Trans. Korean Soc. Mech. Eng. A, Vol. 37, No. 8, pp. 991~998, 2013 991
<학술논문> DOI http://dx.doi.org/10.3795/KSME-A.2013.37.8.991 ISSN 1226-4873
커먼레일 시스템 연료분사관의 피로수명 개선에 관한 연구
송세암* · 배준호** · 정성윤** · 김 철**†
* 부산대학교 창의공학시스템학과, ** 부산대학교 기계기술연구원
Study of Improvement in Fatigue Life of Fuel Injection Pipe of Common Rail System
Se Arm Song*, Jun Ho Bae**, Sung Yuen Jung** and Chul Kim**†
* Dept. of Creative Engineering System, Pusan Nat’l Univ.
** Research Institute of Mechanical Technology, Pusan Nat’l Univ.
(Received January 31, 2013 ; Revised April 12, 2013 ; Accepted May 20, 2013)
1. 서 론
친환경 자동차인 클린 디젤차량은 연비가 우수 하고, 온실가스의 주범인 CO2 배출량을 약 20%
감소시키므로, 전 세계적으로 경차, 고급승용차 그 리고 건설기계에 이르기까지 다양하게 적용되고
있다.(1,2) 클린 디젤차량의 핵심 기술인 CRDI
(Common Rail Direct Injection)는 전자화, 고압화를 통하여 엔진 출력증대, 연비향상, 배기가스저감 측
면에서 매우 뛰어난 성능을 보이고 있다. 1997 년 R. Bosh 에 의해 HSDI(High Speed Direct Injection)용 디젤엔진에 CRDI 기술이 적용된 후, 지속적인 연 구를 통하여 배기가스 배출기준인 EURO 기준을 만족시키는 제품을 양산하고 있다.(3)
CRDI 의 경우, 레일(Rail)이라 불리는 축압기에 서 고압연료가 연료분사관을 통하여 각각의 실린 더 룸의 분사기로 분배되며, 이 때 고압의 연료가 분사관의 내부에 영향을 주게 된다. 고압이 작용 하는 연료분사관의 파이프 앞끝(Pipe end)은 대부 분 냉간단조 공법 중, 헤딩공정(Heading)에 의해 제작되며, 헤딩공정 과정에서 미소한 성형결함이 Key Words: Fuel Injection Pipe(연료분사관), Process Design(공정설계), Heading Process(헤딩공정), Autofrettage(자긴
가공), Fatigue Life(피로수명), FEA(유한요소해석),
초록: 클린디젤 차량용 커먼레일 시스템의 연료분사관은 연료레일로부터 각각의 엔진 실린더에 연결된 인젝터로 연료를 공급하는 역할을 하며 반복 내압을 받게 된다. EURO 배기가스 배출규정 만족 및 연비 향상을 위하여 요구되는 연료의 압력은 200MPa 이상으로 증가하고 있으며, 성형결함이 발생하지 않는 헤딩공정과 내압 피로수명 향상을 위한 자긴처리 기술이 요구되고 있다. 본 논문에서는 250MPa 급 반복 내압을 만족할 수 있는 파이프 소재의 유동응력와 고주기 피로 데이터를 각각의 실험을 통하여 확보하 였고, 연료분사관 앞 끝의 성형결함 여부를 판단하기 위하여 헤딩공정에 대한 유한요소해석을 수행하였 다. 반복내압에 대한 내구수명 향상 및 신뢰성 확보를 위해 자긴공정에 대한 유한요소해석을 통하여 외 경부의 인장잔류응력까지 고려한 최적 공정설계 수행 및 피로해석을 통한 설계의 타당성을 검증하였다.
Abstract: The fuel injection pipe of a common rail system used in a clean diesel vehicle plays a role in supplying fuel from a rail to the injector of each cylinder connecting the engine under a repeated internal pressure. The fuel injection pressure is increased to over 200 MPa for satisfying EU emission standards and improving fuel efficiency, and a heading process and an autofrettage process are required for preventing folding defects and improving fatigue life. In this study, the flow stress and SN data of the material of the pipe are obtained through a tensile test and a fatigue test.
The heading process for checking the folding defects of pipe ends is performed by using FEA. Furthermore, the optimal design of the autofrettage process for improving fatigue life considering not only the compressive residual stresses of the inner surface but also the tensile residual stresses of the outer surfaces of the pipe under the repeated internal pressure is performed by using FEA. To verify the process design, fatigue analysis for the autofrettaged pipe is performed.
† Corresponding Author, [email protected]
Ⓒ 2013 The Korean Society of Mechanical Engineers
발생할 경우, 작용하는 내압에 의해 균열 및 파손 을 야기시켜 제품의 내구수명을 단축시킨다.
기존 연구의 경우, Song(4)은 실험계획법을 이용 한 예비성형체, 금형 및 공정 설계를 통하여 미소 한 접힘결함을 방지하여 내구수명을 개선시켰다.
