<연구논문>
269
여성 재킷의 생산능력 설정을 위한 연구
김진선1)·심규남2)·오순3)
1)대구미래대학웨딩이벤트과
2)목포대학교의류학과
3)경원대학교의상학과
A Study on the Productive Capacity Setting of Women's Jacket
Jin-Sun Kim
1), Kyu-Nam Shim
2), and Soon Oh
3)1)Dept. of Wedding Event, DaeGuMirae College, Kyungsan, Korea
2)Dept. of Clothing & Textiles, Mokpo National University, Chunggea, Korea3) Dept. of Clothing, Kyungwon University, Seongnam, Korea
Abstract :This study aims at setting up productive capacity which can be usefully utilized for work management of apparel manufacturers. So as to achieve this goal, an apparel manufacturing company which has been operated by mini- line system in Seoul was selected. Standard time and man-hour were calculated to create the accurate productive capacity by observing and measuring a work flow included cutting, sewing and finishing processes. And the result is as following.
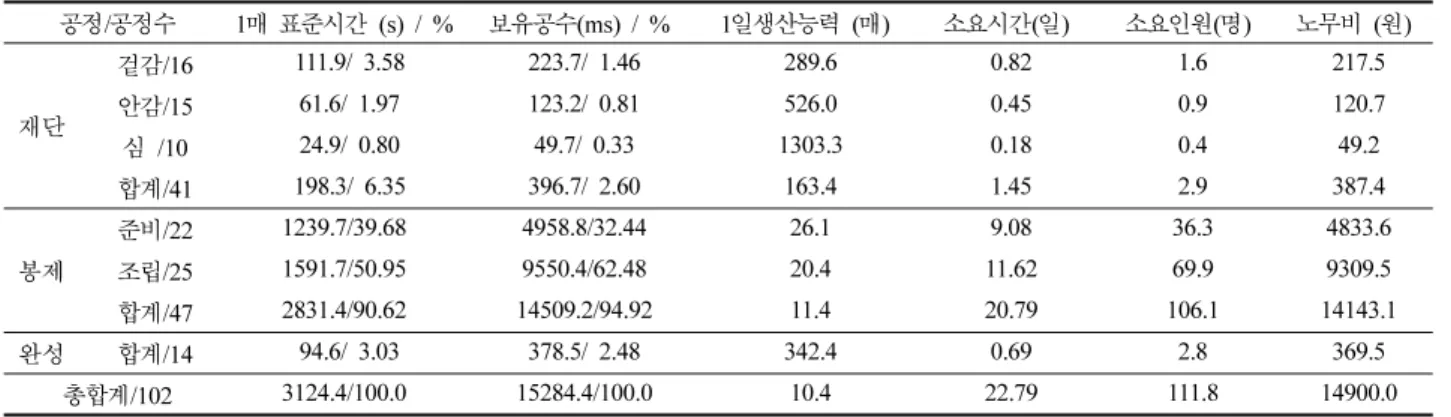
The standard time for each process was presented as cutting process 47004.5s, sewing process 671050.5s and finishing process 22426.3s. And 15284.4ms was computed as total procession man-hour per day of the manufacturer which is orga- nized of 16 people. Also, the procession man-hour for each process was revealed as cutting process 396.7ms(2.6%), sew- ing process 14509.3ms(94.9%) and finishing process 378.5ms(2.5%). +Surplus was found in the productivity for each process included the cutting process(outshell, lining and seam process), the sewing process(preparation and arrangement process) and the finishing process. But, additional man-hour 52436.18ms was required because the productive capacity was calculated as –surplus(-13.9%) in the sewing process(part and assembly process). Therefore, a work schedule was planned based on the previous result. However, loading can be ideal when a capacity and a load become '0'. The object company should find the way to reduce allowance(26.25%) of the sewing process through reconstruction of consciousness and improvement in functions with analyzing works of operators. Also, they need to consider an additional supplement of the personnel.
Key words:productive capacity, man-hour, mini-line system, process analysis, work management.
1. 서 론
의류업체는생산기능을실시하기위하여체계적이고합리적 으로생산수량, 생산방법, 생산설비, 생산일정, 공수등의생산 계획을수립한다. 생산계획에는납기를맞추기위한 생산량과 일정계획, 공정에필요한설비및인원산정, 외주계획, 라인구 성과레이아웃, 원가계산등의기초자료수집을위하여사전분
석으로공수계획을실시한다.
