DOI: http://dx.doi.org/10.14579/MEMBRANE_JOURNAL.2014.24.2.142
분리막 공정을 이용한 축산분뇨 처리장 액비의 고도처리
김 주 혜⋅김 승 건⋅이 호 원
† 제주대학교 생명화학공학과(2014년 3월 31일 접수, 2014년 4월 19일 수정, 2014년 4월 22일 채택)
Advanced Treatment of Liquid Fertilizer from Livestock Night Soil Treatment Facility by Membrane Separation Processes
Joo-Hye Kim, Seung-Geon Kim, and Ho-Won Lee
†Dept. of Chemical and Biological Engineering, Jeju National University (Received March 31, 2014, Reivised April 19, 2014, Accepted April 22, 2014)
요 약: 본 연구는 축산분뇨 처리장(바이오가스 플랜트) 액비의 고도처리에 적합한 공정을 도출하기 위한 기초 연구이다.
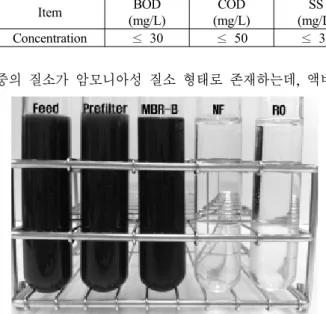
액비를 고도처리하기 위하여 나노여과 및 역삼투(reverse osmosis) 공정을 각각 사용하였고, 전처리공정으로서 담체를 첨가 하지 않은 MBR과 담체를 첨가한 MBR을 각각 적용하여 비교하였다. 액비의 질소는 주로 암모니아성 질소의 형태로 존재하 였다. MBR의 운전에서 담체(biomedia) 유무에 따른 COD, T-N 및 T-P의 제거효율에서 큰 차이는 없었으나, 담체를 첨가한 MBR의 TMP는 담체를 첨가하지 않은 MBR에 비해 매우 서서히 증가하였다. 전처리 공정으로 담체를 첨가한 MBR 공정을 사용한 경우, NF에 의한 COD, T-N 및 T-P의 제거효율은 각각 99.8, 86.5% 및 99.8%이었으며, RO에 의한 제거효율은 각각 99.9, 86.8% 및 99.9%이었다. MBR과 NF/RO 공정을 이용하여 처리한 액비의 최종 수질은 분뇨처리장 방류수 수질기준과 비교하였을 때, COD와 T-P는 방류수 수질기준을 만족하였으나, T-N은 수질기준에 부적합하였다. 따라서 T-N에 대한 방류 수 기준을 만족시키기 위해서는 MBR 조업 cycle의 조정 또는 나노여과/역삼투에 의한 2차 재처리 등의 개선이 필요한 것으 로 판단된다.
Abstract: This paper is to develop the process suitable for the advanced treatment of liquid fertilizer from the livestock night soil treatment facility (biogas plant). Nanofiltration (NF) and reverse osmosis (RO) process was used, respectively, for the advanced treatment of liquid fertilizer. And membrane bioreactor (MBR) with and without biomedia were tested, re- spectively, for the pretreatment. It was found that almost T-N of the liquid fertilizer was composed of ammoniacal nitrogen.
Transmembrane pressure of MBR with biomedia increased slowly during the operation time, while that of MBR without bio- media increased rapidly at the initial time. But there was no difference observed in the removal efficiencies of COD, T-N, and T-P irrespective of the dosage of biomedia. When the liquid fertilizer was pretreated by MBR with biomedia, the re- moval efficiencies of COD, T-N, and T-P were 99.8, 86.5%, and 99.8% by NF, and 99.9, 86.8%, and 99.8% by RO, respectively. Compared with the effluent quality standards of the livestock night soil treatment facility, the water quality treat- ed by MBR and NF/RO process met the standard for COD and T-P, but exceeded the permitted standard for T-N. In order to meet the effluent quality standard for T-N, it is necessary to change the MBR operation cycle or to add the secondary treatment by NF/RO.