내압을 받는 단층 중공소재의 강도 및 피로수명 개선을 위한 자긴처리의 경우 Park(5)과 Kim(6)이 직관과 곡관을 비롯하여 두꺼운 벽두께를 가진 압 력관에 대한 이론 및 유한요소해석을 수행하였고, X 선 회절을 이용하여 예측한 잔류응력과 실제 양 상을 비교한 연구도 진행되었다. 두께가 일정한 관에 대하여 잔류응력의 예측에 관한 연구는 포신 을 비롯한 대형 디젤엔진용 연료분사관의 자긴처 리에 적용되었다.(7) 그러나, 커먼레일 시스템 연료 분사관의 제조를 위한 자긴처리의 경우 적절한 기 준 없이 현장경험에 의존하여 자긴압력을 선정하 는 경우가 많았다. 자긴처리는 소재의 내벽에 압 축 잔류응력을 일으켜 내압에 대한 내구수명을 개 선시키지만, 외경부에서 발생하는 인장잔류응력으 로 인하여 취약한 부분의 균열 및 파손의 가능성 이 커지므로 외경부의 인장잔류응력의 영향도 반 드시 함께 고려해야 한다. 실제 제품의 경우, 연료 분사관의 체결부와 같이 두께가 일정하지 않는 형 상에 대한 소재 내부의 응력은 두께가 일정한 관 과는 다른 양상을 보이며, 이에 대한 이론적 해석 의 접근이 어렵다. 또한, 2014 년부터 발효되는 EURO6 배기가스 배출기준(8)을 만족시키기 위한 커먼레일 시스템의 연료분사계는 200MPa 수준의 압력을 요구하므로(9) 기존 소재 보다 항복비와 연 신율이 우수한 소재가 필요하고, 이러한 소재를 이용한 연료분사관 제작시 각각의 공정에 대한 검 증과 내압에 대한 내구수명을 개선할 수 있는 체 계적인 연구가 필요하다.
본 연구에서는 고강도, 고연신율 특성을 가진 합금강 재질의 열처리된 인발관을 이용하여 커먼 레일 시스템 연료분사관의 헤딩공정에 대한 유한 요소해석을 수행하였고, 주요 외부형상 치수 및 성형결함을 평가하였다. 또한 헤딩공정 성형해석 결과를 이용하여 자긴가공이 고려된 유한요소해석 을 수행하였고, 각각의 자긴도에 따른 연료분사관 주요 부위의 잔류응력과 안전율 80%를 반영한 최 대 작동압력 250MPa 에서의 유효응력을 평가하였 다. 해당 파이프 소재의 응력-수명(SN) data 와 피 로한도(Endurance limit)는 고주기 피로시험을 통하 여 구하였으며, 이를 연료분사관의 내압 피로해석 에 적용하였다. 해석결과를 토대로 내경부의 압축
잔류응력 뿐만 아니라 외경부에서는 발생하는 인 장잔류응력까지 고려한 피로수명에 대한 최적의 자긴도를 결정하였다.
2. 커먼레일 시스템 연료분사관
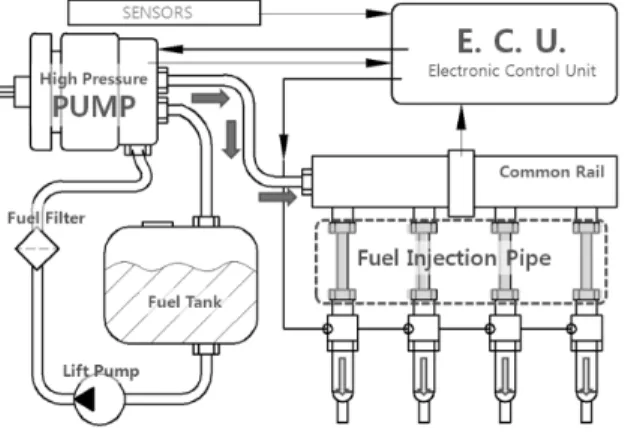
클린 디젤차량에 사용되는 커먼레일 시스템의 구조와 연료분사관의 형상을 Fig. 1 과 Fig. 2 에 각 각 나타내었다. 커먼레일 연료분사계는 Fig. 1 과 같이 엔진의 순간적인 운전조건에 따른 연료분사 를 위하여 ECU(Electronic control unit)제어에 의해 고압펌프는 고압으로 압축된 연료를 연료레일로 공급하고, 연료레일은 최적화된 압력을 유지하게 된다. 연료분사관을 통하여 공급된 연료는 솔레노 이드 밸브(Solenoid valve)가 장착된 인젝터에서 연 료분사가 이루어지며, 이 때 연료레일과 연료분사 관에서는 순간적으로 압력 저하가 발생하게 되고, 설정된 연료의 압력을 유지하기 위하여 연료레일 과 연료 분사관은 다시 고압펌프로부터 고압의 연 료를 공급받으므로 인하여 반복 내압을 받게 된다.
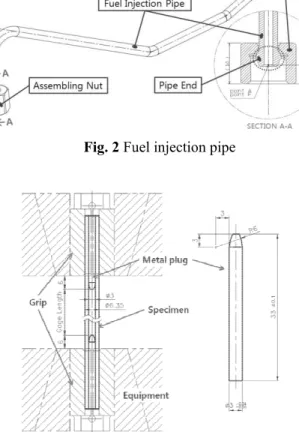
연료 분사관은 Fig. 2 와 같이 체결너트와 파이프로 구성되어 있으며, 연료레일 및 인젝터와 체결되는 파이프 앞끝(Pipe End)은 상온에서 헤딩공정에 의해 성형된다. 본 연구에 사용된 소재는 고압 연료 분사 관용 강관으로 외경은 6.35mm, 내경은 3mm(두께 1.675mm)로 열처리된 Fe-C 계열 합금소재 파이프이 다. 자동차 디젤 엔진-고압 연료 분사관 강관의 규격 (KS R 3044)에서 분류는 단층 강관에 해당하며, 강도 구분은 5(항복강도 450MPa 이상, 인장강도 600MPa 이상, 단면경도 260HV 이하)이다.
