후속 열처리에 따른 Cu 박막과 ALD Ru 확산방지층의 계면접착에너지 평가
정민수1·이현철2·배병현3·손기락5·김가희5·이승준4·김수현4·박영배5,†
1(주)앰코테크놀로지 코리아
2(주)스태츠칩팩코리아, 3(주)비츠로테크
4영남대학교 신소재공학부, 5안동대학교 신소재공학부 청정에너지소재기술연구센터
Effect of Post-annealing on the Interfacial adhesion Energy of Cu thin Film and ALD Ru Diffusion Barrier Layer
Minsu Jeong1, Hyeonchul Lee2, Byung-Hyun Bae3, Kirak Son5, Gahui Kim5, Seung-Joon Lee4, Soo-Hyun Kim4, and Young-Bae Park5,†
1Amkor Technology Korea Inc., 150, Songdomirae-ro, Yeonsu-gu, Incheon 21991, Korea
2STATS ChipPAC Korea LTD., 191, Jayumuyeok-ro, Jung-gu, Incheon 22379, Korea
3VITZROTECH Co., Ltd., 327, Byeolmang-ro, Danwon-gu, Ansan-si, Gyeonggi-do 15603, Korea
4School of Materials Science and Engineering, Yeungnam University, 280, Daehak-ro, Gyeongsan-si, Gyeongsangbuk-do 38541, Korea
5School of Materials Science and Engineering, Andong National University, 1375, Gyeongdong-ro, Andong-si, Gyeongsangbuk-do 36729, Korea
(Received August 31, 2018: Corrected September 27, 2018: Accepted September 28, 2018)
초 록: 차세대 초미세 Cu 배선 적용을 위한 원자층증착법(atomic layer deposition, ALD)을 이용하여 증착된 Ru확산 방지층과 Cu 박막 사이의 계면 신뢰성을 평가하기 위해, Ru 공정온도 및 200oC 후속 열처리 시간에 따라 4점굽힘시험으 로 정량적인 계면접착에너지를 평가하였고, 박리계면을 분석하였다. 225, 270, 310oC 세 가지 ALD Ru 공정온도에 따른 계면접착에너지는 각각 8.55, 9.37, 8.96 J/m2로 유사한 값을 보였는데, 이는 증착온도 변화에 따라 Ru 결정립 크기 등 미
세조직 및 비저항의 차이가 적어서, 계면 특성도 거의 차이가 없는 것으로 판단된다. 225oC의 공정온도에서 증착된 Ru
박막의 계면접착에너지는 200oC 후속 열처리시 250시간까지는 7.59 J/m2이상으로 유지되었으나, 500시간 후에는 1.40 J/
m2로 급격히 감소하였다. 박리계면에 대한 X-선 광전자 분광기 분석 결과, 500시간 후 Cu 계면 산화로 인하여 계면접착 에너지가 감소한 것으로 확인되었다. 따라서 ALD Ru 박막은 계면신뢰성이 양호한 차세대 Cu 배선용 확산방지층 후보 가 된다고 판단된다.
Abstract: The effects of Ru deposition temperature and post-annealing conditions on the interfacial adhesion energies of atomic layer deposited (ALD) Ru diffusion barrier layer and Cu thin films for the advanced Cu interconnects applications were systematically investigated. The initial interfacial adhesion energies were 8.55, 9.37, 8.96 J/m2 for the sample deposited at 225, 270, and 310oC, respectively, which are closely related to the similar microstructures and resistivities of Ru films for ALD Ru deposition temperature variations. And the interfacial adhesion energies showed the relatively stable high values over 7.59 J/m2 until 250h during post-annealing at 200oC, while dramatically decreased to 1.40 J/m2 after 500 h. The X-ray photoelectron spectroscopy Cu 2p peak separation analysis showed that there exists good correlation between the interfacial adhesion energy and the interfacial CuO formation. Therefore, ALD Ru seems to be a promising diffusion barrier candidate with reliable interfacial reliability for advanced Cu interconnects.
