<학술논문>
DOI http://dx.doi.org/10.3795/KSME-A.2012.36.11.1361
ISSN 1226-4873가상모델로부터 산출된 응력 등가정하중을 이용한 금속 성형품 및 단 조품의 형상최적설계
장환학* · 정성범* · 박경진*†
* 한양대학교 기계공학과
Shape Optimization of Metal Forming and Forging Products using the Stress Equivalent Static Loads Calculated from a Virtual Model
Hwan Hak Jang*, Seong Beom Jeong* and Gyung Jin Park*†
* Dept. of Mechanical Engineering, Hanyang Univ.
(Received June 25, 2012 ; Revised August 8, 2012 ; Accepted August 13, 2012)
- 기호설명 -
M
: 질량행렬C
: 감쇠행렬K
: 강성행렬t
: 시절점 번호 s : 하중 번호N
: 비선형L
: 선형) (t
f
: 시간t
에 따른 외력f eq : 등가정하중
)
N
(t
z : t
에 따른 비선형 동적 변위 벡터)
L(s
z
: s
에 따른 선형 동적 변위 벡터)
N(t
σ
: t
에따른비선형동적von Mises
응력벡터 E*i:
재정의된 각 유한요소의 탄성계수* ,i
εL
:
가상모델의 선형von Mises
변형률* ,i
σL
:
가상모델의 선형von Mises
응력1. 서 론
제조공정은 가공되지 않은 재료를 이용하여 제
† Corresponding Author, [email protected]
Ⓒ 2012 The Korean Society of Mechanical Engineers
Key Words: Equivalent Static Loads(
등가정하중), Shape Optimization(
형상최적화), Nonlinear Dynamic Analysis(
비선형 동적 해석), Forming(
성형), Forging(
단조)
초록: 본 논문은 응력 등가정하중을 이용하여 금속제조공정에서 원하는 성형품과 단조품의 최종형상을 얻기 위한 형상최적화 방법을 제안한다
.
성형품의 최종형상은 블랭크의 형상에 따라 달라지고 단조품의 최종형상은 빌렛의 형상에 따라 달라진다.
따라서 원하는 형상의 제품을 얻기 위해 구조최적화방법 중 형상최적화방법을 적용하였다.
금속성형 공정은 비선형 동적해석을 수행하므로 등가정하중법을 이용한 다.
등가정하중법 중 가상모델을 이용한 응력 등가정하중은 등가정하중을 산출하는 새로운 방법으로 재 료 특성의 가치를 재정의하여 응력 등가정하중을 계산한다.
본 논문에 포함된 예제를 통해 원하는 제품 의 최종형상을 얻기 위한 최적의 블랭크 및 빌렛 형상을 도출하여 제안한 방법의 유용성을 검증한다. Abstract: A shape optimization is proposed to obtain the desired final shape of forming and forging products in the manufacturing process. The final shape of a forming product depends on the shape parameters of the initial blank shape.
The final shape of a forging product depends on the shape parameters of the billet shape. Shape optimization can be
used to determine the shape of the blank and billet to obtain the appropriate final forming and forging products. The
equivalent static loads method for non linear static response structural optimization (ESLSO) is used to perform metal
forming and forging optimization since nonlinear dynamic analysis is required. Stress equivalent static loads (stress
ESLs) are newly defined using a virtual model by redefining the value of the material properties. The examples in this
paper show that optimization using the stress ESLs is quite useful and the final shapes of a forming and forging
products are identical to the desired shapes.
품을 생산하는 과정으로 제품의 설계
,
비가공 재 료의 선택,
제품의 제조공법을 모두 포함한다.
(1) 제조공법의 하나인 금속가공법은 주조법,
소성가 공법,
기계가공법,
용접법 등으로 분류된다.
소성 가공법은 재료를 소형 변형시켜 원하는 형태의 제 품을 만드는 가공법으로 가공속도가 빠르고 생산 제품의 치수 정확도가 높아 대량 생산하는 제품에 적합한 공법이다.
(2) 이러한 소성가공법은 금속성형(metal forming),
단조(forging),
압연(rolling),
압출(extrusion)
등의 공정으로 분류된다.
(3) 그 중 금속성형공정과 단조공정은 다양한 형상의 제품을 생 산하는데 적합한 방법으로 각종 기계 부품의 생산 에 사용되고 있다
.
