http://dx.doi.org/10.12925/jkocs.2017.34.3.436
전기화학처리와 HClO 처리를 통한 폐수중 COD, 총인, 총질소의 저감에 대한 연구
김태경․송주영
✝ 창원대학교 토목환경화공융합공학부(2017년 7월 15일 접수: 2017년 8월 14일 수정: 2017년 8월 28일 채택)
A Study on the Reduction of COD, Total Phosphorus and Nitrogen in Wastewater by Electrolysis and HClO Treatment
Tae Kyeong Kim․Ju Yeong Song✝
Division of Civil, Environmental and Chemical Engineering, Changwon National Univ.
20 Changwondaehak-ro Uichang-gu, Changwon, Gyeongnam, 51140, Republic of Korea (Received July 15, 2017; Revised August 14, 2017; Accepted August 28, 2017)
요 약 : 합성폐수 내의 유기물(COD), 질산성 질소, 인산이온을 제거하기 위한 폐수처리 시스템 개 발을 위한 연구를 수행하였다. 먼저 COD는 HClO의 산화 반응에 의해 거의 100 % 제거되었으며 전기 화학적 처리에 의해 질산성 질소가 암모니아성 질소로 환원되지만, 암모니아성 질소는 HClO 처리에 의 해 질산성 질소로 재 산화 되었다. 암모니아성 질소는 가열 증발 처리에 의하여 거의 100% 제거 되었 으며 HClO 처리를 하여도 재 산화되는 암모니아성 질소는 나타나지 않았다. 인산 이온은 pH에 따라 금속 착염을 형성함으로써 침전 처리에 의해 제거할 수 있었으며 전기화학적 처리와 HClO 처리를 통 하여 COD 99.5 % 이상, 질소 97.3 %, 인 91.5 %의 제거 효율을 얻을 수 있었다.
주제어 : COD, 질소, 인, 전기화학처리, HClO
Abstract : This study was conducted to develop a wastewater treatment system to remove organic matter, nitrate nitrogen, and phosphate ion in synthetic wastewater. COD was removed almost 100% by the oxidation reaction of HClO and nitrate nitrogen was reduced to ammonia by electrolysis treatment, but ammonia was reoxidized into nitrate nitrogen by HClO treatment.
Ammonia was removed almost 100% by heating evaporation and no ammonia was reoxidized into nitrate by HClO treatment. Phosphate ion could be removed by precipitation treatment by forming metal complex according to pH. Through electrolysis treatment and HClO treatment, removal efficiencies of COD 99.5%, nitrogen 97.3% and phosphorus 91.5% were obtained.
Keywords : COD, Nitrate, Phosphate, Electrolysis, HClO
✝
Corresponding author
(E-mail: [email protected])
1. 서 론
과다한 영양물질로 인한 수질 오염은 전 세계 적으로 심각한 환경 문제이다[1]. 특히 하,폐수 중의 COD를 유발하는 원인물질과 질소, 인이 미 처리된 상태로 하천이나 호소 등으로 배출될 경 우, 조류의 이상증식으로 인하여 부영양화 문제가 발생되며, 이는 환경문제뿐만 아니라 경제적으로 도 큰 피해를 유발한다[2-4]. 질산성 질소는 물 에 대한 용해도가 높아 제거하기 어렵고, 체내에 서 발암성 물질인 nitrosamine으로 환원되어 암 을 유발할 수 있으며, 영유아에게는 산소전달을 방해하는 청색증을 유발하는 원인 물질로 알려져 있다[5].
화학적 산소요구량 (COD)은 하천 또는 산업 폐수의 오염도를 나타내는 것으로 COD값이 높 을수록 수중의 용존산소량이 감소하게 되고 그에 따라 수질이 악화되며 물의 부패를 촉진하며 이 에 대한 규제가 필수적이다. 또한 인은 질소와 는 다르게 조류발생에 있어서 가장 큰 영향인자 가 된다. 이처럼 부영양화는 인에 의하여 조절되 므로 인을 부영양화 원인의 제한적 오염물질이라 하며, 폐수 중 질소가 존재하더라도 인을 제거하 면 부영양화가 일어나지 않기 때문에 인의 제거 가 필수적이다[6,7].
