기획특집 반도체 기술-
대면적 OLED용 화소형성 기술별 현황 및 전망
전 우 식⋅이 성 택⋅권 장 혁† 경희대학교 정보디스플레이학과
Technology Status and Future Trend on OLED Pixel Patterning Process for Large Mother Glass Production
Woo Sik Jeon, Seong Taek Lee, and Jang Hyuk Kwon† Department of Information Display, Kyung Hee University, Seoul 130-701, Korea
Abstract: 소형 디스플레이용 AMOLED가 상용화 되면서 TFT LCD와 경쟁이 가능한 기술로 발전이 예상되고 있다. 대형 화의 목적은 저가격화를 통한 가격 경쟁력의 확보이며 이를 구현하기 위해서는 AM 기판 기술개발과 OLED 화소형성 기 술의 혁신이 요구되어진다. OLED 화소형성 기술은 현재 Fine Metal Mask법, laser법, 용액기반 잉크젯법 그리고 white OLED + C/F법 등으로 구분되어 개발이 되고 있으며 이들 기술의 현황과 미래를 정리 요약하였다.
Keywords: OLED, pixel patterning, fine metal mask, ink-jet, laser transfer
1. 서 론1)
최근 OLED 디스플레이는 LCD에 비해 자 발광, 저소비전력, 뛰어난 시인성 등의 우수한 특성을 인정받아 차세대 디스플레이로 각광을 받고 있으며 그리고 고효율, 친환경, 우수한 디자인성을 바탕으로 조명시장에서도 큰 주목 을 받고 있다[1]. 현재 디스플레이 분야는 수 동형 구동방식(passive matrix)을 적용한 패널 기술에서 발전하여, 삼성 SDI와 LG 디스플레 이가 2인치, 2.2인치 능동형 구동방식 AM (active matrix) OLED를 양산하고 일본의 Sony가 11인치 AMOLED TV를 판매하면서 세계적으로 OLED 산업을 부각시키고 있다.
그리고 올해에는 미국에서 열린 SID에서 삼성 SDI가 31인치 AMOLED TV를 제작하여 LCD와 경쟁할 수 있는 가능성을 보여주고 있 다[1]. 앞으로 OLED가 LCD와의 경쟁에서 이
†주저자 (E-mail: [email protected])
기기 위해서는, 소자의 특성도 중요하지만, 소 형패널의 양산에 안주하지 않고, 중형 및 대형 까지 양산할 수 있는 대면적 OLED 양산기술 개발이 무엇보다도 중요하다. 현재까지의 LCD 산업을 보면, 90년초 1세대 기판(300 × 350 mm)에서 LCD패널 양산을 성공한 이후 현재 에는 52인치 6장을 한번에 만들 수 있는 8세 대 기판(2500 × 2200 mm2)까지 성장하였다.
기판크기의 증가는 생산량을 늘릴 수 있고, 제 품을 단가를 낮출 수 있기 때문에 시장에 빠 르게 확산할 수 있는 기반을 조성하였다. 기판 크기의 증가는 단순히 기판 크기만 증가한 것 이 아니라, 기판 크기에 맞는 LCD 소재, 공정 및 장비 기술의 개발 및 발전이 선행되었기 때문에 가능한 일이었다. 이와 같이 OLED 디 스플레이도 기판대형화를 위한 여러 가지 기 술이 선행되어 개발이 이루어져야 한다. 현재 대형화의 가장 어려운 기술은 OLED용 TFT (Thin Film Transistor) 기술의 개발과 대면적 OLED 화소형성 기술의 개발 부분이다. 본 보
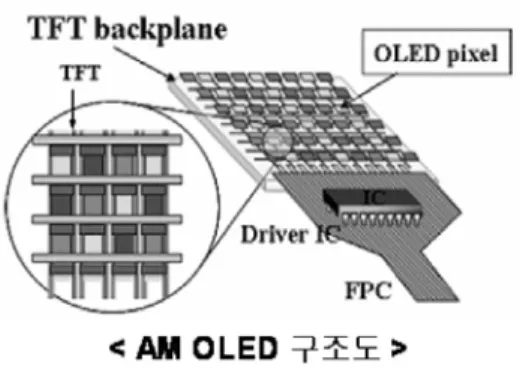
Figure 1. AMOLED 구조와 화소의 형태.
고서에서는 현재 개발이 활발히 진행되고 있 는 OLED 대면적 화소 형성기술에 대하여 소 개하고자 한다.
2. 대면적 화소형성 기술의 정의
디스플레이에는 full color display 구현을 위 하여 빛의 3원색인 빨강, 초록, 파랑의 기본 화소가 필요하다. 이 화소에서 방출되는 빛들 의 혼합을 통해 우리가 원하는 화상의 색들을 구현하게 된다. 화소형성 기술이란 빨강, 초 록, 파랑의 기본 화소의 형성 방법을 말하는 것으로 매우 정교한 인쇄기술이 필요하다.
AMOLED에서 화소의 구조는 Figure 1에서 나타낸 것처럼 위에서 관측 시 TFT 기판 위 에 일반적으로 RGB가 각각 형성된 구조를 가 지며, 위쪽에서 보면 각 화소사이에 블랙매트 릭스가 형성되어 있다. 이는 OLED의 다양한 발광방식인 전면 발광(top emission), 배면 발 광(bottom emission), 양면 발광(both side emission)과는 상관이 없이 이루어져 있다.