3. 파이프 엔드 헤딩공정
3.1 고압 연료분사관
연료분사관의 헤딩공정에서 발생하는 성형결함
Fig. 1 Common rail system
Fig. 3 Location of 은 대표적으로 (flash), 접힘결함
있다.(1,2) 대부분의
타나며, 이는 인이 된다.
함 기준 및 (KS R ISO 13296) 연료분사관과 형치수는 동일하다 식을 새로운 유한요소해석을 수 만족도를
3.2 소재 탄소성 유한 의 기계적 물성치를 하였다. 본
을 통해 제작된 으며, ASTM E8/E8M 에 메탈 플러그 사용하였다
Fig. 2 Fuel
Location of plugs 대표적으로 소재의
접힘결함(folding defect), 대부분의 성형결함은 이는 균열에 의한
. 연료분사관의 및 주요 치수에 (KS R ISO 13296)을 적용하며 연료분사관과 개발 대상
동일하다. 이에 새로운 합금강 소재에도 유한요소해석을 통하여
만족도를 평가하였다 물성 시험 유한 요소 해석에
물성치를 얻기 시험에 사용된 제작된 Seamless , ASTM E8/E8M 에서
플러그(Metal-Plug) 사용하였다. 제작된 시편의
커먼레일 시스템
Fuel injection p
lugs and grips in 소재의 미충진(unfilling), (folding defect), 좌굴
성형결함은 접힘결함 의한 연료누출 연료분사관의 경우, 파이프
치수에 대한 허용치는 적용하며, 현재 대상 연료분사관의
이에 기존의 헤딩공정 소재에도 동일하게 통하여 성형 결함발생 평가하였다.
해석에 필요한
얻기 위하여 인장시험을 사용된 시험편은
Seamless 미소 파이프를 에서 제안된 Full
Plug)를 삽입한 시편의 형상과
시스템 연료분사관의
pipe
in the specimen
(unfilling), 플래쉬 좌굴(buckling) 등이 접힘결함 형태로 연료누출 및 파손의 파이프 앞끝의 허용치는 KS 규격 현재 양산되고 있는 연료분사관의 형상과
헤딩공정 설계방 동일하게 적용시켜 결함발생 여부 및
필요한 합금강 파이프 인장시험을 수행 시험편은 관 인발 가공 파이프를 활용하였 Full-Section Tube 삽입한 시험방법을 형상과 메탈 플러그
연료분사관의 피로수명
pecimen 플래쉬
등이 형태로 나 파손의 원 앞끝의 결 규격 있는 형상과 외
설계방 용시켜
및 치
파이프 수행 가공 활용하였 Section Tube 시험방법을
플러그 및
시험결과를 복강도 치를 4 에서 와 내었다 냉간가공으로 유동응력곡선에 물성
다.
3
헤딩공정 경계조건은 헤딩공정에서 이다
여 탄소성 쉬(Mesh) 정조건을 하였고 부여하였다 성형부의 산되어진 표현을 0.03mm) 체(Rigid body) 피로수명 개선에
Fig.
Fig. 5 Flow 그립(Grip)의 시험결과를 토대로 복강도, 인장강도 치를 확보하였다
에서 나타내었으며 유동응력곡선 내었다. 헤딩공정 냉간가공으로 수행되어 유동응력곡선에
물성 Data (0.04/s)
3.3 헤딩공정
헤딩공정 성형해석을 경계조건은 Fig. 6 헤딩공정에서 소재와 이다. 이에, 결과값의
성형해석에는 탄소성 해석을
(Mesh)가 사용되었다 정조건을 고려하여 하였고, 20mm
부여하였다. 가공길이는 성형부의 체적에서 산되어진 8.48mm 표현을 위하여
0.03mm)로 적용하였다 (Rigid body)로
개선에 관한 연구
Fig. 4 Specimen after tensile test
Flow stress for 의 위치는 Fig. 3
토대로 공칭응력과 인장강도, 연신율, 확보하였다. 인장 시험편의
나타내었으며, 유한요소해석을 유동응력곡선(Flow stress curve)
헤딩공정 및 자긴공정의 수행되어 변형률 유동응력곡선에 대한 영향은
Data (0.04/s)를 공정의
성형해석 성형해석을 위한 Fig. 6 에 나타내었으며
소재와 금형의 결과값의 정확성과 성형해석에는 Deform-2D
수행하였으며 사용되었다. 실제 고려하여 소재의
, 20mm 이후의 길이방향으로는 가공길이는 체적일 체적에서 파이프의
mm 로 결정하였 위하여 메쉬밀도를
적용하였다. 펀치와 로 가정하였으며
연구
Specimen after tensile test
tress for alloy steel tube Fig. 3 에서 나타내었다 공칭응력과 공칭변형율
, 탄성계수에 시험편의 파단형상은 유한요소해석을 위한 (Flow stress curve)은 Fig. 5
자긴공정의 경우
변형률 속도(Strain rate) 영향은 작으므로
공정의 성형해석에
위한 해석 모델링
나타내었으며, 연료분사관의 금형의 형상은 축
정확성과 해석시간을 2D 를 이용하여 수행하였으며, 20,546 개의
실제 제품의 길이는 20mm 길이방향으로는
체적일정법칙을 파이프의 단면적을
결정하였고, 세밀한
메쉬밀도를 10-5 배(Mesh size = 펀치와 클램프
가정하였으며, 소재와
993
Specimen after tensile test
ube
나타내었다. (10) 공칭변형율, 항 탄성계수에 대한 물성 파단형상은 Fig.