Keywords: Cu interconnect, ALD, Ru, 4-point bending test, interfacial adhesion energy
1. 서 론
전자 소자 내의 배선의 크기가 감소함에 따라 금속배
선에서의 신호 전달 속도가 전자소자 전체의 속도를 느 리게 하는 원인으로 작용하였다. 이를 해결하기 위해 Al 보다 낮은 비저항을 가지는 Cu를 전자 소자의 배선 재료
†
Corresponding author E-mail: [email protected]
© 2018, The Korean Microelectronics and Packaging Society
This is an Open-Access article distributed under the terms of the Creative Commons Attribution Non-Commercial License(http://creativecommons.org/
licenses/by-nc/3.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is
properly cited.
로 사용하기 시작하였다.1,2) Cu는 Al에 비해 상대적으로 낮은 전기 저항과 우수한 electromigration(EM) 저항성을 가지고 있기 때문에 전자 소자의 속도를 빠르게 할 뿐만 아니라 신뢰성을 향상시켰다.
Cu 배선은 식각공정(etching)문제로 인해 Al 배선공정 과 다른 다마신 공정(damascene process)를 이용하여 형 성하게 된다.3-6)다마신 공정은 트렌치(trench) 및 비아(via) 에 채워질 금속배선의 확산을 방지하기 위해 확산방지층 (diffusion barrier)과 씨앗층(seed layer)을 형성하고 도금을 통해 금속 배선을 형성한다. 도금 후 평탄화를 위해 화학 적-기계적 연마(chemical mechanical polishing, CMP)를 진 행하여 절연층 및 확산방지층으로 둘러 쌓인 매립된 Cu 배선을 형성하게 된다. 또한, Cu 배선의 산화 및 절연체 로의 확산을 방지하기 위해 상부에 피복층(capping layer) 을 형성한다. 보통 피복층으로 사용하는 재료는 low-k 물 질, 확산방지층은 Ta, TaN, TiN 등을 사용한다.7)
Cu 배선을 형성을 위해 전해도금이 도입되었으며, 이 는 전자 소자의 속도와 집적도를 높이기 위해 소자 및 배 선의 크기가 지속적으로 감소하며 우수한 특성을 가진 Cu 배선을 결함 없이 형성하기 위함이다.8,9) 하지만 Cu 배선을 사용함에도 불구하고 Cu 배선의 크기가 지속적으 로 감소함에 따라 전해도금으로 형성된 Cu 배선의 저항은 급격하게 증가하게 되었으며, international technology roadmap for semiconductors(ITRS)에도 언급된 바 있다.10) 배선 저항 문제를 해결하기 위한 해결책은 다마신 공정 에서 얇은 확산 방지막과 씨앗 층을 사용함으로써 전해 도금으로 형성한 Cu 배선의 면적을 최대화하는 것이다.
이러한 측면에서 우수한 단차 피복성(step coverage)을 가 진 원자층 증착법(atomic layer deposition, ALD)은 원자 단 위로 박막 두께를 제어할 수 있으므로 얇은 확산 방지막 과 씨앗 층을 형성할 수 있다.11,12) Cu 배선에서 씨앗층으 로 Pt, Pd, Ru, Ag, Rh와 같은 재료들이 유력한 후보로 언 급되고 있다.13-14) 특히, Ru은 7.1 μΩ-cm의 낮은 비저항을 가지며 Cu와 접착력이 우수할 뿐만 아니라, Cu 의 전해 도금 특성도 우수한 재료로 알려져 있어, Cu 도금을 위 한 씨앗층으로 많은 연구가 진행되고 있다. 더불어 Ru은 기존에 Cu 확산방지층으로 사용하는 Ta과 Ti과 비교해도 Cu와 우수한 접착력을 가지는 것으로 알려져 있어15,16) 씨 앗층 없이 적용되는 Cu에 대한 확산방지층으로 많은 연
구가 되고 있다.17,18)
Cu 배선에서 계면접착력이 우수할수록 EM 및 stress- migration 저항성이 향상된다고 보고 되었다.19) 그러나, Ru 박막 증착 온도 및 후속 열처리에 따른 Cu 배선과 Ru 확 산방지층 사이의 계면접착력에 대한 체계적인 연구가 미 비한 실정이다. 이에 본 연구에서는 Ru 박막 증착 온도 및 후속열처리 조건에 따른 Cu 배선과 Ru 확산방지층 사 이의 계면 접착력을 4점굽힘시험(4-point bending test)을 통해 정량적으로 측정하였으며, 박리된 파면의 미세조직 및 화학결합 분석을 통해 계면 접착력 거동을 이해하고 자 하였다.
