풍력 발전용 블레이드 접합부의 결함 검출을 위한 일정가압 메커니즘 설계 및 실험
*임 선1†․임승환1․정예찬1․지수정2․남문호2
1전자부품연구원, 2(주)삼영검사엔지니어링 부설연구소
A Design and Experiment of Pressure and Shape Adaptive Mechanism for Detection of Defects in Wind Power Blade
*Sun Lim1†․Seung Hwan Lim1․Ye Chan Jeong1․Su Chung Chi2․Mun Ho Nam2
1Department of Engineering, Korea Electronic Technology Institute
2Samyong Inspection Engineering co., LTD
Purpose: Reliability is the most important factor to detect defects as wind turbines are deployed
in large blades. The methods of detecting defects are various, such as non-destructive inspection and thermal imaging inspection. We propose the phased array ultrasonic testing method of non-destructive testing.Methods: We propose the active pressure mechanism for wind power blade. The phase array
ultrasonic inspection method is used for fault detection inner blade surface. Controlled pressure of mechanism with respect to z-axis is important for guarantee the result of phase array ultrasonic inspection. The model based control and proposed mechanism are utilized for overall system stability and effectiveness of system.Result: The result of proposed pressure mechanism B is more stable than A. Convergence speed
is also faster than A.Conclusion: We confirmed the performance of the proposed constant pressure mechanism
through experiments. Non-destructive testing was applied to the specimen to confirm the reliability of detecting defects.1)
Keywords: Wind Power Blade, Defects, Actuator Motor Control, Non-Destructive Inspection,
Constant Pressure, Phased Array Ultrasonic Testing1. 서 론
풍력 발전은 우리나라를 포함한 전 세계에서 주목하 고 있는 대표적인 신재생 에너지 연구이다. 특히 한번
설치하면 20년 이상 장기적으로 운용이 가능한 내구성 을 가지고 있기 때문에 육상, 해상 지역에 설치 및 보급 의 확대가 되고 있다. 해상 풍력발전은 설치 부지 확보 가 육상보다 쉽고 주기적으로 강한 바람이 불어 육상
* 본 연구는 한국에너지기술평가원의 지원을 받은 「풍력발전용 복합소재 블레이드의 공장출하 전 및 설치 운용 중 전 외곽 검사 시스템」 연구과제(과제번호: 20153030024070)를 통해 수행되었습니다.
†교신저자 [email protected]
2017년 8월 1일 접수; 2017년 8월 29일 수정본 접수; 2017년 9월 1일 게재 확정.
Fig. 1 Details of the blade structure
의 경우보다 피로하중이 낮다. 때문에 높은 발전량을유지할 수 있는 장점들이 있다. 하지만 해상 풍력 발전기 는 초기 설치비용과 유지보수 관리 비용이 육상에 비 해 매우 높고, 염분에 의한 부식과 해상 기상조건에 따 라 유지보수를 위한 접근 등의 문제점들이 있다[1, 2].
풍력 발전기 구성요소 중 블레이드는 전기 에너지를 생성하는데 큰 역할을 하므로 발전기를 동작하는데 문 제가 생기지 않도록 정기적인 유지보수, 관리가 필요 하다. 그러나 블레이드는 체계적이지 못한 관리로 인 해 블레이드의 기대수명이 낮아지고 있다. 블레이드의 유지보수 비용은 전체 에너지 생산 비용의 20%, 투자 비용의 70%로 큰 비중을 차지하고 있다. 블레이드의 결함 발생을 초기에 확인하지 못하면 관리 비용은 상 대적으로 높아지기 때문에 정기적인 또는 실시간 모니 터링을 통해 결함을 검출하는 기술이 필요하다.
전 세계 풍력 발전 기술 방향이 대형 블레이드로 전 개됨에 따라 시장 경쟁력 확보를 위해 결함 탐지 시스 템의 신뢰성도 중요한 요인으로 등장하고 있다. 이는 블레이드 제작 시 결함을 탐지하는 기술과 유지보수 운용 시 결함을 탐지하는 신뢰성 정량화를 위해 스마 트 측정 센싱 기술 연구, 검출 알고리즘 연구 들이 진 행되고 있고, 풍력 발전기의 블레이드 결함을 탐지하 는 방법으로는 여러 가지 비파괴 검사들이 적용되고 있다[3-8]. 현재 블레이드의 결함을 검출하는 장치는 대형 시스템으로 외산 제품이 많다. 때문에 높은 비용 이 발생되며 빈번한 검사는 어려운 상태이다.