Keywords: liquid fertilizer, biogas plant, nanofiltration, reverse osmosis, membrane bioreactor
1)1. 서 론
급격한 경제 발달로 인한 생활수준의 향상과 더불어
†교신저자(e-mail: [email protected])
축산물 소비가 급증하게 되었으며, 이로 인해 축산업의
규모도 대규모로 발전함에 따라 축산폐수의 양 또한 급
증하게 되었다[1]. 화학비료 사용이 일반화되기 전에는
축산분뇨가 대부분의 농촌에서 작물의 영양원 또는 토
양 개량제로 활용되었으나 가축 사육두수가 증가됨에
분리막 공정을 이용한 축산분뇨 처리장 액비의 고도처리 143
따라 한계 부하량을 초과하여 수질오염, 악취발생 및 위생악화 등 심각한 환경문제를 일으키고 있다[2].
2010년 제주도 축산분뇨 발생량은 1,314천 톤이었고, 이 중 약 80%는 자원화(퇴비, 액비)되었으며, 약 6% 정 도만 공공처리를 하고 있어서 공공처리 시설이 부족한 상황이다. 또한, 퇴비뿐만 아니라 액비의 경우에도 액비 의 미숙성으로 인한 악취발생으로 지역주민의 민원이 계속 발생하고 있다. 뿐만 아니라 축산분뇨에서 발생되 는 메탄은 이산화탄소에 비해 지구온난화 잠재력이 20 배나 높아 온실가스 저감을 위하여 메탄의 효과적인 처 리가 필요하다[3].
따라서 고유가에 대한 대비와 저탄소 녹색성장을 위 해서는 기존의 재래식 축산분뇨처리에서 탈피하여 축 산분뇨를 처리함과 동시에 신재생에너지를 얻을 수 있 는 기술 개발이 절실히 요구되고 있다. 축산분뇨는 가 장 풍부한 에너지 자원으로서 이를 에너지 자원으로서 활용하는 것은 축산업의 지속성과 경제성을 확보하는 데 있어서 매우 중요하다.
제주지역에서는 양돈분뇨를 이용해 전력과 액비를 생산하는 바이오가스 플랜트가 한림지역에 완공되어 2010년 10월 29일부터 본격 가동에 들어갔다. 이 바이 오가스 플랜트는 하루 50톤의 양돈분뇨를 처리하는 과 정에서 발생되는 메탄을 전기에너지로 전환하는 방법 으로서, 100 kW의 전기를 생산하도록 설계되어 있으 며, 혐기성 발효가 되는 완전 밀폐형으로 처리과정에 악취 발생이 없는 장점을 갖고 있다. 제주도는 이와 같 은 바이오가스 플랜트를 추가로 건설해 제주도내 전체 양돈 분뇨 발생량의 80%를 에너지로 자원화할 계획으 로 있다.
그러나 현재 운전되고 있는 바이오가스 플랜트의 운 전에 있어서 가장 큰 문제는 액비의 생산량에 비해 수 요처가 많지 않아 정상적인 운전이 곤란하다는 것이다.
따라서 액비의 수요가 적을 경우에는 바이오가스 플랜 트(가축분뇨 처리장)의 정상적인 운전을 위해서는 액비 를 저비용으로 고도처리하여 이를 방류/재이용할 수 있 는 수처리 기술 개발이 필요하다.
따라서 본 연구에서는 바이오가스 플랜트 액비의 수 요가 공급보다 적을 경우에 대처할 수 있는 액비의 고 도처리 방법을 모색하고 제시하였다. 액비의 고도처리 를 위하여 나노여과(nanofiltration)와 역삼투(reverse os- mosis) 공정을 각각 적용하였고, 막결합 연속회분식 생 물반응기(membrane-coupled sequencing batch reactor)
를 이용하여 전처리하였다[4-7]. 막결합 연속회분식 생 물반응기는 MBR의 한 종류로서 활성슬러지가 포함된 반응조에 폐수를 유입, 반응, 침전, 배출, 휴지 등의 단 계를 거쳐 처리하는 연속회분식 생물반응기 공정에서 침전 단계와 배출 단계를 분리막 여과로 대체한 공정이 다[8-11]. 담체(biomedia)를 넣지 않은 MBR과 담체를 넣은 MBR, 그리고 나노여과와 역삼투의 각 처리공정 에 대한 여과성능과 COD, T-N 및 T-P 등에 대한 처리 효율을 상호 비교함으로써 바이오가스 플랜트 액비의 고도처리 공정설계 및 최적 운전 조건 도출을 위한 기 초 자료를 제시하였다.
