◆ 특집 ◆ 탄소섬유복합재 가공시스템
패키지형 탄소섬유복합재 가공시스템 개발
Development of Manufacturing System Package for CFRP Machining
김효영1, 김태곤1, 이석우1,, 윤한솔2, 경대수3, 최인휴4, 최현5, 고종민6 Hyo-Young Kim1, Tae-Gon Kim1, Seok-Woo Lee1,, Han-Sol Yoon2, Dae-Su Kyung3, In-Hue Choi4,
Hyun Choi5, and Jong-Min Ko6
1 한국생산기술연구원 생산시스템그룹 (Manufacturing System R&D Group, Korea Institute of Industrial Technology) 2 한국정밀기계 (HNK MACHINE TOOL Co., Ltd.) 3 기가비스 (GigaVis Co., Ltd.) 4 씨에스캠 (CSCAM Co., Ltd.) 5 시그널링크 (Signal Link Co., Ltd.) 6 티오피에스 (TOPS Co., Ltd.)
Corresponding author: [email protected], Tel: +82-41-589-8401 Manuscript received: 2016.5.15. / Revised: 2016.5.25. / Accepted: 2016.5.27.
Recently, concerns about the environment are becoming more important because of global warming and the exhaustion of earth’s resources. In the aviation and automobile industries, the application of light materials is increasingly important for eco-friendly and effective. Carbon Fiber Reinforced Plastics is a composite material which great formability and the high strength of carbon fiber. CFRP, which is both light and strong, is hard to manufacture. In addition, CFRP machining has a high chance of defects. This research discusses the development of a manufacturing system package for CFRP machining. It involving CFRP Drilling/Water-jet Manufacturing Machines, Inspection/Post-processing Systems, CNC platform for an EtherCAT servo Communication, Flexible Manufacturing Systems and CFRP machining Processes.
KEYWORDS: Carbon fiber reinforced plastics (탄소섬유복합재), Multi-Tasking machine tool (복합가공기), 3D inspection (3D 검사), Open architecture controller (개방형 제어기), Flexible manufacturing system (유연생산시스템)
1. 서론
최근 들어 지구 온난화와 자원 고갈로 환경에 대한 중요성이 커지면서 자동차·항공 산업분야 산업에서도 친환경, 고효율이 주요 이슈가 되고 있다. 자동차, 항공산업 분야에서 친환경, 고효율
화를 위한 가장 간단한 방법 중 하나는 경량화이 다. 최적설계 기법을 통해 기존의 강도를 유지하 면서 전체 중량을 최소화하는 방법은 한계성을 가 지고 있기 때문에 결국 재료 측면에서 새로운 특 성을 가진 신소재 개발을 통해 그 한계성을 극복 하고 있다. 탄소섬유복합재 (CFRP, Carbon Fiber
__________
Copyright Ⓒ The Korean Society for Precision Engineering
This is an Open-Access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creativecommons.org/licenses/by-nc/3.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
Reinforced Plastics)는 탄소섬유와 플라스틱을 이용 하여 강도를 높인 복합재료로서 플라스틱의 뛰어 난 성형성과, 탄소섬유의 높은 강도를 가지고 있 는 복합재료이다.1,2 탄소섬유복합재는 경량이면서 고강도, 고탄성 소재이다. 과거에는 전투기, 우주 왕복선 등과 같은 특수 분야에서만 주로 사용하였 으나 최근 가격 경쟁력을 확보하면서 민간 항공기, 자동차, 신재생 에너지, 선박 등 다양한 분야에서 수요가 크게 증가하고 있다.3 탄소섬유복합재 생산 에 관한 연구는 과거부터 현재까지 많은 연구가 진행되었다. 그러나 탄소섬유복합재를 가공하는 가공시스템과, 가공공정에 관한 연구는 현재까지 도 미흡한 실정이다. 일반적으로 탄소섬유복합재 는 고강도, 경량 소재로서 최적의 기계부품재료로 생각할 수 있다. 그러나 가공이 어렵고 가공 시 결함이 쉽게 발생하여 생산성이 낮다는 문제가 있 다.4,5 가공 결함으로 인한 낮은 생산성은 탄소섬유 복합재의 기계부품 적용에 가장 큰 장애물이다.