위한 물성치 Fig. 5 에 나타 경우, 상온에서 (Strain rate)의 작으므로 인장시험 성형해석에 사용하였
모델링 형상과 연료분사관의 축 대칭 형상 해석시간을 고려하 이용하여 축 대칭 개의 사각 메 길이 및 공 20mm 로 결정 대칭조건을 법칙을 이용하여 단면적을 나누어 계 세밀한 성형형상 (Mesh size = 클램프 금형은 강 소재와 금형 간의 993
항 물성 Fig.
물성치 나타 상온에서
의 인장시험 사용하였
형상과 연료분사관의 형상 고려하 대칭
메 공 결정 대칭조건을
여 계 성형형상 (Mesh size =
강 간의
마찰은 일반적인 전단 마찰상수
파이프 앞끝의 류선 형상은 료되는 단계까지 발생하지 않은 접힘 결함이 완료 후, 펀치를 back)현상이 0.03mm 수준으로 과의 주요치수는 에서 알 수 다.
Fig.
Fig. 7 Node velocity and f
Fig. 8 Geometry 일반적인 냉간단조 마찰상수 0.12 를 적용하였다
앞끝의 결함예상 형상은 Fig. 7 에 나타내었다
단계까지 노드 않은 것과 단류선 결함이 나타나지
펀치를 제거하였을 현상이 발생하였으나
수준으로 미미하였다 주요치수는 Fig. 8
수 있듯이 주요
Fig. 6 Modeling and boundary condition
ode velocity and f
Geometry and dimensions 냉간단조 성형해석에서
적용하였다.
결함예상 부위의 나타내었다.
노드(Node)가 중첩되는 단류선 해석결과를
않음을 알 수 제거하였을 때, 스프링 발생하였으나, 최대 치수의
미미하였다. 체결부 Fig. 8 에서 나타내었으며
주요 치수와 공차를
Modeling and boundary condition
ode velocity and flow net of FEM results
and dimensions of a
성형해석에서 적용되는 노드 속도와 . 최종 성형이 중첩되는 현상이 석결과를 보았을
수 있었다. 성형 스프링 백(Spring 치수의 변화는 체결부 성형해석결 나타내었으며, Table 1 공차를 만족하였
Modeling and boundary condition
of FEM results
of a pipe end 적용되는 속도와 단 성형이 완 현상이 보았을 때,
성형 (Spring 변화는 약 성형해석결 Table 1 만족하였
of FEM results
성형하중은 형이
돌출부 나타내었다 시
최대 ton
자긴가공은 소성변형을 향의 발생하는 의
으로부터의 내압에 여한다 생하게 므로 환경에 한다 Table
A B C D E F G H
성형하중은 Fig. 9 형이 만나 충진될 돌출부 형성이 나타내었다. 최종
급격하게 하중이 최대 펀치하중은 ton 으로 프레스용량
자긴가공은 계산된 소성변형을 발생시킨 향의 압축 잔류응력을 발생하는 인장응력을
압축 잔류응력은 으로부터의 균열발생 내압에 의한 강도 여한다.(11) 반면 생하게 되고, 이는 므로, 실제 구조물의 환경에 따른 외경부의 한다. 이에, 자긴가공에
Table 1 Comparison between nominal dimensions and FEM results of dimensions
Nominal Dimensions A Φ8.60±
B Φ8.00± C Φ6.35± D Φ3.00± E 3.65 ± F 2.65 ±
G Φ4.5 mm under H 19.05 mm under
Fig. 9 Load prediction of FEM results Fig. 9 와 같이
충진될 때 급격하게 진행되는 과정에서 최종 리브형상
하중이 증가하는 펀치하중은 최종 펀치
프레스용량 50 ton
4. 자긴가공
계산된 정수압을 발생시킨 후 압력을 잔류응력을 발생시켜 인장응력을 상쇄하는 잔류응력은 반복적인
균열발생 및 균열의 강도 증가 및 반면, 외경부에서는
이는 외경부 구조물의 경우에는
외경부의 영향도 자긴가공에 의한
Comparison between nominal dimensions and FEM results of dimensions
Nominal Dimensions
±0.40 mm
±0.15 mm
±0.10 mm
±0.05 mm
± 0.2 mm
± 0.1 mm 4.5 mm under 19.05 mm under
Load prediction of FEM results 같이 소재 첫 끝부분과 급격하게 증가하였고
과정에서 완만한 리브형상(Rib) 충진 과정에서
증가하는 양상을 펀치 스트로크에서 50 ton 을 만족하였다
자긴가공
정수압을 이용하여 압력을 제거하여 발생시켜 작동내압에 상쇄하는 작용을 반복적인 내압환경에서
균열의 진전을 및 내구수명의
외경부에서는 인장잔류응력이 균열 발생의
경우에는 자긴가공 영향도 반드시
의한 내경부와
Comparison between nominal dimensions and FEM results of dimensions of a pipe
FEM Results of Dimensions
8.80 mm 8.01 mm 6.35 mm 3.00 mm 3.77 mm 2.66 mm 3.32 mm 1.77 mm
Load prediction of FEM results
끝부분과 금 증가하였고 안쪽 완만한 증가를 과정에서 다 양상을 보였으며, 스트로크에서 약 9.01
만족하였다.
