< 학술논문 or 기술논문 >
UV 나노임프린트리소그래피의 정렬 공정 중 몰드의 변형해석
박인수* · 원종진**· 임홍재** 정재일†
Deformation of a mold for large area UV- nanoimprint lithography in alignment and curing processes
Insoo Park, Chongjin Won, Hongjae Yim, Jay I. Jeong,
Key Words : Nano imprint lithography(나노임프린트 리소그래피), Alignment(정렬), deformation of mold(몰드의 변형)
Abstract
Deformation of a mold is measured and analyzed in alignment and curing processes of UV-Imprint Lithography. We are focused on mold deformation caused by a UV resin, which is laminated between a mold and a target glass-panel. The UV resin is viscous in case of liquid state, and the resin will be solidified when being exposed by the ultra-violet light. The viscosity of the resin causes shear force on the mold during the alignment process. Moreover, the shrinkage during phase change from liquid to solid may cause residual stress on the mold. The experiments for measuring temperature and strain are made during alignment and curing process. Strain-gages and thermocouples are used for measuring the strain and variation of temperature on several points of the mold, respectively. The deformation of mold is also simulated and analyzed. The simulation results are compared with the experiments. Finally, sources of alignment errors in large area UV- nanoimprint lithography are discussed.
1. 서 론
나노임프린트 리소그래피(Nano Imprint Lithography)는 마스크리스 리소그래피(Maskless Lithography)의 한 종류로 연구되고 있다. 이 공정 의 장점으로는 마스크와 광학장비가 필요가 없어 생산비용이 적고 3 차원의 형상을 가진 패턴을 전 사를 할 수 있다. 이는 광학필름의 생산에 매우 유용하다.
(1)현재에는 LCD 생산에 NIL 을 이용하기 위해 연 구가 활발히 진행되고 있다. LCD 의 경우 패널의 대형화로 인해 생산장비를 구입하는데 비용이 증 가하고 있다. 이와 같은 비용을 감소 시킬 수 있
† 국민대학교 기계자동차공학부 E-mail : [email protected] TEL : (02)910-4419 FAX : (02)910-4839
*
국민대학교 기계설계대학원
** 국민대학교 기계자동차공학부
는 방법 중 하나로 NIL 공정이 제시되고 있는 것 이다.
LCD 생산에서 NIL 공정을 적용하기 위해서는 정 렬기술의 개발이 필수적 이다. LCD 의 경우 다층 의 TFT 회로, 스패이서, 컬러필터가 전체 면에서 정렬되어야 한다. NIL 공정에서의 정렬은 몰드, 레 진, 대상기판이 모두 접촉되어 있는 상태에서 이 루어지기 때문에 해결해야 하는 문제점이 많다.
기존 UV-NIL 에 사용되는 몰드 재료의 경우 PDMS 나 PET 와 같은 고분자 화합물이 많이 사용 되었다. 고분자 화합물의 경우 탄성계수가 낮기 때문에 대면적 UV 리소그래피에서 심한 변형이 일어나는 것으로 알려져 있다. 특히 정렬과정에서 각 위치 별 정렬 정밀도가 떨어진다.
(2)(3)(4)정렬 시 몰드의 변형을 막기 위해 탄성계수가 높
은 쿼즈나 유리가 몰드의 재료로 사용된다. 탄성
2
계수가 높은 재료는 정렬이나 경화 시 변형이 적 다는 장점이 있지만, 몰드와 패널의 분리가 어렵 다는 단점이 있다. 특히 면적이 대형화 될수록 큰 힘이 필요하게 된다. 이는 전사된 패턴 파손의 원 인이 된다. 요구되는 몰드의 조건은 수평방향 변 형에 높은 강성과 수직방향 변형에 낮은 강성이 필요하다. 이를 만족하기 위해 얇은 LCD 패널용 유리를 몰드 재료로 사용을 하고 있다.
본 연구에서는 정렬과 경화과정에서 발생하는 정 렬오차의 원인에 대해 다루고 있다. 특히 몰드가 정렬과 경화 과정 중에 변화가 있는지에 대해 실 험을 하였다. 몰드의 변형을 측정하기 위해 스트 레인게이지를 사용하였다. 또한 경화 과정에서 몰 드의 온도변화를 추가적으로 측정하기 위해 써모 커플을 이용하였다.