본 논문에서는 풍력 블레이드 접합부 결함을 검출 하기 위한 위상배열 초음파 탐상검사의 성능을 극대 화하기 위한 일정가압 장치를 제안하여 검사 시 항상 모든 검사 면에 대해서 그 압이 유지됨에 따라 획득된 검사의 결과가 일정함을 보장할 수 있도록 하였다. 복 합소재로 구성된 평판 시험편을 제작하여 위상배열
초음파 탐상검사를 포함한 일정가압 장치를 구성하 여 그 실험을 통해 성능을 실증 및 분석하였다. 시험 편에는 기공을 포함한 결함을 그 크기별로 포함시켜 검사 시 결함이 검출되는지를 검증하였다. 본 논문에 서는 제 2장에서는 풍력 블레이드 접합부 검사용 플 랫폼에 대한 소개와 일정가압 메커니즘에 대한 설계 및 해석을 하였으며, 제 3장에서는 평판 시험편 적용 을 통한 결함 검출 성능에 대한 분석을 수행하였다.
제 4장은 결론 및 향후 계획을 밝혔다.
위 그림과 같이 풍력 블레이드는 제작 시 상부/하부 거푸집에서 각각 별도로 제작된 후 접합 부위에 접착제 를 도포 후 부착하는 방법으로 결합을 한다. 이때 접합 부에 공기층과 같이 기공이 발생될 가능성이 있으면 이 는 외관상에서 드러나지 않으므로 손상이 되기 전까지 는 검출할 수 없는 사항이다. 이를 위해 제작 후 출하 전에 비파괴 검사기법을 적용하여 그 결함을 검출이 가능하 다면 풍력 블레이드의 신뢰도를 높일 수 있을 것이다.
2. 풍력 블레이드 접합부 검사 플랫폼
풍력 블레이드는 설계 및 종류에 따라 상이하지만 크게 웹(shear web), 스파캡(spar cap), 상부면(upper shell), 하부면(lower shell) 등으로 구성 되어있다. 아래 <Fig.
1>은 블레이드의 정면, 측면, 내부 구조이다. 블레이 드는 상단면과 하단면의 양끝(edge) 부분에 접착제 (epoxy bonding)로 접합되어 있고 내부 스파캡이 상단, 하단면의 접착면적을 넓히면서 동시에 자세 균형을 유지하는데 큰 역할을 한다. <Fig. 1-①>은 블레이드의 모터 회전 중심부와 연결되는 면이다. <Fig. 1-②>는 블레이드 날개 끝 부분이다. 그리고 <Fig. 1-③>은 블 레이드의 중앙 부분의 내부 구조를 나타낸 것이다.
Fig. 2 Passive pressure mechanism with spring
2.1 위상배열 초음파 탐상검사위상배열 초음파 탐상검사(PAUT, Phased Array Ultra- sonic Testing)는 현재 산업 구조물의 안전 진단에 널 리 사용되고 있는 기술이다. 이는 제품의 완전성, 표 면 상태를 변화시키지 않고 검사할 수 있는 장점이 있 다. 그리고 검출 장치 웨지(wedge)와 대상체 표면 사 이에는 접촉 매질을 사용해야하는데 물, 기름, 글리세 린과 같은 용액이 사용된다.
위상배열 초음파 센서는 다수의 압전 소자로 배열 된 구조에서 전기적으로 펄스(pulse) 신호를 일정한 지 연시간(delay time)을 주기로 파형을 발생시키는 원리 이다. 즉, 위상차를 이용하여 초음파의 방향과 초점 거 리를 자유롭게 조절할 수 있다. 위상배열 초음파 센서 의 기본 형태는 탐촉자 단자에 프로브(probe)를 다수 설치하여 다수의 진동자들이 배열되어 있는 꼴이다.