2. 재료 및 방법
2.1. 실험장치
본 실험에서 사용된 원수는 바이오가스 플랜트에서 양돈분뇨를 처리한 후 최종적으로 생산된 액비를 사용 하였다. 액비를 고도처리하기 시스템은 전처리 공정과 막분리 공정 2단계로 구성하였다. 전처리 공정으로는 MBR을 이용하였으며, 막분리 공정으로는 NF 또는 RO 공정을 각각 적용하였다. 본 연구에서 사용한 실험장치 를 Fig. 1에 나타내었다. 원수(액비)는 원심 펌프에 의 해 1 µm 카트리지 필터를 거친 후 MBR로 도입되며, MBR의 투과수를 일정한 유량으로 NF/RO에 의해 처 리되도록 하였다.
MBR에서의 원수 공급펌프(PH-080M, Wilo, Korea), 에어펌프(AD-40, Air Hi tech, Korea), 교반기(SPG geared motor, S610, Kumil Industrial CO. LTD, Korea) 및 흡입펌프(peristaltic pump, BP-90361, Won Corporation, Korea)의 작동은 PLC로 제어하였다.
MBR의 운전조건은 Table 1에 나타낸 바와 같이 유 입, 무산소 반응, 호기(비여과) 반응, 호기(여과) 반응을 연속적으로 실시하였으며, 한 사이클의 총 시간을 60분 으로 하여 반복운전을 하였고, 반응조의 working vol- ume은 17.8 L, 폭기량은 5 L/min으로 고정하였다.
MBR-B는 MBR 반응조에 담체(biomedia)를 넣은 반응
조로서 폭기에 의해 담체가 유동될 수 있도록 설계, 제
작하였다. 담체는 폴리우레탄 재질로 된 스펀지 형으로
크기는 가로 × 세로 × 높이가 5 mm × 5 mm × 5 mm
인 정육면체 모양을 사용하였고, 공극률은 95% 이상이
다. 담체의 투여량은 반응조 운전부피의 10%로 하여
운전하였고, 담체를 넣지 않은 반응조(MBR-A)와 비교
Fig. 1. Schematic diagram of hybrid process of MBR and NF/RO.
MBR-A MBR-B
Anoxic filing 2
Anoxic reaction 18
Aerobic reaction 40
(non-suction/suction = 10/10) Aerobic filtration
Biomedia dosage No Yes
Total 60
Table 1. Operating mode of MBR (Unit : min)
Item MBR NF RO
NF90-2540 XLE-2540 Membrane type Flat-sheet
type
Spiral wound type Membrane
material PVC Polyamide thin-film composite
Pore size (µm) 0.4 - -
Effective area
(m2) 0.17 2.6
pH range 2-10 2-11
Table 2. Characteristics of membranes
하였다.
NF와 RO 투과수는 필요한 만큼만 시료채취를 하고 남은 투과수는 막모듈을 투과하지 못한 농축수와 같이 다시 저장조로 리사이클 해서 공급액의 농도가 일정하 게 유지되도록 하였다. 막모듈 양단에는 압력게이지를 설치하여 막에 작용하는 압력을 측정하였고, 유입 및 투 과수량은 유량계를 설치하여 측정하였으며, 온도는 원 수공급탱크에 온도조절장치를 설치하여 일정(25 ± 1°C) 하게 유지되도록 하였다. NF/RO system으로 유입되는 유량은 4 L/min으로 고정하였고, 압력은 1.47, 1.96, 2.45, 2.94 MPa로 증가시키면서 운전하였다.
Table 2에 본 연구에 사용된 막의 특성을 나타내었 다. MBR system에 사용 된 막은 국내 P사에서 제조한 PVC 재질의 침지형 평막으로서 공극의 크기는 0.4 µm 이며, 막 면적은 0.17 m
2이다. NF/RO에 사용된 막은
국내 S사의 나노막과 역삼투막을 각각 사용하였으며, 모두 같은 크기의 나권형 막모듈을 사용하였다.
2.3. 분석방법
2.3.1. 여과저항
분리막으로 여과를 실시할 경우 이에 영향을 미치는 인자는 운전압력, 케이크 층의 두께, 막투과 유체의 점 도, 케이크 층의 공극률 그리고 입자의 크기 등이 있다.