수중의 질산성 질소를 제거 또는 감소시키기 위해서 수많은 방법들이 개발되어왔다. 질산성 질 소 제거 방법으로는 크게 물리화학적 방법 (reverse osmosis, ion exchange, electrodialysis, adsorption etc.)과 생물학적 방법(A2O, Bardenpho, modified Bardenpho, biological denitrification etc.)이 있다[8-10]. 이중 역삼투법 은 제거 효율은 높으나 고농도의 TDS (total dissolved solids) 처리 및 부식 방지를 위한 처리 가 필요하고 공정비용이 높다. 흡착방법은 pH와 온도에 민감하고, 생물학적 방법은 공정의 안정성 과 신뢰성이 크지만 처리시간이 길어 넓은 시설 부지가 요구되고 온도에 민감하다는 단점이 있다.
또한 화학적 방법은 2차 오염의 위험성이 있다는 문제점이 있다[11-13].
부영양화 유발 물질은 다양한 방법으로 처리를 하고 있으나 처리 효율을 일정 수준으로 유지시 키기 위해서는 초기 시설 투자비와 운영비가 과 다하게 요구되는 단점을 안고 있어서 발생 폐수 를 범용적으로 처리할 수 있는 시스템의 개발이 시급한 실정이다[14]. 본 연구에서는 이러한 문제
점들을 해결하고자 폐수 중의 COD, 질산성 질 소, 인을 동시 처리는 새로운 폐수처리 공정 시 스템을 개발하고자 하였다. 폐수 중의 COD, 질 산성 질소, 인산이온을 초기농도의 90, 80, 80 % 를 제거하고자하였고 폐수처리의 효율을 높이고 초기 설비 투자비와 운영비를 저감시키는 폐수처 리 공정시스템 개발의 기초자료를 마련하고자 하 였다.
2. 실험장치 및 방법
2.1. 합성폐수 제조
폐수의 성상 및 농도 등의 외부 요인의 영향을 받지 않기 위하여 처리하고자 하는 성분을 증류 수에 용해시켜 합성폐수를 제조하여 실험을 진행 하였다. 합성폐수는 COD 200 ppm, NO3- 20 ppm, PO43- 5 ppm가 되도록 제조하였다.
본 실험에서, 합성폐수 제조를 위해 사용한 시 약 Dextrose, KNO3, KH2PO4는 Daejung chemicals & metals Co., LTD, EP급을 사용하 였으며, pH 조절을 위한 산, 염기로 HCl, NaOH, Ca(OH)2는 대정화금 (주), Junsei사, Samchun사의 제품으로 EP급이다. HClO의 발생 을 위해 사용된 NaClO은 유한크로락스사의 제 품을 사용하였다.
2.2. 실험 장치
2.2.1. 산화 환원 처리 공정시스템
COD 원인물질과 인산이온을 처리하기 위한 공정으로 실험 장치의 모식도는 Fig. 1과 같다.
제조한 합성폐수를 waste water reservoir에서 1 시간동안 Cu-Zn 금속합금을 통과시키며 아연의 산화 반응에 따른 환원반응을 위하여 순환시킨 후(1차 redox 반응), 이 폐수를 처리수 tank로 유량 8 L/min으로 하여 흘려보내며 NaClO을 폐 수 용량의 5 %, HCl은 NaClO 주입량의 6 %를 주입하여 pH가 6.5가 되도록 하였다[15]. 처리수 를 다시 1시간동안 Cu-Zn 금속합금 극세사 반 응기를 통과시키며 순환 반응 처리하였다(2차 redox 반응).