위상배열 초음파 원리는 탐촉자 단자에 있는 프로브 가 일정한 시간을 간격으로 각각 초음파를 발생한 후, 위상차의 지연 시간을 간격으로 검사 대상 내부에서 반대되어 돌아오는, 반사 신호를 통해 결함을 검출하 는 것이다[6]. 위상배열 초음파 탐상 검사의 결과의 신 뢰도를 높이기 위해서는 검사 대상체와 웨지 그리고 접촉 매질까지 모두 정확하게 일정압으로 꾸준하게 압이 가해진 상태로 검사가 이루어져야한다. 기존에 는 스프링-댐퍼 시스템으로 수동 메커니즘과 결합하 여 운용을 하고 있으며, 이는 모든 검사 영역에 대해서 고른 압 즉, 똑같은 압이 가해짐을 보장할 수 없다.
2.2 위상배열 초음파 탐상검사를 위한 일정가압 메커니즘
위상배열 초음파 탐상검사의 일정가압이란 검사 대상 표면에 프로브가 일정한 압으로 누를 수 있도록 지원하는 것을 말한다. 초음파 프로브에 일정한 압이 가해져야 정확한 측정 결과를 얻을 수 있기 때문에 검 사 대상 표면에 정확히 프로브가 접촉 되어야 한다.
검사 대상의 표면이 평면일 경우, 일정한 압으로 프로 브를 접촉시키는 것은 어렵지 않은 문제에 속하나, 곡 면이 있는 형태의 경우 접촉되는 프로브가 능동적으 로 압을 유지하는 것은 어렵다. 기존의 기구학 구조는 스프링을 이용한 수동식 가압 메커니즘이 사용되어 왔다. 이는 평면의 경우 일정한 압을 유지하는 것은 적용가능하나 곡면의 경우에는 일정한 압을 유지하 기가 어려운 문제를 가지고 있다. 다음과 같은 문제점 을 해결하기 위해 본 연구팀은 수직 이동이 가능한 1 축 액추에이터를 사용하여 표면의 상태에 따라 일정 한 압을 유지할 수 있도록 2가지 일정가압 메커니즘 을 제안한다.
2.2.1 1축 자유도를 갖는 수동식 가압 메커니즘 아래 <Fig. 2>는 기존 수동식 1축 자유도를 갖는 일 정가압 메커니즘이다. 이 수동식 가압장치의 구조는 PAUT 프로브와 웨지 그리고 측정을 위해 이동 시 흔 들림 없이 지지할 수 있도록 LM 가이드가 우측에 배 치되어 있고, 가압의 상태를 확인하기 위한 FT 센서가
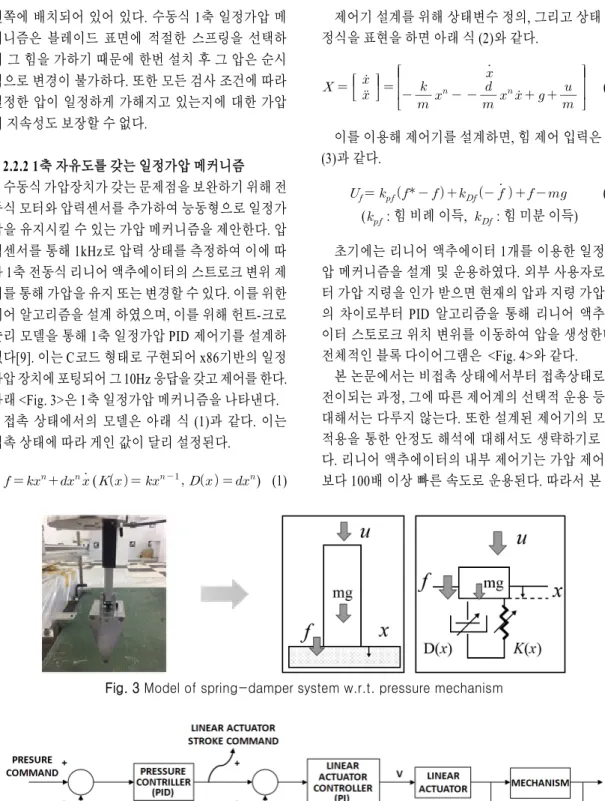
Fig. 3 Model of spring-damper system w.r.t. pressure mechanism
Fig. 4 The block diagram of pressure control
왼쪽에 배치되어 있어 있다. 수동식 1축 일정가압 메커니즘은 블레이드 표면에 적절한 스프링을 선택하 여 그 힘을 가하기 때문에 한번 설치 후 그 압은 순시 적으로 변경이 불가하다. 또한 모든 검사 조건에 따라 설정한 압이 일정하게 가해지고 있는지에 대한 가압 의 지속성도 보장할 수 없다.