기존의 가공시스템으로 탄소섬유복합재를 가공해 보면 가공특성이 일반적인 메탈재료 가공특성과 크게 달라 결함 없이 가공하기가 어렵다는 것을 잘 알 수 있다.6,7 따라서 탄소섬유복합재를 가공하 기 위한 새로운 가공시스템과 가공공정기술이 필 요하다. 최근 들어 민간 항공기와 양산용 자동차 에 탄소섬유복합소재를 활용한 부품수요가 증가하 면서 미국, 독일, 일본 등의 선진국을 중심으로 탄 소섬유복합재 전용 가공시스템과 공구가 개발되고 있다. 국내에서도 자동차, 항공산업 분야에서 탄소 섬유복합재를 이용한 부품수요가 크게 증가하고 있지만 탄소섬유복합재 전용 가공시스템 및 가공 기술에 관한 연구는 미흡한 실정이다.
본 논문은 패키지형 탄소섬유복합재 가공시스 템 개발에 관한 내용을 다루고 있다. 2장에서 패키 지형 탄소섬유복합재 가공시스템에서 필요로 하는 요구 기술 및 각 구성요소에 대한 현재까지 연구 개발 내용을, 3장에서는 향후 연구 방향 및 계획을 제시하며 연구결과들을 요약정리 하였다.
2. 패키지형 탄소섬유복합재 가공시스템의 요 구기술 및 개발 내용
탄소섬유복합재 가공시스템 개발은 탄소섬유복 합재 부품 가공을 위한 핵심 가공장비뿐만 아니라 장비 성능 극대화를 위한 가공공정기술 및 제어기 와 고품질 제품 생산을 위한 검사 및 후 가공 장
비 등 탄소섬유복합재 부품을 생산히는 핵심공정 장비를 패키지로 개발하여 양산라인에 실제로 적 용하도록 추진하고 있다.
2.1 탄소섬유복합재 드릴링/워터젯 복합가공시 스템
Fig. 1은 패키지형 탄소섬유복합재 가공시스템 개발에서 가장 중심이 되는 장비인 드릴링/워터젯 복합가공시스템의 개념도이다. 탄소섬유복합재 부 품의 생산성·품질 향상을 위해 하나의 장비에서 절삭 가공(라우팅, 드릴링, 리밍 등)과 워터젯 가공 (트리밍, 피어싱 등)이 가능하도록 기존의 겐트리 타입의 머시닝센터에 워터젯 모듈이 결합된 듀얼 헤드 복합가공시스템 이다.
곡면이 많은 탄소섬유복합재 부품에 대응하기 위해 스핀들을 포함한 2축 틸팅 헤드를 개발하였 다. 2축 틸팅헤드는 A축과 C 축 구동이 가능하며 고정밀 엔코더가 내장되어 있다. Fig. 2는 정/동/열 적 FEM해석을 위한 2축 틸팅 유닛 모델링이다.
회전각도별 강성의 변화와 주요 공진모드를 분석 하여 구조적 취약부를 개선 설계 하였다. 개발하 고 있는 탄소섬유복합재 가공시스템의 경우 생산 성을 높이기 위해 25,000 mm/min의 고속이송이 가 능하며, 동시에 위치정밀도 12 ㎛/m, 반복정밀도 10 ㎛/m의 정밀도를 목표로 하고 있다. 고정밀 이 송을 위해 더블 랙&피니언 방식을 이용한 이송구 조로 설계하였으며, 고강성을 위해 십자형태의 리 브 (Rib)는 이송부의 구조물 강성을 최대한 유지 시켜준다. Fig. 3은 더블 랙&피니언 적용한 모습을 나타내고, Fig. 4는 이송부 상단에 500 ton의 하중을 주고 해석한 결과를 나타낸다. 해석결과 이송부의 최대변위는 0.01 mm 미만으로 고강성으로 설계 되
Fig. 1 CFRP drilling and water-jet multi-tasking machine tool
었음을 해석으로 검증하였다. 복합가공장비의 워 터젯 가공을 위해 고압수를 분출하는 더블 직접 구동 방식의 펌프를 개발하였다. 개발한 워터젯 펌프는 유압 펌프 및 유니트를 구성하지 않고, 직 접 플러저를 구동하여 350 MPa이상의 고압수를 발 생 시킬 수 있다. 직접 구동 펌프의 경우 에너지 효율이 높으며, 저소음이 장점이 있다. Fig. 5는 개 발한 펌프를 성능테스트를 하는 모습이다. 압력 모니터링 장비를 통하여 4000 bar 이상의 고압의 워터젯이 분사됨을 확인하였다. 펌프 압력 측정 결과 압력 변화는 4000 bar 기준으로 10 - 70 bar(최 대 1.75 %)로 나타나 안정적임을 알 수 있다.
