대한기계학회논문집 A권, 제35권 제9호, pp. 991~997, 2011 991
<학술논문> DOI http://dx.doi.org/10.3795/KSME-A.2011.35.9.991 ISSN 1226-4873
EPP 비드폼의 특성에 관한 연구§
정동원*† · 이응기**· 박철범***
* 제주대학교 기계전공, ** 토론토대학교 재료과학공학과, *** 토론토대학교 기계산업공학과
Study on Properties of EPP Bead Foam Dong Won Jung*†, Eung Kee Lee** and Chul B. Park***
* Dept. of Mechanical Engineering, Jeju Nat’l Univ.,
** Dept. of Materials Science and Engineering, Univ. of Toronto
*** Dept. of Mechanical and Industrial Engineering, Univ. of Toronto (Received December 13, 2010 ; Revised May 23, 2011 ; Accepted July 12, 2011)
1. 서 론
발포 폴리 프로필렌 비드폼 제조를 위한 증기실 조형공정에서 고온의 증기는 비드를 가열하고 3 차원의 조형 캐비티에서 비드를 소결하는데 효과적인 열매체로 작용할 수 있다.(1~3)
게다가 증기는 비드 안으로 잘 확산되어 들어가며 셀 안에서 액화된다. 감압이 조형 캐비티에 적용되었을 때, 셀안의 물이 기화하여 압력 차이 때문에 부드러운 세포구조를 확장한다.
이것이 비드 확장과 소결의 원동력이다. 그러나 증기의 일부가 액화상태로 증기실 성형이 끝난 후에도 EPP 비드에 셀안에 물로 남을 수 있다.
그러므로 압축된 물이 최종 발포 제품에 부정적인 영향을 일으킬 수 있다. 특히 일부 치수 결함이 발생할 수 있다. 가장 전형적인 문제는 비드폼 Key Words : EPP Bead Foam(EPP 비드폼), Steam Chest Molding(증기실 조형), Steam Pressure(증기압), Annealing(노
내 가열), Steam Molded Product(증기조형 제품), Tensile Test(인장시험), Dimensional Stability(치수안 정), Foam Shrinkage(폼 수축) , SEM Analysis(SEM 분석)
초록: 본 논문은 EPP 비드폼에 대한 증기실 조형공정의 기본 원리들과 과정들에 대해 다루고 있습니다.
증기실 조형은 EPP 기술을 위한 필수적인 공정입니다. 그러나 증기실 조형의 공정조건에 대해 연구가 거의 이루어져 있지 않습니다. EPP 폼의 특징들은 에너지흡수, 다양한 충격보호, 가벼운 무게, 구조상의 견고성과 내구성 등이다. 본 연구에서는 증기실 조형에서 증기압을 변화시켜 EPP 폼 제작을 위한 최적조건을 찾고자 노력하였으며, 무엇보다 증기조형 제품의 수축을 방지하기 위하여 EPP 폼 조형후 노내 가열을 수행하였다. 다른 노내 가열 온도들에서 시간에 따라 무게가 바뀌는 것을 관찰함으로써 폼 수축의 메커니즘을 확인하는 것이 가능하였다. 인장시험과 SEM 해석을 수행하여 이들 실험결과들을 뒷받침할 수 있었고, 다른 증기압들에서 조형된 제품들에 대해 치수안정성을 조사하였다.
Abstract: This paper deals with the basic principles and procedures involved in the steam-chest molding process used for manufacturing expanded polypropylene (EPP) bead foam. Steam-chest molding is an integral process for EPP technology.
However, little research has been carried out on the processing conditions for steam-chest molding this process. The characteristics of EPP foam are energy absorption, multiple-impact protection, low weight, structural strength, and durability. In this study, the steam pressure in steam-chest molding was varied to determine the optimum conditions for manufacturing EPP foam. Moreover, annealing was performed after EPP-foam molding to prevent the shrinkage of the steam-molded product. It was possible to verify the mechanism of foam shrinkage by observing the change in weight with time at different annealing temperatures. Moreover, a tensile test and scanning electron microscopy (SEM) analysis were performed to support these experimental results. The dimensional stability of each molded product was investigated at different steam pressures.
§ 이 논문은 대한기계학회 2010 년도 추계학술대회(2010.