2.2.2 1축 자유도를 갖는 일정가압 메커니즘 수동식 가압장치가 갖는 문제점을 보완하기 위해 전 동식 모터와 압력센서를 추가하여 능동형으로 일정가 압을 유지시킬 수 있는 가압 메커니즘을 제안한다. 압 력센서를 통해 1kHz로 압력 상태를 측정하여 이에 따 라 1축 전동식 리니어 액추에이터의 스트로크 변위 제 어를 통해 가압을 유지 또는 변경할 수 있다. 이를 위한 제어 알고리즘을 설계 하였으며, 이를 위해 헌트-크로 슬리 모델을 통해 1축 일정가압 PID 제어기를 설계하 였다[9]. 이는 C코드 형태로 구현되어 x86기반의 일정 가압 장치에 포팅되어 그 10Hz 응답을 갖고 제어를 한다.
아래 <Fig. 3>은 1축 일정가압 메커니즘을 나타낸다.
접촉 상태에서의 모델은 아래 식 (1)과 같다. 이는 접촉 상태에 따라 게인 값이 달리 설정된다.
(
) (1)제어기 설계를 위해 상태변수 정의, 그리고 상태 방 정식을 표현을 하면 아래 식 (2)와 같다.
̇
̈
̇
(2)
이를 이용해 제어기를 설계하면, 힘 제어 입력은 식 (3)과 같다.
(3) (
: 힘 비례 이득,
: 힘 미분 이득) 초기에는 리니어 액추에이터 1개를 이용한 일정가 압 메커니즘을 설계 및 운용하였다. 외부 사용자로부 터 가압 지령을 인가 받으면 현재의 압과 지령 가압과 의 차이로부터 PID 알고리즘을 통해 리니어 액추에 이터 스토로크 위치 변위를 이동하여 압을 생성한다.전체적인 블록 다이어그램은 <Fig. 4>와 같다.
본 논문에서는 비접촉 상태에서부터 접촉상태로의 전이되는 과정, 그에 따른 제어계의 선택적 운용 등에 대해서는 다루지 않는다. 또한 설계된 제어기의 모델 적용을 통한 안정도 해석에 대해서도 생략하기로 한 다. 리니어 액추에이터의 내부 제어기는 가압 제어기 보다 100배 이상 빠른 속도로 운용된다. 따라서 본 논
Fig. 5 The active pressure mechanism A
Fig. 6 The active pressure mechanism B
문에서는 그 동특성을 고려하지 않는다. 가압 제어기의 출력은 바로 스트로크의 변위 변화로 이루어진다.
<Fig. 5>는 일정가압 메커니즘 A안이다. A안은 리 니어 액추에이터 1개를 적용하여 평판 블레이드 시험 편에 일정하게 가압을 유지해주는 메커니즘으로 일정 지령의 압을 유지할 수 있는 구조와 기구적 하중을 고 려하여 설계되었다. 그러나 진동 감쇄 측면에서 그 성 능이 충분치 않아 실험결과와 같이 맥동이 발생하여 이를 해결하기 위한 방안으로 B안을 설계하였다.
<Fig. 6>은 일정가압 메커니즘 B안이며, 리니어 액 추에이터 2개를 적용하여 평판 블레이드 시험편에 일
정한 압을 가하도록 설계하였다. 1개의 액추에이터를 사용한 A안 기준으로 2개를 사용하여 진동학적 측면 에서 감쇄를 유도할 수 있는 접촉면 2개를 고려하였으며, 하중 분산 효과가 발생하여 응답성을 높일 수 있었다.