AMOLED에 있어 화소의 형성방법으로는 증착방식을 이용하는 fine metal mask (FMM) 방식과 white OLED + color filter (C/F)방 식, 용액 인쇄방식인 잉크젯 방식과 레이저 인 쇄법으로 나눌 수 있다. FFM방식은 진공챔버 안에서 마스크를 기판에 align하여 원하는 영
역에만 유기물을 증착하여 화소를 형성하는 방식이다. 이 방식의 경우 RGB의 삼원색을 각각의 발광층에 직접 형성 활용하여 그 소자 의 특성과 빛의 이용효율이 높은 장점을 갖고 있다. 사용하는 재료는 저분자 물질을 이용하 고 있다. White OLED + C/F 방식은 white OLED를 증착방식으로 전면에 증착한 후 백 색의 빛을 color filter를 통해 화소를 나타내는 기술이다. 잉크젯 방식은 용액으로 만들어진 유기물질을 노즐과 헤드를 통하여 원하는 pixel 부위에 drop하여 인쇄하는 기술이다. 레 이저 전사법은 도우너 기판 또는 전사기판 상 에 증착 재료나 용액 재료를 성막한 후 하부 기판과 합착하여 광학 스테이지 위에서 레이 저의 스캔에 의해 패터닝이 이루어지는 방법 으로써, 현재 많은 관심을 끌고 있는 방법이 다. Table 1에서는 기술에 따른 특징 및 현황 을 간단히 나타내고 있고, 다음에서 각각의 기 본적인 원리와 문제점을 알아보자.
3. Fine Metal Mask (FMM) 법
FMM 방식은 주로 저분자 재료를 적용하여 고진공하에서, Figure 2에서 보여지는 바와 같 이 박막의 금속 mask를 기판에 밀착시켜서 원하는 위치에만 OLED 재료를 증착하여 화소 를 형성시키는 방법이다. Full color OLED의
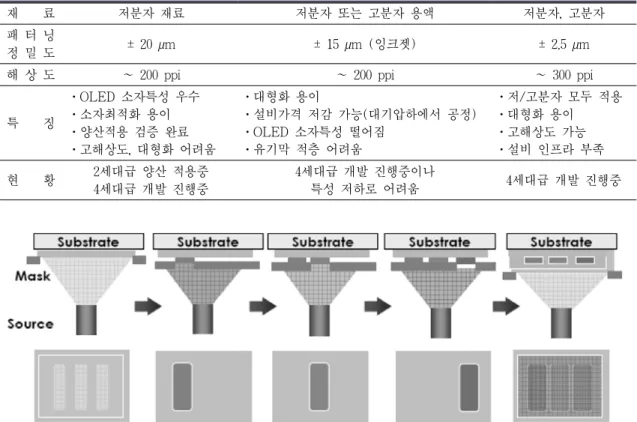
Table 1. OLED RGB 독립 패터닝 방식 비교표
구 분 FMM 방식 용액 인쇄방식 Laser 방식
재 료 저분자 재료 저분자 또는 고분자 용액 저분자, 고분자
패 터 닝
정 밀 도 ± 20 µm ± 15 µm (잉크젯) ± 2.5 µm
해 상 도 ~ 200 ppi ~ 200 ppi ~ 300 ppi
특 징
⋅OLED 소자특성 우수
⋅소자최적화 용이
⋅양산적용 검증 완료
⋅고해상도, 대형화 어려움
⋅대형화 용이
⋅설비가격 저감 가능(대기압하에서 공정)
⋅OLED 소자특성 떨어짐
⋅유기막 적층 어려움
⋅저/고분자 모두 적용
⋅대형화 용이
⋅고해상도 가능
⋅설비 인프라 부족 현 황 2세대급 양산 적용중
4세대급 개발 진행중
4세대급 개발 진행중이나
특성 저하로 어려움 4세대급 개발 진행중
Figure 2. FMM법 공정개략도.
구현을 위해서는 red, green, blue 각각 세 번의 mask 공정을 거치게 된다. 통상적으로 OLED 에 이용되는 FMM은 50 µm 두께의 금속 박 막을 이용하여 제조하게 된다. 이러한 박막 금 속을 공정상에서 다루기 위해서 FMM을 금속 frame에 용접하여 이용하며, FMM과 기판의 밀착도를 향상시키고, 패턴 정밀의 향상을 위 하여 FMM에 일정한 힘을 가하여 스트레칭 시킨 후 frame에 용접하는 인장 용접 방식을 이용한다. 특히 대면적화를 위해서는 FMM의 설계 및 제작 기술의 향상뿐만 아니라 인장 및 용접 관련 기술 개발도 이루어져야만 한다.
FMM법에 있어서 패턴 정밀도는 Figure 3 에서와 같이 shadow effect, mask total pitch 변동, 그리고 mask slit tolerance로 설명되어 진다. Shadow effect는 OLED 재료를 가열하
여 증착시키는 source 크기 및 그 위치, FMM 의 두께와 open 영역의 크기, 그리고 기판과 FMM의 밀착도 등에 의하여 결정되며, 현재 는 약 2~5 µm인 것으로 알려져 있다. FMM의 제작 및 인장/용접 공정에서 야기되는 FMM total pitch 변동은 ± 10 µm 수준이며, slit tolerance는 ± 10 µm 정도이다. 그리고 FMM 을 기판 상에 align하는 위치정밀도는 ± 5 µm 이내이며, 그 결과 FMM의 패턴 정밀도는 대 략 ± 20 µm 정도라고 할 수 있다.
이러한 FMM법의 정밀도와 공정성의 개선 은 꾸준히 진행되고 있다. 삼성SDI에서는 4세 대 기판의 절반 크기인 460 × 730 mm2에서의 FMM제작 용이성 및 패턴 정밀도를 향상시키 기 위하여, 460 × 730 mm2 크기의 FMM를 직접 제작하는 방식이 아닌, 몇 개의 block으
Figure 3. FMM법에서의 패턴 정밀도 결정 요인들.