이용하여 내경에 제거하여 원주방 작동내압에 의해 작용을 한다. 이때 내압환경에서 내경 진전을 억제시켜 구수명의 향상에 기 인장잔류응력이 발 발생의 원인이 되 자긴가공 후 내압 고려되어야 내경부와 외경부의 Comparison between nominal dimensions and
ipe end FEM Results of
Dimensions 8.80 mm 8.01 mm 6.35 mm 3.00 mm 3.77 mm 2.66 mm 3.32 mm 1.77 mm
Load prediction of FEM results
금 안쪽 증가를 다
, 9.01
내경에 원주방
의해 이때 내경 억제시켜
기 발 되 내압 고려되어야
외경부의 Comparison between nominal dimensions and
잔류응력에 직관에 대한 기법을 검증하였고 관 모델에
석하였다.
4.1 자긴가공 연료분사관 는 약 2.12 이론해석은
한 Tresca 항복조건과 치수에 대한
으로 인해
구간은 소성변형이 경계가 되는 및 외경을 각각 로 표현된다
( ) ( ) c a b a
ρ = −
− 자긴압력 응력이 내압과 여 식(3)과 항복강도, σ 응력을 나타낸다
Y c
σ = −σ
.
2
atf 3
P σ
= + ⋅ −
소성구간의
대입하고, 탄성구간의 이용하여 각
성회복응력을 할 수 있다 식(4), (5)와 응력을 구할 용이 가능하고 가능하며, r 지되지만 탄성과 은 불연속을
.
2 3
Y
atfθ b a r b a b r
σ = σ + − + −
= Y
atf 3
2
.
σ θ σ
대하여 이론식을 대한 유한요소해석
검증하였고, 계산된 적용하여 각
자긴가공 이론해석 연료분사관 파이프 소재의
2.12 로 계산된다 내외경비가 항복조건과 소재 대한 Lame 식(1
내경으로부터 소성변형이 발생하게 되는 반경을 탄소성반경
각각 a 와 b 라고 표현된다.
( )
(% OS, Over Strain) ( )
c a b a
−
−
(Patf.)은 파이프의 내압과 동일하다는
같이 나타낼 σc는 탄소성 나타낸다. (13)
2
2 2
2
Y c
b b −c
2 1
ln 1
3 2
Y c c
a b
σ
= + ⋅ −
소성구간의 잔류응력분포는 탄성구간의
각 방향의 응력분포를 성회복응력을 제거하여
있다. 각 구간에 와 같이 임의반경
할 수 있다. 식 가능하고 식(5)는
r=c 의 지점에서 탄성과 소성의 불연속을 나타낸다.
2 2 2 2 2 2
2 2 1 2 2 ln 2 ln
3
a b c b c c b c
b a r b a b r
= − + − + −
+
+ b c r b
1 2 2
2 2 2
커먼레일 시스템 이론식을 이용한 유한요소해석 결과를
계산된 자긴압력을 각 자긴도에
이론해석
소재의 내외경비 계산된다. 따라서, 자긴가공에 내외경비가 2 이상의
소재의 항복강도와
12) 을 적용하였다 내경으로부터 소재 두께방향으로
발생하게 된다.
탄소성반경 c, 라고 하면 자긴도
(% OS, Over Strain) 파이프의 내경에서 동일하다는 조건과
나타낼 수 있으며 탄소성 반경 c 에서의
2 2
ln 1 1 2
c c
a b
= + ⋅ −
잔류응력분포는 식(3 잔류응력분포는 응력분포를 나타내는 제거하여 각 구간의
구간에 대한 계산식을 임의반경 r 지점의
식(4)는 소성구간 탄성구간(c 지점에서 변형률은 소성의 물성 차이에
2 2 2 2 2 2
2 2 1 2 2 ln 2 ln
2 2
a b c b c c b c
b a r b a b r
− +
= + − + −
−
− b
c a b
a
2 2
2 2 2
2
시스템 연료분사관의 이용한 계산결과와
비교하여 해석 자긴압력을 연료분사
의한 영향을
내외경비(외경/내경 자긴가공에 대한 두꺼운 관에 항복강도와 내∙외경 적용하였다. 자긴압력 두께방향으로 일부 . 소성과 탄성의 c, 파이프의 내경 자긴도 ρ 는 식
(% OS, Over Strain) 내경에서 발생하는
식(2)를 이용하 으며, σY 는 소재의 에서의 반경방향의
3)에 자긴압력을 잔류응력분포는 Lame 식을
나타내는 식에 계산식을 도출 계산식을 중첩하면 지점의 원주방향 잔류
소성구간(a ~ c)에 ~ b)에 적용이 변형률은 연속성이
차이에 의해 응력값
2 2 2 2 2 2
2 2 1 2 2 ln 2 ln
2 2
a b c b c c b c
b a r b a b r
− +
= + − + −
− a c b ln
2 2
연료분사관의 피로수명 계산결과와
해석 연료분사 영향을 분
내경) 대한 관에 대
외경 자긴압력
일부 탄성의 내경 식(1)
(1)
발생하는 이용하 소재의 반경방향의
(2)
(3)
자긴압력을 식을 식에 탄
도출 중첩하면 잔류 에 적 적용이 연속성이 유
응력값
1 ln ln
a b c b c c b c
b a r b a b r
(4)
(5)
Fig.
Fig.