공수계획(한국산업인력공단, 2009)은요구되는 기간에필요
로하는노동력을사전에계획하는능력(부하)과현재의생산 능력을조정하는것이다. 이를위하여공정별작업량과기준능
력의균형이유지되도록조정하고, 납기를맞추기위해유휴인 력(설비)이발생하지않도록일정별부하조정으로다양한상황
에대처하고, 효율적인생산활동을실현하기위하여작업자의 다기능화와적합한배치를추진한다. 그리고여력(=능력-부하)
의변동폭을최소화하기위하여개선활동을실시하여야하므로 공수계획은생산일정에따라결정된생산량에대해서작업량을 구체적으로결정하고, 그것을현재작업자나기계의능력을고 려하여 양자의 조정을 시도하는 것이다. 그러므로 공수계획
(loading)의기준은시간이며, 비교대상은부하와생산능력(오
종후, 1983)이다. 생산능력(capacity)은일정기간에고정된인원
과 설비로 생산할 수 있는 제품의 수(한국섬유산업연합회,
2010)이며, 이를산출하기위해서는작업에소요된표준시간과
인력및설비의능력인공수를필요로한다. 표준시간(standard
time)은생산현장에서생산계획및관리, 생산성향상, 표준원
가 산출 등을 위한 필수 요소이며, 공수(man-hour)는 주어진
업무를완성하는데필요한시간으로업무량의크기를나타내는
단위(菅間正二, 2003/2007)이다. 그러므로이는사람이나기계
에서보유하고있는작업가능한노동력이므로, 제품생산에투 입된시간과노동력(인원)을필요로한다. 그리고생산관리자는 Corresponding author; Soon Oh
Tel. +82-31-750-5584, Fax. +82-31-750-5934 E-mail: [email protected]
이를근거로생산능력을설정함으로서부하와능력을비교·조 정하여유휴인력과설비를최소로함에따라최고의생산성을 산출할수있다.
최근 의류생산업체들은짧은 납기일을맞추기 위해 다양한 노력이시도되면서기존의라인시스템에작업자 1인이 4~5개의
공정을작업하는다기능보유자로구성된미니라인시스템(김진
선, 2008)으로변화를시도하고있다. 미니라인에서는모든공
정을자체공장에서해결하기보다는부분공정에자동기기를도 입하고, 외주의 협력업체들과의사전공정, 중간공정, 마무리공 정등작업의필요에따라서로보완하고결합하여활용함으로 서생산능력설정과납기일을맞추고있다.
따라서본연구는미니라인시스템에서의생산능력을설정하 기위하여재단, 봉제, 완성까지의생산흐름을관찰하고, 정확 한생산능력을설정하기위하여, 첫째, 현장의작업관리및작
업중인 재킷의생산공정을분석하고, 둘째, 작업시간측정과 여유율을산출한다. 셋째, 실작업시간과여유율로설정된표준
시간을이용하여공수산출과생산능력을설정하여생산관리의 기초자료를제시하고자한다.
2. 연구방법 및 절차
2.1. 현장 분석
대상업체의 1일작업시간은 9시간이며, 작업인원은생산관
리자와작업자 16명으로구성되었다. 생산아이템은재킷이며,
안감, 주머니등부분공정은외주에서제작하고, 조립은내부에
서실시하였다.
본연구에서는재킷의재단, 봉제, 완성공정을관찰하고, 작업
시간을직접측정(stop watch)방법으로측정하였으며, 봉제라인은
소품종대량생산에적합한스트레이트라인으로운영되었다. 월평
균작업교체는 2~3회로다품종소량생산체제에적응이되어있 었으나, 투입된아이템의작업이끝남과동시에다음아이템이 투입됨에따라작업준비를체계적으로진행할여유나준비가부 족하였다. 그결과생산성이낮았으며, 생산관리에어려움이있 었다(김진선, 2008).
1) 재단공정은제품제작에필요한겉감(폴리에스텔 65%, 면
35%), 안감(폴리에스텔 65%, 면 35%), 심(면 100%)의요구수
량을 겉감 16공정, 안감 15공정, 심 10공정으로 작업이 진행
<Table 4>되었으며, 직도형재단기, 다이커팅기, 넘버링기, 송곳,
집개와고정대등의도구를이용하였다.
