서언
바이오디젤은 식물성 오일 또는 동물성 기름과 메 탄올을 transesterifiction 반응시켜 얻을 수 있는 신 재생 에너지이다. 이렇게 얻어진 바이오디젤은 원유 를 정제하여 생산하고 있는 경유와 성질이 비슷하여 경유에 혼합하여 사용된다. 10여년 전부터 유럽을 중 심으로 보급되던 바이오디젤은 최근 유럽, 미국, 브라 질 등 전 세계적으로 보급이 확대되고 있다. 특히 독 일 및 미국의 10여개의 주와 브라질에서는 바이오디 젤의 사용을 의무화 하고 있고 독일이외의 유럽의 각 국가에서도 의무화를 정책적으로 검토하고 있는 것으 로 알려져 있다. 우리나라에서도 3년여간의 시범사업 을 거쳐 2007년부터 BD5(바이오디젤의 경유에 대한 혼합비율이 최고 5%까지)와 BD20(바이오디젤이 경 유에 20% 혼합)의 형태로 아시아에서는 처음으로 바 이오디젤을 보급하고 있다. 현재 우리나라에서 보급 되고 있는 경유에는 0.5%의 바이오디젤이 혼합되어 있다.
에너지원의 다변화와 친환경에너지의 보급을 위해 정부에서는 현재 0.5% 혼합되어 보급되고 있는 바이 오디젤의 혼합비율을 최고 5%까지 확대하려는 정책 을 준비중인 것으로 알려지고 있는 시점에서 바이오 디젤 산업의 중요한 요소인 원료 동향, 생산기술, 품질 기준, 정부 정책 및 시장 상황 등 바이오디젤 산업의 일반적인 동향을 살펴보고자 한다.
원료
바이오디젤의 원료로는 식물성 기름, 동물성 지방 및 폐식용유 등이 사용될 수 있으며, 현재 가장 많이 사용되고 있는 것은 식물성 오일이며 이중에서도 가 장 많이 활용되는 유채유, 대두유, 팜유를 중심으로 원
료시장 상황을 알아보고자 한다.
각 원료들은 재배지에서 주로 사용되고 있는데 유 채는 독일을 중심으로 하는 유럽에서 사용되고 최근 중국에서도 관심을 보이고 있으며, 대두유는 미국, 브 라질 지역에서, 그리고 팜유는 말레이시아, 인도네시 아를 중심으로 하는 아시아 지역에서 주로 원료로 사 용되고 있다. 그러나 최근에는 각국의 원료가 부족해 져 타 지역의 바이오디젤 주로 팜 바이오디젤을 수입 하여 혼합하여 보급하려는 움직임이 있고 앞으로는 교역이 더욱 활발해 질 것으로 예상된다.
국내 대부분의 바이오디젤 생산 업체는 대두유를 수입하여 이를 원료로 바이오디젤을 생산하고 있으며 최근 몇 개의 업체에서 팜유를 원료로 사용하고자 하 는 시도를 하고 있다. 바이오디젤은 수송용 에너지로 사용되어 수급의 안정성이 매우 중요하다. 따라서 원 료를 안정적으로 수급하는 것이 매우 중요한 요소이 다. 식물성 오일의 세계적인 생산량을 살펴보면 대두 유와 팜유가 각각 연간 3,500만톤 가량 생산되고 있으 며, 유채유는 1,700만톤 가량 유럽등지에서 생산되고 있다. 대두유는 생산량의 30%, 팜유는 생산량의 80%
이상이 생산지에서 외부로 trading되고 있으나 유채 유의 무역량은 매우 미비한 실정이다. 우리나라 같이 원료가 생산되지 않는 경우는 생산량이 많고 trading 이 많이 되는 원료를 사용하는 것이 안정적인 원료 공 급을 위해서 바람직하다고 할 수 있겠다.