Fig. 5 Water-jet pump test
Fig. 6 CFRP drilling and water-jet manufacturing system
자유 곡면을 갖는 탄소섬유복합재 부품 가공을 위해서는 변형을 최소화 할 수 있는 특화된 유연 지그시스템이 필요하다. 특히 얇은 탄소섬유복합 소재로 된 곡면의 판을 가공할 경우 가공시 판의 형상은 유지하면서 단단히 고정시켜주는 유연지그 시스템을 개념설계 하였다. 또한 CFRP 가공시 발 생하는 분진을 흡입하기 위한 분진흡입 장치 프로 토 타입을 개념 설계 하였고 개발 중에 있다.
마지막으로 탄소섬유복합재 드릴링/워터젯 주 요 핵심부품을 통합하여 하나의 시스템으로 설계 하였다. 개발하고자 하는 시스템은 일반 승용 자 동차 프레임 가공이 가능한 5 m x 3 m 급이며, 듀 얼 헤드를 적용하여 드릴링/워터젯 복합가공이 가 능한 시스템이다. Fig. 6은 장비 전체 레이아웃을 나타내며, 그림에서와 같이 갠트리 타입으로 베드 에 전체 시스템이 구동되는 형태이다. 따라서 구 조물 전체의 고강성화 및 절삭진동 및 잔류진동이 최소화 되어야 안정적인 가공품질이 보장된다. 이 를 위해 저중심 설계를 하여, 이송시 모멘트 부하 를 최소화 하였다.
(a) (b)
Fig. 2 2-axis tilting head unit
Fig. 3 Double rack & pinion
Fig. 4 FEM analysis of feed drive systems
Fig. 7 CFRP inspection and ultra-sonic assisted defect repairing system
2.2 탄소섬유복합재 고속검사·후가공 복합시 스템
자동차, 항공분야 산업의 부품은 품질이 중요 하기 때문에 탄소섬유복합재 가공 시 발생하는 들 뜸, 뜯김 미절삭 등의 불량을 고속 검사 하고 결 함 부분을 수정 가공할 수 있는 검사·후가공 시 스템이 필요하다. Fig. 7은 패키지형 탄소섬유복합 재 가공시스템의 검사·후가공 복합시스템의 개념 도이다. 탄소섬유복합재 가공 시 발생하는 다양한 결함 검출을 위해 고속 2D, 3D복합 검사 장치가 요구되며. 검사 시 결함이 발견되면 결함부분을 수정 가공하기 위해 절삭 저항이 적은 초음파 후 가공 장치가 필요하다. 시스템 운영 측면에서는 가공데이터와 연동하여 최적의 검사경로를 설정하 는 알고리즘과, 빠르고 정확한 검사를 위한 잔류 진동 억제 알고리즘이 적용되어야 한다.
개발한 탄소섬유복합재 구멍 가공 검사 장비는 빔 스캐너와 라인카메라를 이용하여 넓은 측정 영 역 (FOV 15 mm 이상)에서 고속(1초이내)·고분해 능(2.5 ㎛) 3차원 검사가 가능하다. Fig. 8는 개발한 검사 모듈의 광학계이다. Fig. 9는 개발한 광학계로 결함 검출 알고리즘을 적용하여 실제로 가공한 탄 소섬유복합재 구멍가공의 결함 유무를 판단하는 인터페이스이다. 현재까지는 2차원 이미지로 결함 유무를 판별하고, 홀위치, 크기, 진원도 등을 검사 할 수 있다. 향후에는 3차원 이미지 검사 모듈을 구성하여 최대 10가지 결함 항목을 검사 할 수 있 게 된다.