분리막을 통한 물질이동을 설명하기 위하여 막분리 공
정에 관계되는 운전 조건과 물리적인 특성을 고려한 모
세관모델(capillary model), 필름이론모델(film theory
분리막 공정을 이용한 축산분뇨 처리장 액비의 고도처리 145
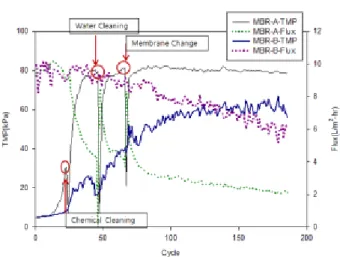
Fig. 2. Variations of TMP and permeate flux during MBR operation.
model), 직렬여과저항모델(resistance in series model) 등이 제시되어 있다. 이러한 여러 가지 모델 중 직렬여 과저항모델은 오염 정도를 정량화하기 쉬워 막오염 현 상을 설명하는데 일반적으로 사용되고 있다[12].
직렬여과저항모델에서 투과선속(permeate flux), J는 식 (1)과 같고, 총 여과저항, R
t는 식 (2)와 같이 나타낼 수 있다. 여기서, △P는 막간차압(transmembrane pres- sure), R
m은 막저항
(membrane resistance), R
f는 막오염 저항(fouling resistance)이며, R
c는 케이크 저항(cake re- sistance)이다.
µ
△ (1)
R
t= R
m+ R
f+ R
c(2)
R
m은 운전 전에 막간차압 변화에 따른 투과선속 변 화의 직선관계식으로부터 구할 수 있으며, R
t는 운전이 종료된 후 초순수를 여과하여 최종 막투과 유량과 막투 과 압력을 이용하여 계산하였다. 그리고 (R
m+ R
f)는 운전이 종료된 후 막 표면의 케이크 층을 스펀지를 이 용하여 제거한 후 초순수를 다시 여과하여 측정하였다.
2.3.2. 농도 분석
COD, 총질소, 총인 및 암모니아성 질소 농도는 각각 COD Digestion Reagent (HACH, U.S.A), Total Nitrogen Reagent (Cat. No. 26722-45, HACH, USA),
Total Phosphate Reagent (Cat. No. 27426-45, HACH, USA) 및 Ammonia Nitrogen Reagent (Cat. No.
24582-00, HACH, USA)를 각각 사용하여 DR 5000 Spectrophotometer (HACH, U.S.A)로 3회 이상 측정하 여 평균값으로 계산하였다.
MLSS (mixed liquor suspended solids)는 standard method[13]에 의해 측정하였고, 반응기 내부의 용존 산 소 농도(dissolved oxygen, DO)는 DO meter (DO-31P, TOA-DKK, Japan)를 이용하여 측정하였다.
3. 결과 및 고찰
3.1. MBR 및 NF/RO의 여과성능
담체(biomedia)를 첨가하지 않은 MBR (MBR-A)과 담체를 첨가한 MBR (MBR-B)에서 조업 시간에 따른 TMP와 flux의 변화를 Fig. 2에 각각 나타내었다. 본 연 구에 사용된 담체를 첨가한 MBR (MBR-B)은 김 등 [14]이 개발한 Hybrid 반응조를 기초로 제작하였다.
담체를 첨가하지 않은 MBR (MBR-A)의 경우 24번 째 싸이클에서 TMP가 급격하게 증가하여 조업을 중단 하고 부드러운 스펀지로 막의 표면에 형성된 케이크 층 을 제거한 후, 0.5% NaOCl 용액으로 막세정을 실시하 였다. 세정 직후의 TMP는 7.06 kPa로서 운전 초기의 TMP로 거의 회복되었으나, 두 사이클이 지나고 TMP 가 다시 30 kPa 이상으로 도달하였지만 투과수의 플럭 스는 잘 유지되고 있었기 때문에 다시 화학적 세정을 하지 않고 운전을 계속 진행하였다. TMP가 80 kPa에 도달하였을 때 다시 물 세정을 해주었고, 물 세정 직후 의 TMP는 운전 초기의 값으로 거의 회복하였지만 또 다시 TMP가 급격히 상승하여, 65번째 싸이클에서 막 교체를 하였다. 막 교체를 한 이후에도 TMP는 급격히 상승하였으나, 막세정 없이 운전을 진행하였고, 이에 따 라 투과선속이 계속 감소하였다.