2) 봉제공정은재단이끝난작업물이적재되어이송되면, 생
산관리자의지시와봉제순서에따라준비및정리작업, 부분및 조립작업이시작된다. 준비및정리작업은 21공정으로진행되
었으며, 부분및조립작업전·후에서스팀다리미, 송곳, 손가 위등을이용하여진행하였다. 부분및조립작업은 26공정으로 진행되었으며, 1본침본봉재봉기, 손가위, 송곳, 쵸크등을이 용하였다. 그리고바늘은 11번, 재봉사는 T/C 재봉사를 11땀/
2.54 cm의조건으로준비작업등보조의도움을받아작업자가
작업을 실시하였으며, 생산관리자는공정지도, 기술지도, 진도 관리등기타수정작업을하였다.
3) 완성공정은외주작업을포함한 14공정으로진행되었으며,
스팀다리미, 손가위, 초크, 스프레이, 바늘, 재봉사, 게이지등을
이용하여작업을마무리하여출고된다.
2.2. 연구 방법 및 절차
2.2.1. 작업순서및공정분석표작성
작업측정은서울시에 소재한여성복 생산업체에서작업중 인재킷<Table 1>을대상으로측정한선행연구(김진선, 2008;
김진선, 2009)의방법을인용하였으며, 공정별작업순서에따라
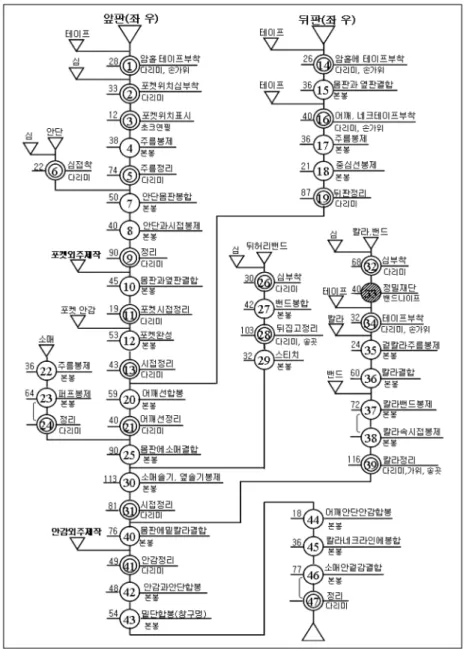
공정분석표를작성하였다(Fig. 1).
분야별작업자는재단 2명, 봉제 10명, 완성 4명으로구성되
었으며, 제품의분류(assortment)에따른수량은 2사이즈에 2칼 라이며 237매였다. 그리고제품납품일은 8월 7일이므로실제
생산가능일은 12일이다.
2.2.2. 생산능력산출
생산업체는적정인원의산출로최적의생산성을확보하기위 한사전분석으로생산능력을산정한다. 생산능력은일정기간 에고정된인원과설비로생산할수있는제품의수(작업공수/
표준시간)이며, 이를산출하기 위해서는특정작업을 완수하는 데소요된작업시간인표준시간과작업자(기계)의능력인공수 Table 1. Design & work sheet
design assortment (unit: piece) raw·subsidiary material (unit:)
color
size red violet total material spec., quality
55 70 73 143 겉감 147.3 163.2
facing 111.8 121.0
66 47 47 94 seam 121.9 38.4
싸개단추 12.5 mm 2+1
합계 117 120 237 Button 28 mm 3+1
속단추 25 mm 1+1
Olive des olive. (2007). 생산의뢰서. style no. OW7A-J650-0.
가산출되어야한다.
(1) 표준시간(standard time) 산출
표준시간은표준화된작업방법으로표준적인능력을가진작 업자가 보통정도의노력에 의해서작업을 수행하는데필요한
시간이다(김순분외, 2006). 또한표준시간은실작업시간에여
유시간을부가한시간으로, 표준시간 =실작업시간+여유시간 =
실작업시간×(1+여유율)로나타낼수있다. 그러므로 표준시간
을산출하기위해서는공정별작업시간이필요하다. 그리고작 업시간의측정은작업의흐름에따라재단공정과봉제, 완성공 정으로구분하여스톱워치를이용하였다. 그러나작업량이적 고, 작업교체가빠른다품종소량생산방식에서는작업에적응할 시간적인여유가없으므로표준작업방법설정을생략하고, 진
행되는작업방식과방법을유지하면서측정하였다.