금속성형은 판금재료를 소재로 인장
,
압축 등의 방법으로 소성변형(plastic deformation)
및 영구변형(permanent deformation)
을 가해 원하는 형상의 제품을 만드는 가공법이다
.
그러나 과도한 소성변형은 파단(fracture),
주름(wrinkling),
이어링(earing),
네킹(necking)
등의 결함을 발생시킨다.
또한 금속성형시 재료의 굽힘
(bending)
이 발생하는 경우 스프링백
(springback)
현상이 발생하고,
이는 최종 성형품의 치수 정확도를 감소시킨다
.
(1~3) 단조는 부피가 있는 금속재료에 충격력 혹은 압축력을 가하는 방 법으로 소성변형을 일으켜 원하는 형상의 제품을 만드는 가공법이다.
그러나 단조공정 시 균열(crack),
플래시(flash),
불충진(unfilled),
겹침(lap)
등 의 결함이 발생할 수 있고,
이 또한 최종 성형품의 치수 정확도를 감소 시킨다
.
(1~3) 이와 같이 소성가공법을 통해 원하는 제품의 최종형상을 결함 없이 제조하는 것은 어려운 일이다
.
따라서 금속 성형 및 단조공정에서 원하는 최종 제품을 얻기 위해 다양한 방법을 이용한다.
금속성형공정에서는 원하는 제품의 최종형상을 얻 기 위해 블랭크의 형상을 결정하거나 가장자리를 전 단 가공하는 트리밍공정
(trimming process)
을 추가로 수행하기도 한다.
또한 가공 시 공정에 사용되는 변 수(
마찰계수,
블랭크 가압력,
드로우비드 저항력 등)
의 적절한 조합을 찾아 성형을 하기도 한다
.
(4~6) 단조공정에서는 다단계 공정을 통해 빌렛이나 예비성형 체의 형상을 결정하여 제품의 최종형상 도출에 영향 을 주거나 가공공정 시 사용되는 변수
(
다이의 형상,
가압력,
가압속도 등)
의 적절한 조합을 찾아 성형을하기도 한다
.
(7,8) 원하는 최종 제품의 형상을 찾기위하여 위의 변수들과 블랭크와 빌렛 등의 형상을
예측하는 근사법
,
(9,10) 실험계획법,
(11,12) 기하학적 사상법
,
(13,14) 역해석법(15,16) 등의 다양한 연구가 진행되고있다
.
본 연구에서는 새로운 응력 등가정하중
(Stress Equivalent Static Loads; Stress ESLs)
을 이용하여 성형 공정 및 단조공정에서의 최적화 문제를 해결한다.
등가정하중법(Equivalent Static Loads method for non linear static response Structural Optimization; ESLSO)
(17)은 비선형 동적해석에서 얻어지는 응답장과 동일한 응 답장을 유발하는 선형 정적해석을 위한 정하중을 만 들어 수행하는 최적화방법이다.
(18,19) 등가정하중은 기 하비선형,
재료비선형,
경계비선형을 고려한 최적화 문제의 해결을 위하여 개발되었고,
(18,19) 응력 응답을 고려할 수 있는 방법도 개발되었다.
(18)2011
년 등가 정하중을 이용하여 단조품의 형상최적화를 수행되었 고(20) 등가정하중을 이용한 금속성형 형상최적화도 수행되었다.
(21)새로운 응력 등가정하중은 기존의 응력 응답을 고려하는 등가정하중과는 다르게 가상모델을 이용 하여 등가정하중을 산출한다
.
가상모델은 재료 특 성의 가치를 재정의하여 등가정하중을 산출하는데 이는 변형률 등가정하중을 산출하는 방법(21)과 유 사하다.
본 연구는 예제를 통하여 가상모델로부터 산출 된 응력 등가정하중을 이용한 최적화를 수행하고
,
금속성형 및 단조공정의 원하는 블랭크 및 빌렛의 최종형상을 도출한다.
예제의 결과를 바탕으로 제 안한 방법의 유용성과 그 결과를 확인한다.
각 공정의 비선형 해석은
LS-DYNA
(22)를 사용하였고,
선형 응답 최적화는
NASTRAN
(23)을 사용하였다.
2. 응력 등가정하중
2.1
등가정하중법등가정하중은 비선형 동적해석에서 얻어지는 응 답장과 동일한 응답장을 유발하는 선형 정적해석 을 위한 정하중이다
.