그러나 담체를 첨가한 MBR (MBR-B)의 경우에는
185회의 싸이클(185시간) 동안 막세정이나 막교체 없이
운전을 진행할 수 있었으며, 담체를 첨가하지 않은
MBR (MBR-A)의 경우에 비해 TMP 상승이 현저하게
낮게 나타남을 알 수 있었다. 이와 같이 담체를 첨가한
MBR (MBR-B)에서 TMP 상승이 현저하게 낮게 제어
되는 이유는 담체가 폭기에 의해 유동하면서 막 표면에
형성된 케이크 층을 제거하기 때문이며, MBR 운전에
Fig. 3. Resistances in MBR.
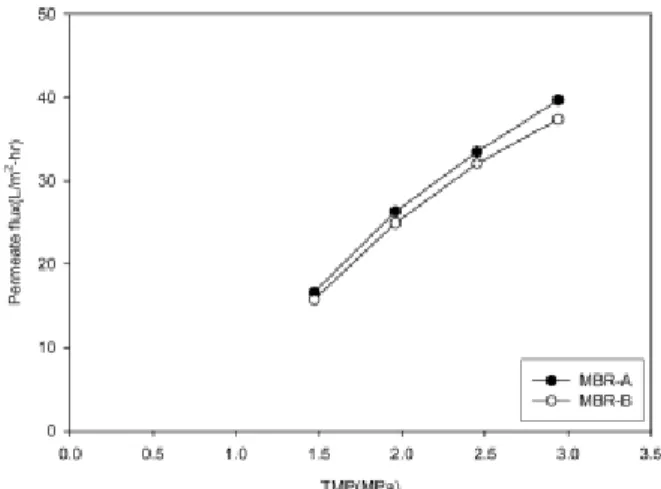
Fig. 4. Permeate flux of NF membrane as a function of transmembrane pressure.
Fig. 5. Permeate flux of RO membrane as a function of transmembrane pressure.
서 가장 큰 여과저항은 케이크 층에 의한 여과저항임을 확인할 수 있었다.
MBR 운전을 종료한 후에 반응기에서 막모듈을 꺼내 어 R
t, R
c및 R
f를 측정하여 Fig. 3에 각각 나타내었다.
담체를 첨가하지 않은 MBR (MBR-A)의 R
t, R
c, R
f및 R
m값은 각각 4.483 × 10
13m
-1, 4.459 × 10
13m
-1, 1.83
× 10
10m
-1및 1.139 × 10
11m
-1이었고, 담체를 첨가한 MBR (MBR-B)의 R
t, R
c, R
f및 R
m값은 각각 4.952 × 10
13m
-1, 4.873 × 10
13m
-1, 6.739 × 10
11m
-1및 1.147
× 10
11m
-1이었다. 담체 첨가 유무에 관계없이 막표면에 형성되는 케이크 층에 의한 여과저항이 주요 여과저항 임을 알 수 있었다. Kim 등[9]이 침지형 막결합 반응기 를 사용하여 합성 폐수를 처리하였을 때, R
t, R
c, R
f및 R
m값은 각각 4.211 × 10
12m
-1, 3.797 × 10
12m
-1, 2.89
× 10
11m
-1및 1.24 × 10
11m
-1이었다. 본 연구에서의 총 저항과 케이크 저항이 크게 나타난 것은 액비의 탁도가 매우 크기 때문으로 판단된다.
MBR-A 및 MBR-B로부터 얻은 투과수를 원수로 하 여 막간차압(TMP)에 따른 NF 및 RO의 투과선속을 측 정한 결과를 각각 Fig. 4와 Fig. 5에 나타내었다. 막간 차압의 증가에 따라 NF 및 RO의 투과선속은 증가하였 다. 그러나 그 증가폭은 서서히 감소하였으며, 이러한 경향은 RO에 비해 NF에서 뚜렷하게 나타났다.