①재단공정의공정별작업은겉감, 안감, 심의순서로연속
해서 진행되므로로트(lot)에의한 방법으로측정하였으며, 겉 감, 안감, 심의공정별총소요시간을구성개수(237매)로나누워
각공정에소요된시간을표기하였다.
②재단과완성공정의시간은계속법과반복법(정병용, 2003)
을병행하여측정하였다. 측정은스톱워치 2개를이용하여, 하 나는계속법으로공정에소요된전체시간인누적시간을측정하 고, 하나는 각공정 및사이클시간을반복법으로측정하였다.
그리고여유시간측정을위하여겉감재단에서정상작업을제외 한작업을여유항목으로분류하고, 그시간을측정·합산하여 여유시간으로하였다. 완성공정에서는전체누적시간에서여유 항목에해당하는이상측정치를제거한시간과의차이를실작 업시간으로하고제거된시간을여유시간으로하였다.
Fig. 1. Operation process chart of jacket
③측정된공정별시간에서여유시간을제외한시간을생산 량(237매)으로나누어 1매에해당하는소요시간을실작업시간 으로제시하였다.
④재단과완성공정에서는전체작업시간에서여유항목에소 요된여유시간과여유율을산출하고, 실작업시간에여유율을내
경법(이순요, 2005)으로변환하여표준시간을설정하였다.
⑤봉제공정은작업용공정계획서를작성하고, 측정은작업
시작 1시간이후부터공정별요소동작(집고-박고-놓기)을 1사이 클로하고, 각요소동작을구분하여스톱워치로 30회를측정하 여평균시간을산출하였다.
⑥봉제공정의실작업시간은공정별작업측정시간에작업자 개인의숙련도와노력의정도를공정별 30회측정시간의표준
편차와 분산을 Lowry et al. 연구(가재창에서 재인용, 1968)
의해연구된평준법의계수를이용하여산출하였다.
⑦봉제공정의여유율은순간관측법으로작업자 5명을선정 하여측정하여구하고, 이를실작업시간에부가하여표준시간
을산출하였다.
⑧완성공정은요소별동작을구분할수있으나, 본동작에
서시간소요가많음에따라요소동작구분의의미가크지않으 므로, 작업물의잡기에서작업후작업물을놓음대에놓기까지 를 1사이클로하여측정하고시간을산출하였다.
(2) 공수산출
공수는사람이나기계에서보유하고있는작업가능한노동 력을수치화한자료이므로, 이를산출하기위해서는작업시간,
즉재단, 봉제, 완성등에소요되는시간을측정하고, 표준시간
을산출하여야한다. 그리고작업공수, 보유공수, 실동공수를구 한다(작업공수와보유공수는동일한의미이나, 본연구의작업공
수는대상업체가 1일작업가능한노동력(9 mh)을의미하고, 보
유공수는재단, 봉제공정등과세부공정에서보유하고있는노
동력(표준시간×작업인원)을나타내기위하여구분하였다). 작업 공수는 1일작업시간이 9시간이므로한사람이하루 동안작 업을하면, 작업공수는 9인시(man hour)이며, 16명이작업하므
로 144 mh가된다. 그리고 작업자가 1일제품생산에투입된
시간과노동력(인원)이므로, 공정별로산출하면, 작업인원 2명 인재단공정의보유공수는 2 m×9 h=18 mh(man hour), 작업인 원 10명인봉제공정은 10 m×9 h=90mh 그리고작업인원 4명인
완성공정은 4 m×9 h=36 mh가되며, 대상업체의 1일보유공수
는 144 mh가된다. 또한실동공수는보유공수에서유실공수를
제외한실제라인에서가동한공수이므로당일의근무상황까지 반영될 수있으나, 본연구에서는 측정기간 동안의 가동율을
100%(유실공수 0)로하였다. 그결과 보유공수와 실동공수는
같다. 그리고총공수는 1매의 제품을제작하는데걸리는표준 시간, 작업인원, 생산수량(237매)을곱해서산출하였다. 본연 구에서는의류의부품별, 공정별로계산을하고공수를공정별 로집계하여총공수를산출한다.