로 나누어 제작한 후, frame에 인장 용접하여 사용하는 분할 마스크 방식을 개발 적용하고 있다. 또한, 대면적 증착에 있어서 한 칼라의 증착을 통상적으로 하나의 FMM을 사용하는 것과는 달리, 두 번에 나누어 증착하는 방식도 개발 중이다. 삼성 SDI는 이러한 기술 개발 성과의 하나로써, 2008년 CES show에서 31'' FHD TV를 발표하기도 하였다[1]. 한편 대만 의 AUO는 같은 색의 화소를 서로 인접하게 위치시키는 새로운 sub-pixel design을 개발하 였으며, 135 ppi 해상도의 FMM을 이용하여, 270 ppi의 3'' VGA AMOLED를 개발하고 2005 년 일본 FPD international 학회에 발표하기도 하였다.
기판이 대형화됨에 따라서, 증착기 내에서의 기판 처짐 현상은 더 심화되게 된다. 아울러 인장, 용접된 FMM에서의 처짐 현상도 예상 되므로, FMM의 설계 및 제작 기술뿐만 아니 라, 증착 장비에 대한 연구도 중요하며, 실제 로도 장비에 대한 연구 개발이 세계적으로 활 발하게 진행되고 있다.
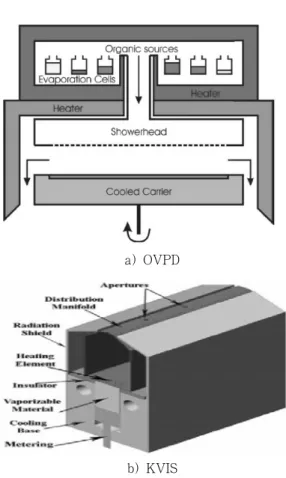
증착장비로는 미쯔비시 중공업에서 In-line 형태의 OLED 진공증착 장비를 개발하여 2009 년부터 제품 양산 계획하고 있고, Tokki는 최근 삼성 SDI에 730 mm × 460 mm2의 AMOLED 장비를 납품, 현재 pannel 생산 중에 있다. 독일 의 Aixtron은 CCS (close coupled showerhead) 방식을 이용한 OVPD (Organic vaper phase
a) OVPD
b) KVIS
Figure 4. Aixtron사의 OVPD와 Kodak의 KVIS.
deposition)장치를 개발하였지만, 대면적에는 아 직 미적용하고 있는 상태이다. 또한 압력 센서 를 통한 제어 및 host, dopant혼합 증착 방식을 사용한 Kodak의 KVIS (Kodak vapor injector source)가 있다.
국내의 증착장비로는 주로 2세대급으로 양 산을 진행하고 있으며, 4세대 기판을 절단하여 증착 및 봉지 공정을 진행하고 있다. TV를 생산하기 위해선 5세대급 이상의 대면적 장비 가 필요하며, 저가 생산이 가능하도록 빠른 tact time 및 물질 사용 효율을 향상시킬 수 있는 기술이 필요하다. 국내 업체로는 선익시 스템, ANS, 두산 메카텍 등이 AMOLED 증 착장비 생산하고 있다[2]. 선익시스템은 국내 에서는 최초로 2세대급 PMOLED 장비 양산 화에 성공하여 네오뷰코롱에 납품, 삼성 SDI 와 삼성 전자에는 pilot급 2세대 AMOLED 장 비 납품, 독일과 중국에 2세대급 양산 장비를 수주하고, 두산 메카텍은 4세대급(730 × 920 mm2) 연구용 증착기 제작 기술을 보유하고 있으며 삼성SDI의 4세대 레이저 전사법 pi- lot설비의 증착 설비를 납품하였으며, 최근 CMEL에 3.5G 장비를 수주하고 있다. 한편, ANS는 DSP라는 측면 및 하향 증착이 가능한 방식을 개발 중에 있다. 국내 기업들은 전반적 으로 연구개발용 증착기 기술은 우수한 편이 나 양산기술 일본 기업에 비해 다소 미진한 편이라 할 수 있다. 이런 증착기술은 타 기술 에 비하여 소자의 효율과 안정성 부분에 있어 우수하지만 현재 국내 및 해외에서 사용 중인 증착 system의 대부분은 대형 기판으로 진행 할수록 기존의 증착 방법(point source사용, 상 향식증착)에 대한 많은 한계점이 발생되고 있 다. 예를 들어 기판의 non-uniformity 확보방 법과, 증착 효율 개선시 발생되는 기판 온도 상승, 대형 shadow mask의 제작과 공정 진행 시 연속가동시간에 미치는 영향, 대형 기판의 반송 방법과 운영에 의한 tact time (T/T) 영 향, 동일 품질의 제품 생산(재현성)을 가능하 게 하는 rate, temp, 증착 source의 수명 등의 문제점들이 대두되고 있다. 이러한 문제점 외 에도 중요한 대면적 화소형성 기술의 요소로 서 T/T과 연속가동시간, non-uniformity를 들 수 있다. 일반적으로 T/T이란 연속 생산시 생 산품 1개를 생산하기 위해 필요한 시간을 말
하며, 이를 구성하는 것은 증착공정시간, 얼라 인먼트(alignment) 시간, 기타 moving시간으 로 구성되어 있다. 현재 양산중인 2세대 장비 의 경우 4분의 T/T을 가지고 있고, 대량 생산 및 대형화 장비를 구성하는데 있어 목표 T/T 은 국내외 모두 2분을 target으로 잡고 개발중 이며, 이를 위해서는 공정시간을 단축할 수 있 는 source의 개발과, 대형기판과 마스크를 빠 르고 안정되게 반송할 수 있는 증착 시스템을 필요로 한다. 다음으로 연속가동시간이란 초고 진공을 유지한 상태에서 계속 증착공정을 할 수 있는 시간을 나타낸다. 공정시간에 미치는 요인으로는 증착 source의 투입 가능량, rate sensor의 수량 등이 있으며, 연속 가동시 생산 량에 영향을 주는 인자로는 shadow mask 교 체 시간, 증착 source revolving (revolving system을 사용할 경우), rate안정화 등이 있 다. PM (preventive maintenance)시간을 최 소화하고 장시간 연속 가동이 가능해야 생산 효율을 높일 수 있기 때문에 모든 업체들이 가동 시간을 최대한으로 끌어올리기 위한 개 발을 진행하고 있다. 일본 장비업체에서는 현 144 h에서 2주간의 가동시간을 목표로 하고 있다. 마지막으로 non-uniformity는 재현성과 도 밀접한 관계가 있을 뿐 아니라 한 기판에 서의 균일도(uniformity)를 확보하여 동일한 제품을 만들어 내는 중요한 factor이다. 향후 대형기판을 이용한 양산시 균일도를 확보하는 것은 더욱 중요한 과제로 이는 대면적용 증착 source, 대형 장비의 정밀 가공, 안정된 align- ment 시스템 등이 기본적으로 이루어져야 가 능하며, 이들의 조화로운 구성 및 공정 능력을 필요로 한다. 위에서 나타낸 요소는 국내/외 모두 현재 기술 개발 단계이거나 미진행 상태 로 향후 국제 시장 선점을 위해서 빠른 개발 이 필요하다.