이와 같은 정의에 의해 각 시절점에서의 비선형 응답과 동일한 선형 정적응 답을 얻기 위하여 시절점에 대응하는 등가정하중 이 각각 산출된다.
따라서 외력과 관성력의 영향 을 포함한 등가정하중은 시간 절점에 따른 구조물 의 응답을 빠짐없이 고려할 수 있고,
시간제한조 건의 시간종속성을 제거하여 정적반응 최적설계 방법을 사용할 수 있다.
등가정하중의 산출방법은 다음과 같다
. ) ( ) ( )) ( , ( ) ( ) ( ) ( )
( b z
Nt C b z
Nt K b z
Nt z
Nt f t
M ɺ ɺ + ɺ + =
;
(t=t0,t1,⋯,tf)(1)
설계변수에
b
에 대한 질량행렬M (b ) ,
감쇠행렬)
(b
C ,
강성행렬K ( b , z
N( t ))
을 가지는 비선형 동적 유한요소 방정식 식
(1)
로부터 시간t
에 따른외력
f (t )
을 통하여 비선형 동적 응답인 변위벡터)
N
(t
z
를 얻는다.
) ( ) ( )
(s L N t
eq K b z
f =
(2)
얻어진 비선형 동적 변위벡터를 식
(2)
와 같이 선 형 정적 강성행렬 KL(b) 에 곱하여 등가정하중)
eq(s
f 을 산출한다
.
이때,
s 는 시간t
에 대응하는 산출된 하중의 개수를 의미한다.
산출된 등가정하 중은 변위 등가정하중으로 비선형 동적해석의 변 위장과 동일한 변위장을 유발하는 선형 정적 하중 이다.
) ( ) ( )
( L s eq s
L b z f
K =
(3)
따라서 식
(3)
과 같이 산출된 등가정하중을 외력으로 사용하여 선형 정적해석을 수행한 결과
,
선 형 정적 변위벡터 zL(s)는 비선형 동적변위 벡터)
N(t
z 와 동일한 값을 가진다
.
2.2
변위 등가정하중법의 특성식
(1)
과 식(2)
의 과정을 통하여 산출되는 변위등가정하중은 다음과 같은 특성을 가진다
.
)( ) ( )
(s AL N t
A
eq K b z
f =
(4)
) ( ) ( )
(s B N t
L B
eq K b z
f =
(5)
식
(1)
과 같은 유한요소 방정식으로부터 얻어지는비선형 동적 변위벡터에 식
(4)
와 식(5)
와 같이 서로 다른 선형 강성행렬 KAL(b)와 KBL(b)를 곱 하면 서로 다른 변위 등가정하중 feqA(s) 와 feqB(s) 를 얻을 수 있다.
이 때 KAL(b)와 feqA(s) 를 이용하여 식
(6)
과 같이 선형 정적해석을 수행하면 선형 정적변위 벡터zAL(s)를 얻을 수 있고
,
이는 비 선형 동적 변위벡터 zN(t)와 동일한 값을 가진다.
같은 방법으로 식
(7)
과 같이 선형 정적해석을 수행하면 선형 정적 변위 벡터 zBL(s)을 얻을 수 있 고 이 또한 비선형 동적 변위벡터 zN(t)와 동일 한 값을 가진다
.
) ( ) ( )
( AL s eqA s
A
L b z f
K =
(6)
) ( ) ( )
( BL s eqB s
B
L b z f
K =
(7)
따라서 변위 등가정하중은 서로 다른 강성행렬을 가지더라도 각각의 변위 등가정하중과 각 강성행
렬을 이용하여 선형 정적해석을 수행하면 식
(8)
과 같이 동일한 선형 정적 변위응답을 얻는 특성을 가진다.
이 때 각 해석으로부터von Mises
변형률 과 응력의 응답을 얻을 수 있다.
) ( ) ( )
(s BL s N t
A
L z z
z = =
(8)
먼저
,
각 해석에서 얻어진von Mises
변형률 εAL(s) 와 εBL(s)은 각 해석에서의 선형 정적 변위응답이 동일하므로 식(9)
와 같이 서로 동일하다.
그러나식
(1)
의 해석에서 얻어진 비선형 동적von Mises
변형률 εN(t)과는 동일하지 않다
.