11. 3.-5., ICC 제주) 발표논문임
† Corresponding Author, [email protected]
© 2011 The Korean Society of Mechanical Engineers
992
제품의 수축이다 조형 후에 필요하다.
증발, 증기의 조사하여 개발했다. (4~8)
Fig. 1 은 비드 사이의 달성하기 위해
이러한 공간뿐 아니라 중요하다. (9~10)
이 연구는 원리와 절차에
증기실 조형은 불구하고 어떠한 적이 없다.
특히 증기조형폼을 조사되었다.
또한 EPP 압력과 관계가
마지막으로 영향은 EPP 조사하였다.
2.1 재료와 증기실 조형에는 EPP 비드를 용된 EPP 비드의 이 비드들은 장 비율이 있다
2.2 실험장치 본 연구에서 밀, 한국) 실험실 수, 압축공기
(a)
Fig. 1 Model of bead sintering; (a) Initial packing, (b) Intermediate stage and (c) ideally sintered bead foam
수축이다. 이를 비교적 높은
몇몇 이전 증기의 증축 및
증기실 조형에
(4~8)
은 증기실 조형공정의 사이의 빈 공간은
위해 최종 비드폼에서 의미에서 조형 아니라 빈 공간에
(9~10)
연구는 EPP 비드를 절차에 대한 연구이다
조형은 EPP 기술에서 어떠한 문헌도 증기조형폼을
.
EPP 비드 폼의 관계가 있다.
마지막으로 증기 압력이 EPP 비드의 증기실
.
2.
재료와 물성치 조형에는 JSP 비드를 사용하였다
비드의 자세한 비드들은 15 배, 30 배
있다.
실험장치
연구에서 사용된 실험실 규모의 압축공기 파이프를
Model of bead sintering; (a) Initial packing, (b) Intermediate stage and (c) ideally sintered bead
를 해결하기 높은 온도에서
연구를 기초로 열전도의 근본적인 조형에 대한
조형공정의 원리를 공간은 우수한
비드폼에서 제거되어야 조형 캐비티의 공간에 갇힌
비드를 위한 증기실 연구이다.
기술에서 필수적인 문헌도 최적의 가공
위한 최적 폼의 기계적
압력이 치수 안정성에 증기실 조형을
실 험
JSP 로부터 공급받은 사용하였다. Table 1 은
자세한 설계 명세서를 배, 45 배, 이렇게
증기실 조형기계는 규모의 기계로 고압 파이프를 연결해 설치되었다
(b) (c) Model of bead sintering; (a) Initial packing, (b) Intermediate stage and (c) ideally sintered bead
정동원 해결하기 위하여 증기
온도에서 노내 가열 기초로 Nakai 등은
근본적인 측면을 수치 모델을 원리를 보여준다
기계적 특성을 제거되어야 한다 캐비티의 환기는
물을 없애는데 증기실 조형공정의 필수적인 절차임에도 가공 조건을 기술한 최적 어닐링시간이 기계적 성질은 증기 안정성에 미치는 통해 실험적으로
공급받은 3 종류의 은 이 연구에 명세서를 보여준다 이렇게 3 가지의
조형기계는(다보정 고압 증기, 냉각 설치되었다. 금형
(b) (c) Model of bead sintering; (a) Initial packing, (b) Intermediate stage and (c) ideally sintered bead
정동원 · 이응기 · 증기 가열이 등은 측면을 모델을 준다.
특성을 한다.
빈 없애는데
조형공정의 절차임에도 기술한 어닐링시간이 증기 미치는 실험적으로
종류의 연구에 사
보여준다.
가지의 확
다보정 냉각 금형
Model of bead sintering; (a) Initial packing, (b) Intermediate stage and (c) ideally sintered bead
캐비티의 2.3 증기실 에 분사 형의 여 수분을 감압 기
이후 정이 위한 측정하였다
ARPRO 5446 ARPRO 5425 ARPRO 5415
(a)
Fig.
박철범 캐비티의 크기는
2.3 실험방법 증기실 조형의 비드를 채움, 2) 분사, 3) 이동하는 형의 양면에서 3
수분을 제거하기 감압 단계는 압력차
위함이다.
이후 세 종류의 정이 되었다. 이 위한 방법으로, 측정하였다.