Figure 5. LITI 공정개략도 및 광학시스템의 구성.
4. 대면적 레이저 인쇄법
레이저 전사법은 방식에 따라 laser induced thermal imaging (LITI), radiation induced sublimation transfer (RIST), laser induced pattern-wise sublimation (LIPS)으로 나눌 수 있다. 먼저 LITI 방식은 RGB 유기 물질이 도 포된 필름을 AMOLED backplane 기판에 밀 착시킨 후, 레이저(Nd-YAG)를 필름 뒤에서 스캔하여 유기물질을 필름에서 기판으로 trans- fer 시켜 화소를 형성하는 방법이다[3,4]. 이 방식은 필름을 밀착시키기 때문에 정렬 정밀 도가 매우 높으며 레이저빔 크기에 따라 소형 기판의 초미세 패턴으로부터 대형기판의 균일 한 화소형성 패턴에까지 대응이 용이하다 (Figure 5). 이 기술을 이용하여 美 3M사와 국내 삼성 SDI에서 공동으로 개발하여 2002년 3.6인치급 AMOLED를 처음으로 보고하였고, 이후 기술개발이 꾸준히 진행되어 현재는 세 계 최고 해상도(302 ppi) AMOLED, 및 중대형 (17인치급) 제품의 발표에까지 이르고 있으며 4 세대 이상급의 AMOLED 개발을 목표로 투자 및 기술개발이 활발히 이루어지고 있다.
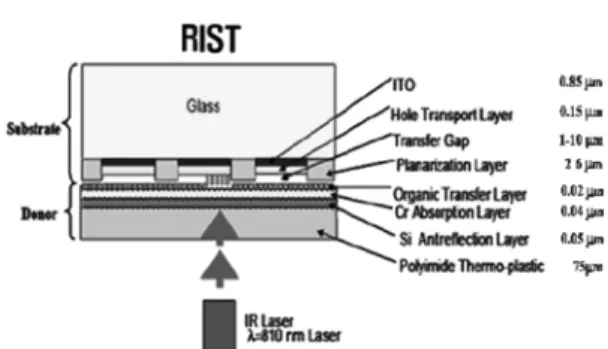
다음으로 RIST 기술은 레이저 sublimation 에 의한 비접촉방식 transfer patterning 기술 로서 美 Kordak사에서 개발하여 2.4'' (222 × 284 × RGB) 급의 AMOLED를 2005년 SID
Figure 6. RIST 방식의 전사층 및 필름 구성도.
학회에 보고하였다[5]. 도너필름과 기판 사이 에는 1∼10 µm의 spacer를 삽입하여 간격이 일정하게 유지되도록 하며, 40 nm의 크롬 흡 수층을 포함하는 도너필름에 고에너지의 레이 저빔을 scan하여 진공 중에서 도너필름에 도 포된 유기물질이 승화되어 receiver기판으로 이동되도록 하는 기술이다. 전사층과 필름의 구조를 Figure 6에 나타내었다.
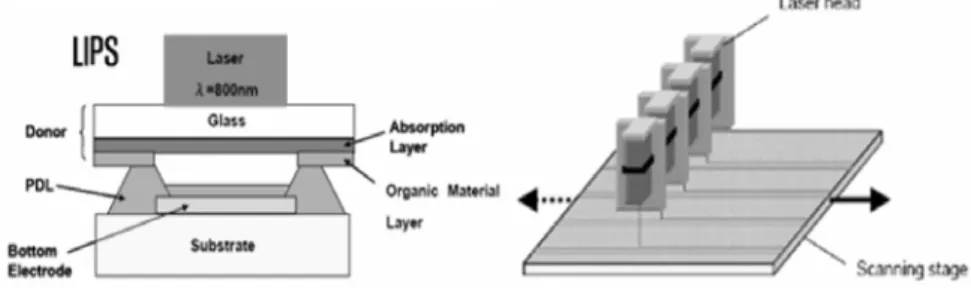
LIPS 기술은 diode laser를 사용하여 승화에 의한 비접촉방식 transfer patterning 기술로서 美 Kodak사에서 개발한 RIST와 유사하다[6].
기술적으로 다른점은 도너필름을 필름이 아닌 유리기판을 사용하여 두 기판사이의 진공을 쉽게 만들 수 있는 장점이 있다(Figure 7). 일 본 Sony에서는 이 기술을 이용하여 2007년 SID 학회에 발표한 27인치 AMOLED를 발표하였다.
Figure 7. LIPS 방식의 공정 개략도.