) ( ) ( )(s BL s N t
A
L ε ε
ε = ≠
(9)
다음으로 각 해석에서 얻어진
von Mises
응력)
A(s
σL 와 σBL(s)은 각 해석에서 사용된 선형 강성
행렬이 다르므로 식
(10)
와 같이 서로 다르다.
또한 식
(1)
의 해석에서 얻어진 비선형 동적von
Mises
응력 σN(t)와도 동일하지 않다.
)( ) ( )
(s BL s N t
A
L σ σ
σ ≠ ≠
(10)
2.3
가상모델을 이용한 응력 등가정하중 계산법 가상모델을 이용한 응력 등가정하중법은 재료 특성의 가치를 재정의하여 등가정하중을 산출하는 방법으로 이는 변형률 등가정하중을 산출하는 방 법과 유사하다.
본 논문에서는2.2
절의 변위 등가 정하중의 특성을 이용하여 비선형 동적 응력응답 을 고려한 등가정하중을 다음과 같은 방법으로 산 출한다.
먼저
,
선형von Mises
응력과 변형률의 정의는식
(11)
과 식(12)
와 같다.
2 2
2 ( ) ( )
) 2[(
1
x z z
y y
x
L σ σ σ σ σ σ
σ = − + − + −
2 1 2 2
2 )]
(
6τxy +τyz +τzx
+
(11)
2 2
2 ( ) ( )
) 3 [(
2
x z z y y x
L ε ε ε ε ε ε
ε = − + − + −
2 1 2 2
2 )]
(
6γxy +γyz +γzx
+
(12)
이를 이용하여 일반화된 훅의 법칙
(generalized
Hook’s law)
으로부터 식(13)
과 같은 응력-
변형률 관계를 얻을 수 있다.
i L i
L, vE ,
1 1 2
3 ε
σ = +
(13)
i 는 i 번째 유한요소이고
,
E 는 탄성계수,
v 는 푸 아송비다.
동일한 방법으로 각 유한요소의 탄성계 수를 임의의 값으로 변경한 경우의 응력-
변형률관계를 얻을 수 있으며 이는 식
(14)
와 같다.
* ,
*
*
, E
1 1 2 3
i i L i
L v ε
σ = +
(14)
E*i 는 재정의된 각 유한요소의 탄성계수
,
σ*L,i 와* ,i
εL 는 재정의된 탄성계수를 사용하여 만들어진 가상모델의 선형 응력과 변형률이다
.
변위 등가정하중의 특성을 식
(14)
에 적용하여 가상모델의 선형 응력과 변형률의 관계를 구하면 식(15)
와 같다.
i i L i
i L i
L v v ,
*
* ,
*
*
, E
1 1 2 E 3
1 1 2
3 ε ε
σ = +
= +
(15)
재정의된 탄성계수 E 를* 식
(16)
으로 정의하고,
식
(14)
에 대입하면 가상모델의 선형응력은 식(17)
과 같이 전개된다.
E E
, ,
*
i L
i N
i σ
≡σ
(16)
i L i L
i N i
i L i
i L i
L v v v , ,
, ,
*
* ,
*
*
, E
1 1 2 E 3
1 1 2 E 3
1 1 2
3 ε
σ ε σ
ε
σ
= +
= +
= +
Li Ni
i L i N
v
v , ,
,
, E
1 E 1 2 3 1
1 2
3 ε σ
ε
σ =
+
= +
(17)
따라서
,
식(16)
에서 정의된 탄성계수를 이용하여만든 가상모델을 이용하여 선형 정적해석을 수행 하면 각 유한요소의 선형 응력 *
,i
σL 은 비선형 동
적해석에서의 각 유한요소의 비선형 동적 응력응 답 σN ,i와 동일한 값을 가지게 된다
.
이와 같은 방법으로 산출된 응력 등가정하중은 비선형 동적해석에서 얻어지는 변위 및 응력응답 과 동일한 선형 정적 변위응답 및 응력응답장을 유발하는 정하중이다
.
그러므로 가상모델로부터 산출된 응력 등가정하중을 이용하면 선형 정적 최 적화에서 비선형 동적 변위 및 응력을 고려할 수 있다.