검사장비에서 정확한 측정도 중요하지만 속도 또한 중요하다. 빠른 검사를 위하여 임의의 지점 간 고속 이송을 수행하는 사이 리니어 모터의 추 력에 대응하는 반력은 외란으로 작용하여 전체 검 사시스템에 악영향을 주게 된다. Fig. 10의 반력 보
상장치는 석정반 중앙에 위치해 있으며 보이스 코 일 모터의 구동력으로 리니어 모터의 구동에 의한 반력을 상쇄할 수 있다. Fig. 11는 실험 결과 그래 프이다. 반력보상 모듈로 인해 초기 진동이 저감하 였음을 알 수 있다. 초기 진동이 작아지면 검사 홀 간의 이동 시간이 줄어들기 때문에 전체 검사 시간 이 단축되어 생산성이 증가되는 효과를 가져온다.
검사장비로 결함이 발생하면, 후속 조치로 후 가공을 하여 결함을 없애거나 최소화 해야 한다.
패키지형 탄소섬유복합재 가공시스템 에서 초음파 를 이용한 후가공 장비는 탄소섬유복합재 부품의 가공결함을 제거하여 가공 품질을 높이는데 필수
Fig. 8 CFRP inspection optical module
Fig. 9 CFRP inspection UI
Fig. 10 RFC(Reaction Force Compensator)
적인 핵심모듈이다. 탄소섬유복합재의 후가공 모 듈 개발을 위해 초음파 스핀들을 개념 설계하였으 며, 제작 전 FEM 시뮬레이션을 이용하여 진동모 드, 진폭 등을 검증 하였다. 초음파 스핀들을 작동 시키기 위해서 전력 공급장치를 설계하였다. Fig.
12은 개발한 초음파 홀더와 전력 공급장치이며, 전력 공급장치에 사용된 흑연 전극의 마모 테스트 를 진행하였다. 8,000 RPM의 스핀들 회전 속도로 6 시간 회전 시 약 230 ㎛/m의 전극 마모가 발생하 여 약 130시간 사용 가능할 것으로 예상되었다.
2.3 탄소섬유복합재 가공시스템용 개방형 CNC 제어기 플랫폼
탄소섬유복합재는 복합재 제작 공정 및 부품 사용용도에 따라 다양한 소재 물성을 가지며, 공 구의 종류에 따라 가공 공정 특성이 달라, 소재 및 가공특성에 최적화된 공정 제어가 요구된다.
따라서 다양한 제어 기능을 적용할 수 있는 개방 형 구조와 공정관리, 모니터링 시스템 등과 연동 이 가능한 개방형 제어기가 필요하다. 탄소섬유복 합재 가공시스템 전용 제어기는 탄소섬유복합재의 가공공정 최적화 알고리즘이 적용되고, 가공공정 중에 발생하는 다양한 센서 신호를 모니터링 하게 된다. 이를 위해 디지털 서보통신 대응형 제어기 플랫폼을 설계하고, 제어기와 연동되는 가공공정 모니터링 기술이 요구된다. 제어기의 하드웨어 기 술뿐만 아니라 탄소섬유복합재의 최적의 가공공정 을 위해 사용자 개발 알고리즘 구현이 용이한 개 방형 제어기 소프트웨어도 필요하다. 이송계 최적 제어알고리즘, 탄소섬유복합재와 금속재료가 결합 된 이종 재료의 가공을 위한 경계면 검출 알고리즘, 탄소섬유복합재 절삭추력 모니터링과 연계한 능동 제어 알고리즘, 고속시 경로보정 알고리즘 등 새로 운 알고리즘 개발하여 제어기에 적용이 필요하다.
Fig. 13은 개발한 EherCAT Master 개방형 제어 기로 표준 Slave 서보 드라이브를 동시에 9축 제어 하는 것을 보여주고 있다. 위치제어 주기는 1 msec 이며, 향후 EtherCAT 고속 통신 안정화를 확보하 여 0.5 msec 수준까지 발전시킬 예정이다. 또한 다
0 0.3
Position (m)
0 0.3 0.6 0.9 1.2
-300 -200 -100 0 100 200
Time(s)
Displacement of Granite (μm)
Without RFC RFC Only RFC + PID
Command Actual
Fig. 11 Results of experiment to verify RFC module
Fig. 12 Ultrasonic vibration machining holder and power supply unit
Fig. 13 EtherCAT based controller unit
Fig. 14 Schematic of data processing flow
채널 센서로부터 입력 받은 신호를 데이터 프로세 싱을 거친 후 개발한 EtherCAT Master에 전송하기 위해 EtherCAT Slave를 구현하여 통합 실험하였다.