(3) 생산능력산출
생산공장은일정한기간에고정된인력과기계에서생산할
수있는제품의수로생산능력을평가하므로, 최적의생산성을
확보하기위하여적정인원과필요기계를산출하여정확한생산 능력을산출하여야한다. 생산능력(capacity)은작업공수를표준
시간으로나눈값(작업공수/표준시간)이므로, 이를산출하기위 해서는작업공수와표준시간을필요로한다. 그리고그결과를
이용하여첫째, 생산량의납기를맞추기위해공정에필요한인 원이나최적의효율성을얻을수있는인원을산출한다. 둘째,
결정된인원으로생산가능수량, 분할공정, 동선을고려한작 업공간의배치등을파악한다. 또한주어진자원(작업인원또 는기계)을이용하여일분에, 한시간에, 하루에, 일주일에, 한 달에제작가능생산량을예상할수있다.
2.3. 자료 분석
자료분석은 2007 EXCEL을사용하였으며, 공정별시간측정
치를 이용하여기초통계량을구하고, 작업자의기능의 정도를 평가하였다. 그리고각공식과계산으로실작업시간, 여유율, 표
준시간등을산출하여, 공수와생산능력을분석하였다. 3. 결과 및 고찰
3.1. 공정별 시간측정 결과
3.1.1. 재단공정의시간측정결과
재단공정은겉감, 안감, 심의순서로진행되었으며, 각공정
작업시작부터끝까지시간을측정하여생산량(237매)으로나 누어 1매에해당하는평균소요시간을계산하여제시하였다.
겉감의재단공정은 16공정으로구성되었으며, 소요된시간의 합계는 24300.0초, 공정별평균시간은 1518.8초였다. 그리고 1
매제작에소요된시간은 102.5초로나타났다. 안감의 재단공
정은 15공정이었으며, 소요시간 13380.0초, 공정별 평균시간
892.0초였으며, 1매 제작에 98.7초가 소요되었다. 10공정으로
진행된심재단은 237매재단에 5400.0초가소요되었으며, 1매
제작에는 22.8초로나타났다. 그리고공정별소요시간은 540.0
초였다.
따라서재킷제작에필요한원·부자재재단에총 41공정이
었으며, 237매제작에소요된시간은 43080.0초, 1매제작에는
181.8초그리고공정별 1050.7초의시간이요구되었다.
표준시간은실작업시간(김진선, 2008)에여유시간을추가하여 산출하므로실작업시간과여유시간(여유율)을필요로한다. 여유
율(여유시간)은작업수행중에작업특성과피로에의해발생하 는여유항목을관측하고, 측정한결과이다. 재단(겉감만측정)과
완성공정에서의여유율측정은작업중에나타나는여유항목을 체크하고, 시간을측정하였으며, 재단공정에서나타난여유항목 은넘버링기조정, 원단수령, 외주업체배달, 샘플QC 작업등이 며, 작업이외의항목은전기수리, 접대, 전화받기등이었다. 체
크된항목에대한시간의합은 2435.0초였으며, 겉감재단공정
작업시간의 10.02%였다. 따라서 산출된 여유율은생산능력과 공수산출적용에유리한 1일작업시간(가동시간)에대한비율인
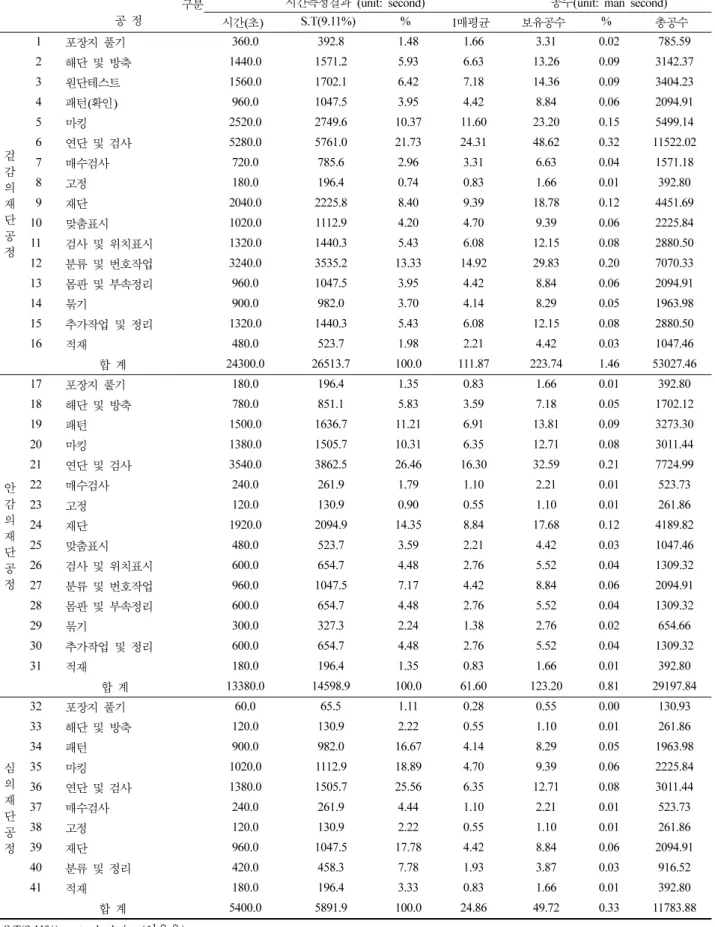
Table 2. Capacity of cutting processes 공정 구분
시간측정결과 (unit: second) 공수(unit: man second)
시간(초) S.T(9.11%) % 1매평균 보유공수 % 총공수
겉 감 의 재 단 공 정
1 포장지풀기 360.0 392.8 1.48 1.66 3.31 0.02 785.59
2 해단및방축 1440.0 1571.2 5.93 6.63 13.26 0.09 3142.37
3 원단테스트 1560.0 1702.1 6.42 7.18 14.36 0.09 3404.23
4 패턴(확인) 960.0 1047.5 3.95 4.42 8.84 0.06 2094.91
5 마킹 2520.0 2749.6 10.37 11.60 23.20 0.15 5499.14
6 연단및검사 5280.0 5761.0 21.73 24.31 48.62 0.32 11522.02
7 매수검사 720.0 785.6 2.96 3.31 6.63 0.04 1571.18
8 고정 180.0 196.4 0.74 0.83 1.66 0.01 392.80
9 재단 2040.0 2225.8 8.40 9.39 18.78 0.12 4451.69