3. 실험 결과
3.1 실험 방법
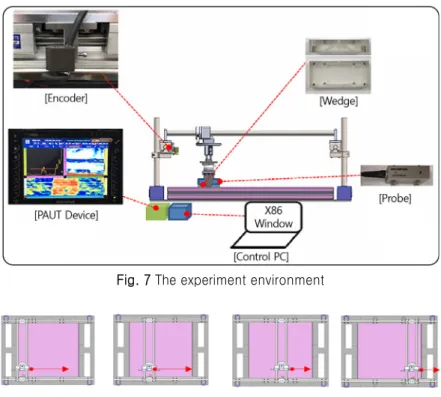
실험 환경은 <Fig. 7>과 같은 구조에서 하였다. 이 구 조는 풍력 블레이드와 같은 유리 섬유 복합소재로 제작
Fig. 7 The experiment environment
Fig. 8 The experiment step(inspection method)
된 평판 시험편에 탐촉자를 접촉시킨 후, 위상배열 초음파 탐상검사 프로브를 통해 평판 시험편 내부에 포함시 킨 결함을 검출하도록 하였다. 레일(rail)은 탐촉자가
축 방향으로 이동할 수 있도록 하였고 탐촉자가 검사 대상을 스캔하며 이동 했을 때, 레일에 장착된 엔코더 (encoder)가 이동 거리를 계산하고 PAUT 장치를 통해 검 출영역과 결함의 크기를 알 수 있도록 사용하였다.실험은 제안한 메커니즘의 성능을 평가하기 위해 시험편을 제작하여 평가 대상으로 하였다. 이 시험편 은 유리섬유 소재로 제작되었고 이는 실제 블레이드 를 제작할 때 사용되는 재료와 같다. 시험편의 크기는 가로 600mm, 세로 600mm, 두께 25mm이며 본 연구에 서 제안한 메커니즘을 통한 검출을 확인하기 위해 각 위치마다 크기가 다른 작은 결함을 넣어 제작하였다.
프로브의 초음파가 시험편 내부로 전달되기 위해 접 촉 매질을 사용하였는데, 본 연구팀은 물과 글리세린 을 혼합하여 사용하였다. 시험편 표면에 소량의 글리 세린을 분사형태로 뿌리고 소량의 물을 부은 상태에 서 탐촉자를 표면에 접촉 시켰다. 위상배열 초음파 탐 촉 장치는 OLYMPUS社에서 개발된 MX-2 모델을 사
용하였고, 제 2장에서 소개한 내용과 동일하게 프로 브에 설정한 지연 시간에 따른 위상차로 초음파를 발 생시키고 반사된 초음파 결과를 계산하여 측정한 영 역별 결과를 시각적으로 확인할 수 있다.
실험 순서는 다음과 같다. 초기 비접촉 상태에서 접 촉 상태로 이동 후, 원하는 가압 지령을 인가한다. 그 리고 가압 지령의 상태를 탐촉자 압력 센서와, 위상배 열 초음파 탐촉 장치를 통해 수렴 상태 여부를 확인 확인한 후, <Fig. 8>과 같이 오른쪽 방향으로 이동한 다. 일정가압 1축 리니어 액추에이터 1개와 병렬 2개 의 리니어 액추에이터를 장착한 메커니즘을 20Nm 일 정가압 조건으로 각각 5회씩 실험 하였다. 향후 제어 기 및 액추에이터의 응답성이 빠르게 개선되면 연속 적으로 이동 검사가 가능할 것이다.
1개의 리니어 액추에이터를 사용한 것은 L12-50- 100-6-R 모델, 2개의 리니어 액추에이터를 사용한 것 은 IR_Robot社의 모델을 사용하였다. 제 2장에서 밝 힌 바와 같이 두 개의 액추에이터를 사용하여 한 개의 액추에이터를 사용하는 것보다는 안정도 및 응답성 이 향상됨을 확인할 수 있다.
Pressure mechanism A Pressure mechanism B
number of experiments 1 2 3 4 5 1 2 3 4 5
maximum error 39.10 39.30 44.72 37.26 33.86 13.44 16.64 23.82 21.52 22.54 error average 5.72 8.26 6.31 5.72 5.96 2.13 2.06 2.70 2.55 2.25
execution time(sec) 160 156 158 152 178 110 104 103 106 98
Table 1. The experimental results of pressure mechanisms
[pressure condition10N]
[pressure condition 20N]
Fig .9 The results of PAUT under the condition 10N and 20N
3.2 실험 결과아래 <Table 1>은 최대 가압 오차, 오차의 평균 및 검사 수행 시간을 A와 B 메커니즘에 대해서 각각 비 교한 것이다. 비교 항목 모두 B안이 A안보다 상대적 으로 개선되었음을 확인할 수 있다. 특히 검사 시간의 경우 각 단계별 안정화 또는 수렴 시간이 줄어듦에 따 라 전체 검사 시간이 줄어든 것이다. 이는 전체 검사 시간을 줄일 수 있어 향후 이를 더 줄이기 위한 연구 가 진행돼야 할 것이다.