이때 1차 redox 반응을 위해 사용한 펌프는 WILO 펌프(주)의 PM-150PM 이고, 펌프를 가 동시킬 때 사용한 튜브는 내경 19 mm인 내압튜 브를 사용하였다. NaClO의 주입할 때 사용한 펌
프는 Longer Pump사의 WT600-1F 이고, 사용 한 튜브는 Longer Pump사의 실리콘 튜브(ID 7 mm, OD 10 mm)이다. 또한 HCl을 주입할 때 사용한 펌프 역시 Longer Pump사의 BT100-2J 이며, 사용한 튜브는 Logner Pump사의 실리콘 튜브(ID 3 mm, OD 7 mm)이다. Treated water 를 2차 redox 반응시킬 때 사용한 펌프는 WILO 펌프(주)의 PM-052PM 이며, 내경이 19 mm인 내압튜브를 사용하였다.
Fig. 1. Schematic diagram of waste water treatment system.
2.2.2. 전기화학적 환원 처리
이 공정은 COD, 인산이온 처리 공정시스템에 서 아연 전극판을 이용한 전기화학처리 단계를 추가한 공정시스템이며, 전기화학처리, HClO, redox 반응의 순서이다.
실험에 사용된 전기화학 처리 반응기는 실험실 에서 자체 제작하였다. PVC 재질이며, 규격은 24×15×13 (cm)이다. 폐수를 순환하는데 사용된 펌프는 redox 반응 실험에 사용된 펌프와 같은 Longer Pump사의 WT600-1F 제품이고, 튜브 또한 Longer Pump사의 실리콘 튜브(ID 7 mm, OD 10 mm)를 사용하였다. Fig. 2의 모식도에 나타난 직류전원 공급장치는 DC power supply(GW INSTEK사의 GPR-11H30D, 한국) 을 사용하였다.
HClO 처리단계와 redox 반응단계에서 사용한 장치는 앞서 제시한 장치와 동일하다.
아연 전극판의 규격은 15 cm × 10 cm, 두께 는 3 mm이다. 양극 아연판은 전극판의 가운데 부분에 직경 2 cm의 원넓이만큼 뚫린 모양이고, 음극 아연판은 전극판의 네 모서리부분에 직경 1 cm의 원넓이만큼 4개의 원이 뚫린 모양이다. 이 때 두 전극판에 뚫려있는 원들의 넓이의 합은 동 일하다. 이는 폐수가 양극 아연 전극판의 뚫린 원에서 흘러나가 음극 아연 전극판을 전체적으로 반응이 일어날 수 있도록 음극 아연 전극판의 모 서리 부분에 있는 네 개의 원으로 유출되는 방식
이며, 이는 폐수의 물질전달 저항을 최소화 하기 위함이다.
Fig. 2. Schematic diagram of experimental apparatus for electrolysis.
2.2.3. 분석
합성폐수가 각 공정에서 반응한 후 변하는 pH 를 측정하였다. 이때 사용된 pH meter는 EUTECH사의 CyberScan pH 6000 제품이고, probe는 동사의 EC620130 제품이다.
또한 합성폐수의 원액과 처리한 시료의 COD, 질산성 질소, 아질산성질소, 암모니아성질소 및 인산이온의 분석은 비색계를 사용하였다.
시료의 측정에 사용된 분석 장비는 Merck millipore사의 NOVA 30A 제품과 HACH(주)의 DR 900 제품을 사용하였으며, 주로 객관성이 우 수한 NOVA 30A 제품으로 분석을 하였다.
2.3. 실험 방법
2.3.1. 산화 환원 처리 공정시스템
COD, 질산성 질소, 인산이온의 농도가 200 ppm, 20 ppm, 5 ppm이 되게 waste water tank 에 합성폐수를 약 3 L 제조한다. Waste water tank에서 1시간동안 Cu-Zn 금속합금 산화 환원 장치를 통과시키며 펌프로 순환시킨 후, 처리수 tank로 유량 1 L/min으로 하여 폐수를 흘려보내 며, dosing 펌프의 유량을 조절하여 12 % NaClO은 폐수 용량의 5 %, 35 % HCl는 NaClO 주입량의 6 %를 주입하여 line mixer를 통하여 섞어주며 흘려보낸다. 처리수를 다시 1시 간 동안 Cu-Zn 금속합금 산화 환원 반응장치를 통과시키며 순환시킨다. Waste water 원액 tank 에서 1시간 redox 반응시킨 시료, NaClO과 HCl 을 dosing한 시료, 처리수 tank에서 1시간동안 redox 처리한 시료 총 4개의 시료를 각각의 단계 에서 채취하여 pH, COD, NO3-, PO43-의 농도 를 측정한다. 시료측정 시 사용한 분석 장비는
HACH(주)의 DR 900 제품이다.