10 맞춤표시 1020.0 1112.9 4.20 4.70 9.39 0.06 2225.84
11 검사및위치표시 1320.0 1440.3 5.43 6.08 12.15 0.08 2880.50
12 분류및번호작업 3240.0 3535.2 13.33 14.92 29.83 0.20 7070.33
13 몸판및부속정리 960.0 1047.5 3.95 4.42 8.84 0.06 2094.91
14 묶기 900.0 982.0 3.70 4.14 8.29 0.05 1963.98
15 추가작업및정리 1320.0 1440.3 5.43 6.08 12.15 0.08 2880.50
16 적재 480.0 523.7 1.98 2.21 4.42 0.03 1047.46
합계 24300.0 26513.7 100.0 111.87 223.74 1.46 53027.46
안 감 의 재 단 공 정
17 포장지풀기 180.0 196.4 1.35 0.83 1.66 0.01 392.80
18 해단및방축 780.0 851.1 5.83 3.59 7.18 0.05 1702.12
19 패턴 1500.0 1636.7 11.21 6.91 13.81 0.09 3273.30
20 마킹 1380.0 1505.7 10.31 6.35 12.71 0.08 3011.44
21 연단및검사 3540.0 3862.5 26.46 16.30 32.59 0.21 7724.99
22 매수검사 240.0 261.9 1.79 1.10 2.21 0.01 523.73
23 고정 120.0 130.9 0.90 0.55 1.10 0.01 261.86
24 재단 1920.0 2094.9 14.35 8.84 17.68 0.12 4189.82
25 맞춤표시 480.0 523.7 3.59 2.21 4.42 0.03 1047.46
26 검사및위치표시 600.0 654.7 4.48 2.76 5.52 0.04 1309.32
27 분류및번호작업 960.0 1047.5 7.17 4.42 8.84 0.06 2094.91
28 몸판및부속정리 600.0 654.7 4.48 2.76 5.52 0.04 1309.32
29 묶기 300.0 327.3 2.24 1.38 2.76 0.02 654.66
30 추가작업및정리 600.0 654.7 4.48 2.76 5.52 0.04 1309.32
31 적재 180.0 196.4 1.35 0.83 1.66 0.01 392.80
합계 13380.0 14598.9 100.0 61.60 123.20 0.81 29197.84
심 의 재 단 공 정
32 포장지풀기 60.0 65.5 1.11 0.28 0.55 0.00 130.93
33 해단및방축 120.0 130.9 2.22 0.55 1.10 0.01 261.86
34 패턴 900.0 982.0 16.67 4.14 8.29 0.05 1963.98
35 마킹 1020.0 1112.9 18.89 4.70 9.39 0.06 2225.84
36 연단및검사 1380.0 1505.7 25.56 6.35 12.71 0.08 3011.44
37 매수검사 240.0 261.9 4.44 1.10 2.21 0.01 523.73
38 고정 120.0 130.9 2.22 0.55 1.10 0.01 261.86
39 재단 960.0 1047.5 17.78 4.42 8.84 0.06 2094.91
40 분류및정리 420.0 458.3 7.78 1.93 3.87 0.03 916.52
41 적재 180.0 196.4 3.33 0.83 1.66 0.01 392.80
합계 5400.0 5891.9 100.0 24.86 49.72 0.33 11783.88
S.T(9.11%) : standard time(여유율)
내경법(여유율=여유시간총계/(실작업시간총계+여유시간총계))으
로산출하였다. 그리고 실작업시간과집계한 여유시간(2435.0
초)을적용한결과겉감재단공정의여유율은 9.11%였으며, 이
를안감과심재단공정에도동일하게적용하였다.