Table 2. 레이저법 국내/외 기술 개발 현황
기술명 개발 단계 개발 내용 개발주체
레이저 전사공정 R&D Pilot
RIST 방식을 이용한 patterning
2.4'' (222 × 284 × RGB) AMOLED Kodak LIPS 방식을 이용한 TFT 결정화 및
AMOLED 화소형성기술 27 inch AMOLED 개발
Sony
LITI 방식을 이용한 AMOLED 제조방법 4세대급 설비 가동
300 ppi급 고해상도 공정을 개발
Samsung SDI
레이저 전사형
소자기술 R&D
Laser induced thermal patterning (LITI) donor film 및
전사법 개발 3M
Laser patterning 에 의한 organic thin film transistor Dupont 레이저 전사용
공정 설비 R&D 레이저 전사용 설비개발 Shibaura
mechatronics 200 mm 이하 기판의 R&D용 레이저 전사 설비 개발 에스에프에이
Table 2에서는 레이저 전사법을 이용한 화소형 성 기술 개발 현황을 나타냈다.
이러한 레이저 전사기술을 이용한 화소형성 은 기존의 마스크를 이용한 진공증착 기술의 대면적의 한계를 도너필름이나 기판을 사용하 여 기판변형 및 마스크 오염 등의 문제없이 효 율적으로 패턴 할 수 있으며, laminating 공정 의 연속화를 통하여 roll-to-sheet 공정을 통한 대량 생산이 가능하여 가격 경쟁력 확보 측면 에서 매우 유리하다. 대량 생산을 위한 레이저 전사 기술이 대면적 화소형성 기술로 본격적으 로 상용화되기 위해서는 무엇보다도 증착된 OLED 소자의 특성 대비 부족한 효율과 소자수 명의 향상이 필수적으로 요구된다. 또한 실제 제조공정 장비의 개발을 통하여 대형 OLED
의 화소 해상도 기준에 적합하며 5세대급 이 상의 면적에 구현될 수 있는 공정기술이 확보 되어야 할 것이다. 또한 도너필름/기판 사이의 계면적합성, 대면적 공정에서의 적절한 파티클 제어 방법 등이 아직까지 완벽히 해결되지는 않았다. 따라서 대면적에서의 공정 적합성과 화소 형성 후 휘도/효율/수명의 uniformity 확 보를 위해서는 보다 새로운 레이저 광학시스 템, 도너기판/필름의 표면처리연구, 그에 따른 소재 및 보조기술의 개발 역시 매우 시급하다.
현재 몇몇 업체들의 활발한 연구로 레이저 전 사용 필름, 도너기판 재료, 넓은 면적을 균일 하게 처리할 수 있는 레이저광학계 등 재료/
부품 개발과 기술 수준이 점차 향상되고 있으 며 수 년 내에 시장 진입이 가능한 제품개발
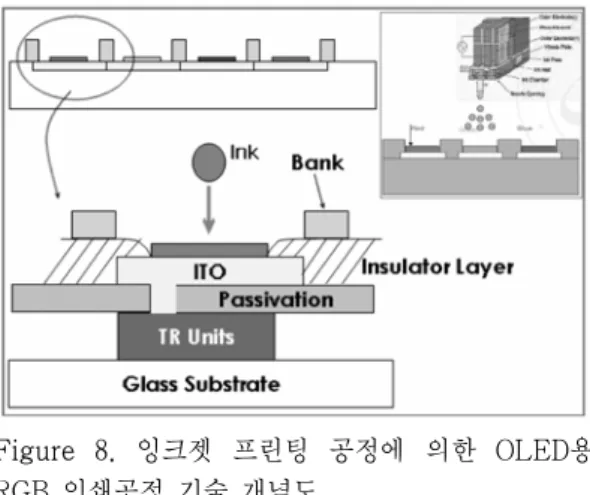
Figure 8. 잉크젯 프린팅 공정에 의한 OLED용 RGB 인쇄공정 기술 개념도.
이 가능할 것으로 예상된다. 특허부분에 있어 서는 선진 각사의 원천 기술과 제휴하거나 공 동 연구개발 형태로 국내에서도 디바이스 구 조, 제조공정에 대한 특허를 집중적으로 출원 및 등록하고 있다. 현재까지 이 분야의 연구 개발이 전체적으로 아직 초기이고 세계적으로 기술이 완벽히 성숙되지 못한 점을 고려할 때, 지금부터라도 적극적인 투자와 끊임없는 연구 를 수행해야 한다.
5. 대면적 용액기반 RGB 인쇄법
대면적 용액기반 인쇄법이란 RGB 삼색에 대한 미세패턴을 용액기반의 인쇄방식으로 형 성하는 것을 의미한다. Figure 8은 용액기반의 인쇄방식의 한 예로 잉크젯 방식에 대한 개념 도로서, 용액상태의 전하수송재료 및 용액상의 RGB 삼색 발광물질을 이용하여 AMOLED용 RGB 화소형성공정을 보여주고 있다.
용액기반 RGB 프린팅 기술로는 잉크젯 프 린팅(ink-jet), 스크린(screen) 프린팅, 옵셋 (off-set) 프린팅, 플렉소그라피(flexography) 등 다양한 방식이 있지만 디스플레이에서 요 구하는 정밀도와 해상도를 고려한다면 잉크젯 프린팅 방식이 가장 적합한 기술이다. 이와 유 사기술로서 drop 분사가 아닌 연속체 노즐분
이 기술이 본격적으로 디스플레이 등에 사용 이 검토되기 시작한 것은 1990년대에 이르러 서이며, 현재 수 µm의 patterning공정에서 가 장 경쟁력 있는 기술로 기대되고 있다. 이 기 술로 제조된 소자의 발광효율, 수명 등은 용액 공정의 대표격이라 할 수 있는 spin coating 공정과 비교하여 동등 이상의 성능이 종종 보 고되고 있다[7-9]. 美 Dimatix사는 잉크젯 헤 드 전문업체로 최근 프린팅에 관련된 total solution을 제공하고 있다. Litrex사의 잉크젯 장비에도 사용되는 Dimatix사의 print 헤드는 속도가 빠르고, 내구성과 잉크의 분사 정밀도 가 뛰어나며 폭넓은 잉크의 호환성으로 인해 현재 많은 업체에서 사용하고 있다. SX-128은 shear타입의 piezo (PZT)헤드로서 128개의 펌 프챔버가 있고 2개의 액추에이터로서 drop 크 기와 부피를 조절하며, 각각의 노즐의 drop velocity 균일도를 2%로 구현할 수 있는 DPN (driver per nozzle)방식을 개발하였다.