2. 실험 방법
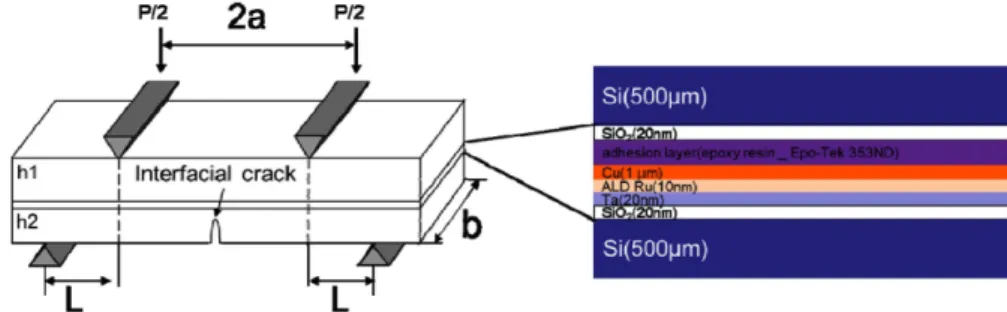
Cu 박막과 Ru 확산방지층 사이의 계면접착에너지를 정 량적으로 평가하고자 Fig. 1과 같이 시험편을 제작하였다.
시험편은 SiO2가 증착된 500 μm 두께의 4 인치 실리콘 웨 이퍼에 sputtering으로 Ta을 20 nm 증착하였으며, ALD 공 정을 이용하여 Ru 박막을 약 10 nm 정도 형성하였다. Ru 박막은 travelling-wave type의 ALD 반응기(Lucida D100, NCD Technology)를 이용하여, 225, 270, 310oC 세 가지 온 도에서 증착하였다. Ru 전구체는 DNF 사의 순도 99.9999%의 C16H22Ru [(η6-1-isopropyl-4-methylbenzene) (η4-cyclohexa–1, 3-diene) Ruthenium]을 사용하였으며, 전 구체를 환원시키기 위한 반응체로서 O2가스를 사용하여 Ru 박막을 증착 시켰다. 퍼지가스(purge gas)로는 99.9999%
순도의 N2 가스를 사용하였다. 그 후 스퍼터링(sputtering) 공정으로 Cu를 약 1 μm 두께로 증착하였다. 4점굽힘시험 시편 제작을 위해 증착된 웨이퍼와 동일한 크기의 웨이 퍼를 마주보게 정렬하여 에폭시레진(Epo-Tek 353ND)을 도포하여 120oC에서 2 시간 유지시켜 접합하였다. 이후 30 mm× 3 mm 크기로 다이싱하여 Cu/ALD Ru 박막이 증 착된 하부 실리콘 웨이퍼의 중심에 초기 균열 진전을 유 도하기 위해 400 μm의 노치(notch)를 형성하여 시편을 제 작하였다.
Cu 박막과 Ru 확산방지층 사이의 계면신뢰성을 측정 하기 위해 국제반도체표준협의기구 (Joint Electron Device Engineering Council, JEDEC)에서 정한 표준법으로 신뢰 도 특성을 평가하였다. JEDEC 표준법에서 JEDEC JESD-
Fig. 1. Schematic of 4-point bending test sample with Si/SiO2/adhesive/Cu/Ru/Ta/SiO2/Si structure.
87과 JEDEC STD 22-A101-A의 조건을 사용하여 후속 열 처리조건이 계면접착력에 미치는 영향을 평가하였다. 후 속 열처리는 200oC 오븐에서 24, 48, 100, 250, 500시간 동 안 유지시킨 후 4점굽힘시험으로 정량적인 계면접착에너 지를 평가하였다.