2. 실험과 시뮬레이션
2.1 정렬과 경화과정
NIL 공정을 이용하여 LCD 를 생산하기 위해서는 정렬과정이 필수적으로 필요하다. LCD 는 다층의 TFT 회로와, 액정, 백라이트, 컬러필터, 편광필터로 이루어져 있다. 이중 TFT 회로를 제작하는 과정을 포토리소그래피로 제작이 된다. TFT 회로는 게이트 (GATE), 절연체(insulator), 소스(source), 드레인 (Drain)을 차례로 전사해야 한다. 게이트는 백라 이트 유닛의 빛을 통과하는 양을 조절하는 스위치 의 역할을 한다. 여기에 걸리는 전압에 따란 소스 와 드레인간에 흐르는 전기의 양이 결정이 된다.
그러므로 각각 구성요소들이 일정한 위치에 전사 되지 않으면, 회로가 정상적으로 작동하지 않는다.
정렬과정은 레진이 몰드와 패널유리와 접촉된 상 태에서 진행이 된다. 패널유리를 정밀 스테이지 위에 고정을 한 후, 패널유리 위에 레진을 일정량 도포를 한다. 그 후 레진 위에 몰드를 올린다. 이 때 레진이 몰드의 패턴 사이에 잘 들어가도록 가 압을 한다. 몰드와 패널유리의 정렬마크를 인식하 여 몰드와 패널유리가 틀어진 정도를 계산을 한다.
마지막으로 스테이지를 이동하여 패널유리와 몰드 를 정렬한다.
2.2 몰드의 변형 및 온도변화 측정 방법
실험에는 300×400×0.67 ㎜의 패널과 370×470×
0.50 ㎜의 몰드가 사용되었다. 패널과 유리는 같은 재료로 LCD 패널용 유리가 사용되었다. 몰드에는 약 30~40 ㎛의 두께의 PUA 패턴이 전사되어 있다.
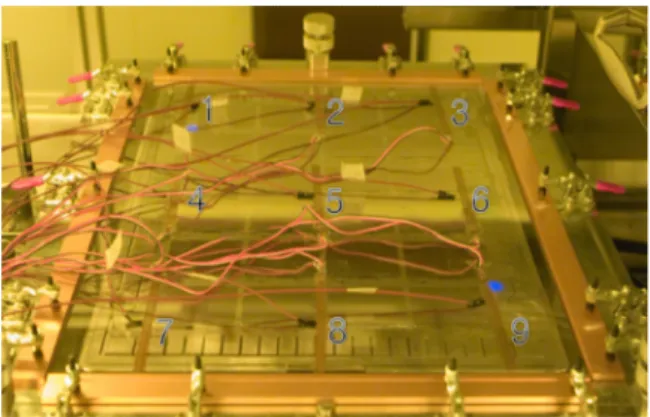
PUA 패턴은 UV-NIL 공정을 이용해 원판의 패턴을 몰드에 복제한 것이다. 몰드의 변형과 온도변화를 측정하기 위해 각각 9 개의 스트레인게이지와 써모 커플을 사용하였다. 스트레인게이지는 유효길이가 90 ㎜이다. 유효길이가 긴 스트레인게이지는 부착 된 위치의 평균 변형률이 측정되므로 전체적인 경 향을 파악하는데 도움이 된다. 또한 스트레인게이 지가 장시간 측정될 때 열발생에 의한 측정오차도 적다는 장점이 있다. 써모커플은 열전도 테이프를 이용하여 몰드 상부에 부착하였다. 각 센서의 위 치에 따른 1~9 번의 번호를 부여하였다. 전체 실 험 시스템의 좌표는 스테이지의 운동을 기준으로 방향을 설정하여, 몰드의 긴축을 X 방향 짧은 축 을 Y 방향으로 가정하였다.