바이오디젤은 원료에 따라 제품의 품질이 결정되는 특성이 있다. 오일 중에 포함되어 있는 포화지방의 양 에 따라 저온 필터 막힘점(CFPP)이 결정되는 것으 로 알려져 있고 산화안정성에도 영향을 주는 것으로 알려져 있다. 각 원료로부터 생산된 바이오디젤에 포 함된 지방산의 composition 분포와 그에 따른 바이오 차 운 오
SK케미칼 유화기획팀, [email protected]
특·별·기·획(Ⅰ)
디젤의 품질 특성을 [표 1]과 [표 2]에 수록하였다.
여기서 16:0은 탄소수가 16개이고 이중결합이 0개 인 palmitic acid를 의미한다. 이 표들을 살펴보면 포 화지방산이 상대적으로 많은 팜유의 경우 CFPP는 12℃ 정도로 매우 높지만, 산화안정성은 가장 우수한 것을 알 수 있다. 그리고 전반적으로는 추운지방에서 주로 생산되는 유채유로부터 생산된 유채 바이오디젤 이 가장 안정적인 품질 특성을 보임을 알 수 있다. 어 떤 특정한 식물성 오일이 생산되지 않는 우리나라의 경우는 어떤 한 가지 원료만을 사용하는 것 보다는 원 료를 서로 혼합하여 원료의 단점들을 보완할 수 있을 것이다.
우리나라에서도 농림부를 중심으로 유채를 재배하 여 얻은 유채 씨로부터 유채유를 추출하여 바이오디 젤의 원료로 사용할 수 있는 정책을 준비하고 있다.
우리나라의 농업과 바이오디젤 산업을 위해서는 매우 바람직하다고 할 수 있으나 국토의 면적에 한계가 있 는 현실을 감안하면 충분한 원가 경쟁력을 갖는 유채 유를 생산할 수 있을 지는 의문이며 이를 해결할 수 있는 아이디어들을 모아야 할 것이다.
또한 이러한 국내에서의 원료재배의 한계를 극복하 기 위해 현재 업체들을 중심으로 해외 plantation을 준비하고 있는 것으로 알려져 있고 정부에서도 이를 지원하기 위한 노력을 기울이고 있다. 이것은 해외에
유전을 개발하는 것과 비교할 만한 중요한 과제이나 해외에서의 plantation은 상대정부와의 관계, 노동력 의 동원 및 관리 등 상당히 어려운 과제들이 많아 면 밀한 준비를 갖추고 추진해야 할 과제이다. 그리고 원 료의 해외 plantation이 보장할 수 있는 것은 원료의 안정적인 수급이 가능해 지는 것이지 가격을 낮추는 것은 아닐 수 있다는 점도 간과해서는 안될 것으로 생 각된다.
최근에 식용 오일을 에너지의 원료로 사용하며 가 격이 급등하여 관련 산업에 까지 영향을 주는 현상이 벌어지고 있고, 식용유를 식용이외의 용도로 사용하 는 것에 대한 문제제기가 되고 있어, 자트로파와 같은 비식용 식물성 오일을 바이오디젤의 원료로 사용하기 위한 과제가 수행 중에 있다. 자트로파는 아열대지역 에서 주로 생산되고 있고 자트로파 유로 만들어진 바 이오디젤은 대두바이오디젤의 품질 특성 정도를 갖는 것으로 알려져 있다. 현재는 대량으로 재배되고 있지 않지만, 중국, 인도네시아, 인도, 라오스, 필리핀, 캄보 디아 등지에서 plantation을 시도하고 있거나 준비 중 인 것으로 알려져 있다.
향후 plantation에 필요한 농지의 부족을 충분히 예 상할 수 있기 때문에 bioreactor를 이용하여 미세조류 (mocroalge)를 배양하고, 착유 및 정제 공정을 거쳐 바이오연료를 생산하는 기술을 개발 중이며, 현재 소 규모 상용화 설비가 가동되고 있고 상용화를 위한 추 가적인 기술개발이 진행되고 있는 것으로 알려져 있다.