Fig. 14는 EtherCAT Master와 통신하기 위한 Slave 센서 모듈의 데이터 처리 과정을 나타내고 있다. 아 날로그 신호는 증폭회로와 노이즈 제거 필터를 거 처 평균화 과정 후 주파수 데이터로 표현이 된다.
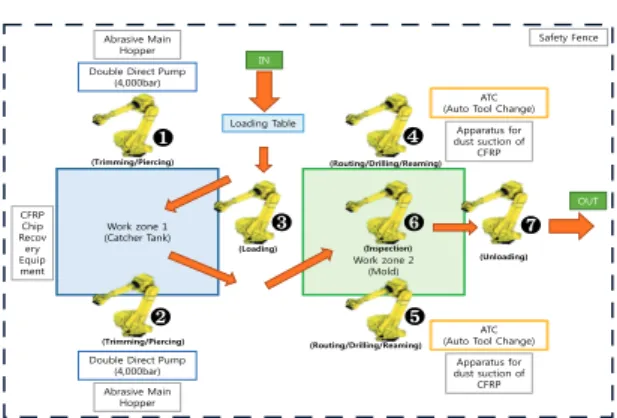
2.4 로봇기반 탄소섬유복합재 유연가공시스템 탄소섬유복합재로 이루어진 부품은 다품종 소 량의 특수 부품인 경우가 많다. 로봇 기반 유연가 공시스템은 자유도가 높아 다양한 탄소섬유복합재 부품 가공에 유리하다. Fig. 15는 로봇기반 유연가 공시스템을 나타내는 개략도이다. 일반 머시닝 센 터와 비교하여 로봇 기반 가공기의 경우 정밀도와 강성 측면에서 취약하다. 그러나 다품종 부품 생 산에 대응이 가능하다는 큰 장점이 있으므로, 정 밀도가 낮다는 단점을 극복하는 기술개발이 필요 하다. 이를 위해 로봇기반 유연가공시스템을 설계 하고, 로봇기반 가공모듈, 가공상태 감시용 모니터 링모듈, 로봇용 피어싱 드릴링 복합헤드 모듈 개 발이 필요하다. 또한 로봇의 정밀도 및 강성 문제 를 해결하기 위해 가공 부하를 고려한 로봇 모션 제어 알고리즘 개발이 필요하다. 전체 유연가공시 스템 관점에서는 로봇 자동화 공정 분석을 통해 안 정성을 판단하고, 로봇의 모션을 고려한 최적 배치 기술을 개발해야 한다. 또한 여러 대의 로봇이 연 동되어 가공하므로 생산시간 예측으로 공정의 효 율성을 극대화하는 기술개발이 요구되고 있다.
로봇기반 유연가공시스템 개발을 위해서 로봇 의 작업 반경을 고려하여 공간효율성, 작업유연성, 워크플로 효율성, 생산시간 등을 고려한 유연가공 시스템 공정 분석을 수행이 필요하다. 이를 위해 시뮬레이션을 이용하여 공간 효율성을 감안한 최 적 배치를 수행하였고, 생산 시간을 산출하였다.
실제 탄소섬유복합재 자동차 부품을 대상으로 시 스템 레이아웃을 도출하였다. Fig. 16은 탄소섬유복 합재 자동차 후드 내부 패널 가공을 위한 시스템 레이아웃을 나타내고 있다. 워터젯 작업을 위한 공정과, 드릴링/라우팅/리밍 작업을 위한 공정으로 구성하였다.
탄소섬유복합소재의 로봇 기반 워터젯 트리밍/
피어싱을 위해 워터젯 진동 및 비산 최소화를 위 한 듀얼헤드 모듈을 설계 하였다. 피어싱 가공을 위한 스핀들과 AWJ 커팅 헤드로 구성된 테스트용
듀얼헤드를 제작하였고, 제작한 듀얼헤드를 상용 로봇에 장착하여 기초 성능테스트를 수행하였다.