Table 1 EPP beads with different expansion ratios Grade
ARPRO 5446 ARPRO 5425 ARPRO 5415
) Foam with shrinkage without annealing(left hand side) and normal foam after annealing(right hand
(b) Recovered foam by annealing after shrinkage Fig. 2 Shrinkage of EPP foam (
through oven annealing
크기는 30cm x 30cm x 10cm
조형의 기본 과정
, 2) 고정된 주형으로 이동하는 주형으로 부터
3 차 증기 분사 제거하기 위한 진공
압력차를 이용 종류의 EPP 비드
이 연구에서 , 비드폼의 비틀림
EPP beads with different expansion ratios Expansion Ratio
x 15 x 30 x 45
oam with shrinkage without annealing(left hand side) and normal foam after annealing(right hand
ecovered foam by annealing after shrinkage Shrinkage of EPP foam (
through oven annealing
30cm x 30cm x 10cm 였다
구성: 1) 주형 주형으로 부터 부터 2차 스팀 분사 5) 감압, 6)
진공, 8) 주형 개방 이용, 비드를 추가
비드 폼에 치수안정성 치수안정성을 비틀림 길이를
EPP beads with different expansion ratios Expansion Ratio Bulk Density (g/L)
oam with shrinkage without annealing(left hand side) and normal foam after annealing(right hand
ecovered foam by annealing after shrinkage Shrinkage of EPP foam (x 45) and
through oven annealing
였다.
주형 캐비티 안 부터 1 차 스팀 스팀 분사, 4) 주 , 6) 수냉, 7) 잔 개방 및 배기 추가 확장하 치수안정성 측 치수안정성을 비교하기 길이를 정의하고
EPP beads with different expansion ratios Bulk Density (g/L)
60.9 31.3 20.9
oam with shrinkage without annealing(left hand side) and normal foam after annealing(right hand side)
ecovered foam by annealing after shrinkage 45) and recovery
안 스팀
주 잔 배기 확장하
측 하기 정의하고
oam with shrinkage without annealing(left hand side)
recovery
(a)
(a) x 15 bead
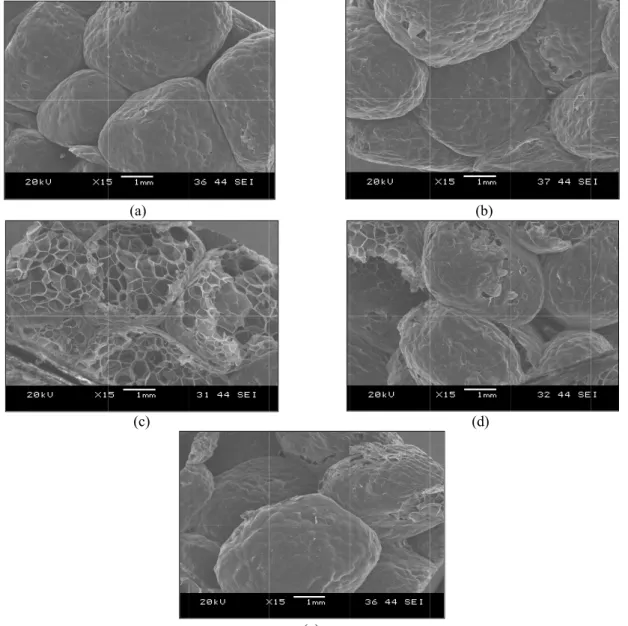
Fig. 3 SEM photographs of EPP beads with different expansion ratios EPP 비드폼의
photographs of EPP beads with different expansion ratios 비드폼의 특성에
(c) x 45 bead
photographs of EPP beads with different expansion ratios 관한 연구
45 bead
photographs of EPP beads with different expansion ratios (b) x 30 bead
photographs of EPP beads with different expansion ratios 30 bead
photographs of EPP beads with different expansion ratios
993 993
정동원 · 이응기 · 박철범 994
증기 조형후 조형된 폼의 시간 경과에 따른 무 게 변화는 서로 다른 어닐링 온도에서 관찰되었다.
전자 주사 현미경(SEM) 분석은 내부 셀 구조 뿐 만 아니라 증기 조형폼 비드 사이의 접점을 관찰 하기 위해 실시되었다.
증기 압력이 기계적 성질에 미치는 효과를 연구 하기 위한 목적으로 인장 실험이 ASTMD638-03 에 따라 실시되었다.
