DOI : 10.5228/KSTP.2011.20.2.154
롤 다이 성형공정을 이용한 변속기 허브 클러치 제조
고대훈1 · 이상곤2 · 권용남3 · 김상우3 · 이현석4 · 박은수5 · 김병민6 · 고대철#
Roll Die Forming Process for Manufacturing Clutch Hub in Automotive Transmission
D. H. Ko, S. K. Lee, Y. N. Kwon, S. W. Kim, H. S. Lee, E. S. Park, B. M. Kim, D. C. Ko (Received January 6, 2011 / Revised March 2, 2011 / Accepted March 8, 2011)
Abstract
The roll die forming (RDF) process is a new manufacturing technique for producing gear parts such as clutch drum and clutch hub in automotive transmission. In the RDF process, the material is deformed by a roll installed on a die set.
Excellent productivity, low forming load and improved dimensional accuracy have quantitatively been shown to be the benefits of the RDF. In this study, the RDF process is applied to manufacture a clutch hub with a gear shaped part. A finite element (FE) analysis was performed in order to investigate the material strain field and dimension of the final product.
Based on the result of the FE analysis, a RDF experiment was performed and the dimensional accuracy of the final product was validated. This work demonstrates that RDF is a process capable of producing a sound clutch hub.
Key Words : Roll Die Forming, Hub Clutch, FE-analysis, RDF Experiment, Dimensional Accuracy
1. 서 론
현재까지 자동차 변속기의 핵심부품인 허브 클 러치(Hub clutch), 드럼 클러치(Drum clutch) 등의 치형부품들은 대부분 쉐이빙(Shaving), 호빙(Hobbi- ng)과 같은 기계가공과 전조(Threading), 단조 (Forging) 등의 소성가공을 병행하여 제조되고 있 다[1~5]. 그러나 기계가공 시 재료의 단류선 파괴 로 인한 강도저하 때문에 현재 딥드로잉(Deep drawing)과 그로브(Glob) 전조공정을 주로 적용하 고 있다[6]. 그러나 이 또한 소재를 회전시키며 치 형부를 각각 성형시키는 그로브 전조공정의 특성 상 생산성이 매우 열악하다. 따라서, 자동차 변속
기 치형부품 제조 시 강도확보와 생산성 향상을 동시에 만족하기 위해서는 기존 기계 및 소성가 공을 동시에 적용하는 공정을 대체할 수 있는 새 로운 제조기술이 요구된다.
치형부품의 성형을 위한 새로운 제조기술로써 롤 다이 성형(RDF: Roll Die Forming)공법이 소개되 었다[7, 8]. 롤 다이 성형공법은 금형 내부에 회전 하는 롤을 설치하여 소재를 드로잉함으로써 치형 형상을 성형하는 방법으로 판재소재 치형부품의 생산성을 획기적으로 향상시킬 수 있다. 그러나, 롤과 소재 사이의 간격에 따른 치수정밀도 제어, 롤의 마모에 의한 수명저감, 금형 조립기술 등 여 러 가지 기술적인 어려움이 있다. 이로 인하여 국
1. 부산대학교 대학원 정밀가공시스템 전공 2. 한국생산기술연구원 대경권지역본부
3. 한국기계연구원 부설 재료연구소 융합공정본부 4. 나라엠앤디㈜ PD연구팀
5. 경창산업㈜ 연구개발팀 6. 부산대학교 기계공학부
# 교신저자: 부산대학교 부품소재산학협력연구소, E-mail:[email protected]
내의 경우 현재까지 롤 다이 성형공법을 적용한 치형부품의 상용화 기술이 확립되어 있지 않다.
본 연구에서는 자동차 변속기 핵심부품인 허브 클러치 제조를 위한 롤 다이 성형공법에 대한 연 구를 수행하였다. 먼저 허브 클러치 제조를 위한 롤 다이 성형공정에 대한 유한요소해석을 수행한 후 최종제품의 치수를 평가하였다. 또한 해석결과 를 토대로 롤 다이 성형실험을 실시하여 해석결 과의 타당성을 검증하였다.
2. 허브 클러치 및 롤 다이 성형공법
2.1 허브 클러치
Fig. 1은 본 연구의 적용 대상품인 자동차 변속 기 허브 클러치를 나타낸 것이다. 허브 클러치는 변속기의 핵심부품으로 차량의 동력전달성능, 소 음 및 진동에 직접적인 영향을 미친다. 따라서 이 러한 성능을 향상시키기 위해서는 허브 클러치의 품질향상이 매우 중요하다. 특히 최종 제품의 치 형부는 요구공차내의 치수 최소화 및 균일한 두 께확보를 통한 진동 저감이 매우 중요한 품질향 상 요소이다.