2.5 탄소섬유복합재 가공공정 기술
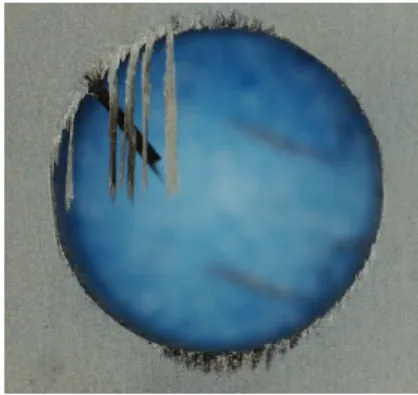
탄소섬유복합재는 탄소섬유와 플라스틱의 복합 적층 구조를 가지고 있어 절삭가공이 어려운 소재 이다. 폴리머 매트릭스는 녹는점이 낮아 가공 시 발생하는 열로 인해 녹을 수 있어서 가공이 어렵 고, 높은 내마모성, 강도, 경도를 가진 탄소섬유의 특성으로 공구마모율도 매우 크다. Fig. 17은 탄소 섬유복합소재에 드릴링 가공을 한 시편을 나타내 고 있다. 탄소섬유는 재료 특성상 취성 파괴에 의 해 절삭 되기 때문에 가공 중에 발생하는 충격력 으로 복합재 적층 구조 간 박리가 발생하거나 공 구마모에 의한 미절삭이 발생 하는등 기존의 가공 공정 기술로는 고품질 정밀 가공면을 얻기 어려운 소재이다. 탄소섬유복합재 가공시스템 개발과 동 시에 이러한 가공 결함을 최소화 할 수 있는 공정 기술 개발도 필요하다.
Fig. 18은 소재 적층 방식과 공구에 따른 가공 특성 분석을 위해 UD (Uni-Directional), MD (Multi- Directional), Woven 시편을 Kennametal사의 k531공 구와, Sandvik 사의 460corodrill로 가공 시 추력 분
Fig. 15 Flexible manufacturing system
Safety Fence
Loading Table
(Auto Tool Change)ATC
CFRP Chip Recov ery Equip ment
Apparatus for dust suction of CFRP
Work zone 1 (Catcher Tank)
Work zone 2 (Mold) (Sqhllhmf/Phdqbhmf(
Apparatus for dust suction of CFRP
ATC (Auto Tool Change) Double Direct Pump
(4,000bar)
IN
PUT
Abrasive Main Hopper Abrasive Main
Hopper
Double Direct Pump (4,000bar)
❷
❸
❹
❺
❻ ❼
❶
(Lnachmf(
(Sqhllhmf/Phdqbhmf(
(Rntshmf/Cqhkkhmf/Rdalhmf(
(Rntshmf/Cqhkkhmf/Rdalhmf(
(Hmrodbshnm(
(Tmknachmf(
Fig. 16 CFRP flexible manufacturing system layout
포를 나타낸 그래프이다. 그림에서 알 수 있듯이 소재 및 공구의 특성에 따라 가공 특성이 크게 달 라짐을 알 수 있다. Fig. 19는 이때의 박리 지수를 나타낸 그래프이다. 일반적으로 탄소섬유복합재를 가공할 때 출구 부분에서의 가공결함이 입구보다 심각하게 발생하는 것으로 알려져 있다. 그러나
실험결과 정반대로, 입구 부분에서 결함이 더 심 각하게 발생되어 공구 형상에 따라서 입구와 출구 에서 발생하는 가공 결함의 경향이 다를 수 있음 을 알 수 있었다. 이밖에 드릴링 가공 시 가공에 영향을 주는 인자들을 분석하기 위해, 공구 재종 에 따른 가공특성 분석과, 분진 흡입에 따른 가공 특성 분석을 수행하였다. 탄소섬유복합소재 가공 특성을 분석한 후 실험결과들을 DB 화 하는 연구 를 진행하였다. 탄소섬유복합소재는 산업에서 아 직까지는 가공경험이 부족하고, 공정최적화가 이 루어 지지 않았다. 따라서 DB를 통한 체계적인 결 과 분석이 필요하므로 다양한 가공 조건에서 가공 실험 결과들을 정리하여 DB화를 수행하였다.