4점굽힘시험은 단일 재료 내부에 균열이 진전할 때 필 요한 에너지 해방률(G)을 선형탄성파괴역학적 방법으로
20,21) 측정하여 박막 간 계면접착에너지를 측정하는 파괴
역학에 기초한 시험법이다. 이 시험법을 통하여 얻어진 하중-변위곡선은 하중이 점점 증가하며 노치에서 초기 균 열이 발생할 때 하중이 약간 감소되고, 하중의 급격한 감 소가 발생될 때, 다층으로 적층된 시편에서 가장 취약한 계면으로 박리가 진행된다. 이때, 하중이 일정한 plateau 구간의 하중 값을 다음 식 (1)에 대입하여 계면접착에너 지를 정량적으로 도출한다.22)
(1)
여기서, υ는 기판으로 사용되는 탄성재료의 프와송비(실 리콘 웨이퍼: 0.28), E는 기판의 탄성계수(실리콘 웨이퍼:
130 GPa), b는 시편의 너비(3 mm), h는 시편 두께의 절반 (500μm)을 의미하며, 모멘트 M은 PL/2이다. P는 변위 곡 선 plateau 구간의 하중 값, L은 핀 간 거리(5 mm)이며, 식 (1)로부터 도출된 계면접착에너지의 단위는 J/m2이다.
4점굽힘시험 후 주사 전자현미경(Scanning electron microscope, SEM) 및 에너지 분산형 분광기(energy dispersive spectroscopy, EDS)를 이용하여 박리된 파면의 미세구조를 분석하였고, X-선 광전자 분광법(X-ray photoelectron spectroscopy, XPS)을 통하여 파괴 경로 및 화학결합에 대 해 분석하였다. XPS 장비는 Thermo Fisher Scientific사의 Multilab-2000모델이었고, 사용된 X-ray source는 Al- Kα(1486.6 eV)로 분석하였다. XPS분석으로 얻은 wide- scan spectra의 binding energy scale는 C 1s의 graphite결합 (284.7 eV)을 기준으로 조정하였다. 상, 하부 웨이퍼 표면 의 XPS peak 중에서 Cu 2p peak spectra를 가우시안 픽 피 팅을 실시하여 나타난 peak형상으로 화학결합상태를 알 아보았고, 분리된 각각의 peak의 면적을 구하여 화학결합 의 상대적인 비율로 비교하였다.
3. 결과 및 고찰
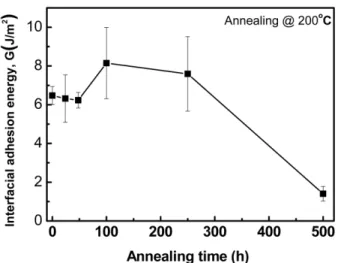
ALD Ru 박막 증착 온도에 따른 Cu 박막과 ALD Ru 박 막의 정량적인 계면접착에너지를 4점굽힘시험으로 평가 한 결과를 Fig. 2에 나타내었다. 도출된 계면접착에너지 는 Fig. 2에서 보는 것과 같이 225, 270, 310oC의 증착 온 도에 따라 각각 8.55 J/m2, 9.37 J/m2, 8.96 J/m2으로 평가되 었으며, 측정된 값 모두 오차 범위 내로 큰 차이를 보이 지 않았다.
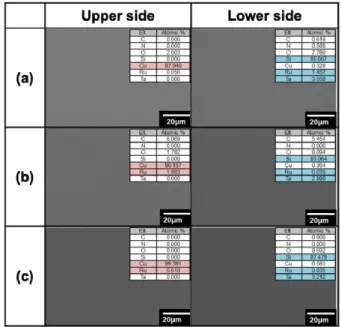
4점굽힘시험으로 박리된 파면의 미세구조 형상과 표면
조성을 분석하여 파괴 경로를 확인하기 위해 분석한 SEM 및 EDS 분석결과를 Fig. 3에 나타내었다. SEM 분석결과, 상·하부 파면은 증착 온도에 관계없이 균일한 단일 재 료의 표면 형상을 보여주고 있다. EDS 분석결과, 상부 웨 이퍼에는 Cu 스펙트럼이 검출되었고, 하부 웨이퍼에는 Si 스펙트럼이 다량 검출되었다. ALD Ru 확산방지층이 약 10 nm의 두께로 매우 얇아 Ru과 Ta 스펙트럼이 소량 검출 되었으므로, 박리된 파면은 ALD Ru 박막의 증착 온 도에 관계없이 Cu 박막과 Ru 박막 계면에서 박리가 일어 난 것으로 확인되었다. 선행 연구에 따르면 계면접착에 너지가 5 J/m2이상일 경우, Cu 다마신 공정에서 CMP진 행시 박리가 발생하지 않는다고 보고되었다.23) 선행연구
결과24-26)에 의하면 225, 270, 310oC의 Ru 증착 온도 변화
G 21 1( –υ2)M2 4Eb2h3
--- 21 1( –υ2)P2L2 16Eb2h3 ---
= =
Fig. 2. Effect of Ru deposition temperatures on the measured interfacial adhesion energies.