2.3.2. 전기화학적 처리 공정시스템
합성폐수를 4 L 제조한 후, 전기화학 처리 반 응기에 담고 Zn 전극판(10 × 15 cm2, 두께 3 mm) 간의 간격을 1 cm로 하여 설치한 후, DC 전류밀도 20 mA/cm2로 가하여 반응시킨다[16].
합성폐수를 전극사이로 통과시키며 반응이 일어 나도록 하고, 펌프로 유체가 이동할 수 있도록 순환시켜준다. 이때 유체가 파동이 생기지 않도록 유량 540 mL/min으로 설정해준다.
2.3.3. 질산성 질소 환원 실험
각 공정에서 질산성 질소가 환원되어 암모니아 성 질소로 전환되는지를 확인하기 위하여 전기화 학 처리 및 산화환원 처리 반응의 결과 처리수를 분석하였다. 실험 방법은 위에 언급한 바와 같 으며, NO3-, NO2-, NH4+를 분석하여 그 결과를 비교하였다.
2.3.4. 환원 반응 공정에 적용한 실험
전기화학처리 단계를 COD, 인산이온 처리 공 정시스템에 적용하여 합성폐수 처리를 위한 실험 을 수행하였다. 1차 redox 반응 단계에서 합성 폐수 처리 효율을 볼 수 없었기 때문에 이후 실 험에서는 1차 redox 반응 단계를 생략하였다.
본 연구에서 제시한 처리 공정 시스템은 전기 화학처리, 차아염소산 처리, redox 반응 순이다.
3. 결과 및 고찰
3.1. 산화 환원 처리 공정시스템
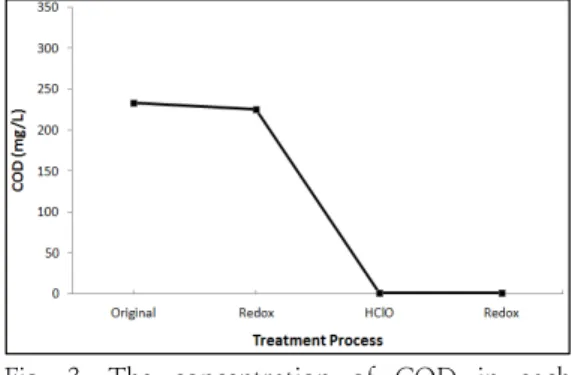
제조한 합성폐수를 1시간동안 Cu-Zn 금속합 금으로 redox 처리하였을 때, 유기물이 3.4 % 제거되었고, HClO을 첨가하였을 때 원액과 비교 하여 유기물이 99.6 % 이상 제거되었다. 이후 이 폐수를 1시간동안 Cu-Zn 금속합금으로 2차 redox 처리하였을 때 유기물의 제거율이 원액과 비교하였을 때 여전히 99.6 %임을 확인하였다.
그 결과는 Fig. 3에 나타내었다.
합성폐수 내의 질산성 질소의 처리 경향은 Fig.
4에 나타내었다. 원액 19 ppm에서 1차 redox 처 리했을 시 18.9 ppm으로 처리 효율이 전혀 없었 다. HClO 처리시 15.3 ppm으로 16.8 % 제거되 었고, 이후 2차 redox 처리에 의해 질산성 질소
의 농도가 12.6 ppm으로 33.7 % 정도 감소하였 지만 여전히 목표치보다 낮은 제거효율을 보였다.
Fig. 3. The concentration of COD in each step in the oxidation and reduction treatment process.
Fig. 4. The concentration of nitrate nitrogen in each step in the oxidation and reduction treatment process.