2.4
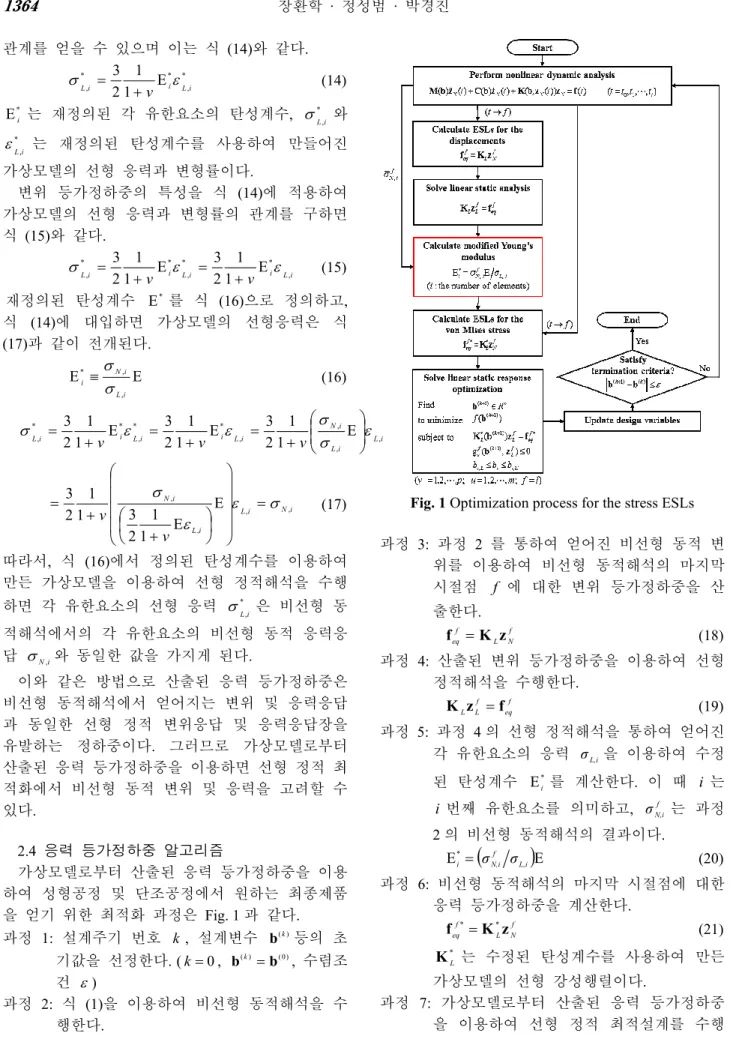
응력 등가정하중 알고리즘가상모델로부터 산출된 응력 등가정하중을 이용 하여 성형공정 및 단조공정에서 원하는 최종제품
을 얻기 위한 최적화 과정은
Fig. 1
과 같다.
과정
1:
설계주기 번호k ,
설계변수b
( k)등의 초 기값을 선정한다. ( k = 0 , b
(k)= b
(0),
수렴조 건 ε)
과정
2:
식(1)
을 이용하여 비선형 동적해석을 수행한다
.
Fig. 1 Optimization process for the stress ESLs
과정
3:
과정2
를 통하여 얻어진 비선형 동적 변위를 이용하여 비선형 동적해석의 마지막 시절점 f 에 대한 변위 등가정하중을 산 출한다
.
f N L f
eq K z
f =
(18)
과정
4:
산출된 변위 등가정하중을 이용하여 선형정적해석을 수행한다
.
f eq f L
Lz f
K =
(19)
과정
5:
과정4
의 선형 정적해석을 통하여 얻어진각 유한요소의 응력 σL,i을 이용하여 수정 된 탄성계수 E*i 를 계산한다
.
이 때 i 는 i 번째 유한요소를 의미하고,
σN,if 는 과정2
의 비선형 동적해석의 결과이다.
( )
EE*i = σN,if σL,i
(20)
과정
6:
비선형 동적해석의 마지막 시절점에 대한응력 등가정하중을 계산한다
.
f N L f
eq K z
f *= *
(21)
*
K 는L 수정된 탄성계수를 사용하여 만든 가상모델의 선형 강성행렬이다
.
과정
7:
가상모델로부터 산출된 응력 등가정하중을 이용하여 선형 정적 최적설계를 수행
한다
.
Find b
(k+ )1∈ R
n(22a) minimize
to f b (
( +k 1)) (22b)
to
subject
K*L(b(k+1))zLf −feqf*=0
(22c) 0
) , (
(k+1) Lf≤
f
g
ub z
( u = 1 , 2 , ⋯ , m ) (22d)
U v v L
v
b b
b ≤ ≤
( v = 1 , 2 , ⋯ , n ) (22e) b
는 설계변수의 벡터, n
은 설계변수이다.