<Fig. 9>는 가압 메커니즘을 통해 획득한 위상배열 초음파 탐상검사 결과이다. 좌측은 10N, 우측은 20N 를 가압을 가했을 때 기 삽입된 결함을 나타내고 있 다. 화면에서는 A스캔, S스캔과 C스캔이며 C스캔 화 면을 통해 결함의 크기와 정도를 확인할 수 있다. 가 압이 일정구가 안정되게 가해짐에 따라 정확한 결함 이 검출됨을 확인할 수 있다.
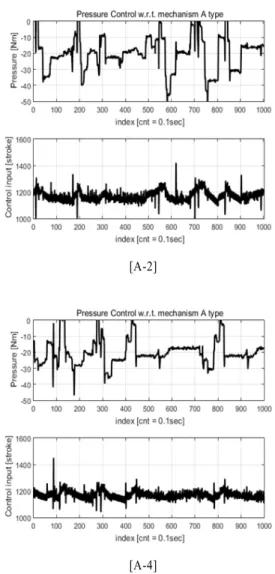
<Fig. 10>은 일정가압 메커니즘 A을 이용한 5회 실 험의 결과를 나타낸 것이다. 각 그림에서 위쪽은 가 압 지령과 가압 피드백 신호를 아래쪽은 제어기 출력 즉, 리니어 액추에이터의 스트로크 변화를 나타낸 것 이다. <Fig. 11>은 일정가압 메커니즘 B안에 대한 5회
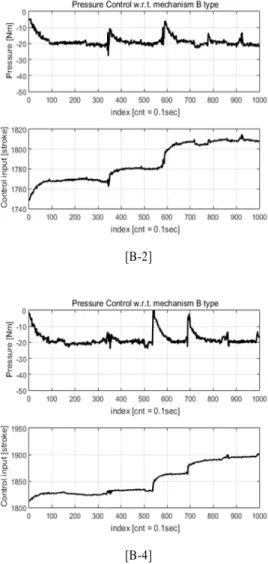
실험결과이다. 그림에서 보여 지는 바와 같이 가압 신호의 수렴 정도와 채터링 문제를 확인할 수 있으 며, B안을 통해 개선 된 것을 확인할 수 있다. <Fig.
11> [B-1]의 ⓐ~ⓔ는 <Fig. 8>에서 탐촉자가 이동 및 수렴하는 상태를 구분하여 표기한 것이다. ⓐ는 탐촉 자가 대상 표면에 접촉하고 인가된 가압 지령을 확인 하는 상태이다. 초기에는 가압 지령의 조건보다 꺾은 선이 높게 상승되어 있는데, 차츰 지령 조건에 수렴 하는 것을 확인하고 탐촉자를 이동하였다. ⓑ~ⓔ에 서 꺾은선이 높게 상승된 것은 탐촉자가 이동했기 때 문이다. 하지만 곧 지령에 수렴하는 상태를 보이고 있다. 이 결과를 통해 일정가압 메커니즘 B가 A보다 수렴 정도와 채터링 문제가 개선된 것을 알 수 있다.