3.2. 처리효율
3.2.1 화학적 산소요구량(COD)
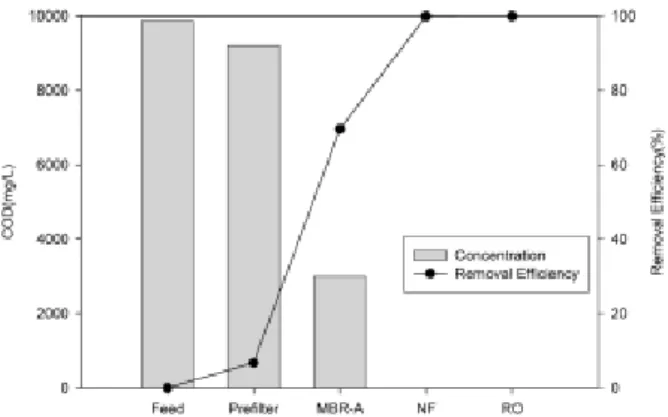
Fig. 6에는 MBR-A와 NF/RO의 혼성공정, Fig. 7에 는 MBR-B와 NF/RO의 혼성공정에서 각 공정 투과수 의 COD 농도 및 총 제거효율(원수를 기준으로 한 제거 효율)을 각각 나타내었다. 원수(액비)의 COD는 9,870 mg/L이었으며, 1 µm 카트리지 필터를 거치면서 9,200 mg/L (제거효율은 6.8%)이었다. MBR-A 반응조를 거 치면서 3,000 mg/L (제거효율은 67.4%)로 감소하였고, MBR-A 투과수가 NF 공정을 거친 후에는 7 mg/L (제 거효율은 99.8%)이었다. MBR-B 반응조의 투과수는 3,800 mg/L (제거효율은 58.7%)이었고, NF 공정을 거 친 후에는 6 mg/L (제거효율은 99.8%)로서 원수를 기 준으로 할 때 MBR-A와 MBR-B 반응조 모두 99.9%
이상의 총 제거효율을 보였다.
MBR-A의 투과수가 RO 공정을 거친 후에는 4 mg/L
분리막 공정을 이용한 축산분뇨 처리장 액비의 고도처리 147
Fig. 6. Concentrations and removal efficiencies of COD by 1 µm cartridge filter, MBR-A, NF, and RO process.
Fig. 7. Concentrations and removal efficiencies of COD by 1 µm cartridge filter, MBR-B, NF, and RO process.
Fig. 8. Concentrations and removal efficiencies of T-P by 1 µm cartridge filter, MBR-A, NF, and RO process.
Fig. 9. Concentrations and removal efficiencies of T-P by 1 µm cartridge filter, MBR-B, NF, and RO process.
(제거효율은 99.9%), MBR-B 투과수가 RO 공정을 거 친 후에는 3 mg/L (제거효율은 99.9%)로 감소하여 원 수를 기준으로 할 때 MBR-A와 MBR-B 반응조 모두 99.9% 이상의 제거효율을 보였다.
3.2.2. 총인(T-P)
MBR-A와 NF/RO의 혼성공정 및 MBR-B와 NF/RO 의 혼성공정에서 각 공정 투과수의 T-P 농도 및 제거효 율을 각각 Fig. 8 및 Fig. 9에 나타내었다. 원수의 T-P 는 131 mg/L이었으며, 1 µm 카트리지 필터를 여과하 면서 T-P성분은 120 mg/L (제거효율은 8.4%)로 감소되 었고, MBR-A와 MBR-B 반응조에 의해 각각 처리된 후의 T-P 농도는 모두 40 mg/L (제거효율은 66.7%)로 나타내었다. MBR-A 투과수는 NF와 RO 공정을 각각 거치면서 각각 0.08 mg/L (제거효율은 99.8%) 및 0.04 mg/L (제거효율은 99.9%)로 감소되었고, MBR-B 투과
수가 NF와 RO 공정을 각각 거치면서 0.07 mg/L (제거 효율은 99.8%) 및 0.04 mg/L (제거효율은 99.9%)로 감 소되었다. 원수를 기준으로 할 때 T-P의 제거효율은 NF/RO 공정을 통해 MBR-A와 MBR-B 투과수 모두 99.9%의 총 제거효율을 나타내었다.