4
자긴가공에 을
탄소성 만개이며 건을 압력을 이프 경부에 같이 교를 원주방향
Fig. 11 내벽면 이 은 으며 재가 된다 형상이며 더 부 상과
피로수명 개선에
Fig. 10 Tangential residual autofrettaged pipe
Fig. 11 Tangential residual stress
pipe according to overstrain level and the FEM
4.2 유한요소해석을 자긴가공에 의한 위하여 단순 탄소성 유한요소해석을 만개이며, 위아래
건을 주었고, 내경부에는 압력을 제거하였다 이프 벽 두께의 경부에 각각 압축과 같이 나타났다.
교를 위해 임의의 원주방향 잔류응력을
Fig. 11 에서
내벽면의 압축잔류응력과 비례적으로
FEM 해석 값보다 으며, 이는 실험에서 재가 항복비가 된다. 이론해석의 형상이며 양 끝이
형상에 대하여 Head 및 Neck 상과 동일하게
개선에 관한 연구
Tangential residual autofrettaged pipe
Tangential residual stress
pipe according to overstrain level the FEM
유한요소해석을 이용한 의한 잔류응력
단순 직관의 자긴처리에 유한요소해석을 실시하였다
위아래 양 끝면은 내경부에는 제거하였다. 해석결과
두께의 원주방향 압축과 인장
. 이론 및 유한요소 임의의 자긴도
잔류응력을 Fig. 11 알 수 있듯이 압축잔류응력과
증가하였다.
값보다 일부 실험에서 얻은
높은 고강도에 이론해석의 경우에는
끝이 Open-ended 대하여 잔류응력을
eck 부위의 형상까지 구현하기 힘들며
연구
Tangential residual stress distribution of the
Tangential residual stresses of the autofrettaged pipe according to overstrain level
이용한 이론해석 잔류응력 값의 이론해석
자긴처리에 대한 실시하였다. 메쉬 끝면은 길이방향으로
자긴압력을 해석결과, 자긴처리에
잔류응력 분포는 잔류응력이
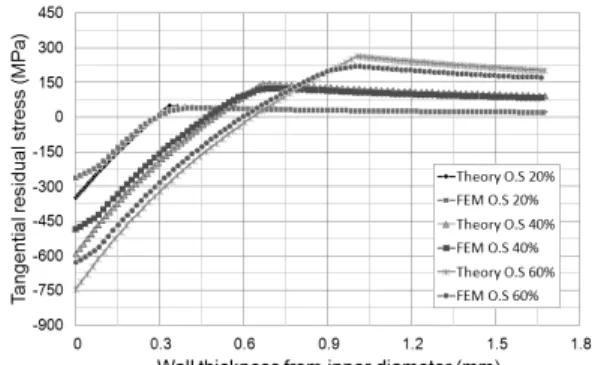
유한요소 해석결과의 20%, 40%, 60%
Fig. 11 에 나타내었다 있듯이 자긴도가
외벽면의 인장잔류응력 . 내경측의 이론해석 일부 낮은 경향을
물성에 의한 고강도에 기인한 것으로 경우에는, 완전한 원형
ended 된 단일 잔류응력을 구할 수
형상까지 고려한 힘들며 Neck 부위의
995
tress distribution of the
the autofrettaged by the theory
이론해석 검증 이론해석 검증
대한 축대칭 메쉬는 약 2 길이방향으로 대칭조 부여한 후 자긴처리에 의한 파 분포는 내∙외 Fig. 10 과 해석결과의 비 20%, 40%, 60%에 대한
나타내었다.
증가할수록 인장잔류응력 이론해석 값 경향을 나타내었 의한 오차와 소 것으로 판단 원형 실린더 단일 원형 실린 수 있으나, 외 고려한 실제 형 부위의 불연 995
tress distribution of the
the autofrettaged theory
검증 축대칭
2 대칭조 후 파 외 과 비 대한 증가할수록 인장잔류응력
값 나타내었 소 판단 실린더
실린 외 형 불연
속적인 형상에 의해 이론적 접근이 어렵다. 반면, FEM 해석의 경우는 실제 형상과 동일한 모델에 대하여 해석을 수행하므로 이론적 해석결과와 차 이를 나타낸다. 외부 Neck 부위의 경우, 해석모델 의 형상차이에 의해 이론해석 결과는 최대 응력이 약 250MPa, FEM 해석 결과는 최대 응력이 약 230MPa 를 나타내었다. 또한, 자긴도가 클수록 더 큰 압력이 가해지며 이는 이론해석모델과 FEM 해 석 모델의 형상이 다른 외부 Head 및 neck 부위에 작용하는 응력이 커지므로 해석결과의 차이가 더 커지는 원인이 된다. 내경측 일부구간을 제외한 파이프 반경방향의 전체 구간에 대하여 이론해석 값과 FEM 해석값 차이가 최대 약 8% 오차범위 내에서 일치하였다.
4.3 자긴가공된 연료분사관의 구조해석
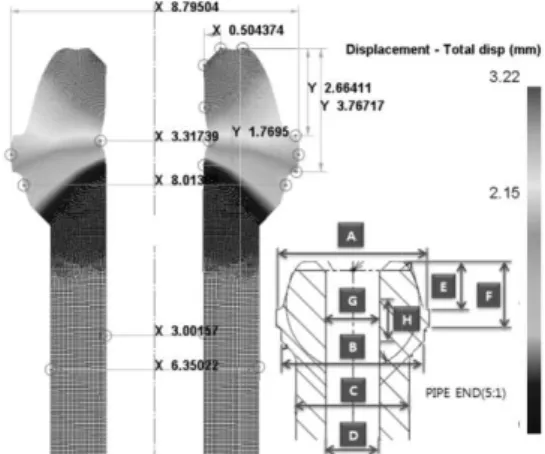
헤딩공정 해석결과 형상을 이용한 연료분사관 모델에 0%, 40%, 60%, 80%의 자긴도로 자긴처리 후, 최대 작동내압 250MPa 를 부여한 구조해석을 수행하였으며, 결과를 Fig. 12 에서 나타내었다. 해 석결과, 연료분사관의 직진부와 파이프 앞끝이 만 나는 목부위(Neck)에서 최대 유효응력이 발생하였 다. 이는 Fig. 13 과 같이 실제 다른 연료분사관의 균열 발생 위치와 동일하므로, 목부위가 응력집중 이 발생하는 가장 취약한 부위임을 알 수 있다.