3. 결론 및 향후 연구방향
탄소섬유복합재는 향후 자동차와 항공 부품 산 업을 주도할 핵심 소재이다. 본 논문에서는 가볍 Fig. 17 Drilled CFRP hole and defect at hole exit
0.2 0.4 0.6 0.8 1 1.2 1.4 1.6 1.8 2 2.2 2.4
0 10 20 30 40 50 60 70 80 90 100
110
Fz [N]
time [s]
UD CFRP MD CFRP Woven CFRP
(a) k531 tool, Kennametal
(b) 460corodrill, Sandvik Fig. 18 Thrust force during CFRP drilling
1 3 5 7 9
1 1.1 1.2 1.3 1.4 1.5 1.6
Hole number Delamination factor [ D max/D 0 ]
k531a/UD CFRR 460Corodrill/UD CFRP k531a/MD CFRR 460Corodrill/MD CFRP k531a/woven CFRR 460Corodrill/woven CFRP Limit of DF for k531a Limit of DF for 460corodrill
(a) Hole entrance
(b) Exit
Fig. 19 Thrust force during CFRP drilling
고 강도가 높은 탄소섬유복합재를 가공하기 위한 패키지형 가공시스템을 개발하기 위해 필요한 기 술을 분석하고 주요 구성 모듈을 실제로 설계하고 제작 시험하였다. 미래의 탄소섬유복합재를 이용 한 기계부품 가공을 위해 복합가공기, 검사시스템, 제어시스템, 유연가공시스템, 가공공정기술 등으로 세분화 하여 요소기술을 분석하고 테스트 모듈을 제작 및 검증하였다. 앞으로의 연구는 현재까지 개발된 핵심모듈을 기반으로 패키지형 탄소섬유복 합재 가공시스템을 구체화하여 개발할 예정이다.
또한 개발한 핵심 모듈을 실험적으로 검증하여 성 능을 발전시키고 신뢰성을 향상에 초점을 맞춰 집 중 연구할 예정이다. 최종적으로는 연구의 최종 목표인 패키지형 탄소섬유복합재 전용 가공시스템 을 이용하여 실제 자동차 및 항공부품 생산라인에 적용하여 성능 검증을 할 계획이다.
후 기
본 연구는 산업통산자원부의 시스템산업미래성 장동력 기술개발 사업의 일환으로 수행하였습니다.
[10053248, 과제명: 탄소섬유복합재(CFRP)가공시스 템 개발].
REFERENCES
1. Perner, M., Algermissen, S., Keimer, R., and Monner, H., “Avoiding Defects in Manufacturing Processes: A Review for Automated CFRP Production,” Robotics and Computer-Integrated Manufacturing, Vol. 38, pp.
82-92, 2016.
2. Gururaja, M. and Rao, A. N., “A Review on Recent Applications and Future Prospectus of Hybrid Composites,” International Journal of Soft Computing and Engineering, Vol. 1, No. 6, pp. 352- 355, 2012.
3. Roberts, T., “Rapid Growth Forecast for Carbon Fibre Market,” Reinforced Plastics, Vol. 51, No. 2, pp. 10- 13, 2007.
4. Benammar, A., Drai, R., and Guessoum, A.,
“Detection of Delamination Defects in CFRP Materials Using Ultrasonic Signal Processing,”
Ultrasonics, Vol. 48, No. 8, pp. 731-738, 2008.
5. Yang, B., Huang Y., and Cheng L., “Defect Detection and Evaluation of Ultrasonic Infrared Thermography
for Aerospace CFRP Composites,” Infrared Physics
& Technology, Vol. 60, pp. 166-173, 2013.
6. Dold, C., Henerichs, M., Bochmann, L., and Wegener K., “Comparison of Ground and Laser Machined Polycrystalline Diamond(PCD) Tools in Cutting Carbon Fiber Reinforced Plastics(CFRP) for Aircraft Structures,” Procedia CIRP, Vol. 1, pp. 178-183, 2012.
7. Henerichs., M., Voß, R., Harsch, D., Kuster, F., and Wegener, K., “Tool Life Time Extension with Nano- Crystalline Diamond Coatings for Drilling Carbon- Fibre Reinforced Plastics(CFRP),” Procedia CIRP, Vol. 24, pp. 125-129, 2014.