그결과 237매의 재킷 원·부자재를 재단하는데 소요되는
표준시간은겉감 26513.7초, 안감 14598.9초, 심 5891.9초였으 며, 합계는 47004.5초였다. 1매 평균은 겉감 111.9초, 안감
61.6초그리고심 24.9초였다. 그리고공정별표준시간의평균
은겉감 1657.1초, 안감 973.3초, 심 24.9초로나타났다. 또한 각공정에서 10%이상시간이소요되는공정은겉감, 안감, 심 에서 연단및검사, 분류및번호 작업, 마킹, 재단에서시간 소요가많은것으로나타났다.
3.1.2. 봉제공정의시간측정결과
봉제공정은준비및정리작업, 부분및조립봉제로구성되어 있다. 준비및정리작업은보조작업자들이앞판준비작업, 조
립작업그리고뒤판의 순서로진행되었다. 부분봉제는소매제 작, 뒤허리밴드, 칼라및밴드제작으로이루어졌으며, 조립봉제
는준비작업과부분봉제공정에서제작된부분을몸판에결합하 는작업으로, 몸판에밑칼라결합, 앞판안단과안감합봉, 밑단 봉합(창구멍제외), 어깨선안단부분뒤판안감과합봉, 안감과
겉감의소매를조립한다.
봉제공정에서준비및정리작업은 21공정에 4명이작업을담
당하였으며, 작업과정에서시간지연에따른애로공정이발생하
여 19, 28공정은작업분할을실시하였다. 그리고퍼프소매정
리(24공정)와최종정리(47공정)공정은 평균소요시간이 5초미 만이므로바로위공정에추가하고결과에 0.0으로제시되었다
(Table 3). 재킷 237매제작에소요된시간은 232721.8초이며,
공정별평균은 11082.0초그리고 1매제작에소요되는시간은
982.0초였으며, 1매제작에소요되는준비및정리공정의공정
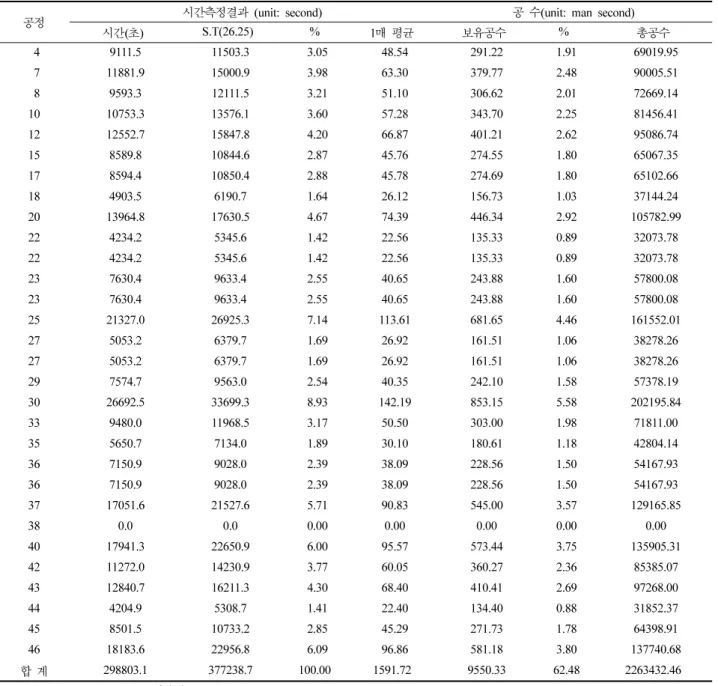
별 평균은 46.8초였다. 부분 및조립 봉제공정은 26공정으로
구성되었으며, 22, 23, 27, 36공정에서작업미숙으로시간이지
연되어분할하였으며, 칼라속시접봉제(38공정)공정은평균소요 시간이 5초미만이므로 바로위공정에 추가하였다. 부분및
조립 봉제공정의 시간측정 결과는 298803.0초였으며, 공정별 평균은 11492.4초였다. 그리고 1매제작에 1260.8초가 소요되
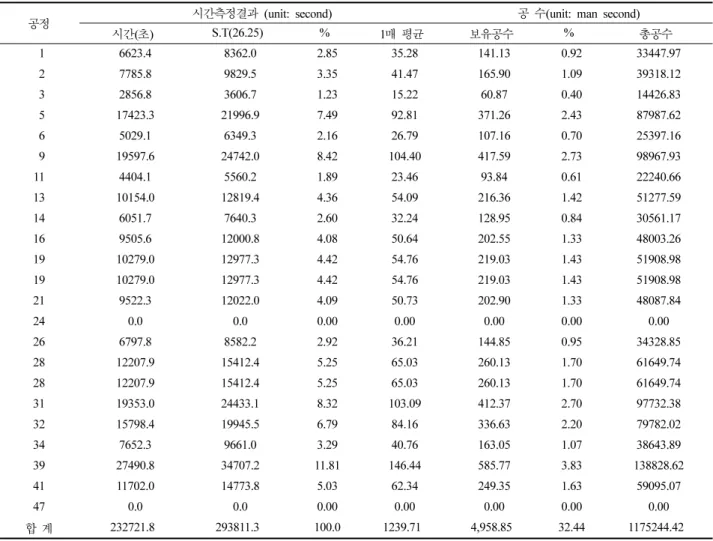
Table 3. Capacity of sewing(preparation & arrangement) processes
공정 시간측정결과 (unit: second) 공수(unit: man second)
시간(초) S.T(26.25) % 1매평균 보유공수 % 총공수