과정
8:
설계변수 및 결과를 갱신한다.
과정
9:
수렴 조건의 만족 여부를 확인한다.
ε
≤
−
+1) ( )
(k k
b
b
(23)
식
(23)
을 만족하면 최적화 과정을 종료하고
,
수렴조건을 만족하지 못하면 설계주기번호를 식
(24)
와 같이 갱신한 후,
과정2
로 간다
.
+1
=
k
k (24)
위의 과정은 비선형 동적반응과 선형 정적반응 의 차이를 줄이기 위해 반복되며
,
수렴조건을 만 족할 때까지 반복된다.
3. 컵 성형품의 최적화
3.1
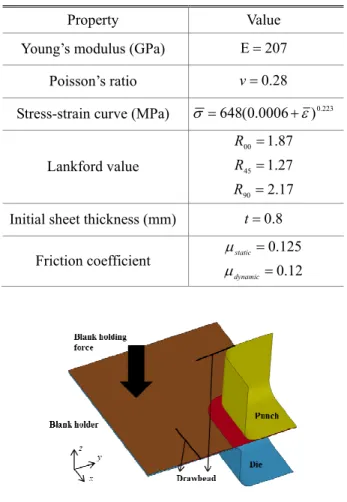
사각컵의 형상최적화사각컵의 금속성형 형상최적설계 예제는
Fig. 2
와 같은 형상을 가지는
1/4
모델을 사용하여 최적화한다
.
사용한 물성치는Table 1
과 같고,
블랭크가압력은
15kN,
펀치의 행정거리는z
축 음의 방향으로
40mm
이다.
사각컵의 형상최적화에 사용된 정식화는 아래와 같다
.
Find
ba (a=1,2,⋯,15)(25a) minimize
to ( )
∑ −
=
= 153
1
2
152 1
g g z
g z m
S
;(g=1,2,⋯,153) (25b) subject to Dq=Tq−Pq ≤0.53
;(q=1,2,⋯,51) (25c)
( ) 0 . 26
50 1
511
2
≤
∑ −
=
=
q q Dq
q
D m
S (25d)
0 .
≤150
σvon
(25e)
여기서 b 는a 설계변수로 섭동벡터의 배율이고
,
a 는 섭동벡터의 개수이고 나누어진 하부 영역의 반 경,
곡률,
각도를 조절한다.
목적함수는 성형 후의 플랜지 부분 주름을 최소화하는 것을 목적으로 한 다.
S 는g 표본절점들의z
방향 좌표 z 의g 표준편Table 1
Material properties of a square cup
Property Value
Young’s modulus (GPa) E = 207
Poisson’s ratio
v= 0 . 28
Stress-strain curve (MPa)
σ =648(0.0006+ε)0.223Lankford value
87 .
00
= 1
R27 .
45
= 1
R17 .
90
= 2
RInitial sheet thickness (mm)
t= 0 . 8
Friction coefficient
µstatic= 0 . 125
12 .=0
dynamic
µ
Fig. 2 Model of equipment and parameters for a square cup
Fig. 3 Initial blank shape and perturbation vectors for a square cup
차이다.