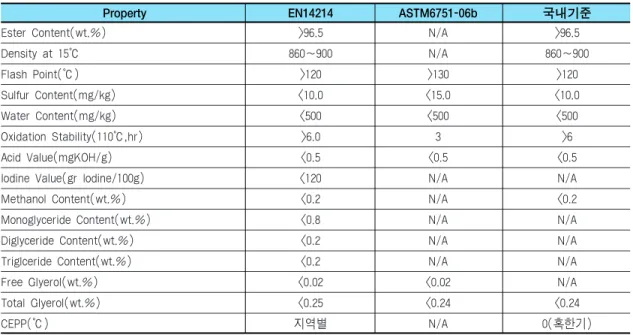
품질기준
각국이 각자의 바이오디젤 품질 기준을 가지고 있 으나 그 근간은 유럽의 품질 기준인 EN14214라고 할 수 있으며, 유럽, 미국, 그리고 국내의 품질 기준을 [표 3]에 정리하였다.
각국의 품질 기준은 보다 엄격해지는 경향이 있으 며 현재 바이오디젤이 주로 수송용 연료로 사용되고 있는 점을 감안하면 그 품질 기준이 엄격해야 함은 이 론의 여지가 없다고 하겠다. 특히 최근에는 다양한 형
팜바이오디젤 42.6 0.3 4.4 40.5 10.1 0.2
대두바이오디젤 13.9 0.3 2.1 23.2 56.2 4.3
유채바이오디젤 3.5 0 0.9 64.1 22.3 8.2
표 1. 각 원료별 바이오디젤 Composition 분포 (탄소수:이중결합수)
원료 16:0 16:1 18:0 18:1 18:2 18:3
CFPP(℃) 12 -3 -12
Oxidation Stability
10 2~3 5~6
(110℃,hr)
표 2. 팜 바이오디젤, 대두 바이오디젤, 유채 바이오디 젤의 주요 품질 특성
Description Palm BD Soybean BD Rapeseed BD
태로 잔류할 수 있는 glyceride의 잔류 함량에 대한 관리가 점점 더 엄격해 지는 경향이 있어 purification 에 매우 세심한 관리가 필요해 지고 있다.
생산 기술
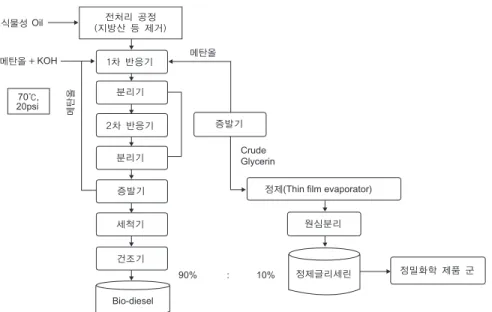
바이오디젤의 반응식을 살펴보면 [그림 1]과 같다.
식물성 오일을 염기 촉매하에서 메탄올과 trans- esterification 반응을 하면 바이오디젤과 10% 정도의 glycerol이 생성된다.
반응온도는 약 50~70℃, 반응압력은 상압정도에서 반응이 일어나는 아주 mild한 조건에서 반응이 이루 어진다. 그리고 품질기준을 맞추기 위해서는 다양한
형태의 잔류 glycerol을 control할 수 있어야 하고 잔 류농도를 정밀하게 조절하기 위한 purification 단계가 필요하다. 바이오디젤 생산 공정에 대한 개략적인 개 념도를 [그림 2]에 수록하였다.
최근에 hetrogeneous 촉매를 사용하는 공정이 개발 되어 상업화 수준의 공장이 건설되었으며 현재 정상 적으로 생산이 되고 있는 것으로 알려져 있다. 이 공 정은 전통적인 프로세스보다는 반응온도, 압력이 조 금 높아 에너지가 더 많이 소요되는 것으로 알려져 있 는 데 이런 문제를 어떻게 해결 하느냐가 중요한 요소 라 할 수 있겠다.