Fig. 3. Effect of Ru deposition temperatures on the SEM images and EDS results of the delaminated interfaces; (a) 225oC, (b) 270oC and (c) 310oC.
에 따라 투과전자 현미경과 X-선 회절 분석 결과, 결정립 크기 및 미세조직 차이가 거의 없고 비저항 또한 변화가 적은 것으로 보고되었다. 이러한 이유로 계면접착에너지 도 거의 차이가 없는 것으로 생각된다.
Cu/low-k 적층 신뢰성을 위해 가장 낮은 225oC에서 증 착한 Ru 박막 공정을 적용하여 후속 열처리를 진행하였 다. 후속 열처리는 200oC에서 500시간 동안 진행하였으 며 24, 48, 100, 250, 500 시간에 따른 정량적인 계면접착 에너지를 4점굽힘시험으로 도출하여 Fig. 4에 나타내었 다. 후속 열처리 시간에 따른 계면접착에너지는 250시간 까지 7.59 J/m2까지 유지하다가 500시간에는 1.40 J/m2까 지 급격히 감소하는 경향을 보였다. 이종 재료 간, 즉 Cu 박막과 Ru 박막 계면이 CMP 공정 중 박리되지 않기 위 해서는 5 J/m2의 계면접착에너지를 유지해야 하며,23) 본 실험에서 후속 열처리 250시간 까지도 7.59 J/m2 정도를 유지하는 것으로 보아 250시간 까지는 우수한 계면신뢰
성을 보이는 것으로 판단된다. 후속 열처리 전과 500시간 열처리 후 박리된 파면을 SEM 및 EDS 분석을 통해 확 인한 결과를 Fig. 5에 나타냈었다. SEM 분석결과, 상·하 부 파면은 후속열처리에 관계없이 균일한 단일 재료의 표 면 형상을 보여주고 있다. EDS 분석결과, 상부 웨이퍼에 는 Cu 스펙트럼이 검출되었고, 하부 웨이퍼에는 Si 스펙 트럼이 다량 검출되었으며, Ru과 Ta 스펙트럼은 ALD Ru 확산방지층이 약 10 nm의 두께로 매우 얇기 때문에 소량 검출 되었다. 따라서, 박리된 파면은 후속열처리에 관계 없이 Cu 박막과 Ru 박막 계면에서 박리가 일어난 것으로 확인되므로, 세 가지 증착 온도 및 후속 열처리 시간에 따 라 진행한 4점굽힘시험에 의해 박리된 파면은 모두 동일 한 Cu 박막과 Ru 박막 계면인 것으로 판단되지만, 보다 정확한 파면을 확인하기 위해 박리면에 대한 XPS 분석 을 진행하였다. 후속 열처리 전과 500시간 열처리 후 박 리된 파면에 대한 XPS 표면 분석 결과를 Fig. 6에 나타내 었다. 후속 열처리를 진행하지 않은 시편의 파면 분석 결 과, Fig. 6(a)와 같이 상부 웨이퍼에는 Ru 4d, Ru 3d, O 1s 와 Cu 2p peak이 검출되었고 하부 웨이퍼에는 Si 2p, O 1s, Cu 2p 그리고 낮은 강도의 Ru 3d peak이 검출되었다. 정 량적으로 분석된 XPS의 원자백분율로 확인한 결과, 열처 리 전 시편은 Cu 박막과 Ru 박막 계면에서 주로 박리되 Fig. 4. Effect of post-annealing times on the measured interfacial
adhesion energies at 200oC.
Fig. 5. SEM images and EDS results of the delaminated interfaces;
(a) 0h, (b) 500 h.
Fig. 6. XPS wide-scan spectra of the delaminated interfaces: (a) 0h and (b) 500 h.