잉크젯 장비의 경우 Litrex사가 잉크젯 장비 를 개발, 제작, 판매하고 있으며, 2세대와 3세대 용 장비(70, 120, 140P, 142P)와 LCD용 4세대 와 7세대(1800 × 2100 mm) 대응장비, OLED 용 4세대(730 × 920 mm) 장비를 개발 판매 하고 있고, 양산용으로 제작된 M시리즈 방식 은 각 부품(smart head, drop analysis, ink supply, motion control)을 모듈화시켜 장비의 부분적 점검이나 용도, 신기술 도입에 따라 교 체가 용이하게 하였다. 그러나, 최근 ULVAC 의 내부방침에 따라 ink jet 사업부를 공식적 으로 close 할 것을 공개적으로 발표하였다.
Figure 9. Dupont의 RGB 인쇄기술과 AMOLED 제작공정.
美 Dupont사는 OLED의 수명 연장을 위해 새로운 폴리머를 개발하여 발표하였고 또 solution based 발광재료를 개발하여 기존 형 광고분자 재료가 갖는 한계를 극복하고 있다.
그리고 이 회사에서는 ink-jet이 아닌 표면처 리를 통한 간단한 인쇄기술을 개발하여 4.3인 치 AMOLED 등을 개발하였다. 이 기술은 표 면처리를 통한 잉크의 wetting 특성을 활용한 것으로 간단한 방법이 그 특징이라고 볼 수 있겠다.
2007년 일본의 Seiko-Epson사는 미국의 Universal Display Corp. (UDC)와 공동개발로 용액기반 인광소자 기술을 개발하여 발표하였 다. 용액화된 저분자 인광재료에서 유발하는 재결정 및 상분리 문제를 solvent에 따라 그 특성을 조사하고 최적의 재료조합을 구성하여 해결을 시도하였고 2008년에는 red, green, blue 소자 모두 ink-jet printing 기술이 가능 하고 색특성이 우수하고 효율이 blue를 제외 하고 소자의 특성이 비교적 우수하고 수명도 비교적 우수한 것으로 2008년 보고하였다.
2007년 5월 SID에서 Toshiba Matsushita
Display (TMD)는 새로운 20.8인치 풀컬러 polymer OLED TV 디스플레이를 선보였다.
초박형인 이 AMOLED는 TMD의 LTPS기술 및 광효율 향상기술에 CDT의 발광 polymer 소자 기술이 통합된 것이었다. 잉크젯 기술을 이용하여 제작한 것으로 전면발광기술과 광효 율 향상 기술이 접목되었다는 것에 많은 관심 을 받았다. 본 개발품은 top emission 발광구 조 전극과 유기재료 조합의 최적화 등을 이용 한 고분자형 OLED로서는 세계최대 크기인 대각 52.8 cm (20.8인치), 화소수(WXGA급) 를 실현하였다. 삼성전자는 CDT와 공동으로 잉크젯 프린팅에 의한 7인치 HVGA (480 × RGB × 320) a-Si TFT OLED를 발표하였다.
a-Si TFT array backplane을 사용하였으며, positive PR 절연재료를 사용하여 bank를 형 성하였다. 잉크젯프린팅을 하기 전에 기판에 표면처리를 하여 bank 표면에는 소수성을, ITO 표면에는 친수성을 부여 하였고, spectra SX-128 헤드를 사용하여 잉크젯 프린팅을 하 였다. 이러한 국내/외 기술 동향에 대한 주요 핵심 내용을 요약하면 다음 표와 같다.
잉크젯용 단분자 인광 용액재료 개발
韓 제일모직사, 韓 선파인캠사
풀칼라 OLED 기술검토
20.8'' AM-OLED 개발 日 TMD사 7'' HVGA (480 × RGB × 320)
a-Si TFT OLED개발 韓 삼성전자/CDT
※ 출처: Ink-Jet printing Report[10]
이러한 용액 공정을 디스플레이에 적용하기 위하여 대면적과 고해상도를 위한 pixel사이 즈, 산소와 수분에 취약한 유기물의 수명, 유 기용매로 인한 유기분자의 변형등 몇 가지 보 완해야 할 부분이 있다. 먼저 잉크젯 기술은 기판과 용액의 표면 에너지 차이로 인하여 식 각공정에 비해 정밀도가 떨어져 고해상도를 위하여 보완이 필요하다. 이는 잉크 방울이 표 면 에너지가 작은 곳으로 정렬하려는 특성을 이용하여 기판 표면에 도달할 만큼 충분한 운 동에너지를 가하고 자기 정렬의 특성을 이용 하여 보완이 가능하다[11].
잉크젯 인쇄기술의 경우 각 pixel별 drop을 형성하는 nozzel의 편차가 포함되므로 두께 편 차가 발생하여 디스플레이에 전계 인가시 발 생되는 가시광의 intensity가 달라질 수 있으 며, 이러한 편차는 디스플레이 제품의 성능을 저하시킨다. 이를 해결하기 위하여 printing을 실시하는 각각의 방법에 대하여 panel위치 능 력 등 공정의 반복성이 만족되어야 한다. 이러 한 균일성의 확보를 위하여, 잉크방울의 크기 와 점성, 압전헤드의 전압조절 및 잉크방울의 건조공정 조건 등에 대한 다양한 연구가 진행 중이다. 현재 Ink-Jet 설비에 대한 일반적인
신뢰성은 긍정적이다. 그러나 매우 낮은 두께 의 필름을 형성해야 하는 기술, 겹겹이 여러 층을 형성하는 소자 구조, 이러한 얇은 film을 넓은 glass에 시인되지 않는 수준으로 형성하 는 기술 등 기술적으로 보완해야 할 부분이 여전히 남아 있으며, 또한 재료 성능 측면에서 저분자 증착재료 대비 그 성능이 떨어져 재료 개발이 꼭 필요한 상황이다.