O O
O
O O
O C
C
C R
R
R
3 MeOH
OH OH OH
Cat. Acid or Base 3 R C O O Me Bio-diesel (지방산메틸 에스테르) 식물성 Oil
그림 1. 식물성 오일과 알콜유의 Esterification 반응식.
Ester Content(wt.%) >96.5 N/A >96.5
Density at 15℃ 860~900 N/A 860~900
Flash Point(℃) >120 >130 >120
Sulfur Content(mg/kg) <10.0 <15.0 <10.0
Water Content(mg/kg) <500 <500 <500
Oxidation Stability(110℃,hr) >6.0 3 >6
Acid Value(mgKOH/g) <0.5 <0.5 <0.5
Iodine Value(gr Iodine/100g) <120 N/A N/A
Methanol Content(wt.%) <0.2 N/A <0.2
Monoglyceride Content(wt.%) <0.8 N/A N/A
Diglyceride Content(wt.%) <0.2 N/A N/A
Triglceride Content(wt.%) <0.2 N/A N/A
Free Glyerol(wt.%) <0.02 <0.02 N/A
Total Glyerol(wt.%) <0.25 <0.24 <0.24
CEPP(℃) 지역별 N/A 0(혹한기)
표 3. 바이오디젤 품질기준(유럽기준(EN14214), 미국기준(ASTM751-06b))
Property EN14214 ASTM6751-06b 국내기준
특·별·기·획(Ⅰ)
정부정책(면세)
바이오디젤은 대량으로 생산되고 있는 경유에 대비 하여 생산단가가 높은 실정이다. 따라서 세계 각국에서 는 [표 4]와 같이 면세 또는 보조금을 지급하고 있다.
그러나 석유가격이 지속적으로 올라간다면 어떤 시 점에서는 바이오디젤이 국가의 보조없이도 가격경쟁 력이 있을 수 있다. 그러나 바이오디젤 제품가격의 70% 이상을 원료가격이 차지하고 있는 상황에서 원 료가격이 원유가격과 연동될 가능성도 있어, 만일 바 이오디젤의 원료가격이 원유가격과 연동하는 산업구 조가 되면 바이오디젤이 경유대비 가격경쟁력을 갖기 는 어려울 수 있다. 따라서 국내에서 유채재배, 해외 원료 plantation 등을 통해 원료를 확보하는 것은 매
우 중요하다. 또한 우리나라도 바이오디젤을 의무적 으로 사용하는 정책에 대해서도 검토해 볼 필요가 있 다고 하겠다.
시장 상황
국내에서 바이오디젤 생산업자로 등록을 받은 업체 는 2007년 6월 현재 16개 업체로 알려져 있으며 시장 의 크기는 BD5용으로 약 8만톤 규모와 약간의 BD20 시장이 존재하고 있다. 정부에서는 현재 바이오디젤 을 0.5% 경유에 혼합하여 보급하고 있는 상태에서 0.5%씩 단계적으로 보급량을 늘려 5%까지 확대할 계획을 준비 중인 것으로 알려져 있다.
유럽은 이미 바이오디젤의 보급이 정착하는 수준을 넘어 주요한 신재생 에너지로 자리매김하고 있으며, 2010년까지 수송용 연료의 5.75%, 2020년까지 20%
를 바이오연료로 대체하는 목표를 가지고 있으며, 미 국의 경우는 2006년 부시대통령 연두교서에서 바이오 디젤 및 바이오에탄올의 사용 확대를 통한 “20 in 10”
을 주창하였으며(10년 안에 휘발유(석유) 사용을 20% 줄이자) 이에 따라 바이오 연료의 보급 확대가 추진되고 있고, 미네소타를 포함한 10여개 주에서
식물성 Oil
메탄올 + KOH
메탄올,
메탄올, 전처리 공정,
(지방산 등 제거)
1차 반응기,
2차 반응기, 분리기,
분리기,
증발기,
세척기,
건조기,
정제글리세린, 원심분리,
정밀화학 제품 군, 정제,
증발기,
90% : 10%
(Thin film evaporator) Crude
Glycerin
Bio-diesel 20psi
그림 2. Conventional Biodiesel Process Flow.