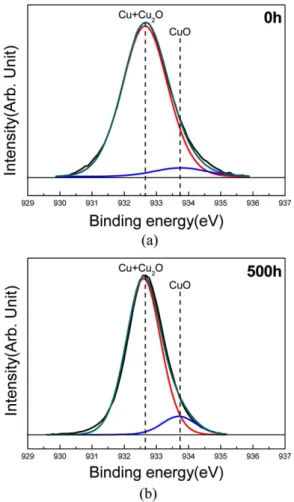
었지만, 극히 일부분에서는 SiO2와 Ru 박막 계면에서 박 리가 발생하였기 때문에 혼합 파괴(mixed mode failure) 가 일어난 것으로 판단된다. 한편, 200oC에서 후속 열처 리를 500 시간 진행한 시편의 XPS 분석 결과, Fig. 6(b)와 같이 상부 웨이퍼에는 Cu 2p 와 O 1s peak이 검출되었고 하부 웨이퍼에 Cu 2p와 Ru 3d peak이 검출되었다. 따라 서, 500 시간 열처리 후 Cu 박막과 Ru 박막 계면에서 박 리된 것으로 확인되었다. 이와 같이 후속 열처리에 따라 박리 모드가 약간 다른 것을 확인하였으며, 박리파면의 화학결합과 계면접착에너지의 상관관계를 확인하기 위 해 상부계면의 Cu 2p peak을 가우시안 픽 피팅을 진행하 여 Fig. 7에 나타내었다. Fig. 7(a), (b) 비교를 통해 200oC 에서 500 시간 장시간 열처리에 의해 박리계면에서 CuO 가 증가한 것을 알 수 있다. CuO의 peak 면적 분율을 정 량적으로 측정하여 Table 1에 정리하였으며, 열처리 전 5.20%에서 후속 열처리 500시간 후 10.32%까지 약 두 배 가량 증가한 것을 확인하였다. 기존 연구 결과에 의하면, 취약한 이종 재료 계면을 통해 산소가 유입되어 계면이 산화되어 고온 및 고습 환경에서 계면접착 에너지가 크 게 감소된다는 연구가 보고되어 있다.27) 또한, SiN 도포 층과 Cu박막구조에서 후속 열처리 및 열 사이클실험 결
과, 후속 열처리와 열 사이클이 대기중에서 진행되어 취 약한 계면에서 SiO2와 CuO의 산화막이 생성되고, 이종 재료간 열팽창계수 차이에 의해 계면접착에너지가 감소 한다는 연구 결과도 보고된바 있다.28, 29) 따라서, 200oC 고온 및 대기 환경에서 250시간 이상 장시간 노출되면, 대기 중 산소가 Cu/ALD Ru 계면으로 유입되고, Cu 산화 막의 두께가 두꺼워져 계면접착에너지가 급격히 감소하 는 것으로 판단된다.
4. 결 론
차세대 Cu 배선에 적용을 위한 ALD Ru 확산방지층과 Cu 박막의 계면접착에너지를 Ru 증착 온도 및 200oC 후 속열처리 조건에 따라 4점굽힙시험으로 측정하였다. 225, 270, 310oC에서 증착한 ALD Ru박막과 Cu박막의 계면접 착에너지를 평가한 결과, 8.55~9.37 J/m2로 거의 일정하게 측정되었는데, 이는 증착 온도 변화에 따라 Ru 결정립 크 기 등 미세조직 및 비저항의 차이가 적어서, 계면 특성도 거의 차이가 없는 것으로 판단된다. 가장 낮은 225oC Ru 증착 박막 시편으로 200oC 후속 열처리를 진행한 결과, 250시간까지는 7.59 J/m2으로 높은 계면접착에너지를 유 지하다가 500시간 후에 1.40 J/m2까지 급격히 감소하였다.
이는 박리된 Cu박막과 Ru 박막 계면의 화학결합 XPS 분 석결과, CuO 결합이 후속열처리 500 시간 후 2배로 증가 한 것과 밀접한 연관성을 보였다. 따라서 ALD Ru 확산 방지층은 200oC 고온에서 250시간까지 좋은 계면 신뢰성 을 유지할 것으로 기대되고, 그 이상 장시간 노출되면 계 면 산화 저항성이 급격히 떨어지는 것으로 판단된다.
감사의 글
이 논문은 안동대학교 기본연구지원사업에 의하여 연 구되었음.
