAlN코팅을 한 초경호브 A등급 호브로 Table 6의 절삭조건과 절삭깊이는 0.25mm으로 절삭을 하였으며, 절삭수 량에 따른 치차의 가공오차를 나타냈다. 이것은 가공수량에 따 른 절삭오차는 호브의 코팅층의 마모와 마멸로 절삭횟수가 증 가하면 가공오차가 커지는 현상을 알 수 있다.
초기에는 날카로운 절삭날로 절삭성이 우수하여 가공오차는
치형 1.3㎛, 리드 0.32㎛, 흔들림은 6.37㎛의 양호한 측정값을
얻었다. 그러나 절삭 회수와 가공수량에 따라 미세한 가공오차
가 증가하는 것을 보였다. 이것은 절삭부하로 고온과 미세한
Fig. 10 Skiving cutting error after dealing with Aero lap polishing to TiAlN coating carbide hob
Fig. 11 TiAlN coating carbide hob and Aero lap polishing is compared of skiving cutting error
Fig. 12 Photography of crater wear and flank wear hob blade surface(X300)
기계진동이 거친 코팅층의 구성인선이 발생하여 성장 하다가 탈락되어서 마멸과 파괴의 진행이 빠르게 나타났다고 볼 수 있 다. 이 실험의 결과는 400개 가공한 정점으로 치형의 가공오차 가 급하게 증가하여 1,200개 지점에서 치형 7.4㎛, 리드 3.1㎛, 흔들림 18.7㎛의 가공오차가 나타났고, 절삭날은 마모와 마멸 로 절삭부하로 회손이 급속도로 심하게 증가하는 지점으로 나 타났다.
4.6 TiAlN코팅 초경호브에 에어로랩 연마를 하여 적용한 초경호브의 가공오차에 대한 결과및 고찰
Fig. 10은 TiAlN코팅을 한 초경호브에 에어로랩 연마를 한 A등급 호브로 Table 6의 절삭조건과 절삭깊이는 0.25mm으로 절삭을 하였으며, 절삭수량에 따른 치차의 가공오차를 나타냈 다. 절삭수량에 따른 치차의 가공오차를 나타냈다.
초기에는 날카로운 절삭날에 의한 절삭성이 우수하여 가공오 차는 치형 0.8㎛, 리드 0.2㎛, 흔들림은 7.0㎛의 아주 양호한 측정값을 얻었다. 그러나 절삭 회수와 가공수량에 따라 미세한 가공오차가 증가하는 것을 보였다. 이것은 절삭부하로 고온과 미세한 기계진동에서도 빠르게 절삭날에 구성인선이 발생하지 않는 것으로 볼 수 있다. 이 실험은 1,000개 가공한 정점으로 치형의 가공오차가 급하게 증가하여 1,700개 지점에서 치형 7.1㎛, 리드 2.1㎛, 흔들림 18.4㎛의 가공오차가 나타났고, 절 삭날은 마모와 마멸로 절삭부하로 회손이 급속도로 심하게 증 가하는 지점으로 나타났다. 공구수명은 TiAlN코팅 초경호브에 비해 1.42배 효과를 얻었다.
4.7 4.5와 4.6의 가공오차를 비교에 대한 결과 및 고찰 Fig. 11은 TiAlN코팅을 한 초경호브와 TiAlN코팅을 한 초 경호브에 에어로랩 연마를 실시한 초경호브로 구분하여 각각 Table 6의 실험조건 (b), (c)의 절삭조건으로 절삭한 수량에 따 른 가공오차를 변화값을 보면 절삭성이 떨어지면서 가공오차 가 서서히 증가하는 경향이 나타나다가 실험조건 (b)는 400개 지점에서, 실험조건 (c)는 1,000개 지점에서 가공오차의 변화
가 크게 증가하는 경향이 뚜렷하게 나타났다.
Fig. 12는 공구현미경으로 호브 절삭날을 300배 확대한 사진 을 측정한 것이다. Table 6은의 (a), (b)의 절삭조건으로 150m 로 각각 절삭한 후의 호브의 절삭날 상면의 마모 및 마멸상태를 보여주는 것으로써 공구와 공작물이 절삭부하와 마찰에 의해 미세한 기계진동으로 절삭날에 충격부하가 나타나게 되고, 그 충격으로 코팅층이 파괴되고, 그 후 초경호브의 모재가 마멸되 는 진행과정을 볼 수 있다. 또한 고온으로 호브 절삭날의 마멸 및 코팅층 파손된 플랭크 마모, 크레이터 마모 등이 발생하는 것으로 나타났다.
5. 결 론
본 논문에서는 복합연마제와 에어로랩 연마기술을 활용한 TiAlN코팅층 표면 연마 초경호브의 절삭특성 및 공구수명을 실험을 통하여 다음과 같은 결론을 얻었다.
(1) SCM420 강재의 공작물을 호빙머신으로 절삭한 기어를 침
탄담금질의 열처리공정으로 마무리한 것은 치차의 정도가 JIS 7급인 것을 TiAlN코팅 솔리드 초경호브와 스카이빙 기어 절삭 방법으로 마무리한 치차는 JIS 2급의 정도를 얻 을 수 있었다.
(2) TiAlN코팅 초경호브에 복합연마제와 에어로랩 연마기술 전후의 스카이빙 절삭특성을 평가한 결과 TiAlN코팅한 호 브는 400개, 에어로랩 연마를 실시한 호브는 1,000개 시점 에서 치형오차, 흔들림 가공오차 커지는 경향을 실험을 통 해서 알 수 있었다.
(3) 솔리드 초경호브가 회전하면서 미세한 진동, 공작물과의 절삭충격, 절삭온도 상승, 칩 배출 등으로 호브 날의 플랭 크 마모, 크레이트 마모가 일정한 구간에서 확인할 수 있었 으며, 또한 가공오차와 가공수량을 고려할 때 공구수명은 TiAlN코팅 초경호브에 에어로랩 연마를 적용한 호브가 1.42 배 우수한 것으로 판단된다.
(4) 표면경도 높은 기어를 연삭숫돌에 의한 정삭으로 마무리하 던 것이 초경합금과 코팅기술의 약진과 스카이빙 절삭기술 의 향상으로 정밀도가 높은 기어의 제조, 마무리 공정으로 도 활용이 기대되며, 그리고 생산성이 높아져 기어제조 경 쟁력을 확보는 물론 자동차부품, 산업용 기계요소부품의 제조원가 경쟁력이 높아 질 것으로 사료된다.
후 기
본 연구는 (주)대창모터스에서 수행하는 골프카 개발사업의 지원으로 수행하였으며, 이에 감사드립니다.
References