3. 실험 결과 및 고찰
3.1 Relationship between Post-Annealing and Shrinkage
실온에서 30 배 폼과 45 배 폼은 증기실 조형 후 1 시간 안에 눈에 띄게 줄어들었다. 하지만 15 배 폼은 다른 고확장 폼들과는 달리 축소하지 않았다.
Fig. 2(a)의 왼쪽 사진은 심하게 축소된 폼 형상을 보여주고 있다.
하지만 Fig. 2(a)의 오른쪽에 보여진 것처럼, 증 기실 조형 직후 폼이 3 시간 동안 80℃ 에서 어닐 링된 경우는 수축현상이 나타나지 않았다. 수축현 상이 심하게 나타났던 30 배 와 45 배 폼들의 경우 조형직후 어닐링을 통하여 완성된 비드폼에 큰 결 함을 줄 수 있는 수축현상을 상당히 감소시킬 수 있었다. 흥미롭게도, Fig. 2(b)에 나타난 것처럼 이 미 수축된 폼이 80℃ 에서 4 시간 동안 어닐링 된 경우, 본래 수축 전의 형태와 크기로 복귀하였다.
이러한 원상복귀 현상은 셀 안 물의 증기압으로 인한 셀의 팽창과 셀 벽의 탄성복원으로 인한 복 귀 때문이라고 추측되어진다. 하지만 Fig. 2(b)의 왼쪽 사진에 보여지는 것처럼, 증기 조형 폼 표면 의 미세주름은 24 시간의 어닐링 후에도 상당수가 제거되지 않고 그대로 남아 있었다.
이러한 현상의 원인을 규명하기 위하여, EPP 비 드들은 SEM 분석되었다. Fig. 3 에 나타난 것처럼, 15 배 폼의 셀 벽 두께는 15µm 로써, 유사한 셀 크 기를 가지고 있는 30 배, 45 배 폼의 셀 벽 두께 (각각 ~4µm 와 ~2µm) 보다도 훨씬 두꺼웠다. 이것 은 조형폼이 식을 동안에 셀속의 잔존 증기가 액 화하면서 셀을 진공상태로 만들었다는 의미이다.
이것은 30 배 와 45 배 폼의 셀 벽은 충분히 두껍 지 않아 이 진공상태를 견디지 못할 것이라고 생 각되어진다. 반면에 15 배 발포체의 셀 벽은 훨씬 두껍기 때문에 진공상태를 견디고 원래의 크기와 형상을 유지할 수 있었다. 이러한 의미에서 셀 벽 두께가 수축에 미치는 영향을 이해할 수 있다.
(a) Shrunk foam without annealing
(b) Normal foam with annealing after steam chest molding Fig. 4 SEM photographs of cross-sections of EPP foams
0 1 2 3 4 5 2 4
8 4 8 6 8 8 9 0 9 2 9 4 9 6 9 8 1 0 0
Weight (%)
A n n e a lin g T im e (h o u r)
2 5oC 5 0oC 7 0oC 9 5oC
Fig. 5 Weight loss of EPP foams (x 45) after steam chest molding depending on annealing time and temperature
어닐링 처리과정은 셀 안의 진공상태를 방지할 뿐 만 아니라, 공기와 물의 확산율을 증가시킨다. 그 러므로 셀 안의 잔존 수증기는 시간이 지남에 따
EPP 비드폼의 특성에 관한 연구 995 라 벽을 통과하여 나갈 수 있다. 또한 어닐링으로
인해 높아진 확산율로 인하여 공기가 평형상태를 이룰 때까지 확산될 수 있다. 이러한 원리를 통해 셀 벽이 얇은 증기 조형 폼이 어닐링 처리를 통해 크기와 형상 변형을 방지할 수 있다. Fig. 4 에서 나타내어진 셀 벽 형태는 이 설명을 뒷받침 해주 고 있다. 수축된 폼의 셀 벽은 기복이 심한 편이 지만, 어닐링 처리를 거친 폼의 셀 벽은 상당히 고르다.
3.2 Weight Change of Steam-molded Foam during Annealing
전에 언급된 것처럼 액화된 물은 셀 안에 갇힐 수 있으며, 잔존하는 물은 기화 팽창하여 어닐링 중 셀의 구조를 유지할 것이라고 예상된다. 대부 분의 물은 시간이 지남에 따라 폼에서 빠져나가면 서 폼의 무게는 이에 따라 줄어들 것이다. 증기 조형폼의 무게 변화를 측정하기 위해서, 어닐링 실험은 4 개의 다른 온도에서 실행하여졌다. Fig.