m
z 는 표본절점들의 z 방향 기대값이다.D 는 금속성형품의 성형 후 외각형상 위치q P 과 q 원하는 외각형상 T 위치의 차이이다. q
S
q는 D 의 q 표준편차,Dq
m
는 D 의 기대값이다. g 와 q 는 각q 각 표본절점의 개수와 성형 후 외각절점의 개수이 다. σ 는 von Mises 응력의 평균값이다. 초기 블von 랭크 형상과 섭동벡터는 Fig. 3 와 같다.사각컵의 형상최적화에 사용된 수렴조건 ε 은 0.1 이고, 최적설계는 9 번째 설계주기에서 수렴하 였다. 목적함수는 0.1098 에서 0.1467 로 증가하였
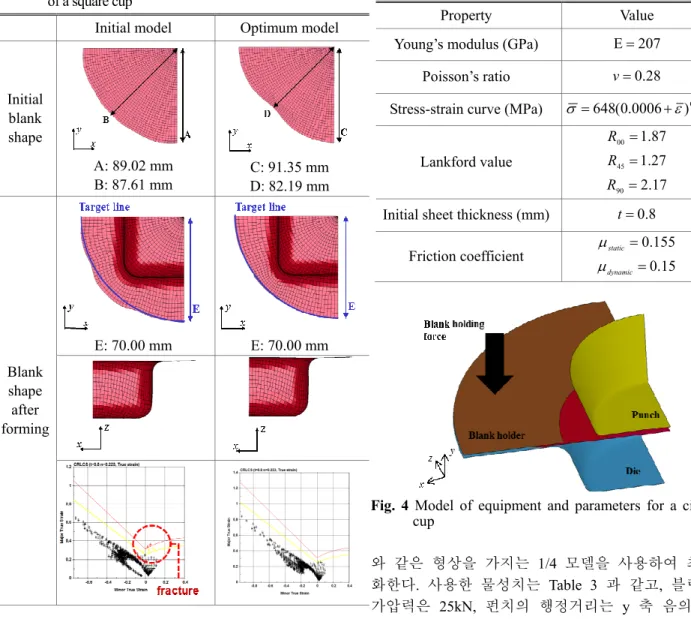
Table 2 The initial model and optimum model comparison of a square cup
Initial model Optimum model
Initial blank shape
A: 89.02 mm B: 87.61 mm
C: 91.35 mm D: 82.19 mm
Blank shape after forming
E: 70.00 mm E: 70.00 mm
고, 제한조건은 946.0 % 에서 0.0 %로 줄어들었다.
Table 2 에 초기모델과 최적모델의 형상을 비교해 놓았다. 타겟라인(target line)인 호의 반지름 E 는 70mm 이고 금속성형품의 성형 후 외각형상 위치 인 P 는 이 타겟라인 위에 존재한다. 제한조건으q 로 사용된 D 의 최대값은 4.34mm 에서 0.51mm 로 q 줄어들었고, 플랜지 부분의 최고와 최저의 차이는 0.41mm 에서 0.51mm 로 증가하였다. 최적모델을 사용하면 성형 후 원하는 최종형상과 거의 동일한 형상을 얻을 수 있으며, 초기모델과 최적모델의 성형 후 주름은 크지 않은 편이다. 또한 성형 후 의 FLD 를 확인해보면 초기모델에서 발생하였던 파단이 최적모델에는 없음을 확인할 수 있다.
3.2 원형컵의 형상최적화
원형컵의 금속성형 형상최적설계 예제는 Fig. 4
Table 3 Material properties of a circle cup Property Value Young’s modulus (GPa) E =207
Poisson’s ratio
v
=0.28 Stress-strain curve (MPa) σ =648(0.0006+ε)0.223Lankford value
87 .
00 =1
R
27 .
45 =1
R
17 .
90 =2
R
Initial sheet thickness (mm)t
=0.8Friction coefficient µstatic =0.155 15 .
=0
dynamic
µ
Fig. 4 Model of equipment and parameters for a circle cup
와 같은 형상을 가지는 1/4 모델을 사용하여 최적 화한다. 사용한 물성치는 Table 3 과 같고, 블랭크 가압력은 25kN, 펀치의 행정거리는 y 축 음의 방 향으로 40mm 이다.
원형컵의 형상최적화에 사용된 정식화는 아래와 같다.
Find
b b ( =b
1,2,3) (26a)minimize
to
σvon,s (26b) subject to( ) 0 . 5
45 1
461
2
≤
∑ −
=
=
h h h
h
D m
S
;
(h=1,2,⋯,46)(26c) 0
. 52 0
44 . ≤ m
h≤ (26d) 312
. 0 552 . 0 626 .
0
22 21
< −
ε+
ε+
ε
;
(if ε2≥0.1)(26e)
313 . 0 222 . 0 663 . 13 554 . 3
613 . 864 467 . 72 874 . 24021
2 2
2 3
2
4 2 5
2 6
2 1
+
− +
−
− +
<
ε ε
ε
ε ε
ε ε
;
(if -0.1<ε2<0.1)(26f)
312.