References
1. M. T. Bohr, “Interconnect scaling - the real limiter to high performance ULSI”, Proc. Proceedings of International Elec- tron Devices Meeting (IEDM), Washington, IEEE (1995).
2. M. J. Kim, and J. J. Kim, “Electrodeposition for the fabrica- tion of copper interconnection in semiconductor devices”, Korean Chem. Eng. Res., 52(1), 26 (2014).
Fig. 7. XPS Gaussian peak fitting results of Cu 2p peak at the delaminated upper surface: (a) 0h and (b) 500h.
Table 1. XPS peak area fraction of Cu+Cu2O and CuO in Cu2p:
annealing at 200oC for 0h and 500h
Sample Peak area fraction in Cu2p3/2 (%)
Cu+Cu2O CuO
0h Upper side 94.80 5.20
Annealing @
200oC for 500h Upper side 89.68 10.32
3. P. C. Andricacos, C. Uzoh, J. O. Dukovic, J. Horkans, H.
Deligianni, “Damascene copper electroplating for chip inter- connections”, IBM J. Res. Dev., 42(5), 567 (1998).
4. P. M. Vereecken, R. A. Binstead, H. Deligianni, P. C. Andri- cacos, “The chemistry of additives in damascene copper plat- ing”, IBM J. Res. Dev., 49(1), 3 (2005).
5. O. J. Kwon, S. K. Cho, and J. J. Kim, “Electrochemical met- allization processes for copper and silver metal interconnec- tion”, Korean Chem. Eng. Res., 47(2), 141 (2009).
6. M. J. Kim, “The influences of pulse and pulse-reverse elec- trodeposition on the properties of Cu thin films and superfill- ing for the fabrication of Cu interconnection”, in Ph.D.
Thesis, Seoul National University, Seoul (2013).
7. J. W. Pyun, W. C. Baek, J. Im, and P. S. Ho, “Effect of barrier process on electromigration reliability of Cu/porous low-k interconnects”, J. Appl. Phys. 100(2), 023532 (2006).
8. H. P. Feng, M. Y. Cheng, Y. L. Wang, S. C. Chang, Y. Y.
Wang, and C. C. Wan, “Mechanism for Cu void defect on var- ious electroplated film conditions”, Thin Solid Films, 498(1- 2), 56 (2006).
9. D. Gilkes, D. Ramappa, M. Oh, and S. M. Merchant, “Effect of copper seed aging on electroplating-induced defects in cop- per interconnects”, J. Electron. Mater., 31(10), 1047 (2002).
10. S. M. Rossnagel, and T. S. Kuan, “Time development of microstructure and resistivity for very thin Cu films”, J. Vac.
Sci. Technol., 20(6), 1911 (2002).
11. T. E. Hong, K. Y. Mun, S. K. Choi, J. Y. Park, S. H. Kim, T. Cheon, W. K. Kim, B. Y. Lim, and S. Kim, “Atomic layer deposition of Ru thin film using N2/H2 plasma as a reactant”, Thin Solid Films, 520(19), 6100 (2012).
12. H. Kim, H. B. R. Lee, and W. J. Maeng, “Applications of atomic layer deposition to nanofabrication and emerging nan- odevices”, Thin Solid Films, 517(8), 2563 (2009).
13. M. W. Lane, C. E. Murray, F. R. McFeely, P. M. Vereecken, and R. Rosenberg, “Liner materials for direct electrodeposi- tion of Cu”, Appl. Phys. Lett. 83(12), 2330 (2003).
14. M. Abe, M. Ueki, M. Tada, T. Onodera, N. Furutake, K.
Shimura, S. Saito, and Y. Hayashi, “Highly-oriented PVD ruthenium liner for low-resistance direct-plated Cu intercon- nects”, Proc. 2007 IEEE International Interconnect Technol- ogy Conference (IITC), Burlingame, IEEE components (2007).
15. S. Ogawa, N. Tarumi, M. Abe, M. Shiohara, H. Imamura, and S. Kondo, “Amorphous Ru/polycrystalline Ru highly reliable stacked layer barrier technology”, Proc. 2008 International Interconnect Technology Conference (IITC), Burlingame, IEEE (2008).