5 는 시간 경과에 따른 발포체의 무게변화를 나타 낸 그래프이다. 특히 70 도와 95 도에서 어닐링 된 폼의 무게는 급격하게 감소하였고, 2 시간 내에 최 종 안정기에 도달하였다. 하지만 25 도와 50 도에 서 어닐링된 경우, 발포체의 무게는 서서히 감소 하였다. 기본적으로 높은 온도에서 EPP 비드 셀 벽은 연하게 되면서 확산율이 향상되었다. 반면 낮은 온도에서는 셀 벽이 더욱 단단하기 때문에 확산율이 낮아 폼의 무게는 서서히 감소하였다.
이 결과에 따르면, 높은 온도에서의 어닐링 처리 는 공정시간을 줄이기 때문에 더욱 적합하다고 할 수 있다.
3.3 Effect of Steam Pressure on Tensile Strength 증기압이 최종 비드 폼에 기계적 성질에 미치는 효과를 연구하기 위해, Table 2 에 나타난 것처럼 다양한 값의 스팀 분사압이 사용되었다. 45 배 EPP 비드는 증기조형 후 3 시간 동안 80 ℃ 어닐 링 처리 되었고, 그 후 비드폼을 시편으로 사용하 여 인장시험이 실행되었다. Fig. 6 에 따르면 #3 압 력 조건이 가장 높은 인장강도를 주는 것으로 나 타났다. Fig. 7 의 SEM 사진은 #3 의 압력 조건에 서의 EPP 비드가 인장실험시 가장 심하게 찢어진 표면을 가지고 있다는 것을 나타낸다. #3 조건에 서의 비드는 각각 충분히 팽창하여 더욱더 강한 비드 사이의 접착력을 제공하였다는 것을 알 수 있다.
3.4 Effect of Steam Pressure on Dimensional Stability 증기조형 후의 어닐링 처리는 성형된 비드폼의 수축을 방지할 수 있었다. 그럼에도 불구하고 증 기압 상태에 따라 근소한 휨이 발생하였다. 성형 된 폼의 치수 안정을 정량화할 목적으로, 휨 길이 는 이 연구에서 Fig. 8(a)에 제시된 것처럼 정의되 었다. Fig. 8(b)는 Table 2 의 #1 ~ #5 의 서로 다른 압력 상태에서 증기 조형된 비드 폼의 휨 길이 측 정 결과를 보여준다. 흥미롭게도 휨 길이는 #3 증 기압 상태일 때 최소였으며, 이는 인장 시험 결과 와도 일치한다. 증기압에 의존하는 비드 접착력의 정도가 치수 안정과 직접 관계가 있다라고 생각된 다.
Table 2 Steam chest molding conditions
No.
Steam Pressure (bar) 1st Injection
(fixed mold)
2nd Injection (moving mold)
3rd Injection (fixed/moving)
#1 1.6 2.8 1.8 / 3.0
#2 1.8 3.0 2.0 / 3.2
#3 2.2 3.6 2.4 / 3.8
#4 2.6 3.4 2.8 / 3.5
#5 2.8 3.4 3.0 / 3.5
# 1 # 2 # 3 # 4 # 5
0 1 0 0 2 0 0 3 0 0 4 0 0 5 0 0
Tensile Strength (kN/m2 )
S te am P res s u re C o n d itio n
Fig. 6 Tensile strength of EPP foams (x 45) that were steam-molded at different steam pressure conditions
996
(a)
0 1 2 3 4
Warpage Length (mm)
(b) Warpage length depending on steam pressure Fig. 8 Warpage measurement of EPP foam (
Fig. 7 SEM photographs of fracture surface of EPP foam ( (e) were described in Table
(a) Definition of warpage length
#1 #2
Steam Pressure Condition
arpage length depending on steam pressure Warpage measurement of EPP foam (
SEM photographs of fracture surface of EPP foam ( (e) were described in Table
efinition of warpage length
#3 #4
Steam Pressure Condition
arpage length depending on steam pressure Warpage measurement of EPP foam (
(a)
(c)
SEM photographs of fracture surface of EPP foam ( (e) were described in Table 2
정동원
efinition of warpage length
#5 Steam Pressure Condition
arpage length depending on steam pressure Warpage measurement of EPP foam (45-fold
SEM photographs of fracture surface of EPP foam ( 정동원 · 이응기 ·
arpage length depending on steam pressure fold)
EPP 성질과 본 최적의
증기압력은 이기
화시키면서 기계적
어닐링 드폼 을 가 혀졌다
(e)
SEM photographs of fracture surface of EPP foam (x 45) during tensile test;
박철범
EPP 비드폼을 성질과 치수 안정성이
연구은 증기실 최적의 성형조건
증기압력은 증기실 이기 때문에 본연구 화시키면서 결과를 기계적 성질과
어닐링 처리과정 폼들의 수축을 고려하면, 고온 공정시간을 혀졌다.