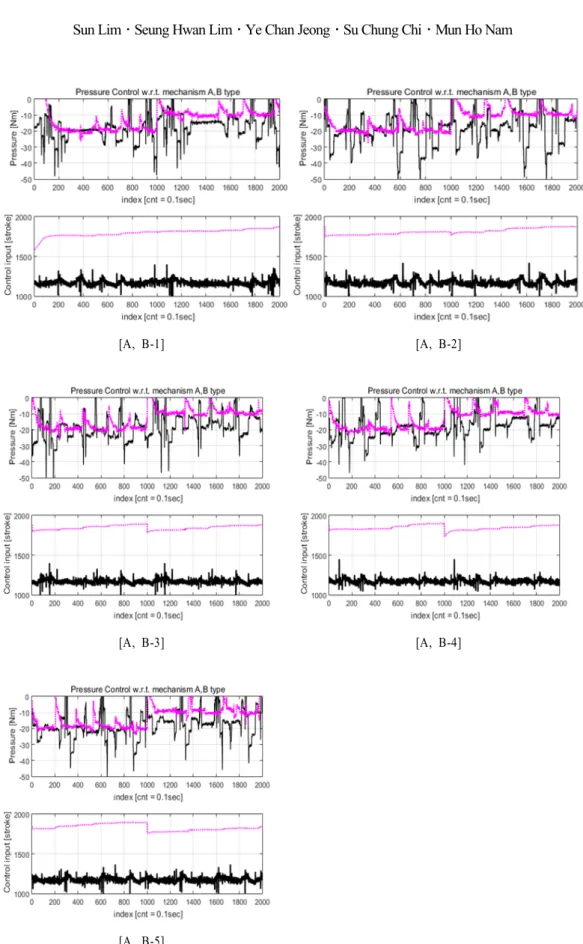
<Fig. 12>는 A와 B의 가압 지령을 20N에서 10N으로 변화시켜 사용하는 경우에 대해서 함께 비교한 것이 다. 일정가압 메커니즘 A의 경우 10N에서는 수렴하 지 않는 문제가 있으며, 이는 보다 정밀한 가압 제어 가 불가한 것을 나타내기도 한다. 그와 반면에 일정 가압 B는 충분히 수렴함을 보이고 있다. 따라서 일정 가압 메커니즘 B를 통해 위상배열 초음파 탐상검사 를 수행 시 충분히 그 가압이 보장될 수 있어 양질의 결과를 얻을 수 있다.
[A-1] [A-2]
[A-3] [A-4]
[A-5]
Fig. 10 Pressure and control stroke experiment in mechanism A
[B-1] [B-2]
[B-3] [B-4]
[B-5]
Fig. 11 Pressure and control stroke experiment in mechanism B
[A, B-1] [A, B-2]
[A, B-3] [A, B-4]
[A, B-5]
Fig. 12 Comparison of experiments pressure A type and B type
3.3 제안한 두 가지 플랫폼 실험 결과에 대한 고찰 본 논문에서는 풍력 블레이드 내부에 포함된 결함 을 검출하기 위한 일정가압 메커니즘 설계 및 운용을 통해 그 검출 능력을 증명하였다. 수동식 가압 메커니 즘보다는 검사 영역 전구간에 대해서 가압이 유지됨 을 알 수 있다. 그러나 처음 제안한 1개의 액추에이터 를 갖는 A타입에 대해서는 일정가압 응답과 제어기 출력에 채터링이 존재함을 확인할 수 있다. 이는 모델 에서는 확인할 수 없는 상태이며, 리니어 액추에이터 동특성을 모델에 포함하지 않아 발생한 문제로 생각 된다. 이를 모델화 하여 설계에 반영하기보다는 리니 어 액추에이터 2개를 이용한 메커니즘 개선을 통해 채텅링의 문제를 최소화 또는 제거하였다. 물론 2개 의 액추에이터 사용을 통한 동기화 문제가 발생될 여 지가 있지만 제 2장에 밝힌 바와 같이 일정가압 제어계 와 리니어 액추에이터 제어계의 동작 주기가 충분히 빠르게 설정되어 이런 문제는 고려되지 않아도 된다.
4. 결 론
본 논문에서는 풍력 발전기 블레이드 접합부 결함 검출을 위한 위상배열 초음파 탐상검사용 일정가압 메커니즘 및 그 운용 방법들을 다루었고 제안한 기법 들의 성능을 평가하기 위해 복합소재로 평판 시험편 을 제작하여 실험하였다. 제안한 일정가압 메커니즘 의 기법 중 1개의 리니어 액추에이터를 사용했을 때, 채터링 문제를 발견 하였고 이를 개선하기 위해 2개 의 리니어 액추에이터를 적용, 실험하여 그 결과를 확 인하였다. 실험은 지령 가압의 수렴 정도를 확인 후, 탐상 검사 프로부의 지역적 이동 및 가압 수렴 정도를 재확인하고 이동하는 순서이다. 이는 가압 수렴 정도 의 응답성이 느리기 때문에 비연속적 검사를 진행해 야 되는 문제점이 있다. 가압이 정확하게 가해짐에 따 라 위상배열 초음파 탐상검사를 통한 내부 결함이 잘 검출됨을 확인할 수 있어 전체적인 검사의 신뢰도가 향상되었다. 향후 연구 방향은 연속적으로 검사가 가 능하도록 메커니즘 설계 및 제어계를 개선하여 고응 답 또는 강인한 가압 메커니즘을 제시해야 될 것이다.