Fig. 1 Hub clutch for automotive transmission
(a) General manufacturing method
Blank Drawing RDF
(b) Roll die forming process
Fig. 2 Comparison of manufacturing method
2.2 롤 다이 성형공법
Fig. 1의 허브 클러치의 경우 Fig. 2(a)에서 보듯 이 기존에는 초기 블랭크에 드로잉, 단조, 그리고 기계가공을 통해 생산된 두 개의 파트를 용접하 여 생산하였다. 이로 인하여 공정수 증가, 치수정 도 저하, 생산비용 증가, 생산성 저하 등의 단점 이 있다. 그러나, Fig. 2(b)와 같이 롤 다이 성형공 법을 적용할 경우 공정수를 줄일 수 있을 뿐만 아니라 치수정도, 제품 강도 및 생산성 향상 등을 다양한 장점이 존재한다.
Fig. 3은 롤 다이 성형 공정의 원리를 나타낸 것 이다. 블랭크를 잡고 있는 상부펀치와 하부 스트 리퍼가 이동함으로써 롤에 의해 블랭크 외형부에 치형이 성형된다. 이때 롤에는 동력이 부가되지 않으며 소재와의 마찰에 의해 회전된다.
본 연구에서 적용한 롤 다이 성형공정은 첫 번 째 드로잉공정으로 예비성형체를 성형한 후 세 번의 롤 다이 성형을 적용하여 허브 클러치를 성 형하게 된다. Fig. 4에 공정순서와 각 공정의 펀치 및 롤 형상을 나타내었다.
Fig. 3 Roll die forming process
Fig. 4 Tool shapes of RDF process
3. 롤 다이 성형공정 유한요소해석
3.1 소재물성치 및 해석조건
허브 클러치 롤 다이 성형공정에 대한 유한요 소해석을 위하여 먼저 적용소재인 SAPH440에 대 한 인장시험을 실시하였다. 인장시험을 통해 확보 된 유효응력-변형률식은 식(1)과 같다. 본 연구에 서는 2.3mm 두께의 판재가 적용되었으며, 드로잉 시 깊이가 비교적 얕고 롤 다이 성형 시 소재의 변형이 일반적인 판재성형에 비해 심하지 않기 때문에 이방성에 의한 영향은 고려하지 않았다.
. 0 198. [ ]
722 2 MPa
σ= ⋅ε (1)
유한요소해석은 DEFORM-3D로 수행되었으며, 제품의 대칭성을 고려하여 하나의 치형을 대상으 로 한 1/36 모델을 적용하였다. Fig. 5에 초기 드로 잉 공정에 대한 유한요소해석 모델을 나타내었다.
첫 번째 드로잉 공정 후 롤 다이 성형이 적용 되는 이후 공정은 Fig. 6에서 보듯이 적용 금형을 교체하여 연속적인 해석을 수행하였다. 롤 다이 성형해석 시 롤의 회전속도는 펀지의 하강속도를 이용하여 롤 지름에 대한 각속도를 계산한 후 롤에
Fig. 5 Initial model for FE analysis
Fig. 6 FE analysis model for RDF
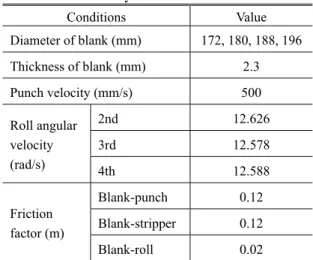
Table 1 FE analysis conditions for RDF
Conditions Value Diameter of blank (mm) 172, 180, 188, 196
Thickness of blank (mm) 2.3 Punch velocity (mm/s) 500 Roll angular
velocity (rad/s)
2nd 12.626 3rd 12.578 4th 12.588
Friction factor (m)
Blank-punch 0.12 Blank-stripper 0.12 Blank-roll 0.02
부여하였다. Table 1에 상세한 유한요소해석 조건을 나타내었다.
유한요소해석을 통해 초기 블랭크 직경에 따른 최종제품의 높이를 평가하고, 요구 높이를 만족하 는 블랭크 직경을 선정하였다. 또한 최종제품의 치형부 치수를 평가하여 요구 치수정도에 대한 허브 클러치 만족 여부를 평가하였다.