인산이온의 처리경향은 Fig. 5와 같다. 1차 redox 처리하였을 때 인산이온의 농도가 4.9 ppm에서 4.8 ppm으로 제거효율이 없었고, HClO 처리시 인산이온의 농도가 1.3 ppm으로 73.5 % 제거되었다. 최종적으로 2차 redox 처리 시 원액과 비교하여 인산이온이 79.6 % 제거되 었다.
이 결과를 바탕으로 Cu-Zn 금속의 산화 환원 반응으로 어느 정도 유기물이나 총인 및 총질소 의 처리 효과를 기대했었지만 결과는 미미하게 나타났다. 다만 HClO를 통한 유기물 처리는 매 우 효율적이었다.
Fig. 5. The concentration of phosphate in each step in the oxidation and reduction treatment process.
3.2. 전기화학적 환원 처리 결과
전기화학적 처리를 통해 질산성 질소가 암모니 아성 질소로 환원되는 것을 확인한 실험 결과이 다.
Fig. 6. Variation of total nitrogen concentration according to the treatment time.
20, 40, 60분 간격으로 시료를 채취하여 NO3-, NO2-, NH4+의 농도를 분석한 결과를 Fig. 6에 나타내었다. 합성폐수의 원액에서 질산 성 질소의 농도는 19 ppm, 20분 후 10.2 ppm, 40분 후 4.5 ppm, 60분 후 1.7 ppm으로 최종적 으로 91.1 %의 제거효율을 보였다. 아질산성 질 소의 경우 0.005 ppm에서 시간이 지남에 따라 점차 증가하여 60분 후에는 1.04 ppm이 존재하 고, 암모니아성 질소의 경우 0.02 ppm에서 시간 이 지남에 따라 1.9, 5.2, 7.7 ppm으로 증가하였 다. 질산성 질소가 감소함에 따라 아질산성 질소 와 암모니아성 질소의 농도가 증가하였고, 이를 통해 질산성 질소가 일부 가스 상태의 질소로 환 원처리 되거나 암모니아성 질소 및 아질산성 질
소로 환원됨을 확인하였다.
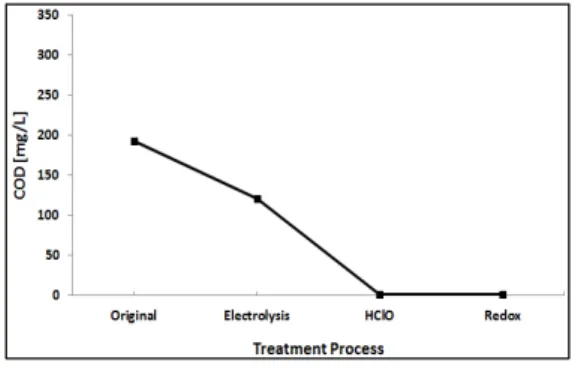
각 공정에 따른 유기물의 처리 경향은 Fig. 7 에 나타내었다. 원액 193 ppm에서 전기화학 처 리한 후 120 ppm으로 감소하였고 이후 HClO 처리시 1 ppm 미만으로 떨어졌으며, redox 처리 하였을 때도 여전히 유기물의 농도는 1 ppm 미 만으로 나타났다. 따라서 유기물은 최종 처리수에 서 원액과 비교하였을 때 99 % 이상의 제거효율 을 보였다.
Fig. 7. The concentration of COD in each step in the electrolysis process.
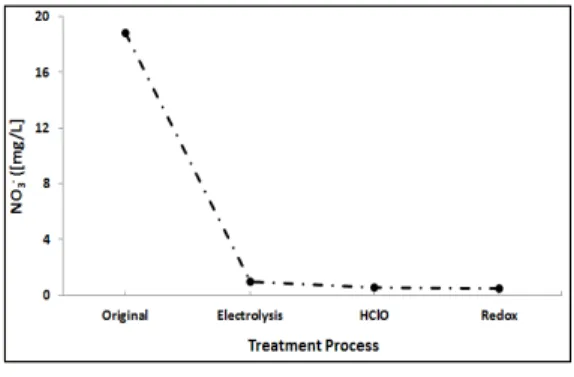
각 공정에 따른 질산성 질소 처리 경향은 Fig.