45) during tensile test;
4. 결
폼을 산업에 적용하기 안정성이 중요하다는 증기실 조형의 원리를
조건들을 찾으려 증기실 조형에서 본연구에서 증기압력을 결과를 살펴 보았고
치수 안정성 처리과정이 특히 수축을 방지하기
고온(95oC 이하 줄이기 때문에 (b)
(d)
45) during tensile test; Steam molding conditions of (a) ~
결 론
적용하기 위하여 중요하다는 것을
원리를 이해하려 찾으려 노력하였다
조형에서 중요한
증기압력을 다양하게 보았고 성형된 안정성 등이 테스트 고도로 팽창된 방지하기 위하여 필요하다는
이하)에서의 어닐링 때문에 적합하다는
Steam molding conditions of (a) ~
위하여 기계적 것을 고려할 때 이해하려 하였고 노력하였다.
중요한 매개 변수 다양하게 변 된 비드폼은 테스트 되었다.
팽창된 EPP 비 필요하다는 것 어닐링 처리 적합하다는 것이 밝 Steam molding conditions of (a) ~
기계적 때, 하였고
변수 변 은 비 것 처리 밝
EPP 비드폼의 특성에 관한 연구 997 인장 시험에서 #3 증기 압력 조건이 가장 높은
인장강도를 보여주었고 이 결과는 증기 조형된 비 드폼의 비틀림 길이를 측정하여 얻어진 치수 안정 성 테스트와도 부합한다. 전자 주사 현미경 실험 은 이 실험 결과에 EPP 비드폼의 찢어진 표면을 시각적으로 보여주었다.
이 연구결과는 경험이 부족한 엔지니어에게 쉽 게 증기실 조형을 위한 최적의 조건을 찾는데 많 은 도움을 줄 것이다.
후 기
“이 논문은 2008 년도 제주대학교 학술연구지원 사업에 의하여 연구되었음.”
참고문헌
(1) Mills, N. J. and Gilchrist, A., 1999, Cell. Polym., Vol.
18, No. 3, p. 157.
(2) Suh, K. W., 1991, Handbook of Polymeric Foams and Foam Technology, Klempner, D. and Frisch, C., Eds., Hanser Publishers, Munich, Chapter 8, pp.
151~186.
(3) Mills, N. J., 1997, Cell. Polym., Vol. 16, p. 194.
(4) Nakai, S., Taki, K., Tsujimura, I. and Ohshima, M., 2008, Polym. Eng. Sci., Vol. 48, No. 1, pp. 107~115.
(5) Yang, C. T. and S. T. Lee, S. T., 2003, J. Cell. Plast., Vol. 39, No. 59.
(6) Frederick, G., Kaepp, G. A., Kudelko, C. M., Schuster, P. J., Domas, F., Haardt, U. G. and Lenz, W., 1995, S.A.E. Trans, Vol. 104, No. 5, p. 394.
(7) Mahapatro, A., Mills, N. J. and Sims, G. L. A., 1998, Cell. Polym., Vol. 17, p. 252.
(8) Beverte, I., 1998, Mech. Compos. Mater., Vol. 34, p.
115.
(9) Bellehumeur, C. T. and Vlachopoulos, J., 1998, SPE, ANTEC, Technical Papers, Vol. 1, p. 1112.
(10) Pop-Iliev, R., Rizvi, G. M. and C.B. Park, C. B., 2003, Polym. Eng. Sci., Vol. 43, No. 1, p. 40.