3.2 유한요소 해석결과
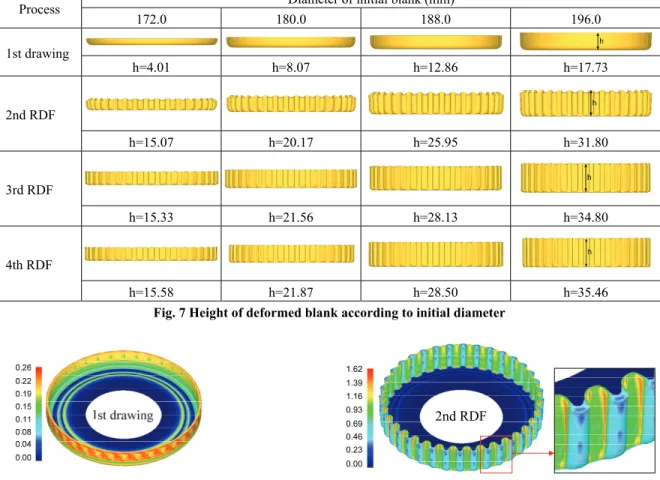
Fig. 7은 해석결과 초기 블랭크 직경에 따른 각 공정별 소재 높이를 나타낸 것이다. 최종 성형 후 요구되는 제품의 최소높이는 34.2mm이다. 따라서, 해석결과 제품의 높이가 35.4 6mm인 직경 196.0mm 를 초기 블랭크 직경으로 선정하였다.
Fig. 8은 초기 블랭크 직경 196.0mm에 대한 유 한요소 해석결과 각 공정 별 블랭크 형상 및 유 효 변형률 분포를 나타낸 것이다. 각 공정이 진행 됨에 따라 변형량 증가로 인하여 변형률은 상승 하게 된다. 특히 2, 3 공정의 롤 다이 성형 시 변 형률 증가량이 상대적으로 높음을 알 수 있다. 또 한 모든 롤 다이 공정에서 치형의 골부분에서 상 대적으로 성형양이 많아 변형률이 상대적으로 높 음을 알 수 있다. 성형된 형상 및 변형률 증가량 으로부터 2, 3공정에서 대부분의 치형이 형성됨을 알 수 있다. 특히, 2공정에서는 치형부의 내치가 성형되고, 3공정에서는 치형부의 외치가 성형됨을 알 수 있다. 4공정의 경우 변형률 증가량이 상대 적으로 적음을 알 수 있으며, 이는 4공정의 경우 최종제품의 치수정도 향상을 위한 사이징(Sizing) 공정임을 알 수 있다.
Process Diameter of initial blank (mm)
172.0 180.0 188.0 196.0 1st drawing
h=4.01 h=8.07 h=12.86 h=17.73
2nd RDF
h=15.07 h=20.17 h=25.95 h=31.80
3rd RDF
h=15.33 h=21.56 h=28.13 h=34.80
4th RDF
h=15.58 h=21.87 h=28.50 h=35.46 Fig. 7 Height of deformed blank according to initial diameter
1.62 1.39 1.16 0.93 0.69 0.46 0.23 0.00
2nd RDF
2.34 2.00 1.67 1.34 1.00 0.67 0.33 0.00
3rd RDF
Fig. 8 Distribution of effective strain at each stage (diameter of blank = 196.0 mm)
Fig. 9 Required dimension of final product
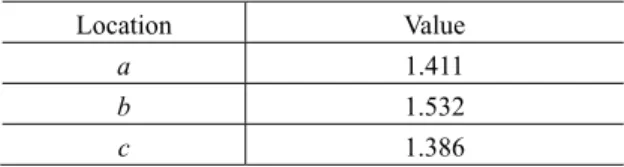
Table 2 Measured dimension (FE analysis, mm)
Location Value
a 1.411
b 1.532
c 1.386
Fig. 9는 최종제품의 요구 치수를 나타낸 것이다.
치형의 측벽부(a), 산부(b), 그리고 골부(c)의 치수 공차에 대한 요구치수공차는 ±0.15mm를 만족해 야만 한다. 유한요소 해석결과 초기 블랭크 직경 196.0mm에 대한 각 부의 치수는 Table 2에 나타내 었다. Table 2에서 보듯이 각 부의 치수는 모두 요 구치수를 만족하였다.
4. 롤 다이 성형 실험 및 치수평가 유한요소 해석결과의 타당성을 검증하기 위한 현장 테스트를 실시하였다. Fig. 10에 대표로 3공정 에 적용된 롤 다이와 펀치를 나타내었다.