Fig. 1 Alignment process by the stage
Fig. 2 Measurement of temperature and strain
2.3 스테이지의 이동에 의한 몰드의 변형
스테이지의 이동과 스트레인 게이지의 출력값과
의 관계를 보기 위해 스테이지를 5 초 간격으로 X
방향으로 +100 ㎛, +100 ㎛, -100 ㎛, -100 ㎛이동을
하였다. 스테이지의 이동에 의해 몰드의 변형이
측정되었다. 변형률은 각 측정 지점에 따라 다른
값이 측정되었다. 변형률의 경향을 보면, 스테이지
의 이동이 끝난 후에도 변형이 영구적으로 남아있
다. 최대 변형률이 나타나는 스트레이지의 값은
약 2.5 마이크로스트레인이다. 유효길이가 90 ㎜이
므로 약 200 ㎚의 길이 변화이다. 이는 몰드에 작
용하는 전단력이 레진의 점성에만 의존하지 않는
다는 것을 의미한다. 또한 정렬마크 가 정확히 정
렬이 되어도, 부분적으로 정렬 정도가 떨어진다는
것을 예측할 수 있다.
몰드에 약 1 마이크로 스트레인이 발생할 때 작용 하는 전단응력을 예측하기 위해 시뮬레이션을 수 행하였다. 해석은 몰드의 하부 레진이 있는 면에 균일한 전단력이 작용하는 것을 가정하였다. 몰드 의 각 모서리는 고정이 되어 있으며, Z 방향의 운 동을 제한하였다. 해석한 결과를 보면 몰드 하부 에 약 50N 의 힘이 가해야지만, 최대 약 1.6 마이크 로 스트레인의 변형이 나타났다.
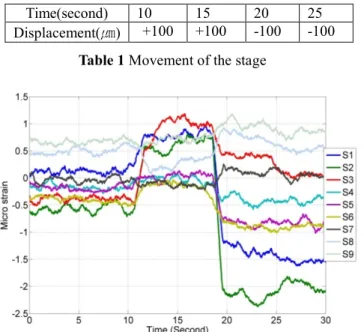
Time(second) 10 15 20 25 Displacement(㎛) +100 +100 -100 -100
Table 1 Movement of the stage
Fig. 3 Strain of the mold by movement of the stage
2.4 경화과정에 의한 몰드의 변형
UV 에 의해 레진이 경화되는 동안 변형률과 온 도가 각각 9 지점에서 측정이 되었다. 온도의 변화 를 보면 경화가 실제로 진행되는 약 40 초간 빠른 온도 상승이 일어났다. 그 후 UV 램프가 켜져 있 는 동안 지속적으로 온도가 상승하였으며, UV 램 프가 소등이 되면, 온도는 빠르게 떨어졌다. 변형 률을 보면 경화초반에 빠르게 변하였다는 것을 알 수 있다.
변형률은 각 측정지점마다 큰 차이를 보이지만, 경향은 일정하게 나타났다. UV 램프를 소등한 후 에는 전 측정지점에서 약 2 마이크로 스트레인의 변화가 있다. 하지만, 각 지점마다 다른 양의 잔류 변형이 남는 것을 확인할 수 있었다. 특히 변형률 자체가 음의 방형으로 측정이 되는 것으로부터 몰 드의 변형이 열변형에만 의존하는 것이 아니라는 것을 알 수 있다. 또한 온도가 지속적으로 떨어지 고 있어도, 변형률은 일정한 값을 유지하고 있다.
레진의 경화에 의해 잔류 변형이 남는 이유로는
레진의 수축에 의한 것으로 예측된다. 레진은 경 화과정에 의해 약 10%의 수축이 일어난다. 각 측 정 지점별로 변형률의 차이는 레진의 두께에 따른 수축된 절대적인 양의 차이로 인한 것이다.
Fig. 4 Temperature of the mold in curing process
Fig. 5 Strain of the mold in curing process
2.5 레진의 경화에 의한 몰드의 변형해석
수축현상에 따른 몰드의 변형을 확인하기 위해 시뮬레이션을 수행 하였다. 시뮬레이션 모델은 패 널, 레진, PUA 패턴, 몰드 네 가지로 이루어져있다.
각 접촉면은 본드가 되어 있는 조건을 이용하여
모델링 하였다. 레진의 두께만 불균일하게 모델링
이 되어있으며, 레진의 수축조건을 주기 위해 레
진에만 열팽창계수가 주어졌다. 열팽창 계수는
0.01/℃이고, 전체 해석모델의 온도는 10 도가 하강
하는 조건을 주었다. 또한 경화과정에 의해 레진
의 탄성계수가 증가하는 조건을 주기 위해 탄성계
수가 온도에 의존하는 물체로 가정을 하였다. 이
가상의 조건을 이용하여, 해석시간 동안 경화와
수축을 고려한 해석을 수행하였다. 경계 조건은
패널에만 주어져 있으며 스테이지 위에 고정이 되
어 있기 때문에 Z 방향으로의 운동만 제약을 하였
다. 몰드는 별도의 경계조건 없이 운동이 자유롭
게 모델링 하였다.