8과 같다. 원액 18.8 ppm에서 전기화학 처리시 0.98 ppm으로 94.8 % 감소하였고, HClO 처리 와 redox 처리시 각각 0.56 ppm, 0.51 ppm으로 감소하였으며, 원액과 비교하였을 때 약 97 %의 제거효율을 보였다. 전기화학처리 단계에서 질산 성 질소의 농도가 0.98 ppm으로 감소, 94.8 %의 상당히 높은 제거율을 보였다.
인산이온의 경우 원액 9.53 ppm에서 전기화학 처리시 1.03 ppm으로 89.2 % 제거되었으며 이 는 pH 조정 및 전해질 역할로서 첨가된 Ca(OH)2의 Ca2+와 반응하여 Ca3(PO4)2로 반응 하여 침전하고, 양극에서 산화된 Zn2+ 이온과 PO43-가 반응하여 Zn3(PO4)2로 공침되어 제거된 것으로 사료된다. HClO 처리시 0.66 ppm으로 원액과 비교하여 93.1 % 감소하였다. 이후 redox 처리시 약 1 ppm이 증가하였지만 여전히 최종 처리수에서 인산이온의 농도는 1.63 ppm으 로 원액과 비교하여 82.9 % 제거효율을 보인다.
또한 Zn 전극의 양극에서 Zn2+ 이온이 산화되 어 나와 일부는 Zn 전극의 음극으로 이동해 전 극표면에 도금되고, 일부는 PO43-와 반응하여 침 전물을 형성한다. 이때 일부는 폐수 중에 Zn2+
이온이 녹아있을 것으로 예상하고 여과 후 수중 의 Zn2+ 이온의 농도를 측정해본 결과 0.18 ppm 으로 2차 처리가 필요 없는 정도인 것으로 나타 났다.
Fig. 8. The concentration of nitrate in each step in the electrolysis process.
질산성 질소를 전기화학 처리 후 암모니아성 질소로 전환된 질산성 질소는 HClO로 산화 처 리하면 다시 질산성 질소로 산화되기 때문에 전 기화학처리를 통하여 환원된 암모니아성 질소는 제거를 해야 한다.
Fig. 9. The concentration of phosphate in each step in the electrolysis process.
이를 제거하는 방법은 설파믹산을 첨가하여 반 응시키는 방법이 소개되어있지만 그 효과가 미미 하여 본 연구에서는 환원처리된 암모니아성 질소 를 가열 증발 처리하여 암모니아를 제거한 후 HClO로 산화처리 하였다[15]. 이 경우에는 암모 니아성 질소가 질산성 질소로 재 산화되는 반응 이 없기 때문에 결과적으로는 질산성 질소를 온 전히 처리하는 결과를 얻을 수 있었다.
4. 결 론
본 합성폐수 내의 유기물, 질산성 질소, 인산이 온을 제거하기 위한 폐수처리 시스템 개발을 위 한 연구를 통하여 아래와 같은 결론을 얻었다.
1. COD는 HClO의 산화 반응에 의해 거의 100
% 제거되었다.
2. 전기화학적 처리에 의해 질산성 질소가 암모 니아성 질소로 환원되지만, 암모니아성 질소는 HClO 처리에 의해 질산성 질소로 재 산화 되 었다.
3. 거의 전량의 암모니아성 질소는 가열에 의해 증발되어 처리되며, HClO 처리로 인하여 재 산화 되는 것을 방지할 수 있었다.
4. 인산 이온은 pH에 따라 금속 착물염을 형성 함으로써 침전 처리에 의해 제거할 수 있었다.
5. 최종적으로 전기화학적 처리를 통해 COD 99.5 % 이상, 질소 97.3 %, 인 91.5 %의 제 거 효율을 얻었다.