Fig. 11은 롤 다이 성형을 통해 생산된 허브 클 러치와 치수 측정부위를 나타낸 것이다. 현상 테 스트 제품의 치형 형상은 양호하게 성형이 되었 음을 알 수 있다. 생산된 제품에 대한 각 부위의 측 정 치 수 와 유 한 요 소 해석 결 과 측 정 치 수 를 Table 2에 비교하여 나타내었다. 측정 결과에서 알 수 있듯이 실제품의 치수가 해석결과 측정 치수 보다 다소 크지만 그 오차는 모두 약 5.20% 이내
Fig.10 Tool set of 3rd RDF
a c
b
Fig.11 Produced hub clutch
Table 3 Experimental results (mm) Location FEA
(mm)
Experiment (mm)
Error (%)
A 1.411 1.426 1.05%
B 1.532 1.616 5.20%
C 1.386 1.397 0.79%
였으며, 세 부위의 치수공차는 모두 허용공차인 0.15mm이내였다. 따라서, 롤 다이 성형공법을 적 용하여 요구되는 최종치수를 가진 건전한 허브 클러치를 성공적으로 생산 할 수 있음을 알 수 있다.
5. 결 론
본 연구에서는 자동차 변속기 핵심부품으로 외 형에 치형을 가진 허브 클러치 제조를 위해 롤 다이 성형공법을 적용하였다. 유한요소해석 및 현 장 테스트를 수행하여 다음의 결론을 도출하였다.
(1) 기존 드로잉, 단조, 그리고 기계가공을 적용 하여 생산되던 허브 클러치를 드로잉과 롤 다이 성형을 적용한 공법으로 대체하였다.
(2) 드로잉과 세 번의 롤 다이 성형이 적용되는 공정에 대한 유한요소 해석결과 롤 다이 성형이 처음 적용되는 2공정에서는 치형부의 내치가 성 형되고, 3공정에서는 치형부의 외치가 성형됨을 알 수 있다. 그리고 유효 변형률 증가량을 토대로 마지막 4공정의 경우 제품의 치수정도 향상을 위 한 사이징 공정임을 알 수 있었다.
(3) 유한요소 해석결과의 타당성을 검증하기 위 하여 현장 테스트를 실시하였으며, 그 결과 최종 제품의 치수는 치형 측벽부(a) 1.426mm, 치형 산부 (b) 1.616mm, 그리고 치형 골부(c) 1.397mm로 요구 치수(a=1.300mm, b=1.500mm, c=1.300mm)와의 공차 가 허용공차(0.15 mm)이내 임을 알 수 있었다.
(4) 이상의 결과로부터 롤 다이 성형공법을 적 용하여 허브 클러치를 성공적으로 제조할 수 있 었으며, 향후 최종제품의 치수정도를 보다 향상시 키기 위한 추가적인 연구가 필요할 것으로 사료 된다.
후 기
본 연구는 지식경제부 산업원천기술개발사업의 지원을 받아 수행된 연구임.
참 고 문 헌
[1] T. Nakano, 2001, Composition technique of sheet steel forming and cold forging, J. Jpn. Soc. Technol.
Plast., Vol. 42, No. 481, pp. 22~26.
[2] P. B. Hussian, J. S. Cheon, D. Y. Kwak, S. Y. Kim, Y.
T. Im, 2002, Simulation of clutch-hub forging process using CAMform, J. Mater. Process. Technol., Vol. 123, pp. 120~132.
[3] H. C. Wu, T. Altan, 2004, Process optimization in stamping - a case study for flanging a clutch hub from steel plate, J. Mater. Process. Technol., Vol.
146, pp. 8~19.
[4] J. M. Lee, B. M. Kim, C. G. Kang, 2006, A study on the cold ironing process for the drum clutch with inner gear shapes, Int. J. Mach. Tool. Manuf., Vol.
46, Issue. 6, pp. 640~650.
[5] J. H. Park, S. G. Kim, J. H. Kang, Y. C. Park, S. H.
Kim, S. R. Seo, K. H. Park, 2008, Preform design for manufacturing of automotive drum clutch hub products, J. Kor. Preci. Mech. Eng., Vol. 25, No. 12, pp. 33~38.
[6] M. H. Lee, H. Y. Kim, H. K. Kim, S. I. Oh, 2007, Forming Analysis for Warm Deep Drawing Process of Magnesium Alloy Sheet, Transactions of Materials Processing, Vol. 16, No. 5, pp. 401~405.
[7] http://www.beire-kassel.de.
[8] D. H. Ko, D. C. Ko, Y. N. Kwon, S. W. Kim, H. S.
Lee, E. S. Park, B. M. Kim, 2010, FE-simulation of hub clutch in vehicle transmission by roll die forming process, Annuals Spring Conf. of Kor. Soc.
Tech. Plast., pp. 35~38.