6. White OLED + Color Filter 형성기술
White OLED와 color filter (C/F)를 이용하 는 이 기술은 OLED의 red, green, blue의 3 원색을 독립 형성함에 따라 야기되는 남점을 극복하기 위하여 red, green, blue의 빛을 동시 에 발광하는 white OLED를 모든 subpixel에 동일하게 형성한 뒤 그 위에 C/F를 형성하여 전기적 신호에 의해 full color를 구현하는 기 술이다[12]. 이 기술은 화소형성이 없는 증착 방식으로 간단한 공정이 특징이며 발광층의 형성은 대면적 증착방식 기술과 동일한 기술 을 사용한다. 이 기술의 단점은 white OLED 의 낮은 효율과 C/F 통과에 따른 휘도 감소
Figure 10. WOLED+C/F 형성방식(RGB, RGBW 의 2가지 화소형태)
로 패널 광효율이 낮다는 점이다. 이를 개선하 기 위하여 RGB 3 pixel에 white subpixel을 추가한 WRGB 4 pixel 구조가 개발되어 있다.
이에 대한 구조를 Figure 10에 나타냈다. 즉 TV의 경우 대부분의 영상신호의 상당 부분이 white를 중심으로 한 영역에 해당하는데, 이 부분의 영상신호는 C/F를 거치지 않고 통과 한 상대적으로 높은 효율의 W와 RGB의 조합 을 통해 표시하게 되어 소비 전력을 줄일 수 있게 된다.
White OLED 소자의 경우 적층 구조는 크 게 single EML (emitting material layer), multi-EML 타입, tandem 타입 등 세 가지로 나눌 수 있고 Figure 11에 나타냈다. 하나의 host에 여러 dopant를 동시 증착하는 single EML 타입은 가장 구조가 단순하여 장비구성 을 단순화시킬 수 있는 장점이 있지만, 대면적 에서 다수의 dopant가 균일하게 증착되게 하 는 증착 장비를 개발하거나, 하나의 증착원에 서 여러 dopant를 동시에 증발시킬 수 있는 dopant blending 기술이 필요하고, aging에 따 른 색좌표 변화가 클 수 있다. RGB별로 발광 층을 달리하는 multi-EML 타입의 경우, single- EML 타입과는 달리 형광과 인광의 조합이 가능하여 효율을 향상시킬 수 있으며, single-
EML 타입 대비 우수한 색 안정성을 가진다.
둘 이상의 독립적인 OLED 소자를 CGL (charge generation layer)을 매개로 적층하는 tandem 형은, 효율이 높고 수명이 우수하며, aging에 따른 색안정성 측면에서 가장 뛰어나 지만 양산 장비 구성시 증착 챔버 수의 증가 로 초기장비투자가 커지는 단점을 가지고 있 다. 현재 이 기술의 기술적 한계로는 먼저 white를 내기위한 발광재료의 낮은 효율 특성 이다. 이를 위해서는 현재 개발된 재료와 소자 구조보다 더 우수한 재료 및 소자가 개발되어 야 한다. 다음으로 OLED white 전용 C/F의 개발이 필요하다. OLED의 특성상 C/F 내의 각종 유기재료로부터 방출되는 수분이 OLED 에 치명적인 영향을 줄 수 있는데, 이를 억제 할 수 있는 재료 및 구조에 대한 연구가 필요 하다.
White OLED에서 발광층을 포함한 모든 OLED를 open mask를 이용하여 증착하기 때 문에 증착공정이 단순화 되고, 유기물 사용효 율이 증가할 수 있지만 높은 효율을 달성하기 위해서는 2 stack 이상의 소자 적층 구조가 복잡하여 증착 chamber 수와 유기물 사용량 이 증가하므로, 이러한 문제점을 극복할 수 있 는 증착기술이 필요하다.
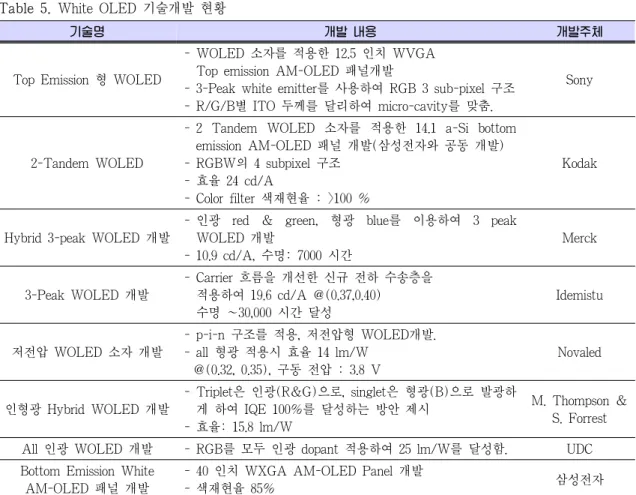
이 기술은 현재 몇몇 OLED 패널 업체에서 CES, SID등의 전시를 통해 기술력을 과시하 고 있고, SID 2008에서는 삼성에서 308 해상 도의 WVGA 3인치 AMOLED를 제작하였다 [13]. 향후 대면적 AM-OLED TV 개발을 목 표로 R&D에 집중하고 있는 단계이고, 현재 증착 물질을 가열용기(crucible)에 넣고 가열 하여 상부에 위치한 기판에 재료를 증발시켜 상향식 증착방식을 사용하는 점(point source) 방식이 채택되고 있지만, 앞으로 선형 증착원 (linear source) 등 새로운 증착원 개발하고 효 율적인 증착방식과 증착시스템 개발이 동시에 이루어져야 할 것이다. 현재까지 보고된 기술 동향은 Table 5에 나타내고 있다.