3.2.3. 총질소(T-N)
Fig. 10에는 MBR-A와 NF/RO의 혼성공정, Fig. 11
에는 MBR-B와 NF/RO의 혼성공정에서 각 공정 투과
수의 T-N 농도 및 제거효율을 각각 나타내었다. 원수의
T-N은 3,870 mg/L이었으며, 1 µm 카트리지 필터로 여
과한 후의 T-N 농도는 3,850 mg/L (제거효율은 0.5%)
로서 1 µm 카트리지 필터에 의해서 T-N은 거의 제거
되지 않음을 알 수 있었다. T-N은 MBR-A와 MBR-B
반응조를 각각 거치면서 각각 2,280 mg/L (제거효율은
40.8%) 및 2,660 mg/L (제거효율은 30.9%)로 감소하였
Fig. 10. Concentrations and removal efficiencies of T-N by 1 µm cartridge filter, MBR-A, NF, and RO process.
Fig. 11. Concentrations and removal efficiencies of T-N by 1 µm cartridge filter, MBR-B, NF, and RO process.
Fig. 12. Concentrations and removal efficiencies of NH
3-N by 1 µm cartridge filter, MBR-A, NF, and RO process.
Fig. 13. Concentrations and removal efficiencies of NH
3-N by 1 µm cartridge filter, MBR-B, NF, and RO process.
다. MBR-A 투과수의 경우 NF 공정에 의해 410 mg/L (제거효율은 82.0%)로 처리되었고, MBR-B 투과수의 경우에는 360 mg/L (제거효율은 86.5%)로 각각 처리되 었다. 또한 RO 공정에 의해 MBR-A 투과수 MBR-B 투과수는 400 mg/L (제거효율은 82.5%) 및 350 mg/L (제거효율은 86.8%)로 각각 처리되었다. 원수를 기준으 로 하였을 때 T-N의 총 제거효율은 MBR-A 투과수의 경우 NF 및 RO 공정을 통해 각각 89.4% 및 89.7%의 총 제거효율로 처리되었고, MBR-B 투과수의 경우에는 각각 90.7% 및 91.0%로 각각 처리되었다.
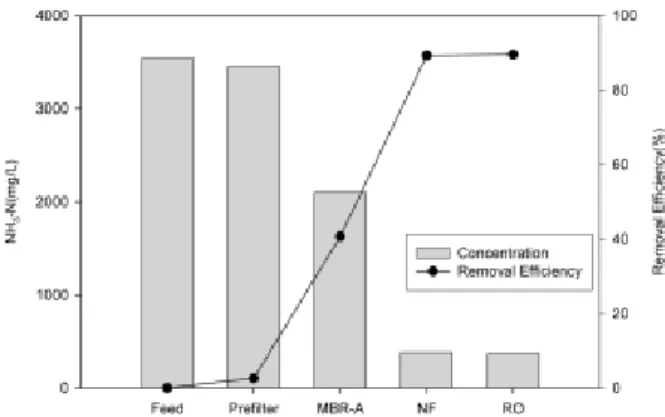
Fig. 12에는 MBR-A와 NF/RO의 혼성공정, Fig. 13에 는 MBR-B와 NF/RO의 혼성공정에서 각 공정 투과수의 암모니아성 질소(NH
3-N) 농도 및 제거효율을 각각 나타 내었다. 바이오가스 플랜트 액비의 총질소(T-N) 및 암모 니아성 질소(NH
3-N)의 평균 농도는 각각 3,870 mg/L 및 3,540 mg/L로 서로 유사하였으며, 액비의 질소는 주로
암모니아성 질소의 형태로 존재함을 알 수 있었다. 그러 나 MBR-A 및 MBR-B에서의 암모니아성 질소의 제거효 율은 각각 39.1% 및 28.1%로서 매우 낮게 나타났다.
암모니아성 질소는 식 (3) 및 식 (4)에 나타낸 바와 같이 질산화 미생물(Nitrosomonas, Nitrobacter)에 의해 각각 아질산성 질소와 질산성 질소로 산화된 후, 질산 성 질소를 질소가스로 환원(탈질미생물에 의함)하여 제 거 된다[15,16].
(3)
(4)
따라서 MBR에서 총질소의 제거율이 낮은 것은 액비
분리막 공정을 이용한 축산분뇨 처리장 액비의 고도처리 149
Item BOD
(mg/L)
COD (mg/L)
SS (mg/L)
Count of coliform group (cfu/mL)
T-N (mg/L)
T-P (mg/L)
Concentration ≤ 30 ≤ 50 ≤ 30 ≤ 3,000 ≤ 60 ≤ 8