4
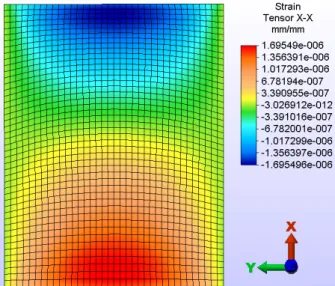
시뮬레이션 결과에서 X 방향의 변형률을 보면, 몰드가 수축하는 것을 볼 수 있다. 레진의 두께가 균일하지 않기 때문에 이에 따라서 변형률도 차이 가 나타난다는 것을 알 수 있었다. 레진이 두껍게 모델링 된 부분일수록 변형이 심하게 나타났으며 최소 변형률은 약 -1.3 마이크로스트레인이다. 이 는 실험값과 비슷한 값을 가지고 있다. 패널유리 의 변위를 보면 중앙부를 향해서 불균일하게 수축 을 하는 것을 알 수 있다. 이때 최대 변위는 2.47 마이크로 미터이다.
Fig. 6 Strain of the mold by shrinkage of the resin
Fig. 7 Strain of the panel by shrinkage of the resin
2.6 경화 후 위치에 따른 정렬결과
몰드와 패널을 분리한 후 정렬을 현미경으로 측 정을 하였다. 현미경은 광학 100 배율 렌즈로 촬영 을 하였다. 레진의 두께가 현미경의 심도보다 크
므로 패널에 초점을 맞춘 사진과 전사된 패턴에 초점을 맞춘 두 사진을 합성을 하였다. 측정된 결 과를 보면 각 정렬 위치가 다른 것을 알 수 있다.
우리는 이러한 원인이 정렬과 경화과정에서의 몰 드에 변형 때문에 발생한다고 생각한다. 각 사진 을 보면 패턴의 명암비가 차이 나는 것을 알 수 있다. 전사된 패턴을 촬영할 때 레진의 잔여두께 에 따라 패널의 기존 패턴이 심도 안에 들어오는 정도가 다르기 때문이다.
레진두께의 불균형은 각 지점마다 다른 전단력, 발열량, 레진의 수축양의 차이를 가져온다. 레진의 불균형의 원인은 몰드로 사용되는 LCD 유리의 공 차와 몰드와 패널유리 고정부의 가공오차가 있다.
Fig. 8 Alignment result in the panel
3. 결 론
나노임프린트리소그래피는 지난 10 년 이상 많은 연구가 진행되어 왔다. 하지만, 정렬 기술이 완전 하지 않기 때문에 응용분야의 제약을 받고 있다.
우리는 LCD 생산과정에서 NIL 을 적용하기 위해 대상 기판에 있는 패턴과 몰드의 패턴은 전 영역 에서 정렬하는 것을 목표로 연구를 진행하였다.
대부분의 연구에서는 UV-NIL 의 몰드재료는 소 프트 몰드인 PDMS 와 같은 폴리머몰드는 사용하 였다. 본 연구에서는 폴리머 몰드는 다루기 쉽지 만 변형이 잘 일어나기 때문에 유리로 만든 몰드 를 사용하였다.
이 연구에서는 실험적으로 유리몰드의 변형을
UV-NIL 과정에서 측정하였다. 크게 정렬과정과 경
화과정에서의 변형이 측정되었다. 측정된 값은
LCD 생산에 필요한 1 ㎛에 근접한 값이다. 변형률 의 값은 측점지점마다 다르게 나타났다. 위치에 따른 측정 값의 차이가 레진에 두께에 의존한다.
특히 경화과정에서 나타나는 불 균일한 잔류 변 형은 꼭 해결해야 하는 문제이다. 이를 위해서는 몰드와 패널유리의 고정방법, 레진의 두께 측정과 제어가 가장 큰 문제가 될 것이다. 또한 UV-램프 와 레진에 의한 열변형도 고려가 되야 한다.
후 기
본 연구는 서울시 산학연 협력사업의 지원으로 수행되었음 (과제번호 10583).
참고문헌