Figure 11. White OLED의 적층구조.
Table 5. White OLED 기술개발 현황
기술명 개발 내용 개발주체
Top Emission 형 WOLED
- WOLED 소자를 적용한 12.5 인치 WVGA Top emission AM-OLED 패널개발
- 3-Peak white emitter를 사용하여 RGB 3 sub-pixel 구조 - R/G/B별 ITO 두께를 달리하여 micro-cavity를 맞춤.
Sony
2-Tandem WOLED
- 2 Tandem WOLED 소자를 적용한 14.1 a-Si bottom emission AM-OLED 패널 개발(삼성전자와 공동 개발) - RGBW의 4 subpixel 구조
- 효율 24 cd/A
- Color filter 색재현율 : >100 %
Kodak
Hybrid 3-peak WOLED 개발
- 인광 red & green, 형광 blue를 이용하여 3 peak WOLED 개발
- 10.9 cd/A, 수명: 7000 시간
Merck
3-Peak WOLED 개발
- Carrier 흐름을 개선한 신규 전하 수송층을 적용하여 19.6 cd/A @(0.37,0.40) 수명 ~30,000 시간 달성
Idemistu
저전압 WOLED 소자 개발
- p-i-n 구조를 적용, 저전압형 WOLED개발.
- all 형광 적용시 효율 14 lm/W @(0.32, 0.35), 구동 전압 : 3.8 V
Novaled
인형광 Hybrid WOLED 개발
- Triplet은 인광(R&G)으로, singlet은 형광(B)으로 발광하 게 하여 IQE 100%를 달성하는 방안 제시
- 효율: 15.8 lm/W
M. Thompson &
S. Forrest All 인광 WOLED 개발 - RGB를 모두 인광 dopant 적용하여 25 lm/W를 달성함. UDC Bottom Emission White
AM-OLED 패널 개발
- 40 인치 WXGA AM-OLED Panel 개발
- 색재현율 85% 삼성전자
7. 결 론
현재 OLED는 매우 중요한 시점에 있다고 볼 수 있다. 그 동안의 PMOLED 사업을 기
반으로 AMOLED 영역으로의 성공적인 진입 시점에 있다고 여겨지며, 타 경쟁 display와의 경쟁 우위를 점하기 위해서는 AMOLED의 display 성능의 향상 뿐만 아니라, manu-
facturing 관련 기술에서의 혁신도 동반되어야 만 한다. 이러한 제조 기술은 저가격화를 위해 서는 필수적이며, 기판 대형화는 그 중에서도 핵심 기술이라 할 수 있다. 이러한 대형화의 구현을 위해서는 AM 기판 관련 기술개발도 선행되어야 하며, 아울러 OLED 화소형성 기술 의 혁신적 개선이 요구되어진다. 현재 FMM법, laser법, 용액기반 잉크젯법 그리고 white OLED + C/F법 등 다양한 기술 분야에서 활 발한 개발이 진행 중이지만, 아직은 향후 적용 될 기술이라고 여겨지는 선두 기술이 없다고 볼 수 있다. 보다 더 활발한 기술 개발을 통한 밝은 OLED의 미래를 짊어질 대면적 OLED 화소형성기술의 출현을 기대해 본다.
참 고 문 헌
1. Exhibited in CES 2008 / SID (2008).
2. H. W. Kim, S. Y. Han, H. B. Shim, J.
Patrin, R. Bresnahan, C. Conroy, and J.
Yoo, SID '08 Digest, 1450 (2008).
3. G. B. Blanche, Y. L. Loob, J. A. Rogers, F. Gao, and C. R. Fincher, Appl. Phys.
Letts. 82, 463 (2003).
4. S. T. Lee, M. C. Suh, T. M. Kang, Y.
G. Kwon, J. H. Lee, H. D. Kim, and H.
K. Chung, SID '07 Digest, 1588 (2007).
5. M. Boroson, L. Tutt, K. Nguyen, D.
Preuss, M. Culver, and G. Phelan, SID '05 Digest, 972 (2005).
6. T. Hirano, K. Matsuo, K. Kohinata, K.
Hanawa, T. Matsumi, E. Matsuda, R.
Matsuura, T. Ishibashi, A. Yoshida, and T. Sasaoka, SID '07 Digest, 1592 (2007).
7. S. Utsunomiya, T. Kamakura, M. Kasuga, M. Kimura, W. Miyazawa, S. Inoue, and T. Shimoda, SID '03 Digest, 864 (2003).
8. Y. Iizumi, Y. Kobayashi, T. Tachikawa, H. Kishimoto, K. Itoh, H. Kobayashi, N.
Itoh, S. Handa, D. Aoki, and T. Miyake SID '05, 1660 (2005).
9. J. H. Souk and B. J. Kim, SID '08 Digest, 429 (2008).
10. Source : Source: Ink-Jet printing Report OLED net (2005), http://www.olednet.co.kr 11. Source: Flexible Display Report Display
Bank (2006), http://www.displaysearch.
com
12. K. Chung, N. Kim, J. Choi, C. Chu, and J. M. Huh, SID '06 Digest, 1958 (2006).
13. S. T. Kim, M. G. Kim, S. H. Lee, J. B.
Song, S. Tamura, S. K. Kang, J. M.
Kim, S. W. Cho, J. Y. Cho, M. C. Suh, and H. D. Kim, SID '08 Digest, 937 (2008).
권 장 혁
1989 경북대학교 이학사 1991 한국과학기술원 이학석사 1993 한국과학기술원 이학박사 1994∼2004 삼성SDI 중앙연구소
수석연구원 2005∼현재 경희대학교
정보디스플레이학과 교수


![[기획특집: 목질계 바이오매스 에너지화] 목질계 바이오매스 가스화 기술 현황 및 전망](data:image/gif;base64,R0lGODlhAQABAIAAAP///wAAACH5BAEAAAAALAAAAAABAAEAAAICRAEAOw==)