또한 실제 블레이드의 형태와 같은 10KW급 소형 블 레이드를 제작하여 이를 대상으로 제안한 기법들의 성능을 평가하고, 제 4장에서 실험 결과에서 언급한
문제점들을 개선하여 실제 5MW, 10MW급 풍력 발전 블레이드의 결함 검출 방법에도 적용 가능한 플랫폼, 일정가압, 형상적응 메커니즘들을 연구할 계획이다.
References
[1] Kang, B. Y., Kim, Y. H., Kim, D. W., Kim, M. H., Han, J. Y., and Hong, C. H. (2011). “A Study of the FE Analysis Technique of Hybrid Blades for Large Scale Wind-Turbine”. Journal of Ocean Engineering and
Technology, Vol. 25, No. 1, pp. 61-66.
[2] Kong, C. D., Park, H. B., and Choi, S. H. (2008). “A Study on Structural Test Method of Blade for Small Wind Turbine System”. The Korean Society for Aero-
nautical and Space Sciences, pp. 81-84.
[3] Kang, B. K., Nam, M. H., and Lim, I. S. (2014). “A Study on Reliability Validation by Infrared Thermography of Composite Material Blade for Wind Turbine Generator”.
Journal of Applied Reliability, Vol. 14, No. 3, pp.
176-181.
[4] Chi, S. C., Cho, B. J., Nam, M. H., and Lim, S. (2017).
“Delamination Detection in Composite Wind Blade by Phased Array Ultrasonic Technology”. Journal of the
Korean Society for Nondestructive Testing, Vol. 37, No.
3, pp. 183-191.
[5] Hoell, S., Omenzetter, P. (2015). “Experimental da- mage detection in a wind turbine blade model using prin- cipal components of response correlation functions”.
Journal of Physics: Conference Series 11
thInternational Conference on Damage Assessment of Structures(DAMAS 2015), Vol. 628, No. 1, pp. 1-8.
[6] Neri, P. (2017). “Bladed wheels damage detection through Non-Harmonic Fourier Analysis improved algorithm”.
Mechanical Systems and Signal Processing, Vol. 88, pp.
1-8.
[7] Leblanc, B., Niezrecki, C., Avitabile, P., Chen, J., and Sherwood, J. (2013). “Damage detection and full sur- face characterization of a wind turbine blade using three-dimensional digital image correlation”. Structural
Health Monitoring an International Journal, Vol. 12,
pp. 430-439.[8] Wang, Y. F., Liang, M., and Xiang, J. W. (2014).
“Damage detection method for wind turbine blades based on dynamics analysis and mode shape difference curvature information”. Mechanical Systems and Signal
Processing, Vol. 48, pp. 351-367.
[9] Nam, J. U., Lim, S., and Yoon, T. W. (2016). “One-degree- of-freedom PD force control for inspecting the bonded parts of a wind generator blade using the Hunt- Crossley model”. Information and Control Symposium, pp. 4-5.
[10] Kim, D. J. and Lee, D. J. (2014). “Fabrication of a Multiplexing Sensor Probe for Measuring the Blade Deflection of a Wind Power Generator”. Journal of the
Korean Society of Manufacturing Technology Engineers,
Vol. 23, No. 2, pp. 178-185.[11] Hoell, S. and Omenzetter, P. (2016). “Improved damage detectability in a wind turbine blade by optimal selection of vibration signal correlation coefficients”. Structural
![Fig. 1 Details of the blade structure의 경우보다 피로하중이 낮다. 때문에 높은 발전량을 유지할 수 있는 장점들이 있다. 하지만 해상 풍력 발전기는 초기 설치비용과 유지보수 관리 비용이 육상에 비해 매우 높고, 염분에 의한 부식과 해상 기상조건에 따라 유지보수를 위한 접근 등의 문제점들이 있다[1, 2]](https://thumb-ap.123doks.com/thumbv2/123dokinfo/5507373.454622/2.808.98.708.820.1005/structure의-경우보다-피로하중이-발전량을-설치비용과-기상조건에-유지보수를-문제점들이.webp)