References
1. S. Hamoudi, R. Saad, and K. Belkacemi, Adsorptive Removal of Phosphate and Nitrate Anions from Aqueous Solutions Using Ammonium-Functionalized Mesoporous Silica,
Ind. Eng. Chem. Res
., 46, 8806-8812, (2007).2. K. C. Cho, M. H. Lee, J. H. Park, and J.
T. Jung, A Study on Removal of Dissolved Organic Matter and Phosphorus in Eutrophic Lake by Coagulation Process Using Powdered Activated Carbon,
Korean Wetlands Society,
14(4), 629-635, (2012).3. G. T. Jeong, S. H. Park, J. H. Park, S. H.
Bhang, E. T. Lim, and D. H. Park, Study of Factors Influenced on denitrification in wastewater treatment,
Korean J.
Biotechnol. Bioeng.
, 23(6), 535-540, (2008).4. J. K. Cho, Characteristics of Nitrogen and Phosphorus Removal by Olivine,
Journal
of Korean Society of Urban Environment
, 10(3), 247-252, (2010).5. S. S. Choi, J. H. Choi, M. J. Kim, Y. S.
Lee, J. H. Ha, and H. J. Cha, Enhancement of Nitrate Removal Ability in Aqueous Phase Using Ulmus davidiana Bark for Preventing Eutrophication,
Journal of Industrial and Engineering Chemistry,
26(5), 604-608, (2015).6. J. S. Lee and D. S. Kim, Synthesis of Hydroxyapatite as the Artificial Bone Materials from Phosphate Wastewater Simulating Human Body Fluid,
J. of Koreans Inst. of Resources Recycling
, 13(3), 3-11, (2004).7. M. K. Kang, G. W. Shin, H. S. Park, T.
S. Kim ,and S. I. Lee, The Performance of the Lanthanum-Zeolite Composite for the Eutrophication Prevent,
J. Kor. Soc.
Environ. Eng.
, 36(3), 206-213, (2014).8. M. Mohsenipour, S. Shahid, and K.
Ebrahimi, Removal Techniques of Nitrate from Water,
Asian Journal of Chemistry
, 26(23), 7881-7886, (2014).9. S. M. Lee and W. H. Yoon, Characteristics of Nitrate Nitrogen and Phosphate Removals by Alumina Cement,
Journal of Korean Society of Urban Environment
, 12(1), 35-42, (2012).10. G. T. Jeong, S. H. Park, J. H. Park, E. T.
Lim, S. H. Bang, and D. H. Park, Effect of Factors of Nitrification Process in Wastewater Treatment,
Korean J.
Biotechnol. Bioeng.
, 24, 296-302, (2009).11. T. K. Kim, J. H. Kim, and J. Y. Song, A Study on the Nitrate Removal in Water by Chelating bond of Sodium Alginate,
Journal of Korean Oil Chemists' Society
, 33(4), 795-801, (2016).12. J. H. Lee, H. K. Choi, I. S. Han, Removal of Phsphorus in Lake Water by Using EC in Hybrid System,
Journal of Keorean Society of Urban Environment
, 9(2), 107-114, (2009).13. B. S. Nam, Y. H. Lee, and M. H. Cho, Simultaneous Removal of Nitrogen and Phosphorus by Rotating Biological Activated Carbon Process,
Korean J.
Biotechnol. Bioeng.
, 14(5), 606-610, (1999).14. E. Y. Jo, S. M. Park, I. S. Yeo, J. S.
Moon, J. Y. Park, J. C. Kim, Y. S. Kim, and C. G. Park, Study on the Removal Efficiency of Nitrogen and Phosphorus in Wastewater Treatment System using Magnetite Powder,
The KSFM Journal of Fluid Machinery
, 18(2), 43-47, (2015).15. S J. Lee, J. H. Kim, and J. Y. Song, A Study on the Removal of Nitrate Nitrogen by Redox Reaction of Zinc in Acidic Atmosphere.
Journal of Korean Oil Chemists' Society
, 33(3), 441-448, (2016).16. J. K. Lee, D. Y. Kim and Y. S. Tak, Transformation of Nitrogen in the Form of Nitrate into Ammonia by Electrochemical Reaction.