이러한 현상은 형상이 급변하는 부분에서 자긴 처리에 의한 외경부의 인장 잔류응력이 균열 발생
Fig. 12 Effective stress of autofrettaged pipes of working pressure according to overstrain levels
Fig. 13 Crack example of fuel injection pipe
에 영향을 준 것으로 사료되므로, 연료분사관 파 이프와 같이 형상이 급변하는 관의 경우에는 이러 한 영향을 반드시 고려하여 자긴도를 선정 되어야 함을 알 수 있다. 이에, 0%, 20%, 40%, 50%, 60%, 80%, 100%로 자긴된 연료분사관 해석모델에 최대 작동내압 250 MPa 이 작용할 때의 연료분사관 직 진부와 목 부위(Neck)의 벽 두께에 따른 유효응력 을 평가하였고 결과를 Fig. 14 와 Fig. 15 에 나타내 었다.
직관부에서 자긴된 연료분사관의 경우, Fig. 14 에서 알 수 있듯이 자긴가공이 안된 연료분사관 (0%)의 내경 벽면의 유효응력(약 530Mpa)에 비해 자긴처리를 하였을 경우, 유효응력이 최대 약 70~100Mpa 로 감소하는 것을 알 수 있었으며, 자 긴도가 증가할수록 유효응력이 더 낮아지는 경향 을 보였다. 목부위에서 자긴가공이 안된 연료분사 관(0%)의 경우, Fig. 15 에서 알 수 있듯이 외측 표 면에서 최대 유효응력이 소재의 항복강도(800MPa) 를 넘어선 824MPa 을 나타내어 구조적으로 불안 정하였고, 자긴된 연료분사관의 경우, 최대 유효응 력이 항복강도보다 낮은 614 ~ 627MPa 을 나타내 어 구조적으로 안전하였다.
Fig. 14 Effective stress of straight part of pipe
Fig. 15 Effective stress of neck part of pipe
Fig. 16
Fig. 17
5.1 고주기 연료분사관의 험을 수행하였으며 피로한도(Endurance limit) 소하중/최대하중
측정을 위해 응력은 인장강도의 고, 25MPa
에서 3~5 회 시험용 시편은
고 있으나, ASTM E8/E8M Jaw face grip
우, 체결부의 효과에 의해 비정상적인 E2207-08 의 Fig. 17 과 편 내경에
러그를 삽입하였으며 콜레트 그립
제작한 시편의 을 수행하였고 과를 나타내었다 이용하였고, 축 인장 편진
각각의 하중조건에 결과, 107cycles 도(Endurance limit)
5.2 자긴된
자긴된 연료분사관의 을 위하여,
있는 모델의 구조해석 및 건은 앞의
16 Fracture of ASTM E8/E8M specimen
17 Tube specimen for
5. 반복내압
고주기 피로시험 연료분사관의 수명평가를
수행하였으며, 재료의 (Endurance limit) 최대하중)은 0 인
위해 Staircase method 인장강도의 약
25MPa 간격으로 변화시켜가면서 회 시험을 수행
시편은 인장시편을 , ASTM E8/E8M Jaw face grip 에 체결하여 체결부의 응력 집중과
의해 Fig. 16 과 파단이 의 두께가 얇은
같이 시험편을 ASTM E8/E8M 삽입하였으며, 그립(Collet grip)
시편의 신뢰성 수행하였고 앞서 실시한
나타내었다. 피로시험은 , 시험하중은
편진 하중을 부여하였다 하중조건에
cycles 에서 파단 (Endurance limit)는 575MPa
자긴된 연료분사관의 연료분사관의
자긴도에 따른 의 내경부에 및 피로해석을 구조해석과
커먼레일 시스템
Fracture of ASTM E8/E8M specimen
pecimen for high cycle fatigue
반복내압 수명평가
수명평가를 위하여 재료의 응력-수명 (Endurance limit)를 구하였다
인 완전편진이며 Staircase method 를 사용하였
약 2/3(600MPa) 변화시켜가면서
수행하였다. 일반적으로 인장시편을 이용하는
, ASTM E8/E8M 규격 파이프 체결하여 피로 시험을
집중과 Jaw 에 의한 과 같이 시편의
발생하였다.
얇은 관형 시험편을 시험편을 설계 및 ASTM E8/E8M 규격과
, 소재와 시험장비의 (Collet grip)을 사용하였다
신뢰성 검증을 위해서 실시한 인장시험과
피로시험은 만능유압시험기를 시험하중은 20Hz 속도로
부여하였다.
대하여 피로시험을 파단이 발생하지 575MPa 이다.