2 0
1<−ε + ε
;
(if ε2≥0.1)(26g)
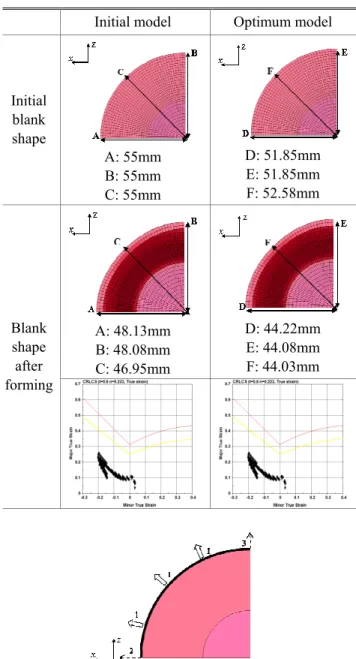
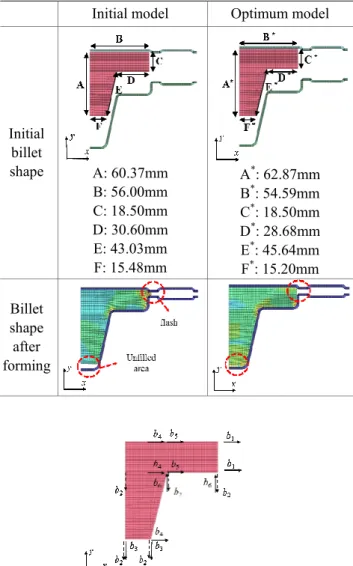
Table 4
The initial model and optimum model comparison of a circle cup
Initial model Optimum model
Initial blank shape
A: 55mm B: 55mm C: 55mm
D: 51.85mm E: 51.85mm F: 52.58mm
Blank shape after forming
A: 48.13mm B: 48.08mm C: 46.95mm
D: 44.22mm E: 44.08mm F: 44.03mm
Fig. 5
Initial blank shape and perturbation vectors for a circle cup
여기서 b 는b 설계변수로 섭동벡터의 배율이고
,
b 는 섭동벡터의 개수이고 설계영역의 반경,
곡률을 조절한다.
목적함수 σvon,s는von Mises
응력의 표 준편차 값이다.
이는 성형 후 성형품이 고른 응력 분포를 가지는 것을 목적으로 한다. S
h는 플랜지 외각 표본절점들의 반 경에 대한 표준편차이고,
m
h는 표본절점들의 반경방향 기대값이다.
D 는h 플랜지 외각 표본절점들의 위치이다. S
q는 D 의q 표준편차,
Dq
m
는 D 의q 기대값이다.
h 는 플랜지 외각 표본절점의 개수,
ε 은1 비선형 동적해석에서 나온 주변형률,
ε 는2 부변형률이다.
식(26e), (26f),
Table 5
Material properties of a T shape
Property Value
Young’s modulus (GPa) E = 150
Poisson’s ratio v = 0 . 3
Yield strength (MPa)
σyield= 169 Ultimate strength (MPa)
σultimate=448Fig. 6
Model of equipment for a T shape
(26g)
는 재료의 파단과 관련된FLD
조건을 나타낸다.
초기 블랭크 형상과 섭동벡터는
Fig. 5
와 같다.
원형 컵의 형상최적화에 사용된 수렴조건 ε 은0.1
이고,
최적설계는4
번째 설계주기에서 수렴하였다.
목적함수는
1.248
에서1.133
로 감소하였고,
제한조건은0.0 %
에서0.0 %
로 만족하였다. Table 4
에 원형컵의 초기모델과 최적모델의 형상을 비교해 놓았다.
초기 모델의 성형 후 반경은A
가48.13mm, B
가48.08mm,
C
가46.95mm
로C
부분이 오목한 형태를 가지나 최적모델을 사용하면
D
가44.22mm, E
가44.08mm, F
가
44.03mm
로 성형 후 플랜지 부분이 좀 더 원형에가까운 형상을 얻을 수 있다
.
또한 성형 후의FLD
를 확인해보면 초기모델과 동일하게 최적모델에도 파단이 없음을 확인할 수 있다
.
4. T 형 단조품의 최적화
T
형 단조품의 형상최적설계 예제는Fig. 6
과 같은 단면의 형상을 가지는
1/2
모델을 사용하여 최적화한다
.
사용한 물성치는Table 5
와 같고,
비선형 해석에 사용한 유한요소는
2D
고형요소(Solid element)
이다.
T
형 단조품의 형상최적화에 사용된 정식화는 아래와 같다.
Find
bc (c=1,2,⋯,6)(27a) minimize
to
σvon(27b)
subject to
−0.7≤me ≤1.005
;
(e=1,2,⋯,7)(27c)
3.
≤0
Se