독일 588
프랑스 521
이태리 516
영국 844
미국 300
표 4. 주요 국가의 정부 지원(면세) 사례
(원/리터)
주요 국가 면세(경감액)
BD2(바이오디젤의 혼합비율이 2%)를 의무화하고 있는 실정이다. 또한 브라질에서도 2% 의무화를 2006 년부터 시행하고 있다. 이와 같이 전 세계적으로 바이 오디젤의 시장은 지속적으로 성장할 것이며 현재 수송 용으로 주로 사용되는 것에서 연료용으로 사용이 확대 된다면 시장은 더욱 확대될 것으로 예측할 수 있다.
결언
전 세계적으로 석유의존도를 줄이고 환경문제를 해 결하기 위해 바이오디젤 등의 바이오에너지의 보급 확대가 활발한 시점에서 우리나라에서도 아시아에서 는 최초로 바이오디젤을 본격적으로 보급하고 있으며
보급량을 확대하려는 계획을 가지고 있다. 바이오디 젤이 새로운 에너지원이 되고 또한 친환경에너지로써 환경개선에도 기여하기 위해서는 생산기술의 혁신을 통해 품질 및 원가경쟁력을 확보할 수 있어야 할 것이 고, 국내의 유채재배와 해외 plantation을 통한 원료 확보에도 많은 노력을 기울여야 할 것으로 생각 된다.
또한 미세조류를 이용하여 바이오 연료를 생산하는 기술과 같은 신기술에 대한 연구도 병행하여야 할 것 으로 생각된다. 그리고 본론에서는 언급하지 못했지 만 바이오디젤을 생산할 때 부산물로 생산되는 글리 세린의 용도 개발에 관한 연구도 바이오디젤의 경쟁 력을 높이는데 중요한 과제라 할 수 있다.
서론
최근 고유가와 지구 온난화 등 환경문제가 국제 사 회의 주 관심사가 됨에 따라 동, 식물성 기름으로부터 만들어지는 바이오디젤이 경유 대체연료로서 주목받 고 있다. 국내에서도 2002년부터 4년간 바이오디젤 20% 혼합 경유(BD20)를 수도권과 전라북도 등에서 시범 보급한 바 있으며 2006년 7월부터는 바이오디젤 혼합 연료(BD5, BD20)의 보급을 전국으로 확대하여 시행중이다. 각국 정부의 적극적인 정책 지원하에 바 이오디젤 보급이 증가함에 따라 극복해야 할 문제점 도 나타나고 있다. 즉 바이오디젤의 보급 선도국가인 독일의 경우 바이오디젤 보급에 따른 정부의 재정 부 담이 높아짐에 따라 기 실시하던 면세 정책을 폐지하
고 의무 사용으로 전환하였다. 이러한 정책 전환은 부 담 주체가 정부에서 소비자로 달라지는 것일 뿐 바이 오디젤의 경제성 문제를 근본적으로 해결한 것은 아 니다. 따라서 바이오디젤의 보급에 따른 문제를 근본 적으로 해결하기 위해서는 바이오디젤의 단가를 낮추 기 위한 기술 개발이 필요하다. 본고에서는 바이오디 젤 생산 화학 공정에서의 기술 개발 현황에 대해 소개 하고자 한다.
바이오디젤 생산 반응 특성
현재 상용화 공정에 의해 생산되는 모든 바이오디 젤은 화학 촉매에 의해 생산되고 있다. [그림 1]에 나 타낸 바와 같이 화학촉매를 사용한 바이오디젤 생산 이 진 석
한국에너지기술연구원 바이오에너지연구센터, [email protected]
![[특별기획(Ⅰ)] 바이오시밀러 및 바이오베터의 최근 연구 개발 동향](data:image/gif;base64,R0lGODlhAQABAIAAAP///wAAACH5BAEAAAAALAAAAAABAAEAAAICRAEAOw==)