16. C. C. Yang, T. Spooner, S. Ponoth, K. Chanda, A. Simon, C.
Lavoie, M. Lane, C. -K. Hu, E. Linger, L. Gignac, T. Shaw, S. Cohen, F. McFeely, and D. Edelstein, “Physical, Electrical, and Reliability Characterization of Ru for Cu Interconnects”, Proc. 2006 International Interconnect Technology Conference (IITC), Burlingame, IEEE (2006).
17. R. Chan, T. N. Arunagiri, Y. Zhang, O. Chyan, R. M. Wallace,
M. J. Kim, and T. Q. Hurd, “Diffusion studies of copper on ruthenium thin film: A plateable copper diffusion barrier”, Electrochem. Solid-State Lett., 7(8), G154 (2004).
18. H. Kim, T. Koseki, T. Ohba, T. Ohta, Y. Kojima, H. Sato, and Y. Shimogaki, “Cu wettability and diffusion barrier property of Ru thin film for Cu metallization” J. Electrochem. Soc., 152(8), G594 (2005).
19. M. W. Lane, E. G. Liniger, and J. R. Lloyd, “Relationship between interfacial adhesion and electromigration in Cu met- allization”, J. Appl. Phys. 93(3), 1417 (2003)
20. R. H. Dauskardt, M. Lane, Q. Ma, and N. Krishna, “Adhesion and debonding of multi-layer thin film structures”, Eng. Fract.
Mech., 6(1), 141 (1998).
21. J. W. Kim, K. S. Kim, H. J. Lee, H. Y. Kim, Y. B. Park, and S. M. Hyun, “Characterization and observation of Cu-Cu Thermo-Compression Bonding using 4-point bending test system”, J. Microelectron. Packag. Soc., 18(4), 11 (2011).
22. P. G. Charalambides, J. Lund, A. G. Evans, and R. M.
McMeeking, “A test specimen for determining the fracture resistance of bimaterial interfaces”, J. Appl. Mech., 56(1), 77 (1989).
23. T. Scherban. B. Sun, J. Blaine, C. Block. B. Jin, and E. Andi- deh, “Interfacial adhesion of copper-low k interconnects”, Proc. 2001 International Interconnect Technology Conference (IITC), Burlingame, IEEE Components (2001).
24. J. H. Jung, S. J. Lee, H. J. Lee, M. Y. Lee, T. Cheon, S. I.
Bae, M. Saito, K. Suzuki, S. Nabeya, J. Lee, S. Kim, S. Yeom, J. H. Seo, and S. H. Kim, “Atomic Layer Deposition of Ru Thin Films Using a New Beta-Diketonate Ru Precursor and NH3 Plasma as a Reactant”, J. Nanosci. Nanotechnol., 15(11), 8472 (2015).
25. H. J. Lee, T. E. Hong, and S. H. Kim, “Atomic layer depos- ited self-forming Ru-Mn diffusion barrier for seedless Cu interconnects”, J. Alloys Compd., 686(25), 1025 (2016).
26. T. K. Eom, S. H. Kim, K. S. Park, S. Kim, and H. Kim, “For- mation of Nano-Crystalline Ru-Based Ternary Thin Films by Plasma-Enhanced Atomic Layer Deposition”, Electrochem.
Solid-State Lett., 14(1), D10 (2011).
27. M. W. Lane, J. M. Snodgrass, and R. H. Dauskardt, “Envi- ronmental effects on interfacial adhesion”, Microelectron.
Reliab., 41(9-10), 1615 (2001).
28. M. S. Jeong, B. H. Bae, J. K. Kim, H. O. Kang, W. J. Hwang, J. M. Yang, and Y. B. Park, “Effects of post-annealing/tem- perature/humidity treatments on the interfacial reliability of Cu capping layer for advanced Cu interconnects”, Proc. 15th International Conference on Electronic Materials and Pack- aging and 12th International Symposium on Microelectronics and Packaging (EMAP/ISMP), Seoul, KMEPS (2013).
29. M. Jeong, J. K. Kim, H. O. Kang, W. J. Hwang, and Y. B.
Park, “Effects of wet chemical treatment and thermal cycle conditions on the interfacial adhesion energy of Cu/SiNx thin film interfaces”, J. Microelectron. Packag. Soc., 21(1), 45 (2014).