연료분사관의 피로해석 연료분사관의 작동내압에
따른 잔류응력결과를 작동내압 250MPa 피로해석을 수행하였다
동일하며,
시스템 연료분사관의
Fracture of ASTM E8/E8M specimen
high cycle fatigue
수명평가
위하여 고주기 피로시 수명(SN) data 구하였다. 응력비 R 완전편진이며, 피로한도
사용하였다. 초기 2/3(600MPa)으로 결정하였 변화시켜가면서 각 응력레벨 일반적으로 피로 이용하는 것을 권장하 파이프 인장시편을
시험을 진행할 의한 노치(Notch) 시편의 체결부에서 . 이에 ASTM 시험편을 응용하여
제작하였고 동일한 메탈 시험장비의 체결은 사용하였다.
위해서 인장시험 인장시험과 동일한
만능유압시험기를 속도로 정현파형
피로시험을 수행한 발생하지 않는 피로한
해석
작동내압에 대한 피로해석 잔류응력결과를 갖고 250MPa 에 대한 수행하였다. 주요 경계조 연료분사관에는
연료분사관의 피로수명
피로시 (SN) data 와
R(최 피로한도
초기 결정하였 응력레벨 피로 권장하 인장시편을
진행할 경 (Notch) 체결부에서
ASTM 응용하여 제작하였고, 시
메탈 플 체결은 인장시험 동일한 결 만능유압시험기를
정현파형 일 수행한 피로한
피로해석 갖고 대한 경계조
에는
Table
494 MPa (O.S 20%) 587 MPa (O.S 40%) 621 MPa (O.S 50%) 648 MPa (O.S 60%) 682 MPa (O.S 80%) 693 MPa (O.S 100%)
Fig.
최소 것으로 탄소함량이 델에 긴된 타내었으며 피로수명에 었다 로해석에 번 을 외부에 한다
해석결과 (800MPa) 타내므로 자긴처리를 피로수명은 으로부터
피로수명 개선에
Table 2 Results of fatigue analysis of autofrettaged pipes according to overstrain level
Autofrettage Pressure (O.S%) 0 MPa (O.S 0%) 494 MPa (O.S 20%) 587 MPa (O.S 40%) 621 MPa (O.S 50%) 648 MPa (O.S 60%) 682 MPa (O.S 80%) 693 MPa (O.S 100%)
Fig. 18 Effective stress and alternating stress autofrettaged pipe model of working 최소 20MPa, 최대
것으로 가정하였다 탄소함량이 약 델에 Goodman 이론을 긴된 파이프 대한 타내었으며, 각 피로수명에 대한 었다. Table 2 의 로해석에 적용되는
적용된 압력 발생시킨다.
외부에 발생하는 한다.
해석결과, Fig.18 (800MPa)보다 낮은 타내므로 S-N 선도 자긴처리를 하지 피로수명은 2x10 으로부터 얻은
개선에 관한 연구
of fatigue analysis of autofrettaged pipes according to overstrain level
Autofrettage ressure (O.S%)
Maximum alternating stress 0 MPa (O.S 0%) 657.59 MPa 494 MPa (O.S 20%) 339.67 MPa 587 MPa (O.S 40%) 306.73 MPa 621 MPa (O.S 50%) 315.61 648 MPa (O.S 60%) 321.78 MPa 682 MPa (O.S 80%) 327.82 MPa 693 MPa (O.S 100%) 346.46 MPa
Effective stress and alternating stress autofrettaged pipe model of working
최대 250MP 로 였다. 해당 Fe 0.2%인 연강
이론을 적용하였다 대한 피로해석 각 자긴도에 대한 대한 FEA 결과값을
자긴압력(Autofrettage pressure) 적용되는 압력이
압력이며, 파이프 . 이는, 작동내압이 발생하는 인장응력을
Fig.18 에서도
낮은 탄성영역내의 선도 기법의
하지 않은 연료분사관의 2x107Cycles 로
피로한도(575MPa) 연구
of fatigue analysis of autofrettaged pipes according to overstrain level
Maximum alternating stress
657.59 MPa 339.67 MPa 306.73 MPa 315.61 MPa 321.78 MPa 327.82 MPa 346.46 MPa
Effective stress and alternating stress autofrettaged pipe model of working
로 작동내압이
Fe-C 계열 합금강소재 연강에 분류되므로 적용하였다. FEA 피로해석 결과를 Fig. 18
대한 최대 교번응력 결과값을 Table 2
(Autofrettage pressure) 압력이 아닌 자긴공정에서
파이프 외부에 압축잔류응력 작동내압이 작용하였을 인장응력을 상쇄시키는
알 수 있듯이 탄성영역내의 응력분포를
피로수명평가를 연료분사관의 경우
로 나타났으나 (575MPa)를 기준으로
997 of fatigue analysis of autofrettaged pipes
Minimum life (Cyc.) Limited (2x107) Unlimited Unlimited Unlimited Unlimited Unlimited Unlimited
Effective stress and alternating stress for 50%
autofrettaged pipe model of working pressure 작동내압이 작용하는
합금강소재는 되므로 해석모 FEA 를 통한 자 Fig. 18 에 나 교번응력 및 Table 2 에 나타내 (Autofrettage pressure)은 피 자긴공정에서 한 압축잔류응력 작용하였을 때 상쇄시키는 작용을 있듯이 항복응력 응력분포를 나 피로수명평가를 하였다 경우(O.S 0%), 나타났으나, 피로시험
기준으로 내구 997 of fatigue analysis of autofrettaged pipes
50%
하는 는 해석모
자 나 및 내 피 한 압축잔류응력
때 작용을 항복응력
나 하였다.
(O.S 0%), 피로시험
내구