1 6623.4 8362.0 2.85 35.28 141.13 0.92 33447.97
2 7785.8 9829.5 3.35 41.47 165.90 1.09 39318.12
3 2856.8 3606.7 1.23 15.22 60.87 0.40 14426.83
5 17423.3 21996.9 7.49 92.81 371.26 2.43 87987.62
6 5029.1 6349.3 2.16 26.79 107.16 0.70 25397.16
9 19597.6 24742.0 8.42 104.40 417.59 2.73 98967.93
11 4404.1 5560.2 1.89 23.46 93.84 0.61 22240.66
13 10154.0 12819.4 4.36 54.09 216.36 1.42 51277.59
14 6051.7 7640.3 2.60 32.24 128.95 0.84 30561.17
16 9505.6 12000.8 4.08 50.64 202.55 1.33 48003.26
19 10279.0 12977.3 4.42 54.76 219.03 1.43 51908.98
19 10279.0 12977.3 4.42 54.76 219.03 1.43 51908.98
21 9522.3 12022.0 4.09 50.73 202.90 1.33 48087.84
24 0.0 0.0 0.00 0.00 0.00 0.00 0.00
26 6797.8 8582.2 2.92 36.21 144.85 0.95 34328.85
28 12207.9 15412.4 5.25 65.03 260.13 1.70 61649.74
28 12207.9 15412.4 5.25 65.03 260.13 1.70 61649.74
31 19353.0 24433.1 8.32 103.09 412.37 2.70 97732.38
32 15798.4 19945.5 6.79 84.16 336.63 2.20 79782.02
34 7652.3 9661.0 3.29 40.76 163.05 1.07 38643.89
39 27490.8 34707.2 11.81 146.44 585.77 3.83 138828.62
41 11702.0 14773.8 5.03 62.34 249.35 1.63 59095.07
47 0.0 0.0 0.00 0.00 0.00 0.00 0.00
합계 232721.8 293811.3 100.0 1239.71 4,958.85 32.44 1175244.42
S.T(26.25%) : standard time(여유율)